ГОСТ EN 1005-5-2014
Группа Г07
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность машин
ФИЗИЧЕСКИЕ ВОЗМОЖНОСТИ ЧЕЛОВЕКА
Часть 5
Оценка риска для движений оператора, повторяющихся с высокой частотой
Safety of machinery. Human physical performance. Part 5. Risk assessment for repetitive handling at high frequency
МКС 13.110
13.180
ОКП 38 1000
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО "ЭНИМС") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 августа 2014 г. N 69-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 547-ст межгосударственный стандарт ГОСТ EN 1005-5-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 1005-5:2007* Safety of machinery - Human physical performance - Part 5: Risk assessment for repetitive handling at high frequency (Безопасность машин. Физические возможности человека. Часть 5. Оценка риска для движений оператора, повторяющихся с высокой частотой).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации CEN/TC 122 "Эргономика".
Перевод с английского языка (en).
Официальные экземпляры европейского стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном агентстве по техническому регулированию и метрологии.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
Введение
Для того чтобы переоснащать машину на протяжении ее жизненного цикла, требуются различные связанные с машиной действия, повторяющиеся с высокой частотой. Такие действия могут стать причиной скелетно-мускульных напряжений и, как следствие, риска утомления, дискомфорта и скелетно-мускульных расстройств. Конструктор должен искать возможность минимизации этих рисков для здоровья, учитывая различные факторы риска, включая частоту действий, величину усилий, характер позы, длительность действия, недостаток времени на восстановление и другие дополнительные факторы.
Примечание - Хотя такие факторы, как продолжительность действия и недостаточный период восстановления, относятся к существенным факторам при экспертной оценке рисков, связанных с физическими возможностями человека на рабочем месте, такие факторы не входят в область действия настоящего стандарта.
Настоящий стандарт разработан в соответствии с EN ISO 12100 и обеспечивает пользователя руководством по идентификации опасности нанесения вреда здоровью из-за чрезмерной скелетно-мускульной нагрузки, а также служит инструментом для качественной и в какой-то мере количественной оценки риска. Инструменты экспертной оценки риска указывают также способы снижения риска. Настоящий стандарт не распространяется на риски, связанные с авариями или катастрофами.
Рекомендации, предусмотренные настоящим стандартом, базируются на современных научных данных, касающихся физиологии и эпидемиологии ручных работ. Однако эти знания нельзя считать окончательными и предлагаемая стратегия может стать объектом изменения в соответствии с будущими достижениями науки.
Настоящий стандарт в соответствии с EN ISO 12100 является стандартом типа "B".
Положения настоящего стандарта могут быть дополнены или изменены стандартом типа "C".
Примечание - Для машин, подпадающих под действие стандарта типа "С", спроектированных и созданных в соответствии с положениями такого стандарта, положения стандарта типа "C" предпочтительней положений стандарта типа "B".
Настоящий стандарт является продолжением серии стандартов EN 1005, охватывающей различные аспекты физических возможностей людей, работа которых связана с машинами, и соответствует основным требованиям безопасности Директив Европейского союза и связанным с ними нормам EFTA.
Серия стандартов EN 1005 состоит из следующих стандартов под общим названием "Безопасность машин. Физические возможности человека":
- Часть 1. Термины и определения;
- Часть 2. Составляющая ручного труда при работе с машинами и механизмами;
- Часть 3. Рекомендуемые пределы усилий при работе на машинах;
- Часть 4. Оценка рабочих поз и движений относительно машины;
- Часть 5. Оценка риска для действий, повторяющихся с высокой частотой.
1 Область применения
Настоящий стандарт представляет собой руководство для конструкторов машин или их составных частей и для разработчиков стандартов типа "С" по экспертной оценке и контролю рисков для здоровья и безопасности, причиной которых являются относящиеся к машине манипуляции, повторяемые с высокой частотой.
Настоящий стандарт определяет соответствующие данные по частоте действия верхними конечностями во время работы машины и предоставляет способы снижения риска, что обеспечивает конструктору возможность их анализа с целью выбора.
Настоящий стандарт применим к машинам, предназначенным для профессионального использования здоровым взрослым работающим населением.
Настоящий стандарт не применим к рискам, связанным с повторяющимися движениями шеи, спины и нижних конечностей.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные (региональные) стандарты*, обязательные для применения. При датированных ссылках последующие редакции международных (региональных) стандартов или изменения к ним действительны для настоящего стандарта только введением изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая все его изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
EN 547-1:1996+А1:2008, Safety of machinery - Human body measurement - Part 1: Principles for determining the dimenshions required for access for whole body access into machinery (Безопасность машин. Размеры тела человека. Часть 1. Принципы определения размеров проемов, обеспечивающих доступ человека к машине)
EN 547-2:1996+А1:2008, Safety of machinery - Human body measurement - Part 2: Principles for determining the dimenshions required for access openings (Безопасность машин. Размеры тела человека. Часть 2. Принципы определения размеров проемов для отдельных частей тела человека)
EN 547-3 Safety of machinery - Human body measurements - Part 3: Anthropometric data (Безопасность машин. Размеры тела человека. Часть 3. Антропометрические данные)
EN 614-1:2006 Safety of machinery - Ergonomic principles - Part 1: Terms, definitions and general principles (Безопасность машин и механизмов. Эргономические принципы проектирования. Часть 1. Терминология и общие принципы)
EN 614-2 Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами)
EN 1005-2 Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery (Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами)
EN 1005-3:2002+А1:2008 Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах)
EN 1005-4:2005+А1:2008 Safety of machinery - Human physical performance - Part 4: Evaluation of working postures and movements in relation to machinery (Безопасность машин. Физические возможности человека. Часть 4. Оценка рабочих поз и движений относительно машины)
EN ISO 12100 Safety of machinery - General principles for design - Risk assessment and risk reduction (Безопасность машин. Общие принципы конструирования. Оценка риска и снижение риска)
EN ISO 14738:2002 Safety of machinery - Anthropometric requirements for the design of workstations at machinery (Безопасность машин. Антропометрические требования к конструкции рабочих мест на машинах)
ISO/IEC Guide 51, Safety aspects - Guidelines for their inclusion in standards (Руководство 51 Аспекты безопасности - Стратегия их включения в стандарты)
3 Термины и определения
В настоящем стандарте используются следующие термины и определения:
3.1 повторяемое задание (repetitive task): Задание, характеризуемое повторяющимися циклами работы.
3.2 рабочий цикл (work cycle): Последовательность технологических действий, которая повторяется в том же порядке.
3.3 время цикла (cycle time): Время (в секундах), прошедшее с момента, когда оператор приступает к рабочему циклу, до момента его завершения.
3.4 техническое действие (technical action): Простая манипуляция, необходимая для выполнения операций на протяжении рабочего цикла, например, установка, поворачивание, проталкивание, отрезание и т.п.
3.5 повторяемость (repetitiveness): Характеристика задания, при выполнении которого человек непрерывно повторяет тот же рабочий цикл, те же технологические действия и движения.
3.6 частота действий (frequency of actions): Количество технологических действий в минуту.
3.7 усилие (force): Испытываемое оператором физическое усилие, необходимое для выполнения какого-либо технологического действия.
3.8 положения и движения (postures and movements): Положения и движения сегмента(ов) тела или сустава(ов) человека, необходимые для выполнения какого-либо технологического действия.
3.9 время восстановления (recovery time): Следующий за периодом активности период покоя, в котором могут восстановиться ткани тела оператора.
3.10 дополнительные факторы (additional factors): Иные, помимо основных, факторы риска, для которых очевидна причинная или усугубляющая связь со скелетно-мускульными расстройствами верхних конечностей, т.е. вибрация, местное сдавливание, холодная окружающая среда, холодные поверхности и т.д.
4 Сокращения
В настоящем стандарте применяются следующие сокращения:
Ad - коэффициент дополнительных факторов;
ATA - фактическое количество технологических действий за смену;
CF - "константа частоты" технологических действий в минуту;
D - чистая "продолжительность" каждого повторяемого задания, мин;
Du - коэффициент продолжительности;
F - максимальное изометрическое усилие;
FCT - прогнозируемая продолжительность времени цикла, с;
FF - прогнозируемая частота технологических действий в минуту;
Fo - коэффициент усилия;
j - однородные повторяемые задания;
MSDs - скелетно-мускульные расстройства;
n - количество повторяемых заданий, выполняемых за смену;
NEP - количество лиц, подвергшихся опасности;
NPA - количество лиц, пораженных одним или более скелетно-мускульными расстройствами верхних конечностей;
NTC - количество технологических действий в рабочем цикле;
OCRA - профессиональные повторяемые действия;
PA - распространенность пораженных лиц (в процентах);
RF - рекомендуемая частота технологических действий в минуту;
Po - коэффициент позы/положения;
Rc - коэффициент периода восстановления;
Re - коэффициент повторяемости;
RTA - рекомендуемое количество технологических действий за смену;
S.E. - стандартная ошибка;
UL-WMSDs - скелетно-мускульные расстройства верхних конечностей, связанные с работой.
5 Требования
5.1 Применение стандартов, относящихся к настоящему документу
Конструктор должен учитывать принципы, данные в EN 614-1 и EN 614-2, EN 1005-2, EN 1005-3, EN 1005-4, ISO 12100 и EN ISO14738.
5.2 Общие положения
Конструктору машины необходимо:
a) проводить экспертную оценку риска скелетно-мускульных расстройств из-за связанных с машиной повторяемых работ;
b) учитывать в этой экспертной оценке одиночные и комбинированные воздействия от наиболее существенных для такой оценки факторов риска, таких как повторяемость, усилия, рабочие позы, прогнозируемая продолжительность работы, недостаточные периоды восстановления, а также дополнительные факторы;
c) по возможности исключать риски "на источнике", в противном случае минимизировать такие риски путем изменения конструкции машины, внедрения автоматики, вспомогательных технических средств;
d) если приняты все меры для минимизации риска, то информацию об остаточных рисках необходимо указать в инструкции для пользователя.
Машины и связанные с ними задания должны быть сконструированы таким образом, чтобы действия, требующие высокой частоты повторения, выполнялись с учетом требуемых усилий, положения и движения частей тела человека и запланированных периодов восстановления. Кроме того, конструкция машины и выполняемые на них задания должны быть разработаны таким образом, чтобы они позволяли разнообразить движения. Следует также учитывать дополнительные факторы (см. 3.11).
Разрабатывая машины и механизмы, а также выполняемые на них задания, конструктор должен быть уверен, что будут обеспечены соответствующие эргономические характеристики. Так как эти характеристики учитывают различия динамических свойств заданной популяции операторов, надлежит следовать им при разработке машин и выполняемых с их помощью заданий (EN 614-2).
Таким образом, в процессе разработки конструктор должен также (см. EN 614-2):
i) исключать перегрузку оператора, которая может привести к излишнему напряжению, усталости или ошибкам. Частота, продолжительность и интенсивность восприятия, распознавания и двигательной активности также должны учитываться конструктором во избежание таких последствий;
ii) исключать избыточную повторяемость действий оператора, которая может привести как к несбалансированным рабочим усилиям и, как следствие, к физическим расстройствам, так и к ощущению монотонности, скуки или неудовлетворенности.
Следовательно, необходимо избегать слишком коротких рабочих циклов. Необходимо также обеспечивать оператору соответствующее разнообразие заданий или действий. Если нет возможности исключить повторяемые задания, то:
- время цикла не должно определяться исключительно на основе среднего значения ряда измерений времени или оцениваться при нормальных условиях;
- допуски должны даваться для отклонений от нормальных условий;
- циклы с очень коротким временем должны быть исключены;
- возможность применять такие циклы предоставляется только тем операторам, которые могут выполнять работу в темпе, превосходящем рекомендуемый темп;
- работы на движущемся объекте должны быть исключены.
5.3 Экспертная оценка риска
5.3.1 Общие положения
В настоящем стандарте описывается процедура экспертной оценки скелетно-мускульных расстройств верхних конечностей оператора в результате повторяемых технологических действий.
Технологические действия идентифицируются специфическими характеристиками, которые относятся к повторяемым движениям верхних конечностей.
Частота технологических действий, выполняемых верхними конечностями, связана отношениями с другими факторами риска, такими как усилие (большее усилие - меньшая частота действий), положение (больший сдвиг суставов - более длительное время на выполнение действия) и период восстановления (чем лучше эти периоды распределены в течение смены, тем лучше восстанавливаются мускульные функции).
Некоторые дополнительные факторы могут увеличивать необходимые усилия (например, неудобный инструмент или индивидуальное защитное оборудование, перчатки, которые мешают захвату или перемещению объекта). Другие дополнительные факторы могут стать причиной повреждения тканей человека, например, мускулов, сухожилий и сосудов (вибрация, сдавливание, холодные поверхности).
Данные современных эпидемиологических исследований по работникам, подверженным воздействию повторяемых действий верхними конечностями, позволяют конструктору, среди прочего, предвидеть последствия случаев UL-WMSDs. В приложении D описываются соответствующие методы определения. Допустимые ситуации имеют место, когда показатель действий, данный в 5.3.3 (метод 1), не превышает уровень, который соответствует случаю с UL-WMSDs, наблюдавшемуся для работников, не подвергшихся профессиональному риску для верхних конечностей.
Если повторяемые манипуляции неизбежны, то должна быть предпринята экспертная оценка риска и попытка его снижения. В соответствии с Руководством ISO/IEC 51 и ISO 12100 необходимо следовать четырехэтапному подходу: идентификация опасности, предварительная оценка риска, оценка возможности снижения риска и снижение риска.
Рекомендуется не менее одного раза имитировать выполнение заданий настоящими пользователями с применением полноразмерной модели/прототипа машины или самой машины (см. EN 614-1, эргономическая задача "оценка пользователем"; см. также EN 1005-4, 4.2).
Если проводимая экспертная оценка риска конструкции машины включает повторяемые технологические действия, то применяется процедура, отраженная на рисунке 1.
Первым шагом процедуры экспертной оценки риска является установление наличия опасностей, которые могут подвергнуть риску работников. Если такие опасности имеют место, то может возникнуть необходимость экспертной оценки риска. При проведении экспертной оценки какого-либо риска необходимо учитывать воздействие следующих факторов:
a) повторяемости. Риск возрастает по мере того, как увеличивается частота движений и/или уменьшается продолжительность цикла. Часто повторяющиеся движения, ведущие к возрастанию риска скелетно-мускульных расстройств, могут быть отдельными или объединенными в разнообразные компоновки;
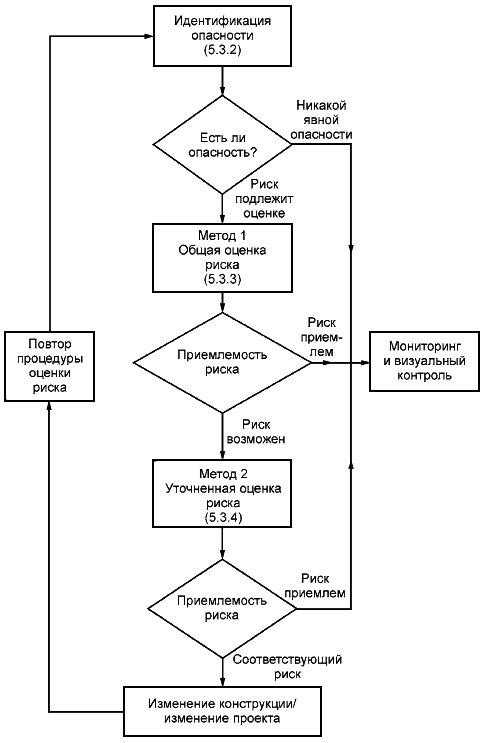
Рисунок 1 - Система экспертной оценки риска
b) усилия. Задание должно включать ровное силовое напряжение, исключая внезапные или отрывистые движения. Требование точности манипуляций (аккуратный захват и перемещение объекта), вид и характер захвата могут привести к дополнительным мускульным усилиям;
c) позы/положения и движения. Рабочие задания и операции могут предусматривать разнообразие рабочих поз. Рабочие задания должны исключать экстремальные смещения суставов и продолжительное пребывание в статических положениях. Поза/положение в совокупности с комбинированными движениями (например, изгиб с поворотом) могут привести к возрастанию риска;
d) продолжительности манипуляции и недостаточного периода восстановления. Продолжительность может быть сокращена несколькими путями. Необходимое время для отдыха или восстановления должно предоставляться на протяжении каждого рабочего периода. Недостаточное время для восстановления тканей тела между повторяемыми движениями (т.е. "недостаточный период восстановления") увеличивает риск скелетно-мускульных расстройств.
