ГОСТ ISO/IEC 15419-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Информационные технологии
ТЕХНОЛОГИИ АВТОМАТИЧЕСКОЙ ИДЕНТИФИКАЦИИ И СБОРА ДАННЫХ
Испытания параметров при цифровом представлении и печати штрихового кода
Information technology. Automatic identification and data capture techniques. Bar code digital imaging and printing performance testing
МКС 01.080.50; 35.040
Дата введения 2019-05-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Научно-производственный центр "Интелком" (ООО "НПЦ "Интелком") совместно с Ассоциацией автоматической идентификации "ЮНИСКАН/ГС1 РУС" в рамках Межгосударственного технического комитета МТК 517 "Технологии автоматической идентификации и сбора данных" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 января 2018 г. N 105-П)
За принятие проголосовали:
Краткое наименование страны по МК (ISO 3166) 004-97 | Код страны по МК (ISO 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Институт стандартизации Молдовы |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 25 апреля 2018 г. N 211-ст межгосударственный стандарт ГОСТ ISO/IEC 15419-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 мая 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO/IEC 15419:2009* "Информационные технологии. Технологии автоматической идентификации и сбора данных. Испытания параметров при цифровом представлении и печати штрихового кода" ("Information technology - Automatic identification and data capture techniques - Bar code digital imaging and printing performance testing", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом ISO/IEC JTC 1/SC 31 "Технологии автоматической идентификации и сбора данных" совместного технического комитета по стандартизации ISO/IEC JTC 1 "Информационные технологии" Международной организации по стандартизации (ISO) и Международной электротехнической комиссии (IEC).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные пояснения по тексту настоящего стандарта, необходимые для пользователей, приведены в сносках и выделены курсивом*.
________________
* В оригинале обозначения и номера стандартов и нормативных документов по тексту документа приводятся обычным шрифтом. - .
6 ВВЕДЕН ВПЕРВЫЕ
7 Некоторые положения международного стандарта могут быть объектами патентных прав. Международная организация по стандартизации (ISO) и Международная электротехническая комиссия (IEC) не несут ответственности за идентификацию подобных патентных прав
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Технология штрихового кодирования основана на распознавании закодированных комбинаций штрихов и пробелов определенных размеров в соответствии со спецификацией символики, которая определяет правила представления знаков в виде таких комбинаций.
Цифровые системы создания изображений штрихового кода должны точно конвертировать подлежащую кодированию информацию в символы штрихового кода с соблюдением спецификации символики и требований применения. Такие системы состоят из двух основных компонентов, а именно: аппаратного устройства, которое воспроизводит изображение символа штрихового кода на бумаге, фотопленке, печатной форме или другой подложке, и соответствующего программного обеспечения, которое преобразует вводимые данные в цифровые команды, управляющие аппаратным устройством. Каждый из указанных компонентов может иметь множество форм и выполнять различные функции.
В целях обеспечения точности и последовательности функционирования данных систем изготовители оборудования для штрихового кодирования, поставщики символов штрихового кода и пользователи технологии штрихового кодирования нуждаются в общедоступных стандартных спецификациях для проверки цифровых систем создания изображений символов штрихового кода. Цель настоящего стандарта - определить общие принципы генерации изображения символов штрихового кода, выполняемой всеми компонентами системы, которая может быть дополнена с учетом особенностей, характерных для определенной категории программного и аппаратного обеспечения.
1 Область применения
Настоящий стандарт приводит характеристики и определяет категории цифровых систем для создания изображений символов штрихового кода, а также устанавливает параметры каждой системы, подлежащие контролю, и минимальные требования к указанным параметрам. Он определяет методы испытаний на соответствие указанных параметров настоящему стандарту.
Настоящий стандарт применяют совместно со стандартами, устанавливающими методику испытаний качества печати символов штрихового кода, в частности ISO/IEC 15416.
Настоящий стандарт не распространяется на мастер штрихового кода*, требования к которому установлены в ISO/IEC 15421.
