ГОСТ ISO 13041-1-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ТОКАРНЫЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ И ТОКАРНЫЕ ОБРАБАТЫВАЮЩИЕ ЦЕНТРЫ
Условия испытаний
Часть 1
Геометрические испытания станков с горизонтальным шпинделем для крепления заготовки
Numerically controlled turning machines and turning centres. Test conditions. Part 1. Geometric tests for machines with a horizontal work holding spindle
МКС 25.080.01
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе официального перевода на русский язык англоязычной версии стандарта, указанного в пункте 5, который выполнен Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 23 октября 2018 г. N 821-ст межгосударственный стандарт ГОСТ ISO 13041-1-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO 13041-1:2004* "Условия испытаний токарных станков с числовым программным управлением и токарных обрабатывающих центров. Часть 1. Условия испытаний геометрических параметров станков с горизонтальным шпинделем для крепления обрабатываемой детали" ("Test conditions for numerically controlled turning machines and turning centers - Part 1: Geometric tests for machines with a horizontal workholding spindle", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/TC 39 "Станки", подкомитетом SC 2 "Условия испытаний металлорежущих станков".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ISO 13041 имеет целью дать наиболее исчерпывающую информацию по геометрическим, позиционным, профильным, термальным и механическим испытаниям, которые могут выполняться для сравнения, подтверждения, приемки и других целей.
Настоящий стандарт со ссылками на соответствующие части ISO 230 устанавливает порядок испытаний металлорежущих станков, токарных центров и токарных станков с ЧПУ с/без задней (центрирующей) бабки, устанавливаемых отдельно или встроенных в гибкую производственную систему. ISO 13041 устанавливает также допуски и/или максимально приемлемые значения для результатов испытаний, соответствующих основному назначению и нормальной точности токарных центров и токарных станков с ЧПУ.
Настоящий стандарт также учитывает условия испытаний в соответствии с основными положениями, изложенными в [1], [3].
1 Область применения
Настоящий стандарт определяет условия геометрических испытаний токарных станков и токарных центров нормальной точности с числовым программным управлением (ЧПУ) и горизонтальным рабочим шпинделем, определение которых приведено в 3.1 и 3.2.
Настоящий стандарт устанавливает контрольные допуски, относящиеся к упомянутым выше испытаниям.
Настоящий стандарт разъясняет различные концепции или конфигурации и общие технические характеристики токарных станков с ЧПУ и токарных центров, а также представляет терминологию и обозначение управляемых осей (см. рисунок 1 и таблицу 1).
Настоящий стандарт рассматривает только подтверждение точности токарного станка или центра. Настоящий стандарт не применим ни к эксплуатационным испытаниям (например, на вибрацию, аномальный шум, заедание или проскальзывание движущихся компонентов), ни к проверке технических характеристик (например, скоростей, подач), каковые должны быть проведены до проверки точности.
2 Нормативные ссылки
Приведенные ниже стандарты необходимы в качестве приложения к настоящему стандарту*. Для датированных ссылок применимо только издание, опубликованное на сайте. Для недатированных ссылок последнее издание указанного стандарта (включая все изменения к нему).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or quasi-static conditions (Нормы и правила испытаний металлорежущих станков - Геометрическая точность станков, работающих на холостом ходу или в условиях чистовой обработки)
ISO 841:2001, Industrial automation systems and integration - Numerical control of machines - Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграция. Числовое программное управление станками. Системы координат и обозначение осей)
ISO 3442:1991*, Self-centring chucks for machine tools with two-piece jaws (tongue and groove type); sizes for interchangeability and acceptance test specifications (Самоцентрирующие патроны для металлорежущих станков с кулачками из двух частей (соединенных по типу шипа или паза). Размеры, обеспечивающие взаимозаменямость и особенности приемочных испытаний)
_______________
* Заменен на ISO 3442-1:2005, ISO 3442-2:2005, ISO 3442-3:2007.
|
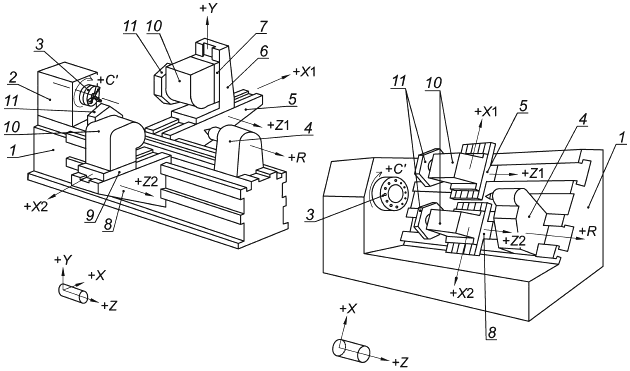
1 - станина; 2 - передняя бабка (шпиндельная бабка); 3 - рабочий шпиндель, ось вращения С; 4 - задняя бабка, ось R; 5 - салазки 1, ось Z; 6 - каретка револьверной головки, ось X, 7 - вертикальный суппорт; 8 - салазки 2, ось Z2; 9 - каретка револьверной головки 2, ось Х2; 10 - револьверные головки 1 и 2; 11 - поворотные углы револьверных головок 1 и 2
Рисунок 1 - Пример токарного центра с горизонтальным шпинделем
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 станки токарные с числовым программным управлением (numerically controlled turning machine): Металлорежущие станки с числовым программным управлением, в которых главным движением является вращение обрабатываемого изделия напротив неподвижного режущего инструмента, а энергия резания обеспечивается самим изделием, а не инструментом.
Примечание - Числовое программное управление (ЧПУ) обеспечивает автоматическое функционирование.
3.2 токарный центр (turning center): Токарный станок с ЧПУ, оборудованный инструментом(ами) с механическим приводом и обеспечивающий вращение шпинделя для крепления заготовки вокруг оси.
Примечание - Такой станок может включать дополнительные технические возможности - такие, как автоматическая замена инструмента из инструментального магазина.
3.3 режимы работы станка (machine modes of operation): Режимы работы станка с ЧПУ или устройств ввода данных, запись в которых интерпретируется как функция, которую следует выполнить.
3.3.1 ручной режим числового управления (manual mode of numerical control): Неавтоматический режим управления станком, при котором оператор осуществляет управление без использования запрограммированных числовых данных, например, нажатием кнопки или "джостиком".
3.3.2 режим ручного ввода данных (manual data input mode): Ввод в ЧПУ программных данных вручную.
3.3.3 режим отдельного блока (single block mode): Режим ЧПУ, при котором оператор по собственной инициативе осуществляет выполнение только одного блока программных данных.
3.3.4 автоматический режим (automatic mode): Режим ЧПУ, при котором станок работает в соответствии с программными данными до остановки программой или оператором.
4 Общие положения
4.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражаются в миллиметрах, угловые размеры - в градусах, а угловые отклонения и соответствующие допуски - в пропорциях, но в таких случаях для большей ясности можно использовать микрорадианы и угловые секунды. Всегда следует иметь в виду эквивалентность следующих выражений:
![]() .
.
4.2 Ссылки на ISO 230-1
Для применения настоящего стандарта необходимо следовать рекомендациям ISO 230-1, особенно по установке станков перед испытаниями, прогреванию шпинделя и других подвижных компонентов, описанию способов измерения и рекомендуемой точности испытательного оборудования.