Примечание - Конструктор машины не имеет возможности непосредственно воздействовать на продолжительность выполняемых на ней заданий и времени восстановления. Он вынужден руководствоваться типовым режимом работы, предусматривающим для повторяемых действий два перерыва по 10 минут в течение 8-часового рабочего дня плюс перерыв на обед. Конструктор обязан упомянуть в "Информации по эксплуатации" критические значения продолжительности заданий и времени восстановления, если они были определены в процессе анализа рисков (например, продолжительность задания, работы и рабочей смены).
e) дополнительных факторов. Основное внимание должно быть уделено следующим дополнительным факторам:
1) свойствам объекта (например, контактным усилиям, форме, размерам, соединениям, температуре);
2) вибрации и силе ударов;
3) условиям окружающей среды (например, освещению, шуму, климатическим условиям);
4) индивидуальным и организационным факторам (например, квалификации, уровню обучения, возрасту, полу, состоянию здоровья, беременности).
5.3.2 Идентификация опасности
Никакой опасности для верхних конечностей не существует, если соблюдаются следующие условия:
- задание не характеризуется как циклическая работа;
- задание характеризуется как циклическая работа, но преобладает органолептическая и мыслительная активность, а верхние конечности не испытывают существенной нагрузки.
Для любых комбинаций заданий, выполняемых на машине, в которых предусматриваются циклические манипуляции, должна применяться оценка риска.
Для каждой манипуляции, которая должна выполняться на машине, конструктор обязан:
- идентифицировать и подсчитать NTC (для каждой верхней конечности);
- определить FCT;
- принять во внимание усилие, позу, продолжительность и частоту периодов восстановления;
- принять во внимание возможность чередования между различными заданиями, например, пуском, сменой инструмента и/или переналадками, загрузкой/выгрузкой, подноской материала, техническим обслуживанием, очисткой.
Схема предварительной оценки риска представлена в 5.3.3 (метод 1). Схема уточненной оценки риска представлена в 5.3.4 (метод 2).
Если характеристики факторов риска полностью соответствуют требованиям, представленным в методе 1, то можно утверждать, что подверженность риску при движениях, повторяемых с высокой частотой, приемлема.
Если одна (или более) из перечисленных характеристик для различных факторов риска неудовлетворительна, то конструктор должен использовать уточненную оценку риска (метод 2, 5.3.4).
5.3.3 Анализ связанных с машиной манипуляций, повторяемых с высокой частотой, и оценка риска (метод 1)
5.3.3.1 Проверка факторов риска
Конструктор должен проверить, удовлетворяют ли основные факторы риска для верхних конечностей (усилие, неудобная поза и движения, повторяемость, частота технологических действий, дополнительные факторы) следующим требованиям:
a) прилагаемые усилия либо полностью отсутствуют, либо соответствуют предельным критериям, рекомендуемым в EN 1005-3;
b) неудобные положения либо полностью отсутствуют, либо удовлетворяют следующим условиям:
i) положение и движения верхней части верхней конечности должны находиться в диапазоне от 0° до 20° (EN 1005-4, рисунок 6, зона 1);
ii) раздельные движения локтя и запястья не должны превышать 50% установленного диапазона, приведенного в таблице B.1 (приложение B);
iii) такие виды захвата, как "силовой захват" или "прочный зажим", должны использоваться не более чем на 1/3 времени цикла, как описано в таблице B.1 приложения B;
c) повторяемость не должна быть значительной, что достигается при следующих условиях:
i) время цикла должно быть более 30 с;
ii) одни и те же виды технологических действий не должны повторяться более чем в течение 50% времени цикла;
d) частота технологических действий для обеих верхних конечностей должна быть менее 40 в минуту. Если частота превышает это значение по меньшей мере для одной верхней конечности, следует переходить к методу 2. Чтобы рассчитать частоту технологических действий в минуту (см. приложение A по идентификации технологических действий), используется следующее уравнение (1):
![]() , (1)
, (1)
где FF, NTC, FCT - см. раздел 4;
e) дополнительные факторы (физические и механические) должны быть исключены. В частности, задание не должно включать вибрацию всех частей рук, удары (например, работа молотком), локализованное сдавливание анатомических структур инструментом, воздействие холодом, перчатки, не подходящие для нужного захвата, и т.д. (см. приложение G).
5.3.3.2 Экспертная оценка конструкции машины по методу 1
Если удовлетворены все условия, указанные в перечислениях a), b), c), d) и e) 5.3.3.1, то воздействие считается приемлемым. Если одно или более условий, упомянутых в методе 1, не удовлетворено, то конструктор обязан провести более детальный анализ по методу 2 каждого фактора риска, который усугубляет влияние частоты действия.
5.3.4 Уточненная оценка риска связанных с машиной манипуляций, повторяемых с высокой частотой: анализ возможности и способов снижения риска (метод 2)
5.3.4.1 Предварительная оценка приемлемой частоты технологических действий при наличии одного или более факторов риска
5.3.4.1.1 Общие положения
Если не удовлетворено одно или более из условий, определенных в методе 1, конструктор обязан более детально проанализировать каждый фактор риска, который усугубляет влияние частоты технологических действий. Поскольку различные факторы риска могут быть представлены в большей или меньшей мере и в разных комбинациях, то можно ожидать разных результатов оценки уровней риска.
Экспертная оценка уровня риска производится со ссылкой на OCRA-метод. OCRA-индекс при экспертной оценке одного повторяющегося задания в смену (выполнение единичного задания) задается отношением FF, необходимых для выполнения этого задания, к RF для каждой верхней конечности по уравнению (2) (для идентификации технологических действий см. приложение A). Эта процедура пригодна только для выполнения единичного задания. Для выполнения множества заданий см. приложение H.
![]() , (2)
, (2)
FF определяется уравнением (1).
Уравнение (3) позволяет рассчитать RF технологических действий для каждой верхней конечности на базе основных характеристик рабочего цикла:
RF=CF·Po·Re
·Ad
·Fo
·(Rc
·Du
), (3)
где CF=30; Po; Re
; Ad
; Fo
, Rc
, Du
- см. раздел 4.
При проектировании заданий, относящихся к конкретной машине, для предварительной оценки соответствующей частоты технологических действий производится экспериментальное представление такого задания. Анализы должны включать основные факторы риска, на которые конструктор может оказывать влияние последовательным выбором соответствующего коэффициента для каждого фактора риска. Эти коэффициенты могут уменьшаться от 1 до 0 по мере возрастания уровня риска. Используемые конструктором факторы риска и соответствующие коэффициенты, это:
- неудобные положения и движения, Po, см. 5.3.4.1.2;
- частое повторение одних и тех же движений, Re, см. 5.3.4.1.3;
- наличие дополнительных факторов, Ad , см. 5.3.4.1.4;
- приложение частых или значительных усилий, Fo, см. 5.4.3.1.5.
Остальные факторы, учтенные в уравнении (Rc·Du
), не зависят непосредственно от конструктора и, следовательно, могут быть учтены как константы, отражающие общие условия выполнения повторяемого задания на протяжении от 240 до 480 минут за смену с двумя перерывами в 10 минут плюс перерыв на обед.
Практически, чтобы определить соответствующую частоту (в минутах), нужно проделать следующее:
- начать с CF=30 действий в минуту;
- умножить CF на соответствующие коэффициенты с учетом наличия и степени следующих факторов риска: Fo, Po
, Re
и Ad
;
- применить Du и Rc
.
Итак, полученное значение представляет собой RF для контрольного задания в общих условиях работы: не менее двух перерывов по 10 минут плюс перерыв на обед за смену с максимальной продолжительностью 480 минут.
5.3.4.1.2 Коэффициент позы/положения (Po)
При тех же условиях для позы/положения, что и в методе 1, Po=1. Если такие условия не имеют места, следует использовать данные таблицы 1 для получения соответствующего значения коэффициента позы/положения (см. также приложение B).
В тех случаях, когда при помощи таблицы 1 учитываются неудобные положения и движения оператора, важно определить диапазон размеров возможных пользователей и применить основные эргономические принципы конструирования, описанные в EN 614-1.
В процессе проектирования предварительно следовало бы провести сопоставление размеров возможных пользователей с габаритами машины. Это можно сделать на основе стандартов EN 547-1, EN 547-2, EN 547-3 и EN ISO 14738 с использованием реальных или компьютерных манекенов.
Таблица 1 - Коэффициенты для неудобных положений
Неудобное положение | Доля времени цикла | |||
менее 1/3 | 1/3 | 2/3 | 3/3 | |
Супинация: поворот локтя ладонью вверх ( | 1 | 0,7 | 0,6 | 0,5 |
Отгибание или сгибание запястья ( | ||||
Захват пальцами верхней конечности щипком/ крюком или всей ладонью (широкой пядью) | ||||
Поворот локтя ладонью вниз или сгибание/разгибание ( | 1 | 1 | 0,7 | 0,6 |
Отклонение запястья в направлении лучевой/ локтевой кости ( | ||||
Силовой захват кистью верхней конечности (узкой пядью) ( | ||||
По результатам анализа неудобных положений выбирают самый низкий Po, соответствующий прогнозируемым положениям и движениям локтевого сустава, запястья и кисти (виду захвата), для расчета по приведенному выше уравнению.
Конструктор на этом этапе должен учитывать также положения и движения плеча (подробности см. в EN 1005-4 и EN ISO 14738).
Примечание - Следует исключать любое положение или движение выше уровня плеча. На данный момент нет никаких данных по идентификации специфических Po для плеча, следовательно, такой коэффициент не может быть включен в OCRA-индекс для расчета.
В приложении B приведены дополнительные пояснения по проведению анализа положений и движений верхних конечностей.
5.3.4.1.3 Коэффициент повторяемости (Re)
Если рабочее задание требует выполнения одних и тех же технологических действий верхними конечностями в течение не менее 50% времени рабочего цикла или если время цикла короче 15 секунд, то значение соответствующего коэффициента принимается равным 0,7. В остальных случаях Re принимается равным 1.
5.3.4.1.4 Коэффициент дополнительных факторов (Ad)
Основными дополнительными факторами (этот перечень не является исчерпывающим) являются: использование вибрирующего инструмента; жесты, предполагающие контрудары (такие как работа молотком); требование абсолютной точности; местное сдавливание анатомических структур; воздействие холода; использование перчаток, мешающих работе рук; высокий темп, задаваемый работой машины.
Если перечисленные выше дополнительные факторы отсутствуют на большей части продолжительности задания, Ad=1.
В другом случае Ad равен:
- Ad=1,00, если дополнительные факторы имеют место в продолжение не более 25% времени цикла;
- Ad=0,95, если дополнительные факторы имеют место в продолжение 1/3 времени цикла (от 25% до 50%);
- Ad=0,90, если дополнительные факторы имеют место в продолжение 2/3 времени цикла (от 51% до 80%);
- Ad=0,80, если дополнительные факторы имеют место в продолжение 3/3 времени цикла (более 80%).
В приложении G даются более подробные пояснения, как идентифицировать и оценивать различные дополнительные факторы.
5.3.4.1.5 Коэффициент усилия (Fo)
Если удовлетворены критерии, описанные в методе 1, этот коэффициент принимается равным 1.
Если эти условия не соблюдены, используют таблицу 2 для определения Fo, который применим к среднему уровню усилия, являющегося функцией времени.
Уровень усилия (верхняя строка) дается в процентах от F, определяемого по EN 1005-3, 4.2.1.
При использовании для оценки риска макета в натуральную величину его значение можно устанавливать, используя критерий CR-10 шкалы Борга (вторая строка).
Следует принимать Fo= 0,01, если технологические действия требуют максимального усилия, превышающего 50% F
, или соответствуют метке 5 и более по CR-10 шкалы Борга на протяжении почти 10% времени цикла.
Значения таблицы 2 могут быть интерполированы в том случае, когда получается промежуточный результат.
В приложении C поясняется, как далее определять уровень усилия.
Таблица 2 - Fo для различного применения усилия
Уровень усилия в % от F | 5 | 10 | 20 | 30 | 40 |
|
Критерий GR-10 шкалы Борга | 0,5 | 1 | 2 | 3 | 4 |
|
Пометка | очень, очень слабо | очень слабо | слабо | умеренно | довольно сильно | сильно/очень сильно |
Fo | 1 | 0,85 | 0,65 | 0,35 | 0,2 | 0,01 |
5.3.4.1.6 Заданные величины (константы) для коэффициента продолжительности (Du) и коэффициента периода восстановления (Rc
)
Поскольку учитываемые в уравнении (4) Du и Rc
не входят в сферу влияния конструктора, они представлены здесь как особые константы, отражающие общие условия:
Du=1 (коэффициент для любого повторяемого задания продолжительностью от 240 до 480 минут);
Rc=0,6 (для предусмотренных двух перерывов по 10 минут и перерыва на обед в течение смены).
Следовательно: (Rc·Du
) = 0,6 (4)
Если анализ показывает неприемлемый уровень риска при общей продолжительности задания, превышающей рекомендуемое значение, или фактическое время восстановления меньше заданной величины, это следует указать в "Информации для пользователя", см. также приложение E.
5.3.4.1.7 Анализ возможности и способов снижения риска
Если результат предварительной оценки показывает неприемлемый уровень риска, конструктор должен снизить этот уровень путем оптимизации одного или более из следующих факторов:
- количество технологических действий, требующихся в пределах одного цикла;
- время цикла;
- неудобные положения;
- уровень прилагаемого усилия;
- дополнительные факторы.
Анализ возможности и способов снижения риска см. в приложении F.
5.3.4.2 Экспертная оценка по методу 2
OCRA-индекс (для работ с единственным повторяемым заданием) для каждой верхней конечности представляет собой отношение FF, необходимых для выполнения повторяемого задания, к RF дпя таких работ при помощи уравнения (2).
Таблица 3 классифицирует величину OCRA-индекса для расчета риска для трех зон системы рейтинга (зеленой, желтой, красной) и для принятия решения о вытекающих из этой оценки действиях.
Таблица 3 - Классификация результатов OCRA-индекса для оценки уровня риска
Величина OCRA-индекса | Зона | Оценка риска |
| зеленая | приемлем |
от 2,3 до 3,5 | желтая | условно приемлем |
>3,5 | красная | не приемлем |
Если результатом будет оценка "условно приемлем", конструктор должен:
- пересмотреть конструкцию машины и повторяемое задание с целью обеспечения условий, при которых риск становится приемлемым;
- дать в качестве основы или уточнения в "Информации для пользователя" ссылку на приложение E, в котором приведены критерии по периоду восстановления и ежедневной продолжительности задания.
В приложении D приведена информация по критериям, принятым для классификации OCRA-индекса, а также по прогнозу воздействия на ожидаемый PA одного или более скелетно-мускульных расстройств верхних конечностей при заданном значении OCRA-индекса.
В приложении F дается развернутый пример применения метода 2.