_______________
* Мастер штрихового кода [bar code master]: экземпляр оригинала изображения линейного символа штрихового кода или двумерного символа на пленке или ином носителе, изготовленный с точным соблюдением допусков и предназначенный для воспроизводства традиционными способами печати.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. В случае ссылок на стандарты, у которых указана дата утверждения, необходимо пользоваться только указанной редакцией. В случае, когда дата утверждения не приведена, следует пользоваться последней редакцией ссылочных стандартов, включая любые поправки и изменения к ним:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 2859-1, Sampling procedures for inspection by attributes. Part 1: Sampling schemes indexed by acceptance quality limit (AQL) for lot-by-lot inspection [Процедуры выборочного контроля по качественным признакам. Часть 1. Планы выборочного контроля с указанием приемлемого уровня качества (AQL) для последовательного контроля партий]
ISO/IEC 15416, Information technology. Automatic identification and data capture techniques. Bar code print quality test specification. Linear symbols (Информационные технологии. Технологии автоматической идентификации и сбора данных. Спецификация испытаний символов штрихового кода для оценки качества печати. Линейные символы)
ISO/IEC 15420, Information technology. Automatic identification and data capture techniques. Bar code symbology specification - EAN/UPC (Информационные технологии. Технологии автоматической идентификации и сбора данных. Спецификация символики штрихового кода EAN/UPC)
ISO/IEC 15426-1, Information technology. Automatic identification and data capture techniques. Bar code verifier conformance specifications. Part 1: Linear symbols (Информационные технологии. Технологии автоматической идентификации и сбора данных. Спецификация соответствия верификатора штрихового кода. Часть 1. Для линейных символов)
ISO/IEC 19762-1, Information technology - Automatic identification and data capture (AIDC) techniques - Harmonized vocabulary - Part 1: General terms relating to AIDC [Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 1. Общие термины в области АИСД]*
ISO/IEC 19762-2, Information technology - Automatic identification and data capture (AIDC) techniques - Harmonized vocabulary - Part 2: Optically readable media (ORM) [Информационные технологии. Технологии автоматической идентификации и сбора данных. Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД)]*
_______________
* На момент публикации настоящего стандарта ISO/IEC 19762-1:2008 и ISO/IEC 19762-2:2008 заменены на ISO/IEC 19762:2016 "Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь".
3 Термины, определения и сокращения
Применительно к этому документу используются термины по ISO/IEC 19762-1, ISO/IEC 19762-2, а также следующие термины с соответствующими определениями:
3.1 адресуемая разрешающая способность изображения (addressable imaging resolution): Максимальное число точек изображения, приходящееся на единицу длины (например, число точек на миллиметр) на прямой линии, которое доступно дизайнеру штрихового кода.
Примечание 1 - Число точек на единицу длины, например число точек на миллиметр.
Примечание 2 - Этот параметр подразумевает, что дальнейшее увеличение разрешающей способности устройства или программного обеспечения лежит за пределами возможности дизайнера.
3.2 откорректированная компенсация ширины штриха (adjusted BWC): Значение компенсации ширины штриха после корректировки в соответствии с адресуемой разрешающей способностью изображения при формировании изображения**.
_______________
** компенсация ширины штриха (bar width compensation; BWC): Величина, на которую уменьшают/увеличивают ширину штрихов в мастере штрихового кода или цифровом файле штрихового кода для корректировки их ожидаемого приращения/сокращения при печати или создании изображения.
3.3 битовая карта (bit map): Электронное отображение отдельных пикселей, составляющих изображение, на выходе устройства создания изображения.
3.4 расходные материалы (consumables): Средства для печати, т.е. материалы, которые должны регулярно пополняться пользователем.
Примечание - Например, ленты, этикетки, подложки для печати, тонер, краски.
3.5 специализированный принтер штрихового кода (dedicated bar code printer): Печатающее устройство со встроенными вычислительными средствами для преобразования данных в символы штрихового кода.
3.6 цифровой файл символа штрихового кода (digital bar code file): Символ штрихового кода, создаваемый и хранимый в цифровом формате.
3.7 цифровая система создания изображений символов штрихового кода (digital bar code imaging system): Система, оснащенная необходимыми программными и аппаратными средствами для создания изображения символа штрихового кода.
3.8 дисторсия (distortion): Задаваемое изменение соотношения высоты и ширины элемента дизайна для компенсации изменения размеров, которое вносится в изображение, когда гибкая рельефная печатная форма оборачивается вокруг формного цилиндра ротационной печатной машины.
3.9 число точек на миллиметр (DPMM, dots per millimetre): Мера разрешающей способности печати, в особенности числа индивидуальных точек чернил или тонера, которые может производить принтер в пределах линии длиной в 1 мм.
3.10 принтер общего назначения (general purpose printer): Печатающее устройство, не имеющее встроенных средств для преобразования данных в готовые символы штрихового кода.
Примечание - Например, офисный принтер.
3.11 устройство вывода изображений (imagesetter): Устройство, используемое для вывода компьютерного изображения на фотопленку, фотобумагу или печатную пластину с адресуемой разрешающей способностью изображения.