В тех случаях, когда испытания проводятся в полном соответствии с рекомендациями ISO 230-1, в графе "Замечания..." формы G, приведенной в разделе 5, описаниям испытаний предшествуют ссылки на соответствующий раздел ISO 230-1.
4.3 Установка станка
Прежде, чем проводить испытания, станок должен быть установлен в соответствии с рекомендациями поставщика/производителя (см. 3.1 ISO 230-1).
4.4 Последовательность испытаний
Последовательность испытаний, представленная в настоящем стандарте, никоим образом не определяет практический порядок испытаний. В целях упрощения установки измерительных инструментов или приспособлений испытания можно производить в любом порядке.
4.5 Необходимые испытания
Если не всегда имеется необходимость или возможность проводить все испытания проверяемого станка, описанные в настоящем стандарте, испытания, необходимые для определенных целей, пользователь согласовывает с поставщиком/производителем. Такие испытания относятся к тем компонентам и/или свойствам станка, которые являются предметом интереса пользователя. Эти испытания должны быть четко установлены при заказе станка. Для приемочных испытаний только ссылка на настоящий стандарт без определения, какие испытания следует провести, и без соглашения по соответствующим затратам не может считаться обязательной для какой-либо части контракта.
4.6 Графическое представление
Для простоты восприятия в настоящем стандарте схемы, иллюстрирующие геометрические испытания, относятся только к одному типу станка.
4.7 Шпиндели револьверной головки и инструмента
Как уже определено в 3.1 и 3.2, обрабатывающие центры имеют не только неподвижные инструменты, но также и оснащенные приводом вращающиеся инструменты, а это означает, что и револьверная головка должна иметь приводные механизмы. Если ожидаемое количество инструментов, которые нужно использовать, превышает емкость головки, следует предусмотреть либо автоматическую смену инструментов, либо смену головки. Устройство автоматической смены инструментов может также понадобиться при наличии снабженного приводом шпинделя, в котором инструменты можно устанавливать автоматически.
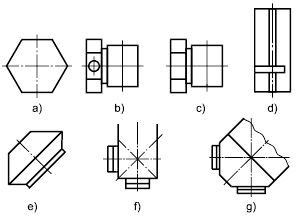
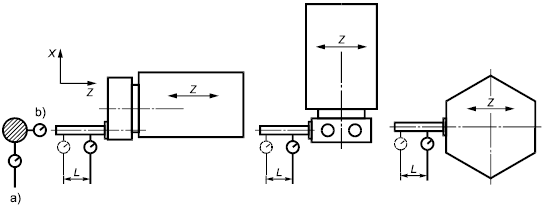
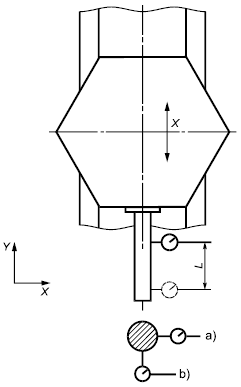
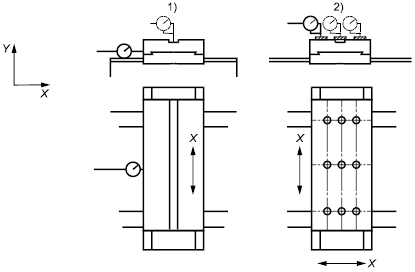
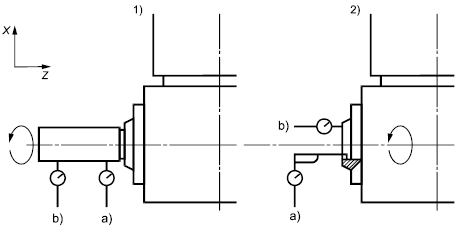
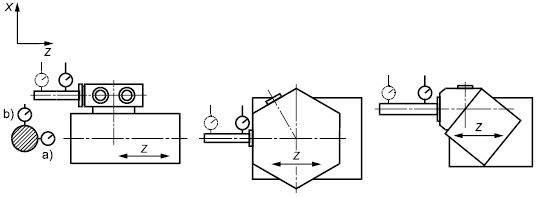
На рисунке 2 показаны примеры шпинделей револьверных головок и инструментов. Представлены следующие компоновки:
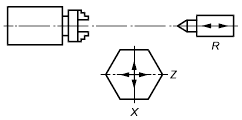
а) горизонтальная головка: инструменты устанавливаются радиально к оси вращения головки. Головка такого типа может иметь как неподвижные, так и снабженные приводом инструменты или комбинацию того и другого;
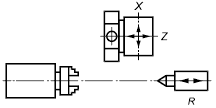
b) головка штурвального типа для радиальных инструментов: инструменты устанавливаются радиально к оси вращения головки.
Головка такого типа может иметь либо только неподвижные, либо только снабженные приводом инструменты, либо комбинацию того и другого;
c) головка штурвального типа для осевых инструментов: инструменты устанавливаются соосно с осью вращения головки. Возможна комбинация b) и c);
d) головка с линейным перемещением;
e) наклонная головка: инструменты можно использовать только по направлениям осей X или Z;
f) единственный инструментальный шпиндель с единственной инструментальной головкой: при наличии поворотной головки инструментальный шпиндель может перемещаться как по направлению оси X, так и по направлению оси Z. Требуется устройство смены инструмента и инструментальный магазин;
g) наклонная инструментальная головка с двумя шпинделями: один шпиндель предусмотрен для неподвижного инструмента, другой - для инструмента снабженного привода. Обработка возможна в обоих направлениях - по оси X и по оси Z. Требуется устройство смены инструмента и инструментальный магазин.
|
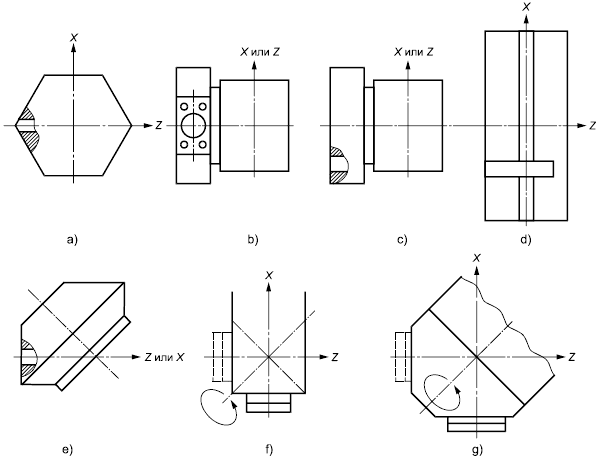
Рисунок 2 - Примеры формы шпинделей револьверных головок и инструмента.
4.8 Классификация станков
4.8.1 Общие положения
Станки, рассматриваемые в настоящем стандарте, по компоновке подразделяются на два основных типа (см. таблицу 2):
Тип A - станки с задней бабкой;
Тип B - станки без задней бабки.
Станки типа А можно в основном классифицировать по следующим двум группам:
группа А1 - станки с одной револьверной головкой;
группа А 2 - станки с двумя револьверными головками.
Станки типа В можно в основном классифицировать по следующим четырем группам:
группа В1 - станки с одной шпиндельной головкой;
группа В2 - станки с двумя взаимосвязанными коаксиальными головками;
группа В3 - станки с коаксиально вращающейся головкой;
группа В4 - станки с двумя параллельными головками.