6 Контроль
Для любого требования безопасности и/или меры защиты, за исключением очевидных, должны быть установлены методы контроля:
a) опытным путем (например, функциональным испытанием предлагаемой последовательности технологических действий);
b) измерениями (например, прилагаемого усилия или относительной продолжительности позы);
c) расчетом (например, перерасчетом OCRA-индекса после усовершенствования конструкции);
d) любым другим методом контроля, когда перечисленные методы не подходят (например, визуальным контролем).
7 Информация для пользователя
В обязанность конструктора входит информировать пользователей о рисках для здоровья, возможность которых предполагается при выполнении вручную связанных с машиной повторяемых заданий. Следовательно, конструктор обязан подготовить "Информацию для пользователя" с описанием рисков, которые не удалось исключить после всего, что было сделано для достижения приемлемости риска.
"Информация для пользователя" должна включать инструкцию по безопасному и правильному использованию машины. Она должна также предупреждать пользователя о любых остаточных рисках, связанных с эксплуатацией машины, если он не будет выполнять соответствующие инструкции (ISO 12000). Все определяемые при экспертной оценке риска условия, которые могут оказывать воздействие на пользователя, должны быть отражены в технических условиях. Должно быть также указано, требуется ли специальное обучение с учетом конкретного пользователя машины.
"Информация для пользователя" должна также содержать сведения о предсказуемых факторах риска, которые не входят в сферу действия конструктора, например:
1) продолжительность задания и периода восстановления пользователя для данной машины.
Как правило, конструктор машины не влияет на фактическую продолжительность задания и периода восстановления конкретного пользователя. Следовательно, в методах 1 и 2 настоящего стандарта принимается обычная организационная ситуация, в которой для каждого повторяемого задания длительностью от 240 до 480 минут за смену обеспечивается два перерыва по 10 минут (плюс перерыв на обед) (за смену). В приложении E описан риск какой-либо иной продолжительности задания и времени восстановления. Конструктор может использовать эти данные для "Информации для пользователя". Он также обязан упомянуть возможные решения по снижению подобных рисков такие, как уменьшение продолжительности задания, увеличение числа перерывов и внедрение ротации работ. Примеры результатов от введения дополнительных перерывов приведены в таблице F.17 приложения F. Примеры внедрения ротации работ, состоящих из различных повторяемых заданий, с последующей оценкой риска по методу 2 приведены в приложении H;
2) дополнительные факторы риска.
Помимо основных факторов риска, которыми ограничивается метод 2, могут иметь место дополнительные факторы, что может привести к возрастанию риска. Примерами таких дополнительных факторов являются: использование вибрирующего инструмента, воздействие холода или точное позиционирование обрабатываемой детали или объекта в целом. В приложении G описываются эти и другие дополнительные факторы. Все эти факторы должны учитываться пользователем машины и, следовательно, должны быть упомянуты в "Информации для пользователя".
Приложение A
(справочное)
Идентификация технологического действия
A.1 Общие положения
Технологические действия предполагают скелетно-мускульную активность верхних конечностей. Они не могут быть идентифицированы движениями одного-единственного сустава, а только комплексом, включающим движения одного или более суставов и сегментов тела, обеспечивающих выполнение простого рабочего задания. Методы анализа заданий, обычно используемые в промышленности, идентифицируют элементарные движения определенного технологического действия с целью установления времени, необходимого для его выполнения.
Примечание - Наиболее общепринятыми в промышленности методами анализа заданий являются следующие методы:
- хронометрический анализ;
- системы прогнозирования времени движения (PTS), такие как MTA (анализ времени движения), MTS (система времени движения), WF (фактор усилия), MTM 1, MTM 2, MTM 3, MTMV, MTM MEK (измерения времени движения), MEK, MTM UAS (измерения времени движения - универсальная система анализа), MODA PTS (системы предопределения времени при помощи модульного анализа).
Технологические действия могут быть подобными (даже если не идентичными) элементам, рассмотренным в методах анализа заданий, перечисленных в примечании. Таким образом, технологические действия легко распознаваемы специалистами, потому что их идентификация и методы анализа основаны на описании движений, производимых оператором при выполнении рабочего цикла. В таблице A.1 перечисляются критерии для определения и расчета технологических действий.
Таблица A.1 - Критерии для определения и расчета технологических действий
Технологическое действие | Критерий для определения и расчета |
Манипуляция | Способ транспортировки объекта к заданному месту назначения путем использования верхних конечностей. |
Предел досягаемости | Способ перемещения кисти верхней конечности в направлении заданного места назначения. Достижение объектом предела досягаемости считается технологической операцией исключительно тогда, когда объект позиционирован за пределами рабочей зоны (А |
| |
Максимальная высота рабочей зоны A | |
Технологическое действие | Критерий для определения и расчета |
Зажим/захват | Захват объекта кистью или пальцами верхней конечности для выполнения какого-либо действия или задания. Синонимы: брать, держать, хватать |
Захват одной рукой, перехват другой рукой | Действие по передаче объекта из одной верхней конечности в другую рассматривается как два отдельных действия: отдельно для правой верхней конечности (захват одной рукой) и отдельно для левой верхней конечности (захват другой рукой) |
Установка на позицию | Позиционирование обрабатываемого объекта или инструмента на заранее заданную позицию считается технологическим действием. Синонимы: ставить, вставлять, устраивать, наклонять, выравнивать и т.д. |
Вставление в, вынимание из | Действие по вставлению или выниманию объекта или инструмента рассматривается как технологическое, когда оно требует приложения усилия. Синонимы: установка в, вытягивание из |
Выталкивание, выдергивание | Эти действия следует рассматривать как технологические операции, потому что их осуществление для получения заданного результата требует приложения усилия, может быть, и не очень большого, но резкого. Синонимы: выдавливание/рывок |
Освобождение, выпускание | Если какой-то объект больше не нужен и от него освобождаются путем открытия кисти или пальцев верхней конечности, тогда такое действие не может рассматриваться как технологическое действие |
Пуск | Это действие следует рассматривать как технологическое, если пуск инструмента требует использования кнопки или рукоятки частями кисти, одним или более пальцами. Если пуск производится повторно, оно рассматривается так же, как любой пуск |
Специфические действия в течение фазы | Кроме перечисленных здесь, существует много технологических действий, которые определяются описанием специфической обработки объекта или его части, т.е.: |
Обход, визуальный контроль | Эти действия не могут рассматриваться как технологические действия, потому что они не предусматривают деятельности верхних конечностей |
Перемещение | Способ доставки объекта к месту назначения может рассматриваться как технологическое действие исключительно, если: |
Примечание - Идентичные действия следует рассчитывать каждый раз, когда они повторяются. Следует помнить, что для определения частоты действий (количество действий в минуту) учитывается отдельное действие, а не его продолжительность. | |
A.2 Примеры идентификации и расчета технологических действий
A.2.1 Пример 1: подъем и размещение (таблицы A.2 и A.3)
Действие, рассматриваемое в данном примере, включает извлечение объекта (цилиндра) из контейнера и размещение его на рабочем столе, находящемся в непосредственной близости от работающего. В сущности, мы называем процесс, производимый над объектом, "извлечение" (первое технологическое действие) и "размещение" (второе технологическое действие). В данном примере работает только правая верхняя конечность: в этом цикле представлены два технологических действия для правой верхней конечности.
После идентификации технологических действий подсчитывается их количество в цикле и хронометрируется продолжительность цикла в секундах, для расчета FF используется уравнение (1).
Если необходимо перехватить и переместить обрабатываемую заготовку, то "перехват" и "перемещение" считаются как два новых технологических действия (таблица A.2 и A.3).
Таблица А.2 - OCRA-метод для расчета технологических действий "извлечение" и "размещение" (пример 1)
Наименование исходных данных и результатов расчета | Технологическое действие | |
Левая верхняя конечность | Правая верхняя конечность | |
1 извлечение цилиндра | ||
1 размещение цилиндра на станке | ||
Количество технологических действий в рабочем цикле (NTC) | 0 | 2 |
Прогнозируемая продолжительность времени цикла, с (FCT) | 6 | 6 |
Прогнозируемая частота технологических действий в минуту (FF) | 20 | |
Таблица A.3 - OCRA-метод для расчета технологических действий "извлечение" и "размещение", "перехват" и "перемещение" (пример 1)
Наименование исходных данных и результатов расчета | Технологическое действие | |
Левая верхняя конечность | Правая верхняя конечность | |
1 извлечение цилиндра | ||
1 размещение цилиндра на станке | ||
1 перехват | ||
1 перемещение | ||
Количество технологических действий в рабочем цикле (NTC) | 0 | 4 |
Прогнозируемая продолжительность времени цикла, с (FCT) | 6 | 6 |
Прогнозируемая частота технологических действий в минуту (FF) | 40 | |
A.2.2 Пример 2: извлечение и размещение с перехватом из одной верхней конечности в другую и с визуальным контролем (таблица А.4)
Действие, рассматриваемое в данном примере, включает извлечение и размещение с перехватом из одной верхней конечности в другую и с визуальным контролем.
Оператор извлекает цилиндр кистью левой верхней конечности, перехватывает его в правую, кистью правой верхней конечности поворачивает для визуального контроля и размещает его на заданной позиции. При подсчете технологических действий собственно визуальный контроль не учитывается, если не требует каких-либо механических действий верхними конечностями. В данном случае для проведения визуального контроля оператор практически поворачивает цилиндр: следовательно, производится механическое действие, которое необходимо рассматривать как технологическое действие (поворот).
Таблица A.4 - OCRA-метод для расчета технологических действий "захват" и "размещение" с перемещением из одной верхней конечности в другую и с визуальным контролем (пример 2)
Наименование исходных данных и результатов расчета | Технологическое действие | |
Левая верхняя конечность | Правая верхняя конечность | |
1 извлечение цилиндра | ||
1 перехват цилиндра | ||
1 поворот цилиндра | ||
1 размещение цилиндра на заданной позиции | ||
Количество технологических действий в рабочем цикле (NTC) | 1 | 3 |
Прогнозируемая продолжительность времени цикла, с (FCT) | 6 | 6 |
Прогнозируемая частота технологических действий в минуту (FF) | 10 | 30 |
A.2.3 Пример 3: "извлечение" и "размещение" с "транспортировкой" груза (таблица A.5)
В данном случае оператор вынужден транспортировать груз весом 4 кг от контейнера, расположенного на расстоянии 1 м от станка, до самого станка. Порядок технологических действий таков: захват детали, транспортировка ее к верстаку, размещение детали на станке.
Транспортировку следует учитывать как технологическое действие, если транспортируемый груз весит более 2 кг для одной верхней конечности (при силовом захвате) и более 1 кг для верхней конечности (при захвате пальцами "щипком") (см. приложение В) и транспортируется на расстояние не менее 1 м (два шага).
Таблица A.5 - OCRA-метод для расчета технологических действий "извлечение" и "размещение" с "транспортировкой" (пример 3)
Наименование исходных данных и результатов расчета | Технологическое действие | |
Левая верхняя конечность | Правая верхняя конечность | |
1 извлечение груза из контейнера | ||
1 транспортировка груза рукой | ||
1 размещение груза на станке | ||
Количество технологических действий в рабочем цикле (NTC) | 0 | 3 |
Прогнозируемая продолжительность времени цикла, с (FCT) | 6 | 6 |
Прогнозируемая частота технологических действий в минуту (FF) | 0 | 30 |
A.2.4 Пример 4: циклическое применение инструмента с повторяемыми идентичными действиями (таблица A.6)
Оператор, используя дрель, должен сделать три отверстия в трех различных точках. Захватив кистью правой верхней конечности дрель (действие 1), он устанавливает ее над точкой, в которой нужно просверлить первое отверстие (действие 2), нажимает кнопку, чтобы запустить дрель (действие 3), надавливает на дрель, чтобы получить отверстие (действие 4), вынимает дрель из отверстия (действие 5). Четыре последних действия повторяются еще два раза, в общей сложности - три раза, т.е. 12 действий. Затем оператор кладет дрель на место. Общее число технологических действий равно 14.
Таблица A.6 - OCRA-метод для расчета технологических действий во время циклического использования инструмента повторением идентичных действий (пример 4)
Наименование исходных данных и результатов расчета | Технологическое действие | |
Левая верхняя конечность | Правая верхняя конечность | |
1 захват дрели | ||
1 установка дрели на место 1-го отверстия | ||
1 нажатие пусковой кнопки | ||
1 нажатие на дрель, чтобы сделать 1-е отверстие | ||
1 извлечение дрели из 1-го отверстия | ||
1 установка дрели на место 2-го отверстия | ||
1 нажатие пусковой кнопки | ||
1 нажатие на дрель, чтобы сделать 2-е отверстие | ||
1 извлечение дрели из 2-го отверстия | ||
1 установка дрели на место 3-го отверстия | ||
1 нажатие пусковой кнопки | ||
1 нажатие на дрель, чтобы сделать 3-е отверстие | ||
1 извлечение дрели из 3-го отверстия | ||
возвращение дрели на место | ||
Количество технологических действий в рабочем цикле (NTC) | 0 | 14 |
Прогнозируемая продолжительность времени цикла, с (FCT) | 14 | 14 |
Прогнозируемая частота технологических действий в минуту (FF) | 0 | 60 |
A.2.5 Технологические действия, выполняемые не в каждом цикле (таблица A.7)
Бывают случаи, когда отдельные технологические действия, выполняются не в каждом цикле, а только в некоторых из них. В приведенном примере "перехват" и "перемещение" приходится повторять каждые два цикла: каждое из них следует считать как половину (0,5) технологического действия.
Таблица A.7 - OCRA-метод для расчета технологических действий "подъем" и "размещение", "перехват" и "перемещение" (пример 5)
Наименование исходных данных и результатов расчета | Технологическое действие | |
Левая верхняя конечность | Правая верхняя конечность | |
1 захват цилиндра | ||
1 установка цилиндра в отверстии | ||
0,5 перехвата | ||
0,5 переустановки | ||
Количество технологических действий в рабочем цикле (NTC) | 0 | 3 |
Прогнозируемая продолжительность времени цикла, с (FCT) | 6 | 6 |
Прогнозируемая частота технологических действий в минуту (FF) | 30 | |
Приложение B
(справочное)
Положения и виды движений
Определенные положения и движения верхних конечностей во время выполнения повторяемых заданий являются наиболее важной составляющей риска различных скелетно-мускульных расстройств.
В технической литературе можно найти немало подтверждений тому, что потенциальный вред представляют неудобные положения и движения различных суставов, поддерживаемые в течение длительного времени (даже не предельного), и повторяемые специфические движения различных сегментов тела.
Анализ положений и движений сосредоточен на отдельных сегментах верхних конечностей (кисти, запястье, локте, плече) с целью ограничения в пределах цикла наличия и распределения времени (частоты, продолжительности) статических положений и динамических движений, включающих каждый сегмент/сустав.
Описание может быть более или менее аналитическим, но нуждается по меньшей мере в обращении к следующим пунктам:
a) технологические действия, требующие положений и движений отдельных сегментов верхних конечностей, превышающих критический уровень углового отклонения;
b) технологические действия, включающие положения и движения отдельных сегментов верхних конечностей, которые даже при приемлемом угловом отклонении поддерживаются или повторяются в том же виде (повторяемость);
c) продолжительность, определяемая как часть времени цикла/задания для каждого из описанных выше условий.
Комбинация описанных факторов (положение/время) позволяет обеспечить классификацию уровня усилий для каждого сегмента верхних конечностей.
Примечание - Для идентификации критических уровней углового отклонения можно сделать ссылку на EN 1005-4.
Точное описание положений и движений можно рассматривать как элемент предсказания специфических патологий верхних конечностей, которое поможет предусмотреть наличие других элементов риска (таких как частота, усилие, продолжительность и т.д.) для операторов, подверженных действию этих факторов.
