ГОСТ ISO 16426-2015
Группа Г30
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ КРЕПЕЖНЫЕ
Система обеспечения качества
Fasteners. Quality assurance system
МКС 21.060.01
ОКП 16 0000
Дата введения 2018-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) и Обществом с ограниченной ответственностью "РМ-Центр" (ООО "РМ-Центр") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ISO 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 мая 2016 г. N 396-ст межгосударственный стандарт ГОСТ ISO 16426-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 16426:2002* "Изделия крепежные. Система обеспечения качества" ("Fasteners. Quality assurance system", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 2 "Крепежные изделия" Международной организации по стандартизации (ISO).
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" (по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликована в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает требования к системе обеспечения качества, которые должны выполняться изготовителями и продавцами крепежных изделий. Эти требования направлены на снижение или предотвращение производства несоответствующих крепежных изделий с целью приближения к состоянию бездефектности ("нуль дефектов") для установленных характеристик.
Настоящий стандарт устанавливает требования от приемки исходного материала через производственные процессы до поставки продавцу или пользователю, устанавливающему крепежные изделия.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 3269:2000 Fasteners - Acceptance inspection (Изделия крепежные. Приемочный контроль)
ISO 9000:2000 Quality management systems - Fundamrntals* and vocabulary (Система менеджмента качества. Основные положения и словарь)
________________
* Текст документа соответствует оригиналу. - .
ISO 15330:1999 Fasteners - Preloading test for the detection of hydrogen embrittlement - Parallel bearing surface method (Изделия крепежные. Испытания на предварительную нагрузку для обнаружения водородного охрупчивания. Метод с применением параллельных несущих поверхностей)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1 перспективное планирование качества (advanced quality planning): Процесс, облегчающий преобразование конструктивных целей в конструктивные требования, являющиеся составной частью плана обеспечения качества крепежных изделий, включающий виды отказов технологического процесса, анализ результатов и планы управления.
3.2 изменение (alter): Выполнение какой-либо операции после первоначального изготовления, которая изменяет геометрию, механические свойства или эксплуатационные характеристики механического крепежного изделия.
3.3 - значение (индекс воспроизводимости процесса) (
value): Мера для оценки способности технологического процесса в отношении среднего качества при данном способе производства, определяемая на основе интервала в единицах измерения среднеквадратического отклонения между средним качеством и ближайшим пределом значения характеристик, и которая имеет нормальную структуру распределения.
3.4 потребитель (customer): Организация или лицо, получающие продукцию.
Примечание - Потребитель может быть пользователем или продавцом.
[ISO 9000]
3.5 смешивание (commingling): Загрузка крепежных изделий из разных производственных партий в один и тот же контейнер или бункер.
3.6 план управления (control plan): Схема процесса изготовления крепежных изделий с идентифицированными контрольными точками, в которых предусмотрены процедуры управления для минимизации отклонений процесса и продукции.
3.7 дефект (defect): Невыполнение требования, связанного с предусмотренным или установленным использованием.
Примечание - При наличии дефекта крепежное изделие не может функционировать по своему ожидаемому или предусмотренному использованию.
[ISO 9000]
3.8 продавец (фирма с запасом готовой продукции) [distributor (stockist)]: Организация или лицо, приобретающие готовые крепежные изделия для перепродажи другим, среди которых имеется три типа продавцов:
3.8.1 продавец-переработчик (alteration distributor): Продавец, который вносит изменения в продукцию перед поставкой.
3.8.2 продавец-посредник (pass-trough distributor): Продавец, который перепродает первоначальный контейнер изготовителя с крепежными изделиями без переупаковки крепежных изделий или внесения в них изменений.
3.8.3 продавец-переупаковщик (repackaging distributor): Продавец, который только переупаковывает крепежные изделия перед поставкой.
3.9 характеристика крепежного изделия (fastener characteristic): Размерная, механическая или эксплуатационная особенность крепежного изделия.
3.10 система обеспечения качества крепежного изделия (fastener quality assurance system): Система изготовления крепежного изделия, которая, как правило, включает элементы документированного плана управления с описанием разработки модели, опытного и серийного производства, включая перспективное планирование качества (см. 3.1), непрерывное улучшение, предотвращение дефектов и активный контроль размерных, механических или эксплуатационных характеристик крепежных изделий.
3.11 загрязнение партии (lot contamination): Попадание различных крепежных изделий или посторонних веществ или деталей в производственную партию крепежных изделий.