4.8.2 Линейное перемещение
В целях упрощения на рисунках и в таблицах, представленных в настоящем стандарте, приведены примеры станков, в которых используются оси конструкции, соответствующей буквенно-цифровому обозначению, приведенному в ISO 841, подраздел 6.1 (например, Х1, Х2 и т.д.).
Во всех тех примерах, где для обозначения конструкции осей использованы буквы U, V и R, их необходимо заменять в соответствии с ISO 841.
4.9 Программная коррекция
Если имеется в наличии встроенное программное устройство для корректирования геометрических, позиционных, контурных и термальных отклонений, его использование в процессе рассматриваемых испытаний должно быть согласовано между пользователем и поставщиком/изготовителем. Использование программной коррекции должно быть отражено в результатах испытаний.
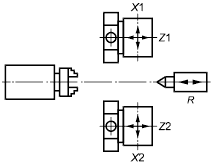
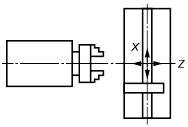
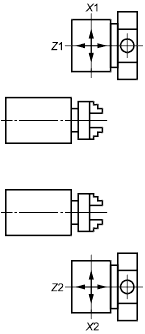
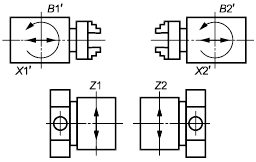
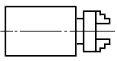
Таблица 2 - Примеры компоновок станков
Тип А - Станки с задней бабкой | |||||||||
1. С одной револьверной головкой | 2. С двумя револьверными головками | ||||||||
Тип головки: все типы, кроме d) С головкой типа а)
С головкой типа b)
| Тип головки: все типы, кроме d) Примечание - Эти две головки могут быть разных типов С двумя головками типа b)
С двумя головками типов b) и f)
| ||||||||
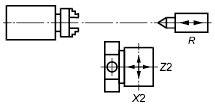
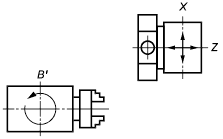
Тип B - Станки без задней бабки | |||||||||
1. С одной шпиндельной головкой | |||||||||
Тип головки: любой из a), b), c), f), g) | С головкой типа b) | ||||||||
Перемещение по осям | 1 | 2 | 3 | 4 | |||||
Револьверной головки | Z или X | Z | X | - |
| ||||
Шпиндельной бабки | - | X | Z | X или Z | |||||
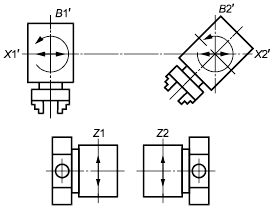
По выбору: Перемещение револьверной головки по оси Y (токарные центры); Вращение шпиндельной головки вокруг оси B' | |||||||||
С револьверной головкой типа а)
| С головкой типа d)
С головкой, имеющей ось вращения В'
| ||||||||
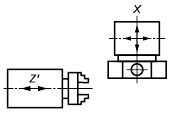
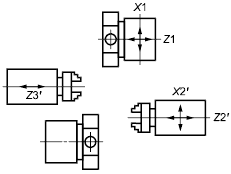
Тип В - Станки без задней бабки | |||||||||
2. С двумя взаимосвязанными головками | 3. Станки с двумя коаксиально вращающимися головками | ||||||||
Револьверные головки любого типа
Обе головки могут быть соосны
| Шпиндельная головка в позиции загрузки
Шпиндельная головка в позиции обработки | ||||||||
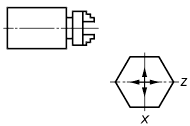
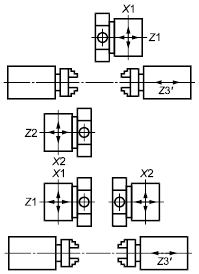
Тип В - станки без задней бабки | |||||||||
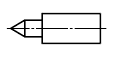
4. Станки с двумя параллельными головками | Используемые условные графические представления | ||||||||
Оси перемещения могут быть у шпиндельной головки
| Шпиндельная головка (передняя бабка, бабка изделия)
| Задняя бабка (бабка изделия, центрирующая бабка)
| |||||||
Перемещение по осям Y - по выбору
| Типы револьверных головок
Примечание - Во избежание осложнений эти иллюстрации не могут служить руководством. | ||||||||
4.10 Минимальный допуск
Если допуск на геометрический контроль установлен для измерения длины, отличной от заданной в настоящем стандарте, следует иметь в виду, что минимальной величиной допуска считается 0,005 мм.
4.11 Размерные категории станков
Станки подразделяются на три размерные категории по критериям, представленным в таблице 3.
Таблица 3 - Размерная гамма станков
Критерий | Категория 1 | Категория 2 | Категория 3 |
Допустимый диаметр над станиной | D | 250<D | 500<D |
Номинальный диаметр выдвижного шпинделя | d' | 25 <d' | 63<d' |
Номинальный диаметр зажимного патрона | d | 125<d | d<250 |
| |||
5 Геометрические испытания
5.1 Передняя бабка шпинделя(ей)
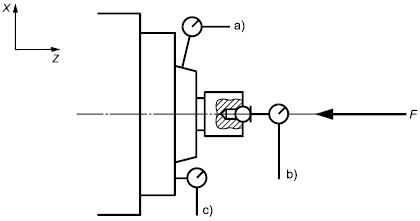
Цель испытания | G1 | ||||
Контроль торца шпинделя передней бабки: a) сдвига базового диаметра b) периодического осевого биения c) искривления торца шпинделя | |||||
Схема измерения:
| |||||
Допуск, мм | Измеренные отклонения | ||||
Категория | |||||
1 | 2 | 3 | |||
а) | 0, 005 | 0, 008 | 0, 012 | ||
b) | 0, 005 | 0, 005 | 0, 005 | ||
с) | 0, 008 | 0, 010 | 0, 015 | ||
Измерительные инструменты: Индикатор с круговой шкалой и контрольная оправка со сферической поверхностью | |||||
Заметки по измерениям и ссылки на ISO 230-1 Значение осевого усилия F должно быть определено поставщиком/изготовителем станка. Если используются подшипники, которые можно натягивать перед загрузкой, то не требуется прилагать усилие F. a) 5.612.2 На конической поверхности измерительный наконечник цифрового индикатора следует устанавливать перпендикулярно к поверхности касания. b) 5.622.1, 5.622.2 c) 5.632 Измерения на всех рабочих шпинделях следует проводить на наибольшем диаметре | |||||
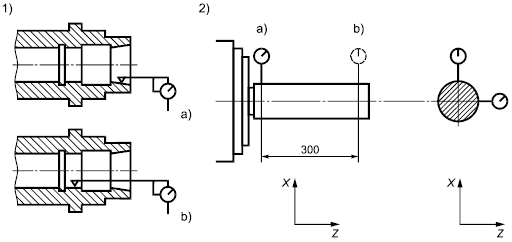
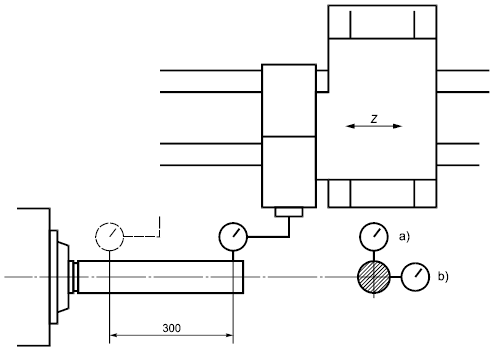
Цель испытания: | G2 | ||||
Контроль изменения формы отверстия передней бабки: 1) прямым контактом a) на переднем установочном конусе b) на посадочном кольце; 2) с использованием контрольной оправки a) у торца шпинделя b) на расстоянии 300 мм от торца шпинделя | |||||
Схема измерения:
| |||||
Допуск, мм 1) а) и b) - 0,008 2) для длины измерения 300 мм или более 300 мм на полный рабочий ход: | Измеренные отклонения | ||||
Категория | |||||
1 | 2 | 3 | |||
а) | 0,010 | 0,015 | 0,020 | ||
b) | 0,015 | 0,020 | 0,025 | ||
Измерительные инструменты: Индикатор с круговой шкалой и специальные контрольные оправки | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.612.3) 2) Измерения следует проводить в плоскостях XZ и YZ. При измерении биения шпинделя следует медленно поворачивать шпиндель, по меньшей мере, на два оборота в каждой точке измерения. Измерения следует повторять не менее четырех раз, причем каждый раз оправка должна поворачиваться на 90° по отношению к шпинделю, и записывать среднее значение полученных показаний. Необходимо принимать меры для минимизации воздействия тангенциального торможения за счет трения на измерительный наконечник индикатора. Измерения следует проводить на всех рабочих шпинделях | |||||