Оценка положений и движений может быть дана по результатам экспериментального выполнения представительного цикла для каждого повторяемого задания. Для этого требуется определение продолжительности положений и/или движений четырех основных анатомических сегментов (как для левой, так и для правой верхней конечности):
1) положение и движения верхней конечности относительно плеча (сгибание, вытягивание, отведение в сторону);
2) движения локтя (сгибание-разгибание, поворот предплечья ладонью книзу/кверху);
3) положение и движения запястья (сгибание-разгибание, отклонение в сторону лучевой/локтевой кости);
4) положение и движения кисти (основные виды захвата).
Чтобы упростить для конструктора анализ положений и движений, принимается, что неудобное положение, связанное с технологическими действиями, имеет место, если суставной сегмент перемещается на угол, превышающий 50% предельного значения для перемещения суставов этого вида (или если имеет место неудобное положение для захвата кистью верхней конечности) (см. также рисунки B.1, B.2 и B.3).
Положение классифицируется как "неудобное" при помощи различных расчетных экстраполяций поданным субъективного восприятия различных поворотов суставов.
Положения и движения плеча, приводящие к повышению риска скелетно-мускульных расстройств плеча позволяют идентифицировать положение как "неудобное" при движении или нахождении верхней конечности над уровнем плечевого сустава (экстремальный подъем) в течение более 10% времени цикла.
Некоторые типы захвата - щипком, ладонью, крюком, малой пядью - рассматриваются как менее предпочтительные, чем силовой захват, и идентифицируются как прогнозируемое закручивание кисти верхней конечности средней или высокой степени.
Рисунки в настоящем приложении относятся к основным движениям суставов ([1] и [4]) верхних конечностей (рисунки B.1 и B.2), а для кисти верхней конечности - к различным типам захвата (рисунок B.3). В таблице 1, 5.3.2.1 приведены итоговые данные для неудобных положений верхних конечностей в диапазоне движения соответствующего сустава от 40% до 50%.
Оценка положения включает пять этапов, описанных ниже:
1) описание положения и/или движения, отдельно для правого и левого сустава;
2) установление, находится ли поворот сустава в зоне риска (неудобное положение и/или движение) и его продолжительность в течение цикла:
- 1/10 - для диапазона от 10% до 24%;
- 1/3 - для диапазона от 25% до 50%;
- 2/3 - для диапазона от 51% до 80%;
- 3/3 - для диапазона от 81% до 100%;
3) нахождение (таблица B.1) соответствующего ;
4) установление наличия:
- повторяемости определенных движений, точное положение которых определяется путем наблюдения технологических действий;
- группы технологических действий, которые следуют одно за другим в том же порядке на протяжении не менее 50% времени цикла;
- статических положений, продолжительность которых составляет не менее 50% времени цикла;
- очень короткой продолжительности цикла (менее 15 с), но наглядно характеризуемой наличием деятельности верхних конечностей;
5) учет соответствующего .
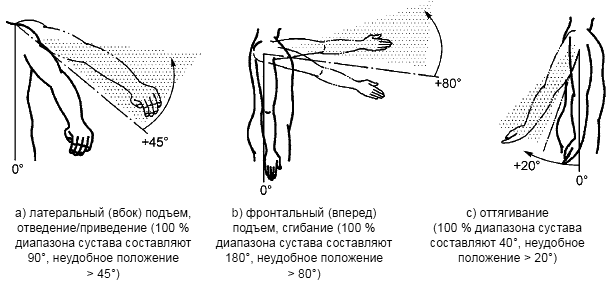
Рисунок B.1 - Положения и движения плеча
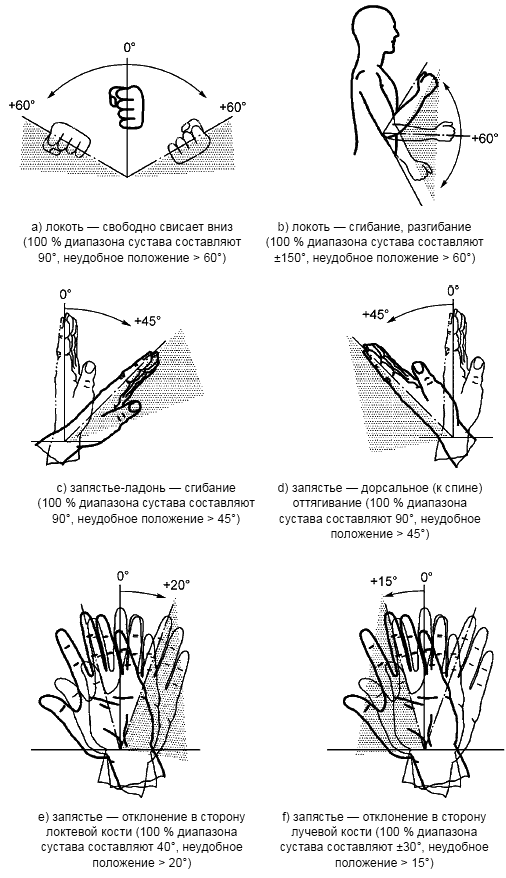
Рисунок B.2 - Положения и движения локтя и запястья
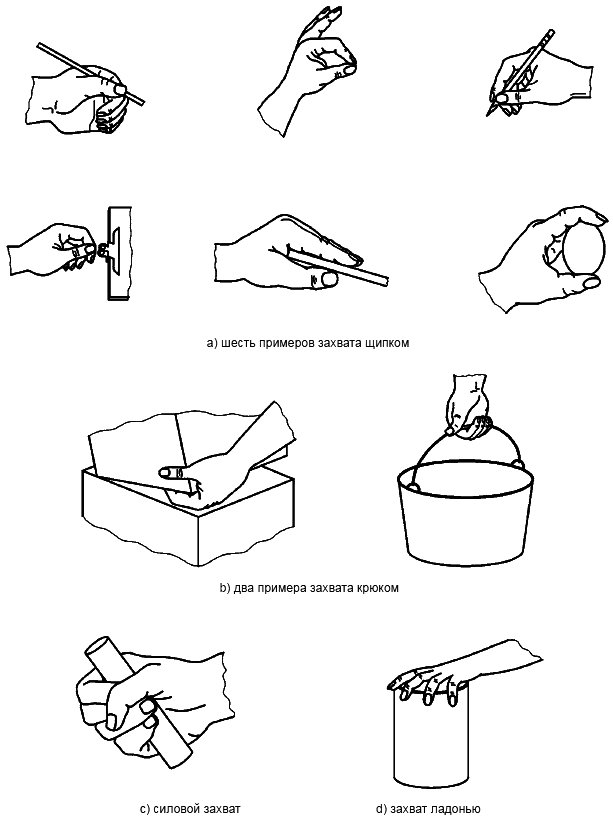
Рисунок B.3 - Различные типы захватов кистью верхней конечности
Таблица B.1 - Определение неудобных положений и движений и Po
Неудобные положения и движения | Доля времени цикла | |||
менее 1/3 | 1/3 | 2/3 | 3/3 | |
Поворот локтя кпереди ладонью вверх (60°) | 1 | 0,7 | 0,6 | 0,5 |
Отгибание или сгибание запястья ( | ||||
Захват кистью верхней конечности: щипком, крюком или ладонью (широкой пядью) | ||||
Поворот локтя ладонью книзу ( | 1 | 1 | 0,7 | 0,6 |
Отклонение запястья в сторону лучевой или локтевой кости ( | ||||
Силовой захват пальцами (узкой пядью) ( | ||||
Приложение C
(справочное)
Усилия
C.1 Общие положения
C.1.1 Введение
Усилие, наиболее точно, представляет собой биомеханическую составляющую, необходимую для выполнения заданного технологического действия или последовательности технологических действий. Под усилием подразумевается как прилагаемая извне сила, так и внутреннее напряжение, возникающее в тканях мускулов, сухожилий и суставов. Необходимость приложения усилия во время технологических действий, относящихся к работе, может быть связана с перемещением или удержанием в покое инструментов или объектов обработки, а также с удержанием какой-либо части тела в заданном положении. Использование усилия может быть связано со статическими действиями (противодействиями) или динамическими действиями (противодействиями). Если имеет место первая ситуация, то она обычно характеризуется как статическая нагрузка, которую некоторые авторы рассматривают как определенный элемент риска.
Необходимость неоднократно повторяемого приложения усилия рассматривается как фактор риска для расстройств сухожилий и мускулов. Следовательно, наблюдается взаимодействие между усилием и частотой технологических действий, многократно увеличивающее разрушительное воздействие на сухожилия или нервные волокна.
Количественная оценка усилия в фактической рабочей ситуации затруднительна. Некоторые авторы используют "полуколичественную" оценку прилагаемого извне усилия через вес объекта, с которым приходится работать. В других случаях предложено использовать механические или электронные динамометры. Для количественной оценки внутренних усилий, развиваемых мускулами, можно использовать поверхностные электронные самопишущие средства. Все эти методы представляют некоторые трудности для их выполнения.
Воздействие физических нагрузок можно оценивать при помощи Fo. Коэффициенты усилия могут определяться двумя путями в зависимости от того, известна ли популяция пользователей или нет.
C.1.2 Процедура 1 - Биомеханический подход, базирующийся на распределении силы в группе пользователей
Эта процедура описывает путь определения Fo для произвольных, но хорошо определяемых популяций, работающих в анонимных ситуациях.
В этом случае Fo можно найти при помощи такой последовательности этапов:
1) проанализировать заданный рабочий цикл и каждое его технологическое действие;
2) получить стопроцентный набор рекомендаций (MVC) по распределению функций для каждого технологического действия (i);
3) приспособить полученные рекомендации (MVC) к демографическому профилю (возраст и пол) предполагаемых работников (см. EN 1005-3, 4.2.1, таблица 1);
4) определить процентные пределы усилий F (например, 15-й процент) для каждого технологического действия (i), допустимый максимум (например, 85%) для работы на F
уровнях;
5) нормировать фактические нагрузки L при F
- число % от рекомендованного значения MVC
, которое не превышает выбранный максимум (например, 85%) при работе на F
уровнях.
Этапы 1-5 иллюстрирует рисунок C.1;
6) рассчитать среднее процентное значение ![]() , охватывая все технологические действия рабочего цикла (см. также таблицу C.1) по формуле (C.1):
, охватывая все технологические действия рабочего цикла (см. также таблицу C.1) по формуле (C.1):
![]() , (C.1)
, (C.1)
где T - время цикла;
- продолжительность воздействия рабочей нагрузки i;
% MVC - значение % MVC под рабочей нагрузкой i;
7) определить соответствующий коэффициент усилия Fo для каждого рабочего цикла (см. рисунок C.2).
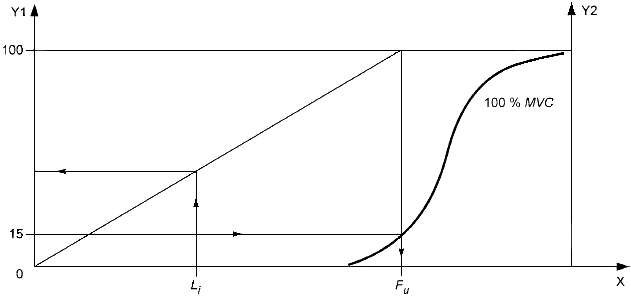
Рисунок C.1 - Определение величины % MVC (этапы 1-5)
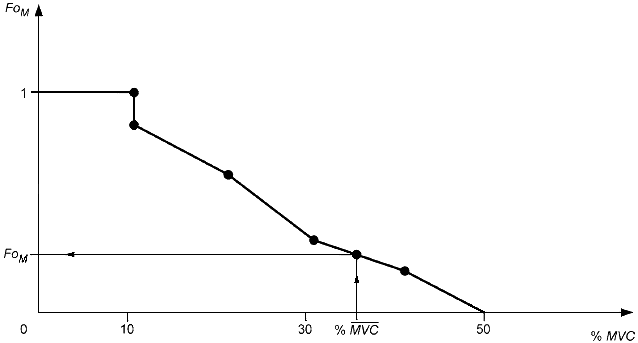
Рисунок C.2 - Определение значения Fo (этап 7)
C.2 Процедура 2 - Психофизиологический подход с использованием критерия CR-10 шкалы Борга
Необходимо воспроизвести предстоящие задания с использованием макета и испытательной группы (см. EN 614-1, "предварительная оценка задания", "оценка с целевым пользователем"). Прилагаемые усилия могут быть рассчитаны для целевых пользователей при помощи специальной шкалы, предложенной Боргом (Шкала категорий для определения рейтинга ощущаемого мускульного напряжения; CR-10 шкала). Эта шкала представляет собой психофизиологический инструмент, который позволяет описать и подсчитать мускульные напряжения, ощущаемые субъектом в процессе физической деятельности.
Если расчет проведен с использованием надлежащего количества работников, результаты применения CR-10 шкалы дают точность, сопоставимую с данными электросамописцев. Соотношение между результатами CR-10 шкалы и испытываемым усилием (в % MVC) таково: 10·CR-10усилие (в % MVC).
Количественное определение усилия, испытываемое верхней конечностью в целом, теоретически может иметь место только для каждого отдельного технологического действия, которое составляет цикл.
По практическим причинам технологические действия, которые требуют минимального включения мускулов, можно идентифицировать как равные половине величины (0,5), полученной по шкале Борга. Поэтому процедуру описания с использованием шкалы Борга можно относить только к тем действиям или группам действий, которые требуют усилий, превышающих минимальную величину. Выполнив одну такую процедуру, необходимо рассчитать средневзвешенное значение для цикла в целом.
На базе практического опыта предлагаются нижеперечисленные процедуры.
Изучение усилия должно проводиться после анализа частоты технологических действий; оно требуется уже для того, чтобы ознакомиться с циклическими работами и особенно с порядком и интенсивностью требуемых последовательных усилий в пределах цикла.
Необходимо спросить пользователя, имеются ли в пределах рабочего цикла технологические действия, требующие мускульных усилий верхних конечностей. Важно поставить вопрос именно таким образом, потому что пользователи часто смешивают мускульные усилия с общей усталостью, которую он/она чувствует по окончании смены.
Поскольку действия, включающие использование силы, даны только в качестве примера, пользователь может запросить данные об их рейтинге от 0 до 10 по шкале Борга. Продолжительность действия (в секундах и в % от продолжительности цикла) наблюдатель сопоставит с соответствующим силовым напряжением. Поскольку представленная процедура расчета предназначается в качестве предупредительной, важно, чтобы наблюдатель запросил работника о причинах силовых напряжений. Эта информация представляет непосредственный интерес, потому что наличие усилия при выполнении технологического действия может быть результатом дефекта какого-то используемого изделия или инструмента, поломки или ошибочного выбора механического приспособления. Такие проблемы большей частью легко разрешимы.
Поскольку действия, требующие применения силы, подлежат точному определению и классификации по шкале Борга путем описания их продолжительности в пределах рабочего цикла, всем другим технологическим операциям в оставшееся время цикла можно присвоить тот же рейтинг.
Важно, чтобы сам работник/работница отмечал степень ощущаемого физического усилия при выполнении заданного действия. Если то же было сделано сторонним наблюдателем, то возможны более серьезные ошибки. В самом деле, - и это особенно верно для действий, выполняемых малыми суставами или особым положением суставов, таким как нажатие кнопки или рукоятки пальцами, захват щипком и т.д., - применение силы редко ощутимо для стороннего наблюдателя, даже очень тренированного.
Поскольку вся информация поступает от работника, любые действия, требующие усилия по классу "PEAKS" (выше 5 по шкале Борга) должны быть документированы, а средневзвешенное значение для каждого действия в пределах цикла следует рассчитывать, руководствуясь примером, представленным в таблице C.1.