3.12 средство перевода изображения (imaging tool): Механизм прямого или опосредованного перевода изображения на печатную основу.
3.13 ошибки округления (rounding errors): Ненадлежащее распределение устройством создания изображения точек в модулях штрихов или пробелов, когда любой модуль, основанный на номинальных размерах, заданных пользователем, не может быть составлен из соответствующего числа точек.
4 Программное обеспечение для создания штрихового кода
4.1 Общие требования
Испытания, приведенные в настоящем разделе, предназначены для определения и записи в отчет условий, при которых программное обеспечение совместно с печатающим устройством способно производить качественные символы. Испытания для определения этих условий обычно проводят в контролируемой среде. Текущая верификация символов, производимая в рабочей среде, должна соответствовать методологии ISO/IEC 15416. Необходимо также дополнительно проводить визуальную проверку, подтверждающую соответствие символа символике и иным применяемым спецификациям. Подробное руководство по техническому обслуживанию оборудования и содержанию расходных материалов приведено в приложении С.
4.1.1 Ввод данных
Текст для визуального чтения символов и знаки символа в любом символе по возможности должны генерироваться по одним и тем же данным, вводимым с клавиатуры. Программное обеспечение должно использовать соответствующие алгоритмы форматирования, установленные конкретными стандартами по применению.
Процесс ввода данных должен предусматривать возможность ввода пользователем соответствующих параметров символа, таких как задаваемый размер или коэффициент увеличения, отношение ширины широких и узких штрихов и высота штриха, если эти параметры могут задаваться пользователем в соответствии со спецификацией символики. Указанный ввод должен соответствовать возможностям системы создания изображений или печати и учитывать корректировку номинальных размеров элементов в соответствии с 4.2.
Контрольные знаки кодируемых данных либо вычисляют, либо проверяют при помощи программного обеспечения. Например, если программное обеспечение допускает ввод только 12 цифр для символа EAN-13, то оно должно автоматически вычислять контрольный знак. В противном случае программное обеспечение может вывести подсказку при вводе 13 цифр и указать на ошибку, если введен неверный контрольный знак, что обеспечивает ввод корректных данных.
При создании этикетки или макета рекомендуется, чтобы вводимые данные выводились на дисплей с учетом возможностей соответствующего устройства для их проверки оператором. Программное обеспечение может также дополнительно отображать кодируемые знаки символа.
4.1.2 Свободные зоны
Программное обеспечение должно указывать (в графической форме или в виде текстовой подсказки) область вокруг символа, которая должна быть отведена под свободную зону.
Примечание - Для соблюдения минимальных свободных зон при печати или размещении символа (например, если ожидается приращение или вариации размеров при печати на подложку) может потребоваться корректировка положения любой графической метки на изображении в цифровом формате, примыкающем к свободной зоне, или корректировка положения символа относительно границ области печати или подложки для его печати.
4.2 Рекомендации по категориям программного обеспечения и устройств создания изображений
Обзор категорий программного обеспечения и устройств создания изображений приведен в приложениях D и E соответственно.
4.2.1 Устройства прямого создания изображений символов штрихового кода
В настоящем пункте установлены требования к программному обеспечению и устройствам создания изображений, которые обеспечивают формирование окончательного растрового образа символа штрихового кода и его вывод на печать. Данная категория программного обеспечения подразделяется на две подкатегории, а именно: программное обеспечение для специализированных принтеров штрихового кода и программное обеспечение для принтеров общего назначения.
4.2.1.1 Специализированные принтеры штрихового кода
В настоящем подпункте изложены требования к программному обеспечению для специализированных принтеров штрихового кода, которые содержат базовое программное обеспечение низкого уровня, необходимое для генерации символов штрихового кода, т.е. во встроенных программах такого принтера заложены различные форматы символов. Программное обеспечение для проектирования символов штрихового кода посылает команды встроенным программам принтера на создание символа. Такие команды обычно задают знаки данных, размеры элементов (которые, как правило, указывают в значениях, кратных числу адресуемых точек), ориентацию и расположение символа.
4.2.1.1.1 Корректировка номинальных размеров элемента
Цель данной процедуры - создание символов с поправкой номинальной ширины модуля символа в целях устранения ошибок округления. Программное обеспечение должно обладать способностью корректировать ширину элементов символа с учетом установленной выходной разрешающей способности.
Это означает, что общая длина символа должна быть скорректирована таким образом, чтобы ширина всех элементов составляла целое число адресуемых точек. Для символов с фиксированным коэффициентом сжатия проводят пропорциональную корректировку высоты модуля (размер ).