3.12 изготовитель/производитель (manufacturer): Организация, которая приобретает исходный материал и перерабатывает его в готовое механическое крепежное изделие.
3.13 производственная партия (manufacturing lot): Количество крепежных изделий с одинаковым обозначением, включающим класс точности, класс прочности и размер, изготовленные из прутка, проволоки, стержня или плоского материала одной плавки, с применением одинаковых или подобных операций, выполняемых одновременно или последовательно, с одинаковой термической обработкой и/или процессом нанесения покрытия, если таковое применяется.
Примечание 1 - Одинаковая термическая обработка или процесс нанесения покрытия означает:
- для непрерывных процессов - одинаковый цикл обработки без каких-либо изменений параметров процесса.
- для прерывистых процессов - одинаковый цикл обработки для последовательных одинаковых загрузок (партий).
Примечание 2 - Производственная партия может быть разделена на ряд производственных загрузок для проведения технологической обработки, а затем снова собрана в ту же производственную партию.
[ISO 15330]
3.14 номер производственной партии (manufacturing lot number): Уникальный номер, присвоенный производителем, который обеспечивает полную прослеживаемость от готового изделия обратно через все предыдущие производственные операции и до установленного номера плавки исходного материала, использованного для изготовления изделия.
3.15 несоответствие (non-conformity): Невыполнение требования.
[ISO 9000]
3.16 несоответствующее крепежное изделие (non-conforming fastener): Крепежное изделие с одним или с несколькими несоответствиями.
3.17 несоответствующие детали на миллион ppm (non-conforming parts per million (ppm)): Число несоответствующих деталей в изготовленной производственной партии крепежных изделий на миллион деталей.
3.18 постоянное улучшение продукции (product continual improvement): Упорядоченный процесс, направленный на снижение отклонений, брака, частоты проведения испытаний с одновременным повышением производительности, качества и удовлетворенности потребителя.
3.19 выбранная характеристика изделия (selected product characteristic): Характеристика, которая является существенной для монтажа и/или функционирования крепежного изделия и назначена потребителем.
3.20 поставщик (supplier): Организация или лицо, предоставляющие продукцию.
Примечание - Поставщик может быть изготовителем или продавцом.
[ISO 9000]
3.21 прослеживаемый номер (trace number). Присвоенный продавцом буквенно-цифровой код, который позволяет определить первоначального изготовителя и номер производственной партии.
3.22 прослеживаемость крепежных изделий (traceability of fasteners): Возможность определить или проверить историю готового крепежного изделия через записи его идентификации и установить поставку, производственные процессы и специальный номер плавки исходного материала, использованного для изготовления изделия.
3.23 пользователь (user): Организация или лицо, покупающие или приобретающие иным образом крепежные изделия и использующие их для монтажа или ремонта и технического обслуживания.
3.24 концепция "нуль дефектов" (zero defect conception): Концепция, устанавливающая принцип отсутствия дефектов в пределах данной партии механических крепежных изделий, которые могут ухудшить ожидаемое или предусмотренное использование.
4 Информация, предоставляемая потребителем
Потребитель должен указывать обозначение настоящего стандарта при оформлении заказа.
В заказе следует указывать выбранные характеристики изделий, при необходимости, с учетом предусмотренного применения или целесообразно прогнозируемого применения, и их значимость.
5 Требования
5.1 Общие положения
Выбранные характеристики изделия, назначенные потребителем, следует включать в документированный план управления. План управления является частью системы обеспечения качества, которую планирует использовать изготовитель.
Изготовитель и потребитель должны согласовать соответствующие числа ppm и/или значения и метод оценки для каждой отдельно выбранной характеристики.
Для всех других характеристик изготовитель может применять план обеспечения качества на свой выбор, а потребитель должен использовать ISO 3269, чтобы оценить уровень соответствия покупаемых крепежных изделий.
Крепежные изделия, изготовленные по требованиям настоящего стандарта, следует поставлять производственными партиями.
Крепежные изделия должны соответствовать описанию и/или обозначению в сопроводительном документе.
Сопроводительный документ должен включать, по крайней мере, обозначение крепежных изделий и номер производственной партии или прослеживаемый номер.
Ярлык на упаковке должен включать наименование изготовителя или продавца или его идентификатор (включая страну происхождения) и номер производственной партии или прослеживаемый номер, а также необходимые данные, касающиеся описания и/или обозначения крепежных изделий.