Таблица C.1 - Пример расчета среднего значения % MVC (процедура 1) и усредненных данных об ощущаемом усилии (процедура 2) для всех технологических операций в цикле длительностью 35 с
Доля времени в цикле длительностью 35 с | (A) | (B1) | (B2) | A·B1 | A·B2 |
20 с | 57% | 5 | 0,5 | 2,85 | 0,285 |
8 с | 23% | 20 | 2 | 4,60 | 0,460 |
7 с | 20% | 40 | 4 | 8,00 | 0,800 |
Предельная отметка | 15,45 | 1,545 |
Приложение D
(справочное)
Взаимосвязь между OCRA-индексом и случаями связанных с машиной скелетно-мускульных расстройств верхних конечностей (UL-WMSDs)*: критерии для классификации результатов и моделей
________________
* В бумажном оригинале слово "UL-WMSDs" в наименовании приложения D выделено курсивом. - .
D.1 Общие положения
OCRA-индекс представляет собой соотношение между количеством технологических действий (совершаемых во время выполнения вручную повторяемых заданий), фактически выполняемых за рабочую смену, и количеством соответствующих технологических действий, которое специально определяется по особому сценарию.
Практически это соотношение выглядит так (D.1):
![]() , (D.1)
, (D.1)
где a - фактическое количество технологических действий за смену (ATA);
b - рекомендуемое количество технологических действий за смену (RTA).
Полное количество технологических действий, фактически выполняемых за рабочую смену, представляет собой известные данные, которые рассчитываются на базе организационного анализа (см. также приложение A как отправную точку).
Расчет RTA производится по следующему основному уравнению (D.2):
![]() , (D.2)
, (D.2)
где n, j, CF=30, Fo, Po
, Re
, Ad
, имеющие значение от 0 до 1, для каждого отдельного задания, D
, Rc
, Du
- см. раздел 4.
По последним научным данным взаимосвязь между OCRA-индексом (независимая переменная) и PA, подвергшихся одному или нескольким UL-WMSDs (зависимая переменная) может быть вычислено при помощи следующего простого линейного уравнения (D.3), используя (D.4):
Y(PA)=2,39±0,14(S.E.·OCRA), (D.3)
где
![]() , (D.4)
, (D.4)
где NPA, NEP, S.E. - см. раздел 4.
Это уравнение рассчитывается без использования упомянутых выше констант (например, если OCRA=0, то предполагается, что UL-WMSDs не имеет места), и отталкивается от известных на данный момент научных данных, которыми установлен коэффициент R2=0,93 и (p<0,00001), что особенно важно с точки зрения статистики.
В настоящем стандарте учитываются все сходные синдромы, тендиниты, перитендиниты верхних конечностей (включая плечевой сустав), определяемые клиническим обследованием и специфическими инструментальными проверками.
Если уравнение (D.3) используется в качестве прогнозируемой модели, то OCRA-индекс получает инструмент для прогноза коллективного риска для групп лиц, чтобы оговорить UL-WMSDs (относительно PA), как это представлено в таблице D.1.
Таблица D.1 - Прогноз PA (основная тенденция) UL-WMSDs для групп лиц с определенным значением OCRA-индекса
Значение OCRA-индекса | PA, % |
1 | 2,39 |
2 | 4,78 |
4 | 9,56 |
8 | 19,12 |
С другой стороны, к целям, рассмотренным в настоящем стандарте, относятся имеющиеся данные по тенденции подверженности соответствующих работников, никогда не приводящие к профессиональному риску для верхних конечностей.
Был рассчитан общий и специфический возрастной и половой рейтинг PA в упомянутой образцовой группе из 749 субъектов (310 мужчин и 439 женщин). Принимая во внимание частные значения PA по различным возрастным и половым подгруппам этой образцовой группы, оказалось возможным рассчитать и стандартизировать (для возраста и пола) нормативы со ссылкой на сочетание возраста и пола для общенациональной рабочей силы. Используя статистические процедуры вывода, с вероятностью 90%, были рассчитаны пределы, а также 5-й и 95-й перцентили распределения стандартизованного PA, как это показано в следующей таблице D.2.
________________
Перцентиль - сотая доля измерений совокупности лиц, которой соответствует определенное значение антропометрического признака.
Таблица D.2 - Распределение значений PA, рассчитанное для работников, никогда не подвергавшихся профессиональному риску для верхних конечностей
Воздействие на здоровье | 5-й перцентиль | 50-й перцентиль | 95-й перцентиль |
PA | 2,6 | 3,7 | 4,8 |
Используемые переменные значения PA относительно указанных выше работников, рекомендуемые предельные значения OCRA-индекса представлены, исходя из 95-го перцентиля как "ведущего значения" для так называемой "зеленой границы" и удвоенного 50-го перцентиля как "ведущего значения" для так называемой "красной границы".
Эти "ведущие значения" PA, ожидаемые относительно работников (незащищенных), сравнимы с результатами уравнения (D.2) на уровне, относящемся к 5-му перцентилю (полученному с учетом S.E.). Таким образом, принимая разумные критерии оценки неприемлемых (желтый) и рискованных (красный) результатов, можно найти значения OCRA-индекса, относящиеся соответственно к зеленой или красной границе, а также отличия зеленой, желтой и красной зон, как схематически показано на рисунке D.1.
На практике:
- зеленая граница означает, что на том уровне, который прогнозировался для работников, подверженных воздействиям, почти в 95% случаев значения PA выше 95-го перцентиля (PA=4,8%), ожидаемого для неподверженных работников;
- красная граница означает, что на том уровне, который прогнозировался для работников, подверженных воздействиям, почти в 95% случаев значения PA выше удвоенного 50-го перцентиля (PA=3,7·2=7,4%), ожидаемого для неподверженных работников.
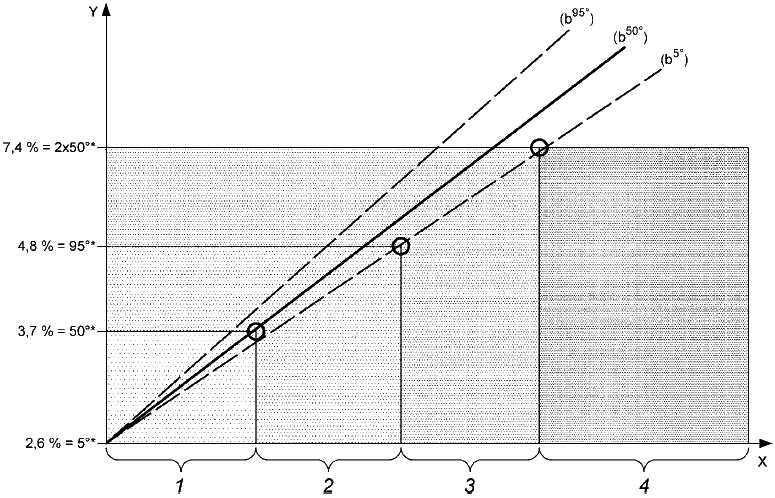
X - OCRA;
Y - PA; 1 - оптимальный вариант, OCRA1,5; 2 - приемлемый вариант, OCRA
2,2; 3 - пограничный вариант, OCRA
3,5; 4 - риск: низкий PA
4,5; средний PA
9,0; высокий PA>9,0;
Рисунок D.1 - Схематическое представление процедуры, принятой для определения зеленой и красной границы зон OCRA, на основе PA соответствующих работников и использования уравнения D.1
D.2 Значения OCRA-индекса, опасные зоны и соответствующие действия
Следующий подход и используемые данные, искусственно представленные, дают возможность идентифицировать различные зоны риска (зеленую, желтую и красную) при помощи "ключа" - значений OCRA и выработать указания по соответствующим предупредительным действиям, как это отражено в таблице D.3.
Таблица D.3 - Критерии оценки риска на базе "ключа" - значений OCRA-индекса
Зона | Значение OCRA-индекса | Уровень риска | Заключение |
Зеленая |
| Никакого риска | Приемлемо |
Желтая | От 2,3 до 3,5 | Очень низкий риск | Рекомендуется улучшить структурные факторы риска (положения/движения, усилия и т.п.); в противном случае в инструкции для пользователя следует упомянуть о наличии "остаточного риска", что потребует организационных мер |
Красная | >3,5 | Риск | Рекомендуется переделать задание и конструкцию рабочего места; если невозможно снижение риска до приемлемых условий, следует упомянуть о наличии "остаточного риска", что потребует организационных мер |
Приложение E
(справочное)
Влияние модели периодов восстановления и продолжительности задания на определение рекомендованного количества соответствующих технологических действий в течение смены (RTA*) и, следовательно, OCRA*-индекса
________________
* В бумажном оригинале слова RTA и OCRA в наименовании приложения E выделены курсивом. - .
Процедура расчета RTA, предлагаемая настоящим стандартом по методу 2, представлена с учетом обычной организационной ситуации, в которой продолжительность повторяемого задания сохраняется от 240 до 480 минут за смену с двумя перерывами по 10 минут (и перерывом на обед). Эти два фактора в основном не входят в сферу непосредственного влияния конструктора машины.
Следовательно, в основном уравнении для расчета общего числа RTA, Rc и Du
рассматриваются как постоянные значения, соответственно Rc
=0,6 и Du
=1,0.
Однако если конструктор машины может воздействовать на эти две переменные (например, путем предоставления специальной информации и рекомендаций посреднику и конечному пользователю), общее число с RTA можно увеличить путем снижения продолжительности повторяемых заданий и/или увеличения числа перерывов в работе, а также чередованием заданий, которое может предоставить работнику период восстановления для верхних конечностей.
Учитывая это, с целью помощи конструктору машины особенно, когда при применении метода 2 выпал "желтый" результат, в качестве расчетного инструмента следует использовать следующие критерии:
a) перерывы в работе и периоды восстановления.
Для повторяемого задания должны быть предоставлены соответствующие условия: для каждого часа повторяемого задания перерыв в работе не менее 10 минут (во время которого одна или более групп мускулов, обычно занятых в этой работе, в основном бездействуют). Следовательно, между рабочим временем и периодом восстановления соотношение должно быть 5:1.
Что касается упомянутых критериев, они дают возможность учесть, сколько часов за смену не имеют надлежащего периода восстановления. Необходимо провести наблюдение одного за другим каждого отдельного часа из тех, что составляют рабочую смену: по каждому часу следует проверить, есть ли в нем повторяемые задания и надлежащие периоды восстановления.
Для каждого часа работы, предшествующего перерыву на еду (если таковой имеет место), и для часа перед окончанием смены период восстановления учитывается как представленный этими двумя событиями. На базе наличия или отсутствия периода восстановления, на протяжении каждого часа повторяемого задания, рассчитывается число часов "без восстановления".
Поскольку количество часов без надлежащего периода восстановления рассчитано, можно воспользоваться следующей таблицей E.1 для определения соответствующего значения Rc, используемого в основном уравнении для определения общего RTA;
Таблица E.1 - Коэффициент периода восстановления (Rc) для соответствующего числа часов без надлежащего периода восстановления
Число часов без надлежащего периода восстановления | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Rc | 1 | 0,90 | 0,80 | 0,70 | 0,60 | 0,45 | 0,25 | 0,10 | 0 |
b) повторяемое задание с коротким циклом, выполняемое в течение целой рабочей смены.
Общая продолжительность таких манипуляций в течение смены важна для определения общего риска для верхних конечностей. Если повторяемые манипуляции продолжаются значительную часть смены (от 240 до 480 минут) Du=1. Однако в тех ситуациях, которые отличаются от типичной схемы (например, периодическая работа, повторяемые манипуляции занимают только часть смены); Du
отличается от такового для обычных условий воздействия. В таблице E.2 приведены значения Du
(используемые для перерасчета RTA), относящиеся к повторяемой работе в течение целого рабочего дня.
Таблица E.2 - Коэффициент продолжительности (Du) повторяемого задания с коротким циклом, выполняемого за рабочую смену
Общее время, занятое повторяемым заданием с коротким циклом в течение смены, мин | <120 | От 120 до 239 | От 240 до 480 | >480 |
Du | 2,0 | 1,5 | 1,0 | 0,5 |
Приложение F
(справочное)
Пример снижения риска по результатам анализа единичных заданий
F.1 Предисловие
Если предварительная оценка показывает неприемлемый уровень риска, конструктор должен снизить его путем оптимизации одного или более из следующих факторов:
- количества технологических действий, требующихся в рабочем цикле;
- времени цикла;
- неудобных позы/положений;
- уровня усилия, необходимого для выполнения конкретного технологического действия;
- дополнительных факторов.
Конструктор может также информировать пользователя о возможности снижения риска за счет уменьшения продолжительности задания, введения дополнительных перерывов в работе и внедрения ротации работ.
Прежде чем приступать к примеру, рассмотрим единицы времени, предлагаемые в OCRA-анализе:
- продолжительность смены, мин;
- время цикла: секунды или в сотые доли минуты (НМ)*. Разработчики заданий в основном для описания времени цикла пользуются единицей HM (с=HM·0,6);
________________
* НМ - единица времени, используемая в рамках ЕС.
- продолжительность технологического действия: общие методы анализа заданий, обычно используемые в промышленности, предлагают в качестве единицы времени HM;
- частота технологических действий: количество технологических действий в минуту.
F.2 Общие положения: технические характеристики задания
Конструктор машин и механизмов должен в первую очередь определить:
- прогнозируемую последовательность и количество технологических действий (для каждой верхней конечности), необходимое для выполнения одного цикла рассматриваемого повторяемого задания (см. приложение A);
- прогнозируемое время цикла посредством одного из методов анализа заданий, обычно используемых в промышленности, как это рекомендовано в приложении A.
Приведенный пример описывает структуру задания для использования нового механизма (на сборочной линии), которая состоит из проверки в конце сборочной линии детали электропривода посредством визуального контроля, который возможен только при поворотах осматриваемой детали. Конечной операцией является укладывание детали в коробку. За время рабочего цикла проверяются четыре детали.
Для завершения рабочего цикла для четырех деталей, используемых в конструируемом механизме, конструктор определяет 21 технологическое действие для правой верхней конечности и 12 - для левой верхней конечности с прогнозируемым временем цикла 20,5 с (или 34,2 HM).
В основном во время одного цикла могут обрабатываться вручную одна или более деталей.
Частота технологических действий будет 61,36 действий в минуту для правой и 35 - для левой верхней конечности. Для расчета частоты технологических действий (FF для каждой верхней конечности) используется уравнение (1).
Выполняемыми правой рукой технологическими действиями, необходимыми для завершения цикла, являются: вытаскивание сразу четырех деталей, захват одной из них, поворот для визуального осмотра, поворот детали в исходную позицию, повторение тех же действий (захват, поворот, поворот на место) для трех оставшихся деталей с затратой еще трех таких же временных промежутков, конечным действием является помещение всех четырех деталей в контейнер. Подробное описание процесса отражено в таблице F.1.