Корректировку ширины проводят путем округления в меньшую сторону до ближайшего целого числа при условии, что это число находится в пределах значений ширины, предусмотренных спецификацией символики или стандартами по применению. Округление в меньшую сторону предпочтительно, поскольку округление в бльшую сторону может привести к сокращению свободной зоны или к наложению изображения на область, отведенную под свободную зону. Сокращение свободной зоны может быть результатом выбора ширины этикетки, очень близкой к номинальной длине символа. Наложение изображения на свободные зоны является результатом того, что соседние графические изображения не сдвигаются при увеличении длины символа. При округлении ширины модулей символов в б
льшую сторону программное обеспечение должно однозначно показывать дизайнеру области, необходимые для свободных зон.
Пример программирования приведен в приложении F.
4.2.1.1.2 Регистрация параметров дизайна
Цифровые файлы символов штрихового кода для специализированных принтеров обычно создают индивидуально для определенной разрешающей способности конкретной марки и модели специализированного принтера. Стороне, ответственной за печать символа штрихового кода, целесообразно создавать символ штрихового кода на стадии производства, которая наиболее близка к выводу символа. Если это невозможно, то другой стороне вместе с цифровым файлом символа штрихового кода должны быть переданы также определенные параметры дизайна. Для обеспечения качества печати символа на стадии вывода должны быть указаны следующие параметры для специализированных принтеров:
- разрешающая способность, установленная для вывода символа;
- скорректированные размеры модуля символа, основанные на установленной разрешающей способности (см. 4.2.1.1.1).
4.2.1.2 Принтеры общего назначения
В настоящем пункте приведены требования к программному обеспечению для принтеров общего назначения. Принтеры общего назначения не оснащены базовым программным обеспечением низкого уровня для генерации символов штрихового кода.
4.2.1.2.1 Корректировка номинальных размеров элементов
Цель данной процедуры - создание символов с поправкой номинальной ширины модуля символа для устранения ошибок округления. Программное обеспечение должно обладать способностью корректировать ширину элементов знаков символа с учетом установленной выходной разрешающей способности.
Это означает, что общая длина символа должна быть скорректирована таким образом, чтобы ширина всех элементов составляла целое число адресуемых точек. Для символов с фиксированным коэффициентом сжатия проводят пропорциональную корректировку высоты модуля (размер ).
Корректировку ширины проводят путем округления в меньшую сторону до ближайшего целого числа при условии, что это число находится в пределах значений ширины, предусмотренных спецификацией символики или стандартами по применению. Округление в меньшую сторону предпочтительно, поскольку округление в ![]() сторону может привести к сокращению свободной зоны или наложению изображения на область, отведенную под свободную зону. Сокращение свободной зоны может быть результатом выбора ширины этикетки, очень близкой к номинальной длине символа. Наложение изображения на область свободных зон является результатом того, что соседние графические изображения не сдвигаются при увеличении длины символа. При округлении длины символов в б
сторону может привести к сокращению свободной зоны или наложению изображения на область, отведенную под свободную зону. Сокращение свободной зоны может быть результатом выбора ширины этикетки, очень близкой к номинальной длине символа. Наложение изображения на область свободных зон является результатом того, что соседние графические изображения не сдвигаются при увеличении длины символа. При округлении длины символов в бльшую сторону программное обеспечение должно однозначно показывать дизайнеру области, необходимые для свободных зон.
4.2.1.2.2 Пример программирования приведен в приложении F.
Откорректированная компенсация ширины штриха
Размер точки, напечатанной на принтере общего назначения, обычно оказывается больше расстояния между центрами двух соседних точек (размер пикселя), как показано на рисунке 1 (справа).
|
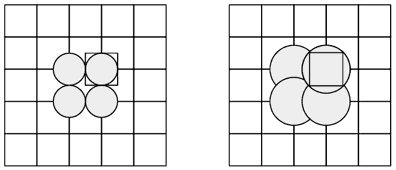
Примечание - На рисунке 1 слева размер точки равен размеру пикселя, справа размер точки больше размера пикселя.
Рисунок 1 - Сравнение пикселя и точки, напечатанной на принтере общего назначения
Увеличение размера точки при печати приводит к увеличению ширины штрихов и уменьшению ширины пробелов по отношению к номинальному значению, если программное обеспечение компьютера, управляющее принтером, не обеспечивает соответствующую корректировку. Процедуру компенсации ширины штриха обычно применяют при создании штрихового кода для компенсации приращения или сокращения ширины штриха в процессе печати.