Изготовитель должен предоставлять документацию на любую производственную партию, доказывающую соответствия крепежных изделий техническим условиям, включающую, по крайней мере, следующие данные:
- анализ плавки (химический состав);
- термообработку, если применялась;
- механические свойства;
- эксплуатационные характеристики, если имеются;
- размеры;
- завершающую обработку, если применялась.
Документация должна быть предоставлена заказчику только по его запросу. Изготовитель должен иметь возможность предоставить потребителю полную документацию на производственную партию за десятилетний период от даты продажи, если потребитель сообщит изготовителю номер производственной партии.
Продавец должен иметь возможность предоставить потребителю полную документацию на производственную партию за десятилетний период от даты продажи, если потребитель сообщит продавцу номер производственной партии или прослеживаемый номер.
5.2 Прослеживаемость
Крепежные изделия должны быть прослеживаемы. Документацию для прослеживаемости следует хранить у изготовителя не менее 10 лет от даты продажи потребителю. Сторона, отвечающая за изменение и/или переупаковку крепежных изделий, должна также поддерживать полную прослеживаемость в течение 10 лет от даты продажи потребителю.
В спорных случаях поставщик должен иметь возможность предоставить всю необходимую информацию, относящуюся к номеру производственной партии. Потребитель, открывший первоначальную упаковку, берет на себя полную ответственность за всю последующую прослеживаемость.
5.3 Целостность партии
Для обеспечения целостности партии производственные партии крепежных изделий не должны смешиваться.
5.4 Поставка
Все крепежные изделия следует поставлять пользователю в первоначальной, закрытой, запечатанной упаковке изготовителя или продавца, если не согласовано иное с пользователем. Крепежные изделия, изготовленные с учетом соответствующих чисел ppm и/или значений , не должны быть переупакованы.
5.5 Постоянное улучшение продукции
Для тех выбранных характеристик, для которых возможно обеспечить снижение уровня ppm посредством постоянного улучшения продукции, пользователю рекомендуется возвращать изготовителю все несоответствующие детали из определенной партии, которые были обнаружены во время монтажных работ. Возвращенные детали должны быть проанализированы изготовителем, чтобы получить информацию для улучшения технологического процесса.
6 Обязанности
6.1 Обязанности изготовителя
Изготовитель должен:
- предоставлять и поддерживать полную документацию в соответствии с 5.1;
- обеспечивать прослеживаемость в соответствии с 5.2:
- обеспечивать целостность партий в соответствии с 5.3.
6.2 Обязанности продавца
6.2.1 Общие положения
Продавец крепежных изделий должен обеспечивать прослеживаемость каждой партии крепежных изделий, заказанных у изготовителя, который выполняет требования настоящего стандарта.
6.2.2 Обязанности продавца-переработчика
При любом изменении, предпринятом продавцом, обязанности изготовителя переходят к продавцу-переработчику.
6.2.3 Обязанности продавца-переупаковщика
Продавец-переупаковщик должен использовать на рабочем месте процедуры верификации для предотвращения загрязнения партии и сохранения всех первоначальных характеристик крепежного изделия, поставленного изготовителем. При любой переупаковке, предпринятой продавцом, обязанности изготовителя переходят на продавца для тех характеристик, на которые может повлиять переупаковка.
6.3 Обязанности пользователя
Пользователь должен предоставлять всю требуемую информацию, указанную в разделе 4.
Дополнительно пользователь должен принимать все целесообразные меры для обеспечения сохранности крепежных изделий, купленных в соответствии с настоящим стандартом.
7 Варианты использования несоответствующих партий
7.1 Общие положения
Учет использования несоответствующих партий должен вести поставщик крепежных изделий.
7.2 Варианты изготовителя
Изготовитель может выбрать один из следующих вариантов использования партий крепежных изделий, в которых в процессе производства обнаружено некоторое количество крепежных изделий, с несоответствиями:
- сдать на лом;
- подвергнуть 100%-ному контролю и изъять обнаруженные несоответствующие изделия;
- переработать или доработать для исправления несоответствующих характеристик.
Возможно уведомить пользователя о несоответствиях партий и запросить его мнение об их дальнейшем использовании. Если пользователь считает, что степень отклонения характеристики или характеристик от установленных требований не имеет значительного влияния на монтаж или на эксплуатацию крепежных изделий по назначению, то пользователь может дать письменное разрешение на выдачу крепежных изделий для завершения производства или отгрузки, если требуется.