Таблица F.1 - Идентификация технологических действий в цикле для каждой верхней конечности
Правая верхняя конечность | Количество технологических действий в рабочем цикле (NTC) | Левая верхняя конечность | Количество технологических действий в рабочем цикле (NTC) |
Одновременное извлечение 4 деталей | 1 | ||
Захват детали (1-й) | 1 | Перехват детали (1-й) | 1 |
Поворот для визуального контроля (1-й) | 1 | Поворот для визуального контроля (1-й) | 1 |
Обратный поворот (1-й) | 1 | Обратный поворот (1-й) | 1 |
Захват детали (2-й) | 1 | Перехват детали (2-й) | 1 |
Поворот для визуального контроля (2-й) | 1 | Поворот для визуального контроля (2-й) | 1 |
Обратный поворот (2-й) | 1 | Обратный поворот (2-й) | 1 |
Захват детали (3-й) | 1 | Перехват детали (3-й) | 1 |
Поворот для визуального контроля (3-й) | 1 | Поворот для визуального контроля (3-й) | 1 |
Обратный поворот (3-й) | 1 | Обратный поворот (3-й) | 1 |
Захват детали (4-й) | 1 | Перехват детали (4-й) | 1 |
Поворот для визуального контроля (4-й) | 1 | Поворот для визуального контроля (4-й) | 1 |
Обратный поворот (4-й) | 1 | Обратный поворот (4-й) | 1 |
Захват детали (1-й) | 1 | ||
Помещение в контейнер (1-е) | 1 | ||
Захват детали (2-й) | 1 | ||
Помещение в контейнер (2-е) | 1 | ||
Захват детали (3-й) | 1 | ||
Помещение в контейнер (3-е) | 1 | ||
Захват детали (4-й) | 1 | ||
Помещение в контейнер (4-е) | 1 | ||
Общее количество технологических действий в рабочем цикле | 21 | 12 | |
Продолжительность времени цикла (FCT) | 20,5 с (34,2 HM) | 20,5 с (34,2 HM) | |
Частота технологических действий в минуту (FF) | 61,36 | 35 |
F.3 Идентификация опасностей
Для того чтобы принять решение о целесообразности проведения оценки риска, предварительно конструктор должен провести процесс "идентификация опасности". Вывод "никакой опасности" может иметь место при следующих условиях:
- задание не характеризуется как циклическое;
- задание характеризуется как циклическое, но преобладает органолептическая и мыслительная активность, а верхние конечности не испытывают существенной нагрузки.
В приведенном примере при циклической работе машины преобладает мануальная активность, следовательно, конструктор обязан провести оценку риска.
F.4 Метод 1
В примере, приведенном в F.2:
- FF=61,36;
- наличие этого условия предполагает использование F.5.
F.5 Метод 2
F.5.1 Описание неудобных поз/положений и движений и определение соответствующего коэффициента позы/положения (Po)
Вместе с проектом рабочего места конструктор должен давать описание неудобных положений и движений различных суставов обеих верхних конечностей на базе данных таблицы F.2.
Для простоты пояснения в этой таблице приведены данные только для правой верхней конечности, но конструктор должен проводить анализ для обеих рук.
Таблица F.2 - Неудобные положения и движения для правой верхней конечности
Технологическое действие правой верхней конечности | Количество технологических действий в рабочем цикле (NTC) | Неудобные положения и движения | |
локтя | кисти | ||
Совместное извлечение 4 деталей | 1 | ||
Поочередный захват деталей (1-й), (2-й), (3-й), (4-й) | 4 | Захват ладонью | |
Поворот для визуального контроля (1-й), (2-й), (3-й), (4-й) | 4 | Сгиб | Захват ладонью |
Возвратный поворот (1-й), (2-й), (3-й), (4-й) | 4 | Сгиб | Захват ладонью |
Поочередный захват деталей (1-й), (2-й), (3-й), (4-й) | 4 | Сгиб | Захват щипком |
Установка детали на позицию | 4 | Сгиб | Захват щипком |
Общее количество технологических действий в цикле | 21 | ||
Если продолжительность каждого технологического действия и распределение этих действий в пределах цикла подобны, можно вычислить продолжительность (в процентах от времени цикла) неудобных положений и движений, разделив количество технологических действий, имеющих место для каждого отдельного неудобного положения или движения, на общее количество технологических действий в цикле, как это показано в таблице F.3.
Если продолжительность каждого технологического действия и распределение этих действий в пределах цикла различны, более точно оценить продолжительность (в процентах от времени цикла) технологических действий, относящихся к определенным неудобным положениям и движениям, можно, разделив продолжительность (в сотых долях минуты - HM) каждого технологического действия, относящегося к определенному неудобному положению или движению, на общую продолжительность, HM, времени цикла, как это показано на примере в таблице F.4.
Таблица F.3 - Расчет продолжительности пребывания сустава в неудобном положении или движении в пропорции от времени цикла путем деления количества технологических действий, выполняемых в определенном неудобном положении или движении, на общее количество технологических действий
Неудобное положение/движение | Количество технологических действий в неудобном положении или движении | Общее количество технологических действий | Пропорциональная продолжительность |
Сгибание/разгибание локтя | 16 | 21 | 76% |
Захват ладонью | 12 | 21 | 57% |
Захват щипком | 8 | 21 | 38% |
Таблица F.4 - Оценка продолжительности (% времени цикла) технологических действий, относящихся к некоторым неудобным положениям и движениям, путем деления продолжительности, HM, каждого технологического действия, относящегося к определенному неудобному положению или движению, на общую продолжительность, НМ, времени цикла (для правой верхней конечности)
Технологическое действие | Продолжительность отдельных неудобных положений и движений суставов, HM | ||||
описание | количество | сгиб локтя >60° | захват щипком | захват ладонью | продолжительность группы идентичных действий |
Извлечение 4 деталей | 1 | ||||
Захват одной детали | 4 | 7,4 | 7,4 | ||
Поворот детали | 4 | 7,4 | 7,4 | 7,4 | |
Поворот детали | 4 | 7,4 | 7,4 | 7,4 | |
Захват детали | 4 | 5,5 | 5,5 | 5,5 | |
Позиционирование | 4 | 5,5 | 5,5 | 5,5 | |
Общее количество действий | 21 | 34,2 | |||
Общая продолжительность, HM | 25,8 | 11 | 22,2 | ||
Относительная продолжительность, % | 75 | 32 | 65 | ||
Примечание - Время цикла равно 34,2 HM, что составляет 20,5 с | |||||
Используя результаты, представленные в таблице F.5, определяется Po:
- для сгибания/разгибания локтя (60°) на 2/3 времени цикла (от 51% до 80%) Po
=0,7;
- для кисти верхней конечности при захвате щипком или ладонью на 97% времени цикла Po=0,5.
Po, представляющий собой окончательную оценку позы/положения, равен не ниже 0,5.
Таблица F.5 - Po для неудобных положений
Неудобное положение | Доля времени цикла | |||
менее 1/3 | 1/3 | 2/3 | 3/3 более | |
Локтевая кость сверху наклон ( | 1 | 0,7 | 0,6 | 0,5 |
Сгибание/разгибание запястья ( | ||||
Захват щипком, крюком или ладонью (широкой пядью) | ||||
Локтевая кость снизу, наклон (>60°) или сгибание/разгибание локтя ( | 1 | 1 | 0,7 | 0,6 |
Отклонение запястья в сторону лучевой/локтевой кости ( | ||||
Силовой захват узкой пядью ( | ||||
F.5.2 Коэффициент повторяемости (Re)
Рассматриваемое в примере задание требует выполнения одних и тех же рабочих движений на протяжении более 50% времени цикла. Фактически последовательность технологических действий "захват", "поворот", "поворот" повторяется четыре раза и длится 22,2 HM, т.е. 65% времени цикла (таблица F.4).
Для такой относительной продолжительности Re=0,7.
Программное обеспечение (MIDA CEN) вводит Re в расчет OCRA-индекса. Имеет место надпись "да", если повторяемость наличествует, или надпись "нет", если таковой не существует.
F.5.3 Расчет среднего уровня усилия и соответствующего коэффициента Fo
Технологические действия, требующие усилий, представлены в таблице F.6. Для каждого технологического действия (или для группы идентичных действий) указываются следующие параметры:
- продолжительность (x);
- относительная продолжительность действия (j=x/время цикла);
- необходимый уровень усилия по шкале Борга (y) или в % F или в % MVC (z).
Путем умножения (y)·(j) или (z)·(j) и суммирования результатов можно получить значение среднего уровня усилия.
Примечание - При использовании шкалы Борга получаем в результате 0,9, а при использовании в процентах от MVC - 9,49.
Данные, предлагаемые таблицей F.7, определяют Fo, соответствующий рассчитанному среднему уровню усилия.
Fo=0,88 (интерполированное значение).
Программное обеспечение (MIDA CEN) рассчитывает средний уровень усилия и вводит его значение в расчет OCRA-индекса, проводимого с вводом продолжительности, HM, и соответствующего значения уровня усилия, % F или по шкале Борга CR-10, для каждого технологического действия (или группы идентичных действий).
Таблица F.6 - Оценка среднего уровня усилия
Технологические действия правой верхней конечности | % от времени цикла | Манипу- | Манипу- | ||||
Описание | Коли- | Продолжи- | Усилие | ||||
по шкале Борга | % F | ||||||
Обозначения данных и уравнения | |||||||
x | y | z | j=x/35 | j·y | j·z | ||
Извлечение | 1 | 1 | 2,0 | 20 | 0,03 | 0,06 | 0,6 |
Захват | 4 | 7,4 | 0,5 | 5 | 0,22 | 0,11 | 1,1 |
Поворот | 4 | 7,4 | 0,5 | 5 | 0,22 | 0,11 | 1,1 |
Поворот | 4 | 7,4 | 0,5 | 5 | 0,22 | 0,11 | 1,1 |
Захват | 4 | 5,5 | 0,5 | 5 | 0,16 | 0,08 | 0,80 |
Позиционирование | 4 | 5,5 | 3,0 | 30 | 0,16 | 0,48 | 4,80 |
Суммарные данные | 21 | 34,2 | 0,95 | 9,5 | |||
Таблица F.7 - Fo для различных уровней применяемой силы
Уровень применяемой силы % MVC или MC | 5 | 10 | 20 | 30 | 40 |
|
Шкала Борга, CR-10 | 0,5 | 1 | 2 | 3 | 4 |
|
Fo | 1 | 0,85 | 0,65 | 0,35 | 0,2 | 0,01 |
F.5.4 Определение коэффициентов периода восстановления (Rc) и продолжительности (Du
)
Продолжительность повторяемых заданий и распределение перерывов в работе не входят в сферу влияния конструктора машины.
Поскольку эти элементы включены в OCRA-индекс, конструктор может воспользоваться двумя соответствующими коэффициентами, относящимися к стандартной рабочей смене продолжительностью 480 минут с перерывом на обед и еще двумя перерывами в работе по 10 минут: один - до обеда, другой - после него. Таким образом, D=460 мин.
С учетом данных, представленных в таблицах F.8 и F.9, определяются следующие коэффициенты (см. также приложение E):
- Rc=0,60 (относится к 4 ч без надлежащего периода восстановления);
- Du=1 (относится к чистой продолжительности повторяемого задания, равной от 240 до 480 мин).
Таблица F.8 - Данные для определения Rc
Количество часов без надлежащего восстановления | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 |
Rc | 1 | 0,90 | 0,80 | 0,70 | 0,60 | 0,45 | 0,25 | 0,10 | 0 |
Таблица F.9 - Данные для определения Du
Полное время, мин, отведенное для повторяемых заданий в течение смены | < 120 | От 120 до 239 | От 240 до 480 | >480 |
Du | 2 | 1 | 0,5 |
F.5.5 Расчет рекомендуемой частоты технологических действий (RF)
RF определяется по формуле (3).
В представленном примере:
RF=30·0,5·0,7·1·0,88· (0,6·1)=5,54.
F.5.6 Расчет OCRA-индекса
Расчет OCRA-индекса производится по формуле (2).
В представленном примере:
![]() .
.
F.5.7 Расчет OCRA-индекса для анализа единичного задания, при котором продолжительность повторяемого задания поддается расчету
При проектировании машины конструктор должен рассчитать продолжительность такого задания. OCRA-индекс получается решением основного уравнения (D.1).
Расчеты включают:
a) расчет общего количества ATA.
Общее количество ATA можно рассчитать, используя FF и D по формуле (F.1):
ATA=FF·D. (F.1)
В приведенном примере ATA=61,36·460=28224;
b) расчет общего количества RTA.
Следующее уравнение (F.2) служит для расчета общего количества рекомендованных технологических действий за рабочую смену (RTA):
RTA=CF·Po·Re
·Ad
·Fo
·(D·Rc
·Du
), (F.2)
где CF=30, Fo, Po
, Re
, Ad
, имеющие значение от 0 до 1, для каждого отдельного задания, D, Rc
, Du
- см. раздел 4.
В приведенном примере, где D=460 мин, получается:
RTA=30·0,5·0,7·1·0,88· (460·0,6·1)=2550;
c) расчет OCRA-индекса для анализа единичного задания с учетом продолжительности повторяемого задания.
Индекс риска OCRA получается путем сравнения для каждой верхней конечности общего количества ATA с общим количеством RTA по формуле (D.1).
В приведенном примере оценка риска приводит к определению "опасные условия" (красная зона).
![]()
(см. таблицу F.10).
Таблица F.10 - Простая модель расчета OCRA-индекса для единичного задания
Общая информация | |
Продолжительность, мин | |
Рабочей смены | 480 |
Перерывов | 20 |
Неповторяемых работ | 0 |
Периода восстановления | 0 |
Повторяемых работ | 460 |
Количество | |
Циклов за смену | 1344 |
Рабочих часов без надлежащего периода восстановления, ч | 4 |
Общие данные | |
Коэффициент периода восстановления, Rc | 0,6 |
Константа частоты, CF | 30 |
Данные для правой верхней конечности | |
Коэффициент усилия, Fo | 0,88 |
Коэффициент позы/положения, Po | 0,5 |
Коэффициент дополнительных факторов, Ad | 1 |
Коэффициент повторяемости, Re | 0,7 |
Количество технологических действий без Rc | 4250,4 |
Рекомендуемое общее количество технологических действий за смену, RTA | 2550,24 |
Время цикла | 20,5 |
Фактическое общее количество технологических действий за смену, ATA | 28224 |
Частота технологических действий в минуту, FF | 61,36 |
Количество технологических действий в цикле | 21 |
Коэффициент продолжительности, Du | 1 |
OCRA-индекс | 11,1 |
F.5.8 Принятие решения о снижении риска
Теперь конструктор машины знает, что эксплуатация машины с прогнозируемым временем цикла 21 с приводит к OCRA-индексу, равному 11,1 (красная зона = наличию риска). Он может принять различные решения по снижению риска:
а) увеличить время цикла.
Уменьшая количество циклов, следствием чего является увеличение времени цикла, как это представлено в таблицах F.11 и F.12, конструктор прогнозирует значительное снижение производительности;
Таблица F.11 - Пример снижения OCRA-индекса путем уменьшения количества обрабатываемых заготовок и соответствующего увеличения времени цикла
Количество циклов за смену | Частота, 1/мин | Время цикла, с | OCRA-индекс |
1344 | 61,2 | 20,5 | 11,1 (красная зона) |
430 | 19,6 | 64 | 3,5 (желтая зона) |
270 | 12,3 | 102,2 | 2,2 (зеленая зона) |
Таблица F.12 - Пример снижения OCRA-индекса с целью достижения желтой или зеленой зоны риска за счет уменьшения количества обрабатываемых заготовок и соответствующего увеличения времени цикла
Общая информация | Данные таблицы F.10 (красная зона) | Снижение риска до зоны | |
Продолжительность, мин | жёлтой | зелёной | |
Рабочей смены | 480 | 480 | 480 |
Перерывов | 20 | 20 | 20 |
Неповторяемых заданий | 0 | 0 | 0 |
Периода восстановления | 0 | 0 | 0 |
Повторяемых заданий | 460 | 460 | 460 |
Количество | |||
Циклов за смену | 1344 | 430 | 270 |
Рабочих часов без надлежащего периода восстановления, ч | 4 | 4 | 4 |
Общие данные для каждого анализируемого задания | |||
Коэффициент периода восстановления, Rc | 0,6 | 0,6 | 0,6 |
Константа частоты, CF | 30 | 30 | 30 |
Данные для правой верхней конечности | |||
Коэффициент усилия, Fo | 0,88 | 0,88 | 0,88 |
Коэффициент позы/положения, Po | 0,5 | 0,5 | 0,5 |
Коэффициент дополнительных факторов, Ad | 1 | 1 | 1 |
Коэффициент повторяемости, Re | 0,7 | 0,7 | 0,7 |
Количество технологических действий без Rc | 4250,4 | 4250,4 | 4250,4 |
Рекомендуемое общее количество технологических действий за смену, RTA | 2550,24 | 2550,24 | 2550,24 |
Время цикла, с | 20,5 | 64,2 | 102,2 |
Фактическое общее количество технологических действий за смену, ATA | 28224 | 9030 | 5670 |
Частота технологических действий в минуту, FF | 61,36 | 19,6 | 12,3 |
Количество технологических действий в цикле | 21 | 21 | 21 |
Коэффициент продолжительности, Du | 1 | 1 | 1 |
OCRA-индекс | 11,1 | 3,5 | 2,2 |
b) уменьшить количество технологических действий и улучшить их распределение в течение смены.