5.2 Взаимосвязь между передней бабкой шпинделя и осями линейного перемещения
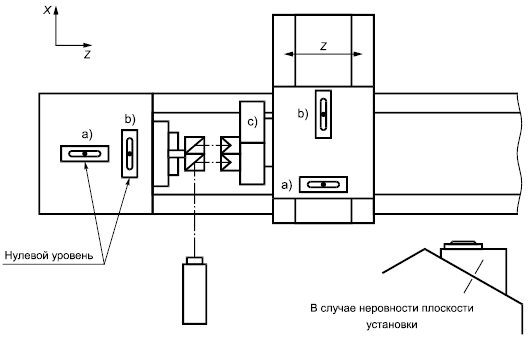
Цель испытания: | G3 | ||||
Контроль параллельности между перемещением оси Z (каретки) и осью вращения головки шпинделя: a) в плоскости ZX b) в плоскости YZ | |||||
Схема измерения:
| |||||
Допуск, мм Для длины измерения 300 мм или более 300 мм на полный рабочий ход: | Измеренные отклонения | ||||
Категория | |||||
1 | 2 | 3 | |||
а) | 0,010 | 0,015 | 0,020 | ||
b) | 0,015 | 0,020 | 0,025 | ||
Измерительные инструменты: Индикатор с круговой шкалой и специальные контрольные оправки | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.412.1, 5.422.3) Для каждой плоскости измерения поворотом головки шпинделя следует найти среднее положение биения, а затем перемещать каретку в направлении оси Z и взять максимально отличные показания. Это описание применимо ко всем шпиндельным головкам и перемещениям оси Z | |||||
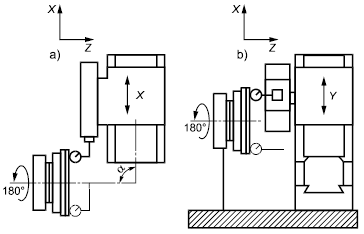
Цель испытания: | G4 | ||||
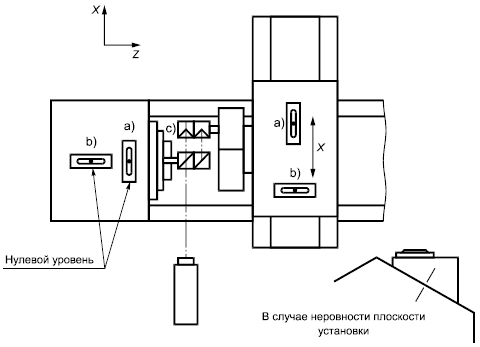
Контроль перпендикулярности между шпиндельной головкой (ось С') и: a) перемещением оси X в плоскости ZX b) перемещением оси Y в плоскости YZ (если применимо) | |||||
Схема измерения:
| |||||
Допуск, мм Для длины измерения 300 мм или более 300 мм на полный рабочий ход | Измеренные отклонения | ||||
Категория | |||||
1 | 2 | 3 | |||
а) | 0,015 | 0,015 | 0,025 | ||
b) | 0,020 | 0,020 | 0,020 | ||
Направление расхождения: | |||||
Измерительные инструменты: Индикатор с круговой шкалой, планшайба и поверочная линейка | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.522.3) Индикатор устанавливается на револьверной головке в непосредственной близости от режущего инструмента. Поверочная линейка закрепляется на опоре, установленной на позиции держателя инструмента. Линейка настраивается лицевой стороной параллельно плоскости вращения рабочего шпинделя (ось С') и приблизительно параллельно подлежащей проверке линейной оси (X или Y). Измерения проводятся в нескольких позициях перемещения оси (X или Y), затем рабочий шпиндель поворачивается на 180° и выполняется вторая серия измерений. За отклонение от перпендикулярности принимается наибольшая разность между величинами, полученными в первой и второй сериях измерений. Обычно вогнутость поверхности считается допустимой, пока она соответствует особому соглашению между пользователем и поставщиком/ производителем. Это испытание применимо ко всем шпинделям изделия | |||||
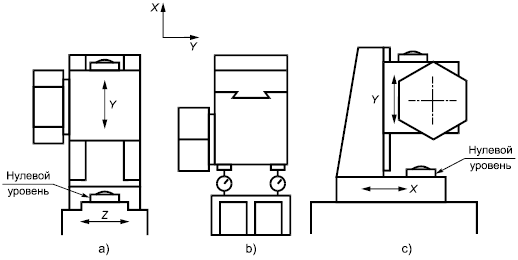
Цель испытания: | G5 | ||||
Контроль перпендикулярности между перемещением оси Y (револьверной головки) и перемещением оси Х (суппорта револьверной головки) Это испытание применимо также и к перемещениям осей Х1 и Y2 | |||||
Схема измерения:
| |||||
Допуск для длины измерения 300 мм или более 300 мм на полный рабочий ход: | Измеренные отклонения | ||||
Категория | 1 | 2 | 3 | ||
Допуск, мм | 0,020 | 0,020 | 0,030 | ||
Измерительные инструменты: Индикатор с круговой шкалой, поверочный угольник | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.522.4) Угольник следует устанавливать таким образом, чтобы его эталонная поверхность была параллельна перемещению оси X. Индикатор следует перемещать таким образом, чтобы он касался вертикальной плоскости угольника. Измерения следует проводить в вертикальной плоскости, используя перемещение оси Y. За отклонение от перпендикулярности принимается наибольшая разность между показаниями, полученными на всей длине измерения | |||||
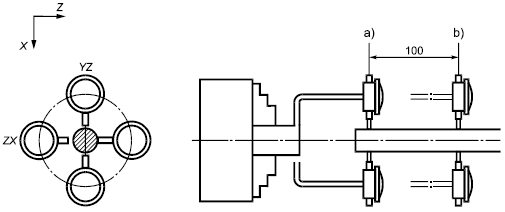
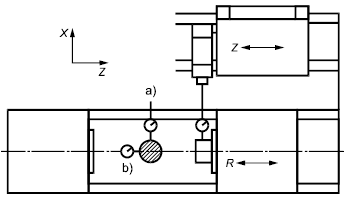
Цель испытания | G6 | |||||
Проверка соосности между двумя шпинделями изделий (только для противодействующих шпинделей): a) в плоскости ZX b) в плоскости YZ | ||||||
Схема измерения:
| ||||||
Допуск для длины измерения 100 мм | Измеренные отклонения | |||||
Категория | 1 | 2 | 3 | |||
Допуск, мм | а) | 0,010 | 0,015 | 0,015 | ||
b) | 0,010 | 0,015 | 0,015 | |||
Измерительные инструменты: Индикатор с круговой шкалой, контрольная оправка | ||||||
Заметки по измерениям и ссылки на ISO 230-1 (подраздел 5.442) Блок индикатор/суппорт следует устанавливать на первом шпинделе изделия, а контрольную оправку - на втором. a) Первый шпиндель следует поворачивать таким образом, чтобы индикатор оказался в плоскости ZX, а его щуп прижимать к контрольной оправке на расстоянии 100 мм от торца второго шпинделя (положение А). Второй шпиндель следует поворачивать так, чтобы найти положение среднего сдвига и снимать показание. Затем первый шпиндель поворачивать на 180° и снимать второе показание. Измерения следует повторять для положения В). b) Весь процесс измерения следует повторять в плоскости YZ Разность между показаниями, снятыми при поворотах первого шпинделя на 0° и на 180° на позициях А и В в обеих плоскостях (ZX и YZ), представляет отклонение от соосности между двумя шпинделями изделия в каждой из этих плоскостей | ||||||
5.3 Угловые отклонения перемещения линейных осей
Цель испытания: | G7 | |||
Проверка угловых отклонений перемещения оси Z (перемещения каретки) a) в плоскости YZ - EAZ (поперечный наклон, покатость) b) в плоскости XY - ECZ (продольный наклон) c) в плоскости ZX - EBZ ("рыскание", поворот вокруг вертикальной оси) | ||||
Схема измерения:
| ||||
Допуск, мм для а), b) и с) | Измеренные отклонения | |||
Длина оси Z, мм | Пропорция к длине измерения в мм | Угловые секунды | ||
Z | 0,040/1000 | 8" | ||
500<Z | 0,060/1000 | 12" | ||
1000<Z | 0,080/1000 | 16" | ||