7.3 Варианты пользователя
Принимая во внимание экономические последствия, пользователь может согласиться с поставщиком на один из следующих вариантов использования тех партий крепежных изделий, которые были забракованы после поставки:
- если пользователь считает, что степень отклонения характеристики или характеристик от установленных требований не имеет значительного влияния на монтаж или на эксплуатацию крепежных изделий по назначению, то пользователь может дать письменное разрешение на выдачу крепежных изделий для такого использования и письменно уведомить об этом изготовителя:
- сдать на лом;
- подвергнуть 100%-ному контролю и изъять обнаруженные несоответствующие изделия;
- переработать или доработать для исправления несоответствующих характеристик;
- полностью вернуть.
Если поставщик является продавцом, то доработку, контроль или дополнительную обработку следует согласовать с изготовителем крепежных изделий.
7.4 Варианты продавца
Принимая во внимание экономические последствия, продавец может согласиться с изготовителем на один из следующих вариантов использования тех партий крепежных изделий, которые были забракованы после поставки:
- сдать на лом:
- подвергнуть 100%-ному контролю и изъять обнаруженные несоответствующие изделия;
- переработать или доработать для исправления несоответствующих характеристик;
- полностью вернуть.
7.5 Дополнительный контроль
Все партии крепежных изделий, которые были доработаны и/или дополнительно обработаны, должны быть снова проверены по характеристикам, обнаруженным ранее как несоответствующие, а также по всем другим характеристикам, которые могли быть затронуты при доработке или дополнительной обработке. Если при дополнительном контроле не обнаружены несоответствующие детали, то партии крепежных изделий могут приниматься для поставки и соответственно для использования.
Приложение А
(справочное)
Проблемы достижения значений ppm
А.1 Современное положение в производстве крепежных изделий
А.1.1 Аспекты массового производства
При предъявлении требований к качеству поставок крепежных изделий потребителям следует учитывать специфические особенности массового производства. Применяемое в настоящее время в производстве крепежных изделий оборудование (например, высадочные или резьбонакатные автоматы) обеспечивает производительность от 60 до 800 шт. в минуту в зависимости от типа, размера и рабочего цикла используемого оборудования. Количество деталей, изготовленных одним изготовителем, может составлять до нескольких миллионов в день, при этом требуются специальные меры для поддержания воспроизводимости процесса. Кроме того, детали в течение производственного процесса многократно перегружаются в другие контейнеры, при этом число операций по перегрузке, зависящее от длины производственной цепочки (например, холодная высадка головки, накатка резьбы, мойка, закалка и отпуск, обработка поверхности, нанесение антикоррозионного покрытия и т.д.), более чем 20 раз является обычным явлением. Требуются специальные меры для предотвращения механических повреждений (особенно в местах падения) и исключения загрязнений.
Конечная цель качества "нуль дефектов" не может быть реализована сегодня достигнутыми методами. Для достижения этой цели должны ставиться промежуточные цели с установлением специальных критериев для оценки качества поставок крепежных изделий. В настоящем стандарте введены такие критерии на основе числа несоответствующих деталей на миллион (ppm) и/или воспроизводимости процессе () для установленных характеристик.
А.1.2 Влияния производственного процесса
Требования к точности измерений и допускам для определенных характеристик должны основываться на примененном производственном процессе (процессе холодной объемной штамповки, механической обработке, термической обработке и т.д.). Ниже приведены для пояснения некоторые примеры.
При изготовлении крепежных изделий ряд производственных процессов выполняют с применением холодной объемной штамповки. Соблюдение допусков зависит не только от используемого материала, но также от ряда других факторов: например, для очертания изделий, получаемых свободной ковкой в открытых штампах, допуски обычно не соблюдаются так строго, как для изделий, получаемых выдавливанием материала в закрытых штампах. При определенных процессах холодной объемной штамповки не всегда удается избежать появления острых кромок, в этих случаях зачастую невозможно установить точно определенные допуски или предельные значения.
При изготовлении крепежных изделий с резьбой имеются различия в резьбе винтов, зависящие от применяемого способа образования резьбы, который влияет на геометрию, допуски, чистоту поверхности, выход резьбы и т.д.