Количество технологических действий, порождающее риск, конструктор может уменьшить путем оптимизации их распределения в продолжение смены и более широкого внедрения автоматики без снижения производительности.
Например, четыре детали подаются на рабочее место автоматически, новое механическое устройство позволяет рабочему осуществлять одновременно визуальный контроль двух деталей. Внедрение пневматического приспособления для подъема четырех деталей вместе и помещения их в контейнер снижает как количество технологических действий в цикле, так и затраченные на них усилия рабочего.
Теперь технологические действия, необходимые для завершения цикла, производимые правой рукой, будут следующими: взять две детали вместе, повернуть их для визуального осмотра, снова повернуть, проделать те же действия со следующими двумя деталями, взять механическое приспособление, захватить с его помощью четыре детали, установить приспособление на контейнер и отпустить эти детали. Количество технологических действий равно 9 (см. таблицу F.13).
Таблица F.13 - Идентификация технологических действий в оптимизированном цикле
Технологические действия | |||
правой верхней конечности | левой верхней конечности | ||
Описание | Количество | Описание | Количество |
Захват 2 деталей вместе (1-й и 2-й) | 1 | Захват оставшейся детали | 1 |
Поворот любой из них для визуального контроля | 1 | Поворот для визуального контроля | 1 |
Новый поворот | 1 | Новый поворот | 1 |
Захват остальных 2 деталей (3-й и 4-й) | 1 | Захват оставшейся детали | 1 |
Поворот любой из них для визуального контроля | 1 | Поворот для визуального контроля | 1 |
Новый поворот | 1 | Новый поворот | 1 |
Установка пневматического приспособления на 4 детали | 1 | 1 | |
Установка пневматического приспособления на контейнер | 1 | 1 | |
Освобождение 4 деталей из пневмоприспособления | 1 | 1 | |
Общее количество | 9 | 9 | |
Время цикла, с | 20,5 (34,2 HM) | 21 | |
Частота, 1/мин | 25,7 | 25,7 | |
Благодаря внедрению пневматического приспособления усилие теперь практически отсутствует (см. таблицу F.14).
Средний уровень усилия, определяемый по шкале Борга, равен 0,22, а в % от максимального изометрического усилия F - 3,13.
Данные, предлагаемые в таблице F.7, дают конструктору возможность найти коэффициент усилия, соответствующий рассчитанному среднему уровню усилия: Fo=1 (отсутствие усилия).
Таблица F.14 - Определение нового значения среднего уровня усилия, % F, и соответствующего коэффициента усилия
Технологические действия правой верхней конечности | Усилие | Коэффициент усилия | |||||
Описание | Коли- | Продолжительность | по шкале Борга | % от F | по шкале Борга | % от F | |
HM | % от времени цикла | ||||||
Захват | 2 | 5,0 | 15 | 0,5 | 5 | 0,07 | 0,73 |
Поворот | 2 | 5,0 | 15 | 0,5 | 5 | 0,07 | 0,73 |
Новый поворот | 2 | 5,0 | 15 | 0,5 | 5 | 0,07 | 0,73 |
Установка приспособления на 4 детали | 1 | 6,4 | 19 | 0,0 | 5 | 0,00 | 0,94 |
Установка приспособления на контейнер | 1 | 6,4 | 19 | 0,0 | 0 | 0,00 | 0,00 |
Сбрасывание 4 деталей в контейнер | 1 | 6,4 | 19 | 0,0 | 0 | 0,00 | 0,00 |
Всего | 9 | 34,2 | |||||
Таблица F.15 позволяет конструктору произвести перерасчет не только относительной, % F, продолжительности неудобных поз и движений, но и новой величины OCRA-индекса. Это достигается путем введения нового значения продолжительности технологических действий, HM, для каждого такого действия, а затем для того же параметра при неудобных позах и движениях.
В соответствии с таблицей F.5 новые значения Po таковы:
- сгибание/разгибание локтя для 1/3 времени цикла Po=1;
- захват ладонью для 1/3 времени цикла Po= 0,7.
Po=0,7, представляющий окончательную оценку, является нижней планкой.
Таблица F.15 - Расчет процентного отношения ко времени цикла продолжительности технологических действий, относящихся к определенным неудобным положениям и движениям суставов (для правой верхней конечности)
Технологическое действие | Продолжительность отдельных неудобных положений и движений суставов, HM | |||
Описание | Количество | Сгибание/разгибание локтя >60° | Захват ладонью | Группы идентичных действий |
Захват | 2 | 5 | 5,0 | |
Поворот | 2 | 5 | 5 | 5,0 |
Поворот | 2 | 5 | 5 | 5,0 |
Установка приспособления | 1 | 6,4 | ||
Установка приспособления | 1 | 6,4 | ||
Сбрасывание | 1 | 6,4 | ||
Всего | 9 | 10 | 15 | 34,2 |
% от времени цикла | 29 | 44 | ||
Примечание - время цикла равно 34,2 HM, что составляет 20,5 с | ||||
Итак, группа технологических действий "захват, поворот, поворот" повторяется только дважды с общей продолжительностью 15 НМ (44% от времени цикла), т.е. менее 50% времени цикла, что позволяет считать Re=1.
Данные для расчета OCRA-индекса при обслуживании того же производства и с тем же временем цикла (20,5 с), но с FF=26,3 приведены в таблице F.16.
Таблица F.16 - Данные для расчета OCRA-индекса на реконструированном рабочем месте при обслуживании того же производства
Наименование, единица измерения | Количество |
Организационная информация | |
Продолжительность, мин. | |
Рабочей смены | 480 |
2 перерывов в работе | 20 |
Неповторяемых работ | 0 |
Периодов восстановления | 0 |
Повторяемых работ | 460 |
Прочие общие данные | |
Количество циклов за смену | 1344 |
Количество часов без адекватного периода восстановления | 4 |
Коэффициент периода восстановления, Rc | 0,6 |
Константа частоты, CF | 30 |
Данные для правой верхней конечности | |
Коэффициент усилия, Fo | 1 |
Коэффициент позы/положения, Po | 0,7 |
Коэффициент дополнительных факторов, Ad | 1 |
Коэффициент повторяемости, Re | 1 |
Количество технологических действий без Rc | 9660 |
Рекомендуемое количество технологических действий за смену, RTA | 5796 |
Время цикла, с | 20,5 |
Полное фактическое количество технологических действий | 12098 |
Частота технологических действий в минуту, FF | 26,3 |
Количество технологических действий в цикле | 9 |
Коэффициент продолжительности, Du | 1 |
OCRA-индекс | 2,1 |
OCRA-индекс рассчитывается по формуле (D.1):
ATA=26,3·460=12098
RTA=30·1·0,7·1·1·(460·0,6·1)=5796
![]() , что соответствует зеленой зоне.
, что соответствует зеленой зоне.
При увеличении количества циклов за смену с 1344 до 1700 OCRA-индекс достигает 2,6 (желтая зона). Однако путем изменения организации работ (например, введением еще двух перерывов в работе длительностью 10 минут каждый) OCRA-индекс может быть доведен до 2,1 (зеленая зона) (см. таблицу F.17).
Таблица F.17 - Данные по снижению OCRA-индекса на реконструированном рабочем месте при увеличении производительности и введении двух дополнительных перерывов в работе
Наименование, единица измерения | Количество | ||
Организационная информация | |||
Продолжительность, мин. | |||
Рабочей смены | 480 | 480 | |
Организационная информация | |||
2 перерывов в работе | 20 | 40 | |
Неповторяемых работ | 0 | 0 | |
Периодов восстановления | 0 | 0 | |
Повторяемых работ | 460 | 440 | |
Прочие общие данные | |||
Количество циклов за смену | 1700 | 1700 | |
Количество часов без адекватного периода восстановления | 4 | 2 | |
Период восстановления, час | 0 | 0 | |
Коэффициент периода восстановления, Rc | 0,6 | 0,6 | |
Константа частоты | 30 | 30 | |
Данные для правой верхней конечности | |||
Коэффициент усилия, Fo | 1 | 1 | |
Коэффициент позы/положения, Po | 0,7 | 0,7 | |
Коэффициент дополнительных факторов, Ad | 1 | 1 | |
Коэффициент повторяемости, Re | 1 | 1 | |
Количество технологических действий без Rc | 9660 | 9240 | |
Рекомендуемое количество технологических действий за смену, RTA | 5796 | 7392 | |
Время цикла, с | 16,2 | 15,5 | |
Полное фактическое количество технологических действий, ATA | 15300 | 15300 | |
Частота (количество технологических действий в минуту ) | 33,3 | 34,8 | |
Данные для правой верхней конечности | |||
Количество технологических действий в цикле | 9 | 9 | |
Коэффициент продолжительности, Du | 1 | 1 | |
OCRA-индекс | 2,6 | 2,1 | |
c) выводы.
Конструктор должен рассматривать возможность усовершенствования машины, эксплуатация которой может привести к возрастанию опасности и, соответственно, к увеличению OCRA-индекса.
В первую очередь он должен выяснить, действительно ли есть необходимость использовать неудобные положения и движения.
На этой стадии проектирования машины первым шагом конструктора должна быть попытка полного исключения таких положений и движений или замена их на положения и движения, не причиняющие неудобств оператору, с учетом стандартов EN ISO 14738 или EN 1005-4.
Помимо этого, конструктор должен выполнить следующие требования:
- части оборудования, приводящие к необходимости неудобного захвата рукой, должны быть реконструированы в той мере, в которой этого требуют прилагаемые усилия (см. EN 1005-4);
- необходимо на стадии проектирования предусмотреть уменьшение количества необходимых технологических действий и темпа работы машины.
Приложение G
(справочное)
Определение и количественная оценка дополнительных факторов риска
Помимо основных факторов риска (частоты и повторяемости технологических действий, усилия, неудобных положений и движений, недостатка периода восстановления, продолжительности ежедневно повторяемых заданий), могут иметь место другие факторы профессионального характера, которые необходимо принимать во внимание. В настоящем стандарте они определяются как дополнительные не потому, что имеют второстепенное значение, а потому, что каждый из них время от времени может либо присутствовать, либо отсутствовать в рассматриваемом контексте.
Этот перечень факторов, не являясь исчерпывающим, включает:
a) использование вибрирующего инструмента (даже если только для части действий);
b) требование точности установки (допуск от 1 до 2 мм для позиционирования объекта обработки);
c) локализованное сдавливание анатомических структур кисти или предплечья инструментом, объектом обработки или самой рабочей зоной;
d) воздействие холода/мороза;
e) использование перчаток, мешающих действиям рук, требующимся для выполнения задания;
f) наличие скользкой поверхности у захватываемого руками объекта;
g) внезапные движения - "рывки" или "дерганье";
h) технологические действия, предполагающие контрудары (работа молотком или столкновение с острым выступом на твердой поверхности, использование верхней конечности в качестве инструмента и т.д.).
Примечание - Этот перечень касается только факторов физического или механического характера.
Другие факторы, которые числятся под термином "психолого-социальные", тоже могут быть включены в процесс определения источника скелетно-мускульных расстройств верхних конечностей.
Факторы, которые следует учитывать индивидуально, не могут быть включены в общие методы, относящиеся к профессиональным коллективным воздействиям на контрольную группу.
Описание дополнительных факторов можно давать параллельно с описанием самих технологических действий или положений и движений.
Для каждого из физико-механических факторов необходимо определить, сколь длительный промежуток времени (в долях от времени цикла/задания, а именно 1/3, 2/3 или 3/3) этот фактор имеет место, или частоту таких действий (особенно для внезапных движений и действий, связанных с контрударом).
Частичное исключение представляет собой фактор, определяемый как "вибрации, передаваемые системе "кисть - предплечье - плечо", для которых учитывается только наличие или отсутствие в соответствующих долях времени цикла/задания, но для которых детальная оценка производится по стандартам [2] и [3].
Оценка дополнительных факторов начинается с определения в качестве оптимальных условий отсутствия или минимального присутствия этих факторов, чему соответствует значение Ad=1.
Любые отличия от этих оптимальных условий приводят к воздействию дополнительных факторов, уровень которых возрастает с увеличением доли времени цикла/задания, в продолжение которого присутствуют один или более дополнительных факторов.
В таких случаях Ad равен:
- 0,95, если один или более дополнительных факторов в одно и то же время имеют место в продолжение 1/3 времени цикла/задания (от 25 до 60%);
- 0,90, если один или более дополнительных факторов в одно и то же время имеют место в продолжение 2/3 времени цикла/задания (от 61 до 80%);
- 0,80, если один или более дополнительных факторов в одно и то же время имеют место в продолжение 3/3 времени цикла/задания (более 80%).
Приложение H
(справочное)
Оценка риска по методу 2 при проектировании работ по типу "множественные повторяемые задания"
H.1 Расчет OCRA-индекса при оценке двух или более повторяемых заданий
Если при проектировании машины два или более единичных задания оцениваются совместно, например, с целью анализа возможностей ротации различных заданий, выполняемых на разных рабочих местах или вдоль линии сборки, то для оценки риска манипуляций, повторяемых с высокой частотой, следует воспользоваться методом 2.
Согласно этому методу, для работ с двумя или более повторяемыми заданиями OCRA-индекс для каждой верхней конечности определяется по формуле (D.1).
Полное ATA, требующихся в продолжение смены для выполнения нескольких различных повторяемых заданий, определяется как сумма технологических действий, необходимых для выполнения каждого единичного задания по формуле (H.1):
![]() , (H.1)
, (H.1)
где j - единичное повторяемое задание;
n - количество единичных повторяемых заданий, выполняемых за смену;
D - прогнозируемая чистая продолжительность единичного задания j;
FF - прогнозируемая частота технологических действий при выполнении единичного задания j, 1/мин.
По формуле (D.2) рассчитывают RTA.
Полученное таким образом значение OCRA-индекса дает конструктору возможность оценить прогнозируемый уровень риска и при необходимости принять меры к его снижению.
H.2. Пример применения метода 2: оценка различных повторяемых технологических действий оператора
H.2.1 Характеристики двух единичных заданий
В данном примере описываются два различных рабочих места, используемых для производства механических компонентов, требующих различного количества технологических действий с разной продолжительностью в пределах времени цикла. Основные характеристики этих заданий - A и B сведены в таблицу H.1.
Таблица H.1 - Характеристики двух единичных заданий
Наименование основной характеристики | Количественные данные и их оценка | |
Задание A | Задание B | |
Количество технологических действий | ||
Правой верхней конечности | 21 | 32 |
Левой верхней конечности | 8 | 16 |
Время цикла, с (НМ) | 30 (50) | 60 (100) |
Частота технологических действий в минуту, FF | ||
Правой верхней конечности | 42 | 32 |
Левой верхней конечности | 16 | 16 |
Прилагаемое усилие | ||
Правой верхней конечности | очень слабое | очень слабое |
Левой верхней конечности | отсутствует | отсутствует |
Относительная продолжительность неудобных положений и движений, % от времени цикла | ||
Правой верхней конечности | ||
Захват щипком или ладонью | 76 | 24 |
Сгибание/разгибание локтя | 44 | - |
Левой верхней конечности | ||
Захват щипком | 40 | 24 |
Сгибание/разгибание локтя | 40 | - |
Дополнительные факторы риска | отсутствуют | отсутствуют |
Повторяемость для: | ||
Правой верхней конечности | имеется | отсутствует |
Левой верхней конечности | отсутствует | отсутствует |
H.2.2 Определение соответствующих коэффициентов
Соответствующие коэффициенты для правой и левой верхних конечностей определяются на основе данных, приведенных в таблице H.1, а результаты представлены в таблице H.2.