Измерительные инструменты: a) прецизионный уровень, автоколлиматор и отражательный телескоп или лазерный инструмент b) прецизионный уровень c) автоколлиматор и отражательный телескоп или лазерный инструмент | ||||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.232.21, 5.232.22, 5.232.23) При наклонной станине функциональная плоскость находится под углом к горизонтальной плоскости. В таком случае для варианта b) можно использовать специальный мостик и прецизионный уровень, если есть возможность установить его горизонтально, но это не рекомендуется для варианта а). Если используется автоколлиматор, то он должен быть настроен таким образом, чтобы микрометрический окуляр был либо перпендикулярен, либо параллелен функциональной плоскости. Измерения следует выполнять в обоих направлениях перемещения не менее чем в пяти позициях, расположенных равномерно по траектории. Разность между максимальным и минимальным показаниями представляет собой угловое отклонение | ||||
Цель испытания: | G8 | |||
Проверка угловых отклонений перемещения оси X (перемещения суппорта револьверной головки) a) в плоскости XY - ЕСХ (поперечный наклон) b) в плоскости YZ - ЕАХ (продольный наклон) c) в плоскости ZX - ЕВХ ("рыскание", поворот вокруг вертикальной оси) | ||||
Схема измерения:
| ||||
Допуск, мм для а), b) и с) | Измеренные отклонения | |||
Длина оси X, мм | Пропорция к длине измерения в мм | Угловые секунды | ||
X | 0,040/1000 | 8'' | ||
500<Х | 0,060/1000 | 12'' | ||
1000<Х | 0,080/1000 | 16'' | ||
Измерительные инструменты: a) прецизионный уровень, автоколлиматор и отражательный телескоп или лазерный инструмент b) поверочная плита, индикатор с круговой шкалой или прецизионный уровень c) автоколлиматор и отражательный телескоп или лазерный инструмент | ||||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.232.21, 5.232.22, 5.232.23) При наклонной станине функциональная плоскость находится под углом к горизонтальной плоскости. В таком случае для варианта а) можно использовать специальный мостик и прецизионный уровень. Если используется автоколлиматор, то он должен быть настроен таким образом, чтобы микрометрический окуляр для варианта а) был перпендикулярен, а для варианта с) параллелен функциональной плоскости. Измерения следует выполнять в обоих направлениях перемещения не менее чем в пяти позициях, расположенных равномерно по траектории. Разность между максимальным и минимальным показаниями представляет собой угловое отклонение | ||||
Цель испытания: | G9 | ||||
Проверка угловых отклонений перемещения оси Y (перемещения револьверной головки) a) в плоскости YZ - EAY ("рыскание" - поворот вокруг оси X) b) в плоскости ZX - EBY (продольный наклон) c) в плоскости ХY - ECY (поперечный наклон вокруг оси Z) | |||||
Схема измерения:
| |||||
Допуск, мм для а), b) и с) | Длина оси Y, мм | Пропорция к длине измерения в мм | Угловые секунды | Измеренные отклонения | |
| 0,040/1000 | 8'' | |||
Измерительные инструменты: a) прецизионный уровень, автоколлиматор и отражательный телескоп или лазерный инструмент; b) поверочная плита и индикатор с круговой шкалой c) прецизионный уровень, автоколлиматор, отражательный телескоп или лазерный инструмент | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.232.21, 5.232.22, 5.232.23) При наклонной станине не рекомендуется использовать прецизионный уровень в вариантах а) и с) Если используется автоколлиматор, он должен быть настроен таким образом, чтобы микрометрический окуляр был перпендикулярен или параллелен функциональной плоскости. Измерения следует выполнять в обоих направлениях перемещения не менее чем в пяти позициях, расположенных равномерно по траектории. Разность между максимальным и минимальным показаниями представляет собой угловое отклонение | |||||
5.4 Задняя бабка
Цель испытания: | G10 | ||||
Проверка параллельности между осью R перемещения задней бабки и перемещением оси Z каретки a) в плоскости ZX b) в плоскости YZ | |||||
Схема измерения:
| |||||
Допуск, мм | Длина оси Z, мм | Вариант а) | Вариант b) | Измеренные отклонения | |
Z | 0,020 | 0,030 | |||
1000<Z | 0,030 | 0,050 | |||
Измерительные инструменты: Индикатор с круговой шкалой/суппорт | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.422.5) Два блока "индикатор/суппорт" следует устанавливать на револьверной головке и прикладывать измерительные наконечники индикаторов к втулке задней бабки. Перемещать совместно ось Z каретки и ось R задней бабки и записывать показания. Измерения следует проводить в обоих направлениях не менее чем в пяти позициях, равномерно расположенных на траектории. Разность между максимальным и минимальным показаниями представляет собой отклонение от параллельности. Если задняя бабка регулируется вручную, перед измерением следует воспользоваться устройством ее фиксации. Необходимо позаботиться о том, чтобы показания снимались в тех же самых точках на втулке задней бабки. Если затруднительно перемещать обе оси одновременно, следует перемещать каретку в направлении передней бабки к первой позиции измерения. Тогда заднюю бабку следует перемещать до тех пор, пока индикатор не коснется той же позиции измерения. Для измерений в обратном направлении меняется только последовательность перемещения | |||||
Цель испытания: | G11 | ||||
Проверка параллельности между перемещением салазок задней бабки и перемещением оси Z каретки a) в плоскости ZX b) в плоскости YZ | |||||
Схема измерения:
| |||||
Допуск, мм | Длина | Вариант | Измеренные отклонения | ||
измерения L, мм | а) | b) | |||
50 | 0,010 | 0,015 | |||
100 | 0,015 | 0,020 | |||
150 | 0,020 | 0,025 | |||
При расширении торец гильзы не должен опускаться | |||||