У болтов с большим соотношением длины к диаметру существует повышенная вероятность искривления (особенно, если последней стадией производства являются закалка и отпуск). Соответствующие допуски следует назначать с учетом особенностей детали и способа производства.
Если на деталь наносят антикоррозионное покрытие, невозможно избежать различий в местной толщине покрытий. Эти различия будут зависеть от размеров детали и способа нанесения покрытия и могут вызывать местные различия в коррозионной стойкости при испытании в камере солевого тумана. В этих случаях выделяются главные поверхности крепежного изделия для антикоррозионной защиты в зависимости от типа и геометрии крепежного изделия. Обязательное проведение испытаний в камере солевого тумана перед поставкой не всегда практически целесообразно, так как для проведения такого испытания требуется несколько сот часов и более. По этой причине коррозионную стойкость обеспечивают посредством мероприятий подходящего менеджмента производства с использованием активного контроля. Суждение о качестве этой характеристики с оценкой по ppm невозможно. То же самое применимо к нанесению смазки на крепежные изделия для обеспечения заданных значений коэффициента трения. Соблюдение такого требования (например, ![]() 0,08-0,14) можно обеспечить только с помощью мероприятий подходящего менеджмента производства с использованием активного контроля и проверкой испытанием произвольной выборки образцов.
0,08-0,14) можно обеспечить только с помощью мероприятий подходящего менеджмента производства с использованием активного контроля и проверкой испытанием произвольной выборки образцов.
Эти примеры проясняют необходимость тесной совместной работы между изготовителем, продавцом и пользователем.
А.2 Проблемы переупаковки
Переупаковка повышает риск случайного внесения различных крепежных изделий или посторонних деталей, а также механических повреждений.
А.3 Источники отдельных несоответствий и средства достижения установленных значений ppm
Имеется три источника отдельных несоответствий, а именно.
- крепежные изделия с несоответствующими характеристиками:
- посторонние или смешанные детали (разнородные крепежные изделия);
- загрязнения (металлические или неметаллические), которые не являются крепежными изделиями.
Как правило, учитывают только крепежные изделия с несоответствующими характеристиками и разнородные крепежные изделия при определении значений ppm, если не было других соглашений. Это схематически показано на рисунке А.1.
Посторонние или смешанные детали могут попадать из производственной цепочки изготовителя, производственной цепочки другой стороны или из других источников.
Детали с несоответствиями по размерам, форме или другим свойствам получаются в результате несистематических или систематических характеристик производственного процесса.
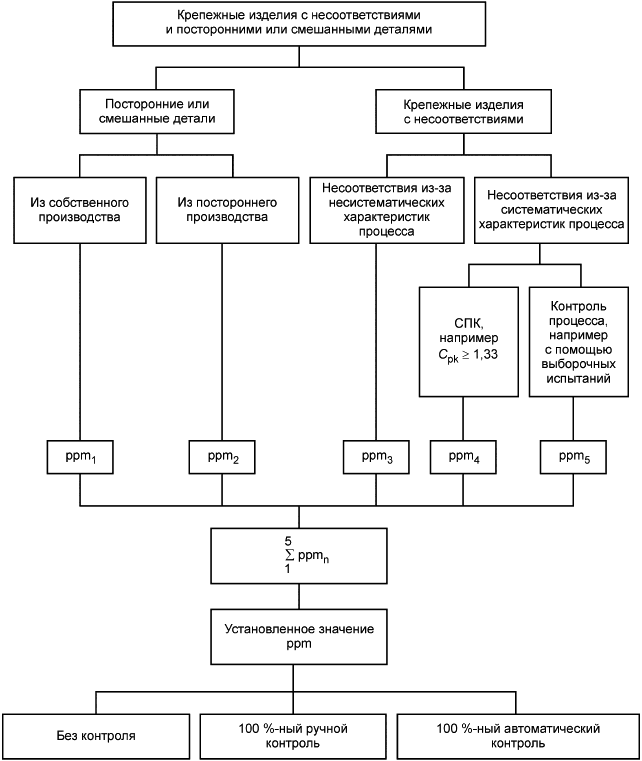
Рисунок А.1 - Источники отдельных несоответствий и средства достижения установленных значений ppm
Примерами несистематических характеристик процесса являются:
- трещины в исходном материале, включения.
- места сварки в проволоке.
- единичные сколы на высадочном инструменте:
- детали с отсутствующими элементами, такие как детали без резьбы или без рифлений:
- резьба с ошибками по шагу:
- внутренний привод с избытком материала покрытия и т.д.