Таблица H.2 - Определение коэффициентов, используемых для анализа рассматриваемых заданий A и B
Коэффициенты | Задания для верхних конечностей | |||
правой | левой | |||
A | B | A | B | |
Усилия (Fo | 1 | 1 | 1 | 1 |
Положения (Po | 0,6 | 0,7 | 0,7 | 0,7 |
Дополнительных факторов (Ad | 1 | 1 | 1 | 1 |
Повторяемости (Re | 0,7 | 1 | 1 | 1 |
H.2.3 Раздельный анализ заданий A и B как единичных: расчет фактического количества технологических действий за смену (ATA) для задания A (см. таблицу H.3) и задания B (см. таблицу H.4)
Рассматривается схема, в которой два задания с одинаковой производительностью - 920 деталей за смену, выполняются двумя работниками, причем каждый из них в продолжение смены выполняет только одно задание за 460 минут рабочего времени с двумя десятиминутными перерывами и перерывом на обед.
Прочие необходимые для расчетов количественные данные заимствуются из таблицы H.1.
ATA, выполняемых за смену для заданий A и B можно рассчитать, FF и D по формуле (F.1).
В рассматриваемом примере:
ATA (задание A; правая верхняя конечность) =42·460=19320;
ATA (задание B; правая верхняя конечность) =32·460=14720;
ATA (задание A; левая верхняя конечность) =16·460=7360;
ATA (задание B; левая верхняя конечность) =16·460=7360.
Таблица H.3 - Характеристики задания А: характер и продолжительность технологических действий, неудобных положений и движений, воздействия усилия
Технологические действия | Продолжительность, НМ | Величина усилия по шкале Борга | |||||
неудобных положений и движений суставов | действия усилия | ||||||
Описание | Количество в цикле | Продолжи- | локтя | кисти, захвата | |||
сгибание/ | щипком | ладонью | |||||
Для правой верхней конечности | |||||||
Извлечение | 1 | 2 | 2 | 2 | 2 | ||
Захват | 4 | 8 | 8 | 8 | 0,5 | ||
Поворот | 4 | 10 | 10 | 10 | 0,5 | ||
Нажим | 4 | 10 | 10 | 0,5 | |||
Захват | 4 | 10 | 10 | 10 | 0 | ||
Установка | 4 | 10 | 10 | 10 | 0 | ||
Всего | 21 | 50 | 22 | 18 | 50 | 3,5 | |
Po | |||||||
Для левой верхней конечности | |||||||
Захват | 4 | 10 | 10 | 10 | 0,5 | ||
Установка | 4 | 10 | 10 | 10 | 0,5 | ||
Всего | 8 | 20 | 20 | 20 | 1,0 | ||
Po | |||||||
Таблица H.4 - Характеристики задания B: характер и продолжительность технологических действий, неудобных положений и движений, воздействия усилия
Технологические действия | Продолжительность, НМ | Величина усилия по шкале Борга | ||||
неудобных положений и движений суставов | действия усилия | |||||
Описание | Количество в цикле | Продолжительность, НМ | кисти, захвата щипком | |||
Для правой верхней конечности | ||||||
Захват | 8 | 12 | 12 | 12 |
| |
Установка | 8 | 12 | 12 | 12 |
| |
Захват | 8 | 12 | 12 | 12 |
| |
Установка | 8 | 12 | ||||
Всего | 32 | 48 | 24 | 24 |
| |
Po | ||||||
Для левой верхней конечности | ||||||
Захват | 8 | 12 | 10 | 12 |
| |
Установка | 8 | 12 | 10 | 12 |
| |
Всего | 16 | 24 | 20 | 24 |
| |
Po | ||||||
H.2.4 Раздельный анализ заданий A и B как единичных: расчет рекомендуемого количества технологических действий (RTA) для задания A (см. таблицу H.5) и задания B (см. таблицу H.6)
Рекомендуемое количество технологических действий за смену (RTA) при выполнении заданий A и B рассчитывается по формуле (F.2).
Значения следующие: CF=30; Fo; Po
; Re
; Ad
- см. таблицы H.З и H.4; D=460; Rc
=0,6 (см. приложение E); Du
=1 (см. приложение E).
Результаты для правой верхней конечности:
при выполнении задания A:
RTA=30·0,6·0,7·1·1· (460·0,6·1)=3477,6
при выполнении задания B:
RTA= 30·0,7·1·1·1· (460·0,6·1)=5796
Результаты для левой верхней конечности:
при выполнении задания A:
RTA=30·0,7·1·1·1· (460·0,6·1)=5796
при выполнении задания B:
RTA=30·0,7·1·1·1· (460·0,6·1)=5796
H.2.5 Анализ заданий A и B как единичных: расчет OCRA-индекса (см. таблицы H.5 и H.6)
В рассматриваемом примере:
результаты для правой верхней конечности:
- при выполнении задания A:
![]() (красная зона);
(красная зона);
- при выполнении задания B:
![]() * (желтая зона);
* (желтая зона);
___________________
* Вероятно ошибка оригинала. Следует читать: =2,5. - .
результаты для левой верхней конечности:
- при выполнении задания A:
![]() (зеленая зона);
(зеленая зона);
при выполнении задания B:
![]() (зеленая зона).
(зеленая зона).
Таблица H.5 - Исходные и промежуточные данные и результаты расчета OCRA-индекса при выполнении задания A
Полная продолжительность при выполнении повторяемого задания A, мин. | ||
Смены | 480 | |
Перерывов в работе | 20 | |
Неповторяемых заданий | 0 | |
Периода восстановления | 0 | |
Повторяемых заданий | 460 | |
Исходные и промежуточные данные для верхних конечностей | правой | левой |
Время цикла, с | 30 | |
Количество циклов за смену | 920 | |
Количество часов без адекватного восстановления | 4 | |
Период восстановления, ч | 0 | |
Коэффициент периода восстановления, Rc | 0,6 | |
Исходные и промежуточные данные для верхних конечностей | правой | левой |
Константа частоты технологических действий, CF | 30 | |
Коэффициент усилия, Fo | 1 | |
Коэффициент позы/положения, Po | 0,6 | 0,7 |
Коэффициент дополнительных факторов, Ad | 1 | |
Коэффициент повторяемости, Re | 0,7 | 1 |
Количество технологических действий без Rc | 5796 | 9660 |
Рекомендуемое количество технологических действий, RTA | 3477,6 | 5796 |
Фактическое количество технологических действий, ATA | 19320 | 7360 |
Частота технологических действий в минуту, FF | 42,0 | 16,0 |
Количество технологических действий в цикле | 21 | 8 |
Коэффициент продолжительности, Du | 1 | |
OCRA-индекс | 5,6 | 1,3 |
Таблица H.6 - Исходные и промежуточные данные и результаты расчета OCRA-индекса при выполнении задания B
Чистая продолжительность при выполнении повторяемого задания B, мин | ||
Смены | 480 | |
Перерывов в работе | 20 | |
Неповторяемых заданий | 0 | |
Периода восстановления | 0 | |
Повторяемых заданий | 460 | |
Исходные и промежуточные данные для верхних конечностей | правой | левой |
Время цикла, с | 60 | |
Количество циклов за смену | 460 | |
Количество часов без адекватного восстановления | 4 | |
Период восстановления, ч | 0 | |
Коэффициент периода восстановления, Rc | 0,6 | |
Константа частоты технологических действий, CF | 30 | |
Коэффициент усилия, Fo | 1 | |
Коэффициент позы/положения, Po | 0,7 | 0,7 |
Коэффициент дополнительных факторов, Ad | 1 | |
Коэффициент повторяемости, Re | 1 | |
Количество технологических действий без Rc | 9660 | |
Рекомендуемое количество технологических действий, RTA | 5796 | |
Фактическое количество технологических действий, ATA | 14720 | 7360 |
Частота технологических действий в минуту, FF | 32,0 | 16,0 |
Количество технологических действий в цикле | 32 | 16 |
Коэффициент продолжительности, Du | 1 | |
OCRA-индекс | 2,5 | 1,3 |
H.3 Анализ множественного задания
H.3.1 Расчет фактического количества технологических действий при выполнении заданий A и B по типу "множественные задания" (см. таблицу H.7)
В продолжение 460 минут чистого рабочего времени один рабочий выполняет попеременно задание A продолжительностью 200 минут и задание B продолжительностью 260 минут. Другой рабочий осуществляет чередование заданий таким же путем.
При сохранении того же времени цикла в каждом задании производительность для задания A - 400 штук за 200 мин, а для задания B - 260 штук за 260 мин.
ATA, необходимое для выполнения этих двух различных повторяемых заданий, можно получить, используя формулу (H.1).
В рассматриваемом примере:
- для правой верхней конечности:
ATA=16·200 (задание A)+32·260(задание B)=16720
- для левой верхней конечности:
ATA=16·200 (задание A)+16·260(задание B)=7360
H.3.2 Расчет рекомендуемого количества технологических действий (RTA) при выполнении заданий A и B по типу "множественные задания" (см. таблицу H.7)
Рекомендуемое RTA, необходимое для выполнения упомянутых двух различных повторяемых заданий, можно получить, используя формулу (D.2).
В рассматриваемом примере:
- для правой верхней конечности:
RTA=[[30·(1·0,6·0,7·1)·200]+[30·(1·0,7·1·1)·260]]·(0,6·1)=4788
- для левой верхней конечности:
RTA=[[30·(1·0,7·1·1)·200]+[30·(1·0,7·1·1)·260]]·(0,6·1)=5796
H.3.3 Расчет OCRA-индекса при выполнении заданий A и B по типу "множественные задания"
Полученные выше результаты дают возможность рассчитать OCRA-индекс по формуле (D.1).
В рассматриваемом примере при выполнении заданий A и B:
- для правой верхней конечности:
![]() ,
,
что соответствует желтой зоне;
- для левой верхней конечности:
![]() ,
,
что соответствует зеленой зоне.
Таблица H.7 - Исходные данные и результаты расчета OCRA-индекса при выполнении заданий A и B по типу "множественных"
Организационные производственные данные | |||||
Чистая продолжительность, мин | |||||
смены | 480 | ||||
перерывов в работе | 20 | ||||
неповторяемых заданий | 0 | ||||
повторяемого задания A | 200 | ||||
повторяемого задания B | 260 | ||||
периода восстановления | 0 | ||||
коэффициента периода восстановления, Rc | 0,6 | ||||
Время цикла, с | в задании A | 30 | |||
в задании B | 60 | ||||
Количество циклов за смену | в задании A | 400 | |||
в задании B | 260 | ||||
Количество часов без адекватного восстановления | 4 | ||||
Константа частоты, CF | 30 | ||||
Исходные и промежуточные данные для верхних конечностей | правой | левой | |||
при выполнении задания | A | B | A | B | |
Коэффициент усилия, Fo | 1 | ||||
Коэффициент позы/положения, Po | 0,6 | 0,7 | 0,7 | 0,7 | |
Коэффициент дополнительных факторов, Ad | 1 | ||||
Коэффициент повторяемости, Re | 0,7 | 1 | |||
Количество технологических действий без Rc | 2520 | 5460 | 4200 | 5460 | |
Рекомендуемое количество технологических действий, RTA | 4788 | 5796 | |||
Фактическое количество технологических действий, ATA | 8400 | 8320 | 3200 | 4160 | |
Частота (количество действий в минуту) | 12 | 32 | 16 | 16 | |
Количество технологических действий в цикле | 21 | 32 | 8 | 16 | |
Коэффициент продолжительности, Du | 1 | ||||
OCRA-индекс | 2,5 | 1,3 | |||
Примечание - Задание A выполняется на рабочем месте N 1, а задание B - на рабочем месте N 2. | |||||
H.4 Заключение
В рассматриваемом примере один оператор выполняет задание A с OCRA-индексом, соответствующим красной зоне, а второй - задание B с OCRA-индексом, соответствующим зеленой зоне. Реорганизация работы так, чтобы один и тот же оператор переключался с одного задания на другое, дает возможность снизить OCRA-индекс, а следовательно, и риск до желтой зоны для правой верхней конечности и до зеленой зоны для левой верхней конечности.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным (региональным) стандартам
Таблица ДА.1
Обозначение и наименование ссылочного международного (регионального) стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 547-1 Безопасность машин. Размеры тела человека. Часть 1. Принципы определения размеров проемов, обеспечивающих полный доступ человека к машине | - | * |
EN 547-2 Безопасность машин. Размеры тела человека. Часть 2. Принципы определения размеров проемов для отдельных частей тела человека | - | * |
EN 547-3 Безопасность машин. Размеры тела человека. Часть 3. Антропометрические данные | - | * |
EN 614-1 Безопасность машин и механизмов. Эргономические принципы проектирования. Часть 1. Термины и общие принципы | - | * |
EN 614-2 Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами | - | * |
EN 1005-2 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами | IDT | ГОСТ EN 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами |
EN 1005-3 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий для работы на машинах | IDT | ГОСТ EN 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах |
EN 1005-4:2005+А1:2008 Безопасность машин. Физические возможности человека. Часть 4. Оценка рабочих поз и движений относительно машины | IDT | ГОСТ EN 1005-4-2013 Безопасность машин. Физические возможности человека. Часть 4. Положение тела при работе с машинами и механизмами |
EN ISO 12100 Безопасность машин. Общие принципы расчета. Оценка рисков и снижение рисков | IDT | ГОСТ ИСО 12100-2014* Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 12100-2013. - . | ||
EN ISO 14738 Безопасность машин. Антропометрические требования к конструкции рабочих мест на/при машинах | - | * |
ISO/IEC Guide 51 Руководство 51 Аспекты безопасности - Стратегия их включения в стандарты | - | |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного (регионального) стандарта. Перевод данного международного (регионального) стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: IDТ - идентичные стандарты. | ||
Библиография
[1] | EN 894-2:2000+A1:2008 | Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 3: Control actuators (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления) |
[2] | EN ISO 5349-1:2001 | Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration - Part 1: General requirements (ISO 5349-1:2001) (Механические вибрации. Измерения и оценка воздействия на человека вибраций, передающихся через верхние конечности. Часть 1. Общие требования (ИСО 5349-1:2001) |
[3] | EN ISO 5349-2:2001 | Mechanical vibration - Measurement and evaluation of human exposure to hand-transmitted vibration - Part 2: Practical guidance for measurement at the workplace (ISO 5349-2:2001) (Механические вибрации. Измерения и оценка воздействия на человека вибраций, передающихся через верхние конечности. Часть 2. Практическое руководство для измерения на рабочем месте (ИСО 5349-2:2001) |
[4] | EN 1005-1 | Safety of machinery - Human physical performance - Part 1: Terms and definitions (Безопасность машин. Физические возможности человека. Часть 1. Термины и определения) |
УДК 621.9.02-434.5.006.354 | МКС 13.110 | Г07 | ОКП 38 1000 | IDT |
13.180 | ||||
Ключевые слова: антропометрия, безопасность, машина, оценка риска, приемлемо, неприемлемо, рабочая поза, рабочее движение, эргономика, частота движений | ||||
Электронный текст документа
и сверен по:
, 2015
{kind=link}