Измерительные инструменты: индикатор с круговой шкалой/суппорт | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.422.5) Когда задняя бабка закреплена в противоположной позиции, следует устанавливать блок "индикатор/ суппорт" на револьверной головке, прижимать измерительный наконечник прибора к втулке задней бабки в предыдущей точке измерения и записывать показания индикатора. Разность между показаниями измерений в прямом и обратном направлении представляет собой отклонение от параллельности | |||||
Цель испытания: | G12 | ||||
Проверка параллельности между внутренним коническим отверстием втулки задней бабки и перемещением оси Z каретки a) в плоскости ZX b) в плоскости YZ | |||||
Схема измерения:
| |||||
Допуск для а) и b) на длине измерения L, равной 300 мм или более 300 мм на полный рабочий ход | Измеренные отклонения | ||||
Категория | 1 | 2 | 3 | ||
Допуск, мм | 0,010 | 0,020 | 0,025 | ||
Измерительные инструменты: Контрольная оправка и блок "индикатор с круговой шкалой/суппорт" | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.422.5) Когда задняя бабка закреплена в противоположной позиции, следует вставлять контрольную оправку во втулку, устанавливать блок "индикатор/суппорт" на револьверной головке и прикладывать измерительный наконечник прибора к оправке вблизи торца задней бабки, а каретку перемещать вдоль длины измерения, записывая показания. Следует повторить процедуру измерения с контрольной оправкой, вставленной в обратном положении (повернутой на 180°) Максимальная разность между двумя усредненными показаниями дает отклонение от параллельности | |||||
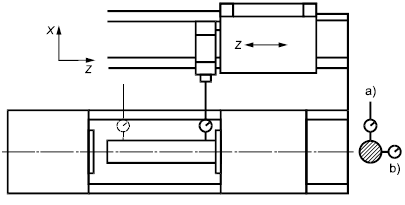
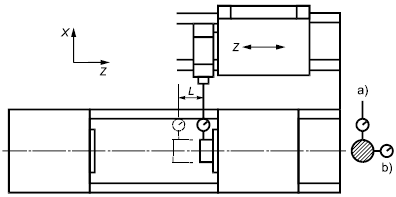
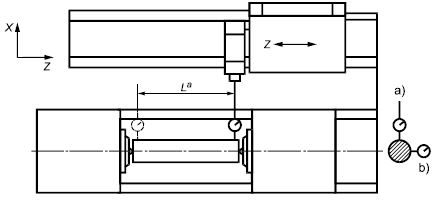
Цель испытания: | G13 | ||||
Проверка параллельности между перемещением оси Z и осью токарной обработки a) в плоскости ZX b) в плоскости YZ Примечание - Ось токарной обработки определяется как ось между центрами. | |||||
Схема измерения:
| |||||
| |||||
Расстояние между центрами DC, мм | DC | 500<DC | Измеренные отклонения | ||
Допуск, мм | а) | 0,010 | 0,015 | ||
b) | 0,020 | 0,030 | |||
Примечание - Для оси Z2 следует добавлять 0,01 к каждому допуску | |||||
Измерительные инструменты: Контрольная оправка между центрами или контрольная оправка и блок "индикатор с круговой шкалой/ суппорт" | |||||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.422.3, А4.2, А4.3) Блок "индикатор с круговой шкалой/суппорт" устанавливается на револьверной головке таким образом, чтобы измерительный наконечник прибора соприкасался с контрольной оправкой в плоскостях ZX/YZ. Измерения следует производить вдоль оправки в нескольких позициях. Наибольшая разность в показаниях представляет собой отклонение от параллельности. Для станков, у которых расстояние между центрами превышает 1000 мм, применимы компоновки типа А (таблица 2). Наибольшая разность в показаниях дает отклонение от соосности | |||||
5.5 Револьверная головка и инструментальный шпиндель
5.5.1 Револьверная головка для неподвижных инструментов
Цель испытания: | G14 | |
Проверка перпендикулярности поверхностей револьверной головки, на которых крепится режущий инструмент, к оси рабочего шпинделя. Примечание - Это испытание применяется только для таких револьверных головок, у которых поверхность для крепления инструмента перпендикулярна оси рабочего шпинделя. | ||
Схема измерения:
| ||
Допуск, мм 0,020/100
| Измеренные отклонения | |
Измерительные инструменты: Блок "индикатор с круговой шкалой/суппорт" | ||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.512.1, 5.512.4) Испытания следует повторять для каждой поверхности, на которой устанавливается режущий инструмент | ||
Цель испытания: | G15 | |
Проверка параллельности между осью отверстия для установки режущего инструмента и перемещением оси Z a) в плоскости ZX b) в плоскости YZ Примечание - Это испытание применяется только для таких револьверных головок, у которых отверстие для крепления инструмента параллельно перемещению оси Z. | ||
Схема измерения:
| ||
Допуск для а) и b) при длине измерения L=100 мм 0,030 мм | Измеренные отклонения | |
Измерительные инструменты: Контрольная оправка и индикатор с круговой шкалой | ||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.422.3) Контрольная оправка закрепляется в отверстии для установки режущего инструмента, а индикатор с круговой шкалой устанавливается на неподвижной детали станка таким образом, чтобы его измерительный наконечник касался контрольной оправки в плоскости ZXIYZ. Испытания следует повторять для каждого установочного отверстия. Револьверная головка должна находиться в начальной позиции или как можно ближе к шпинделю. Если способ расположения инструмента требует крепления фланцем, конструкция контрольной оправки должна соответствовать этому требованию | ||
Цель испытания: | G16 | |
Проверка параллельности между осью отверстия для установки револьверной головки и осями перемещения револьверной головки (X, Х2). в плоскости ZX b) в плоскости ХY Примечание - Это испытание применяется только для таких револьверных головок, у которых направление крепления режущего инструмента перпендикулярно к оси рабочего шпинделя. | ||
Схема измерения:
| ||
Допуск для а) и b) при длине измерения L=100 мм 0,030 мм | Измеренные отклонения | |
Измерительные инструменты: Контрольная оправка и блок "индикатор с круговой шкалой/суппорт" | ||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.422.3) Контрольная оправка крепится в отверстии для установки режущего инструмента, а индикатор с круговой шкалой устанавливается на неподвижной детали станка таким образом, чтобы его измерительный наконечник касался контрольной оправки в плоскости ZX/YZ. Испытания следует повторять для всех установочных отверстий. Револьверная головка должна находиться на начальной позиции или как можно ближе к шпинделю. Если способ расположения инструмента требует крепления фланцем, конструкция контрольной оправки должна соответствовать этому требованию | ||
Цель испытания: | G17 | |