Примерами систематических характеристик процесса являются отклонения размеров и/или допусков.
В то время, как несистематические несоответствия невозможно распознать при статистическом контроле процесса (СКП), систематические несоответствия, как правило, могут быть ограничены с применением СКП.
Применение СКП не может гарантировать поставку крепежных изделий с несоответствиями, обоснованными статистически. Если, например, для отдельной характеристики принято значение ![]() 1,33, то это значит, что 99,94% крепежных изделий соответствуют требованиям для данной характеристики. Если процесс точно центрирован, то статистически от 0 до 60 крепежных изделий на один миллион крепежных изделий могут быть за пределами установленного допуска.
1,33, то это значит, что 99,94% крепежных изделий соответствуют требованиям для данной характеристики. Если процесс точно центрирован, то статистически от 0 до 60 крепежных изделий на один миллион крепежных изделий могут быть за пределами установленного допуска.
А.4 Контроль
А.4.1 Общие положения
Для достижения установленных значений ppm можно применить один из следующих вариантов контроля, когда под контролем понимают проверку деталей по выбранным характеристикам и изъятие обнаруженных несоответствующих деталей.
А.4.2 Автоматический контроль
При автоматическом контроле можно проверять отдельные или несколько характеристик. Как показывает опыт, для отдельной выбранной характеристики после автоматического контроля остается еще средний остаточный уровень несоответствий около 10 ppm. В процессе автоматического контроля, как правило, проверяют одновременно четыре или пять характеристик. Таким образом, для этих крепежных изделий можно ожидать в среднем около 50 ppm.
А.4.3 Ручной контроль
После 100%-ного ручного контроля остаточные значения ppm могут быть в 10 раз выше, чем у крепежных изделий после автоматического контроля.
А.4.4 Ограничения контроля
Имеются характеристики, для которых оценке по значениям ppm производственной или поставляемой партии изготовителем неосуществима, так как эти характеристики не могут быть 100% проверены. Это относится, например, к характеристикам, которые требуют разрушающих испытаний, таким как контроль коррозионной стойкости, испытание на растяжение или испытание для проверки коэффициента трения по соотношению: крутящий момент/напряжения растяжения. Выполнение требований к таким характеристикам обеспечивают посредством мониторинга процесса, основанного на документированном плане управления.
Если характеристика задана и считается важной для предусмотренного применения по назначению, то все участвующие стороны должны принимать все разумные меры для приближения к цели "нуль дефектов".
А.5 Примеры характеристик для назначения критериев качества
В таблице А.1 приведены некоторые характеристики, которые изготовитель и потребитель могут включить в договор для установления согласованных значений ppm и/или значений .
Таблица А.1 - Примеры характеристик, которые могут быть заданы
Размер | Функция и форма | Механическое и физическое свойства |
Длина | Резьба | Твердость |
А.6 Ограничения при назначении значений
Для посторонних и смешанных деталей установление значений невозможно, так как эти детали статистически не распределены. Для посторонних и смешанных деталей могут устанавливаться только значения ppm.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1 - Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам другого года издания
Обозначение и наименование ссылочного международного стандарта | Обозначение и наименование международного стандарта другого года издания | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 3269 2000 Изделия крепежные. Приемочный контроль | - | IDT | ГОСТ ISO 3269-2015 "Изделия крепежные. Приемочный контроль* |
ISO 9000:2000 Система менеджмента качества. Основные положения и словарь | ISO 9000:2005 Система менеджмента качества. Основные положения и словарь | IDT | ГОСТ ISO 9000-2011 "Системы менеджмента качества. Основные положения и словарь" (ISO 9000:2005. IDT) |
ISO 15330:1999 Изделия крепежные. Испытания на предварительную нагрузку для обнаружения водородного охрупчивания. Метод с применением параллельных несущих поверхностей | - | - | *, |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | |||
_______________
В Российской Федерации действует ГОСТ Р ИСО 15330-2010 (ISO 15330:1999, IDT).
Библиография
[1] ISO 9001:2000. Quality management systems - Requirements
УДК 621.88:658.5.011:00689 | МКС 21.060.01 | Г30 | ОКП 16 0000 |
Ключевые слова: крепежные изделия, система обеспечения качества, план управления, планирование качества | |||
Электронный текст документа
и сверен по:
, 2016
{kind=link}