Контроль линейной револьверной головки 1) Проверка параллельности между базовым пазом или базовой боковой поверхностью поперечных салазок и перемещением их оси Х 2) Проверка параллельности между поверхностью поперечных салазок, на которой устанавливается инструмент, и перемещением: a) оси Z каретки; b) оси X поперечных салазок | ||
Схема измерения:
| ||
Допуск, мм - для любой длины измерения в пределах 300 мм или более 300 мм на полный рабочий ход 1) 0,03 2) а) и b) 0,025 | Измеренные отклонения | |
Измерительные инструменты: индикатор с круговой шкалой, блок плоско-параллельных концевых мер длины (плиток Иогансона) | ||
Заметки по измерениям и ссылки на ISO 230-1 (пункт 5.422.21) 1) Измерения следует проводить в нескольких позициях по всей длине измерения. Наибольшая разность между показаниями представляет собой отклонение от параллельности. 2) Измерения следует проводить в обоих направлениях (Х и Z) в рамках координатной сетки 3x3. Позиции измерения должны располагаться как в середине, так и на концах установочной поверхности. Для перекрытия центрального паза следует использовать блок плиток Иогансона. (ISO 230-1, подпункт 5.422.21, рисунок 66) | ||
5.5.2 Револьверная головка для вращающихся инструментов и инструментальный(е) шпиндель(и)
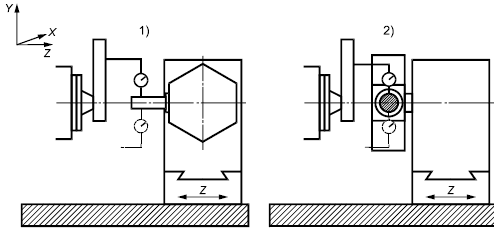
Цель испытания: | G18 | |||||||
Проверка биения и искривления поверхности инструментального(ых) шпинделя(ей): 1) биение внутреннего конического отверстия: a) у торца шпинделя b) в 100 мм от торца шпинделя 2) цилиндрическое отверстие a) биение торца шпинделя b) кривизна торца шпинделя | ||||||||
Схема измерения:
| ||||||||
Измеренные отклонения | ||||||||
Категория | 1 | 2 | 3 | |||||
Допуск, мм | 1) а) | 0,010 | 0,015 | 0,020 | ||||
1) b) | 0,015 | 0,020 | 0,025 | |||||
2) а) | 0,010 | 0,015 | 0,020 | |||||
2) b) | 0,010 | 0,015 | 0,020 | |||||
Измерительные инструменты: Контрольная оправка и блок "индикатор с круговой шкалой/суппорт" | ||||||||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.512.1, 5.512.4) Измерения следует проводить в обеих плоскостях - XZ и YZ Следует повторять измерения не менее четырех раз, каждый раз поворачивая оправку на 90° относительно шпинделя, и записывать среднее значение показаний. Необходимо принимать меры для минимизации воздействия тангенциального торможения на измерительный наконечник. Измерения следует проводить на всех инструментальных шпинделях, включая максимальный диаметр. Испытания по варианту 2) b) должны проводиться на максимально возможном радиусе | ||||||||
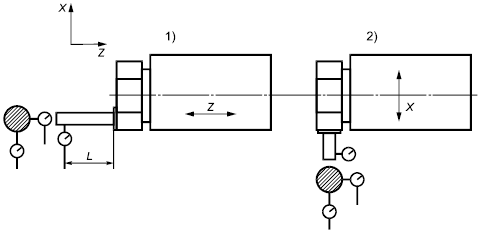
Цель испытания: | G19 | ||
Проверка параллельности между осью инструментального шпинделя и перемещением оси Z: a) в плоскости ZX; b) в плоскости YZ Примечание - Испытание применимо к шпинделям всех вращающихся револьверных головок | |||
Схема измерения:
| |||
Примечание - Ось Z может быть заменена осями Z2, X или Х2. | |||
Допуск для а) и b) - 0, 020 для длины измерения 100 мм | Измеренные отклонения | ||
Измерительные инструменты: Контрольная оправка и блок "индикатор с круговой шкалой/суппорт" | |||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.412.1, 5.422.3) Инструментальный шпиндель следует поворачивать так, чтобы найти положение среднего биения, а затем перемещают револьверную головку в направлении оси Z. Принимают максимальную разность показаний. Или: Снимают показания в начальной позиции. Снимают показания вдоль контрольной оправки в положении ее вращения, поворачивая шпиндель на 180°. Максимальная разность между двумя усредненными измерениями дает отклонение от параллельности. Такое испытание применимо ко всем инструментальным шпинделям | |||
Цель испытания: | G20 | |||||
Проверка смещения между осью рабочего шпинделя и осью инструментального шпинделя в направлении оси Y при условии: a) оба шпинделя параллельны; b) эти шпиндели расположены под прямым углом друг к другу (взаимно перпендикулярны) | ||||||
Схема измерения:
| ||||||
Допуск, мм | Измеренные отклонения | |||||
Вариант | Категория 1 | Категории 2 и 3 | ||||
1) и 2) | 0,030 | 0,040 | ||||
Измерительные инструменты: Контрольная оправка и блок "индикатор с круговой шкалой/суппорт" | ||||||
Заметки по измерениям и ссылки на ISO 230-1 (подразделы 5.442, 5.432) Блок "индикатор с круговой шкалой/суппорт" установить на рабочем шпинделе, а контрольную оправку - в отверстие инструментального шпинделя. 1) Положение оси инструментального шпинделя выравнивают с осью рабочего шпинделя в плоскости YZ. Установить измерительный наконечник индикатора вплотную к контрольной оправке как можно ближе к торцу инструментального шпинделя. Поворачивают рабочий шпиндель и снимают показания в интервале от 0° до 180°. 2) Устанавливают индикатор с круговой шкалой вплотную к контрольной оправке в плоскости YZ, перемещают револьверную головку в направлении оси Z. Отмечают высшую точку оправки. Отмечают положение оси Z. Отодвигают каретку таким образом, чтобы она не задевала индикатор. Поворачивают рабочий шпиндель на 180° и перемещают каретку на отмеченную позицию оси Z. Повторяют перемещение каретки с целью найти самую нижнюю точку. Записывают это значение. Половина разности между показаниями в точках 0° и 180° представляет собой смещение положений осей рабочего и инструментального шпинделя. Повторяют испытания для всех положений револьверной головки | ||||||
5.5.3 Повторяемость и точность подачи (периодических поворотов) револьверной головки
Цель испытания: | G21 | ||||||
Проверка повторяемости подачи (периодических поворотов) револьверной головки: 1) в плоскости YZ; 2) в плоскости XZ | |||||||
Схема измерения:
| |||||||
Допуск для 1) и 2) | Измеренные отклонения | ||||||
Категория | 1 | 2 | 3 | ||||
Длина измерения L, мм | 50 | 100 | 100 | ||||
Допуск, мм | 0,005 | 0,010 | 0,015 | ||||
Измерительные инструменты: Контрольная оправка и индикатор с круговой шкалой | |||||||
Заметки по измерениям и ссылки на ISO 230-1 (подраздел 6.42) Измерения следует проводить на расстоянии L от лицевой стороны револьверной головки или установочной поверхности инструмента. При положении головки в середине хода индикатор должен соприкасаться с контрольной оправкой в позициях измерения 0° и 90°. Следует записывать положения оси револьверной головки и показания индикатора. Револьверную головку следует перемещать в свету индикатора так, чтобы ее ось оставалась параллельной оси контрольной оправки. Поворачивают револьверную головку на 360°. В автоматическом цикле перемещают ось револьверной головки к записанной ранее позиции и записывают показания индикатора. Три раза повторяют автоматический цикл, поле чего индикатор должен возвращаться к нулевой позиции начала испытаний. Отклонением служит наибольшая разность из трех полученных показаний. Испытания следует проводить не менее чем в трех различных положениях револьверной головки, причем для каждого их этих положений до начала испытания показания индикатора должны устанавливаться на ноль | |||||||
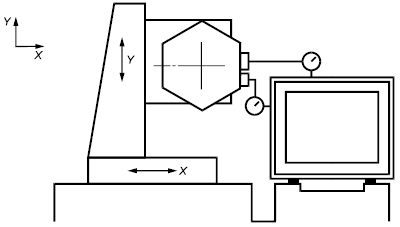
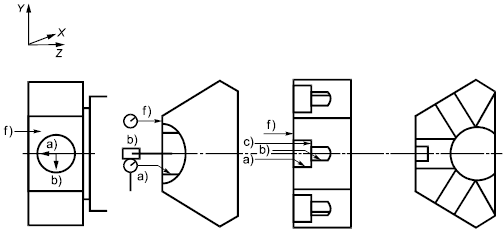
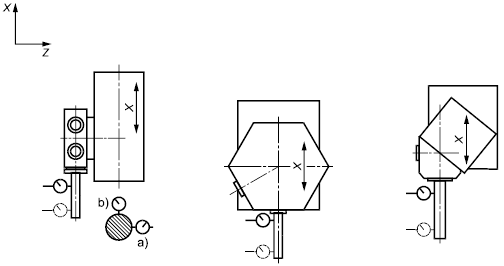
Цель испытания: | G22 | |
Проверка точности круговой подачи (периодических поворотов) револьверной головки: | ||
Схема измерения:
| ||
Допуск, мм Категория 1 - 0,030 Категории 2 и 3 - 0,040 | Измеренные отклонения | |
Измерительные инструменты: Индикатор с круговой шкалой | ||
Заметки по измерениям и ссылки на ISO 230-1 Измерительный наконечник индикатора следует устанавливать в положения а), b) и с) таким образом, чтобы он соприкасался с базовым отверстием револьверной головки или пазом. Записывать положение оси револьверной головки и показания индикатора; затем револьверную головку отводить в положение, находящееся в свету индикатора, и подавать на следующую позицию, далее ось головки возвращать в прежнее положение и записывать показания индикатора. Если используется базовая поверхность револьверной головки, следует воспользоваться также позицией f) индикатора. Трижды повторяют испытания для всех положений револьверной головки. Точность круговой подачи револьверной головки определяется максимальной разностью показаний индикатора. Следует принимать во внимание, что при проверке точности подачи повторяемость позиционирования каретки револьверной головки может оказывать воздействие на показания индикатора | ||
5.6 Поворотная передняя бабка и револьверная головка
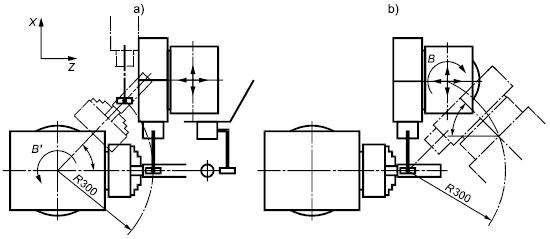
Цель испытания: | G23 | |||||
Проверка параллельности между плоскостью ZX и плоскостью вращения оси шпинделя: a) передней бабки (осью B’); b) револьверной головки (осью В) | ||||||
Схема измерения:
| ||||||
Допуск для радиуса поворота R=300 мм | Измеренные отклонения | |||||
Угол поворота | ±30° | ±60° | ||||
Допуск, мм | 0,01 | 0,02 | ||||
Измерительные инструменты: Контрольная оправка и индикатор с круговой шкалой | ||||||
Заметки по измерениям и ссылки на ISO 230-1 (подраздел 5.432) Контрольную оправку следует вставлять в инструментальный шпиндель револьверной головки параллельно плоскости ZX. Измерительный наконечник индикатора следует прижимать к контрольной оправке в позиции до 300 мм от оси вращения, затем поворачивать револьверную головку на 30° (+30°) и прижимать измерительный наконечник индикатора к контрольной оправке в том же самом положении. Поворачивают револьверную головку на 30° в противоположную сторону (-30°) и проверяют высоту оправки по той же позиции на оправке. Испытания следует повторять не менее трех раз. Максимальная разность в показаниях даст отклонение от параллельности. | ||||||
Цель испытания: | G24 | |
Проверка параллельности между осью инструментального шпинделя и перемещением оси X: a) в плоскости ХY; b) в плоскости XZ. Примечание - Испытание применимо ко всем шпинделям поворотной револьверной головки. | ||
Схема измерения:
| ||
Примечание - Ось X может быть заменена осью Х2. | ||
Допуск, мм Для а) и b): 0,020 для длины измерения 100 мм | Измеренные отклонения | |
Измерительные инструменты: Контрольная оправка и блок "индикатор с круговой шкалой/суппорт" | ||
Заметки по измерениям и ссылки на ISO 230-1 (пункты 5.412.1, 5.422.3) a) Инструментальный шпиндель следует поворачивать с целью определения позиции среднего биения, а затем перемещать револьверную головку в направлении оси X и брать максимальную разность в или* Снимают показания вдоль контрольной оправки при ее вращении, затем поворачивают инструментальный шпиндель на 180° и снимают показания в тех же позициях, что вначале. Максимальная разность между двумя усредненными измерениями дает отклонение от параллельности. b) Описанные процессы измерения следует повторять для плоскости XZ | ||
Приложение ДА
(обязательное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:2012 | - | * |
ISO 841:2001 | - | * |
ISO 3442:1991 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 1708:1989 | Acceptance conditions for general purpose parallel lathes - Testing of the accuracy (Условия приемки токарно-винторезных станков общего назначения. Проверка точности) |
[2] | ISO 2806:1994 | Industrial automation systems - Numerical control of machines - Vocabulary (Системы промышленной автоматизации. Числовое программное управление станков. Словарь) |
[3] | ISO 6155:1998 | Machine tools - Test conditions for horizontal spindle turret and single spindle automatic lathes - Testing of the accuracy (Станки металлорежущие. Условия испытаний для автоматических станков с одним шпинделем и с револьверной головкой с горизонтальным шпинделем) |
УДК 434.5:006.354 | МКС 25.080.01 | IDT |
Ключевые слова: станки, токарные станки с числовым программным управлением, контроль | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}