Откорректированную компенсацию ширины штриха получают в результате такой компенсации ширины штриха, которая обеспечивает целое число точек, адресуемых устройством создания изображения, с учетом установленной выходной разрешающей способности. Существует два вида компенсации ширины штриха: уменьшение ширины штриха BWR и увеличение ширины штриха BWI. Если ожидают приращение ширины штриха при печати, применяют уменьшение ширины штриха путем округления в ![]() сторону до ближайшего целого числа. Округление в б
сторону до ближайшего целого числа. Округление в бльшую сторону в данном случае предпочтительнее, поскольку штрихи будут немного
пробелов. Если ожидают сокращение ширины штриха при печати, применяют увеличение ширины штриха, которое проводят путем округления в меньшую сторону до ближайшего целого числа. Округление в меньшую сторону в данном случае предпочтительнее, поскольку штрихи будут немного
пробелов.
Пример программирования приведен в приложении F.
4.2.1.2.3 Регистрация параметров дизайна
Если принтер оснащен должным образом и поддерживается в эксплуатационном режиме, он должен производить качественные символы, если условия вывода соответствуют установленным параметрам дизайна, а символ не был искажен в результате его импорта в пакет прикладных программ иллюстративной графики или верстки страниц. Стороне, ответственной за печать символа, рекомендуется создавать символ штрихового кода на стадии работ, наиболее близкой к выводу символа на печать. Если это невозможно, то другой стороне вместе с цифровым файлом символа штрихового кода передают также определенные параметры дизайна. Для обеспечения качества печати символа на принтерах общего назначения должны быть указаны следующие параметры дизайна:
- выходная разрешающая способность, установленная для вывода символа;
- скорректированные размеры модуля символа с учетом установленной выходной разрешающей способности;
- откорректированная компенсация ширины штриха, основанная на установленной выходной разрешающей способности.
4.2.2 Устройства непрямого создания изображений символов штрихового кода
Настоящий пункт содержит требования к программному обеспечению для устройств непрямого создания изображений (например, для устройств вывода изображений). Устройства вывода изображений обычно воспроизводят на фотопленке или фотобумаге изображения, которые затем используют для изготовления средств передачи изображений в традиционных печатных устройствах (например, печатных пластин).
Устройства вывода изображений могут быть использованы для создания символов штрихового кода напрямую, если необходимы символы с высоким разрешением. Эти устройства также могут быть напрямую использованы для создания изображения на печатной форме (например, прямое получение изображения на печатной форме).
4.2.2.1 Корректировка номинальных размеров элемента
Цель данной процедуры - создание символов с поправкой номинальной ширины модуля символа для устранения ошибок округления. Программное обеспечение должно позволять корректировку ширины элементов знаков символа с учетом установленной выходной разрешающей способности. Это означает, что общая длина символа корректируется таким образом, чтобы ширина всех элементов составляла целое число адресуемых точек. Для символов с фиксированным коэффициентом сжатия проводят пропорциональную корректировку высоты модуля (размер ).
Корректировку проводят путем округления в меньшую сторону до ближайшего целого числа при условии, что это число находится в пределах значений ширины, предусмотренных спецификацией символики или стандартами применения. Округление в меньшую сторону предпочтительно, поскольку округление в ![]() сторону может привести к сокращению свободной зоны или наложению изображения на область, отведенную под свободную зону. Сокращение свободной зоны может быть результатом выбора ширины этикетки, приблизительно равной номинальной длине символа. Наложение изображения на область свободных зон является результатом того, что соседние графические изображения не сдвигаются при увеличении длины символа. При округлении длины символа в б
сторону может привести к сокращению свободной зоны или наложению изображения на область, отведенную под свободную зону. Сокращение свободной зоны может быть результатом выбора ширины этикетки, приблизительно равной номинальной длине символа. Наложение изображения на область свободных зон является результатом того, что соседние графические изображения не сдвигаются при увеличении длины символа. При округлении длины символа в бльшую сторону программное обеспечение должно однозначно показывать дизайнеру область, необходимую для свободных зон.
Пример программирования приведен в приложении F.
4.2.2.2 Откорректированная компенсация ширины штриха
Компенсация ширины штриха относится к этапу создания штрихового кода, на котором задают значение компенсации приращения или сокращения ширины штриха в процессе печати. Например, если устройство печати вместо штриха шириной 0,254 мм наносит штрих шириной 0,330 мм, то приращение при печати составит 0,038 мм с каждой стороны штриха. Следовательно, для нанесения штриха, ширина которого близка к номинальному размеру 0,330 мм на пленке или средстве создания изображения в конечном варианте, должна быть использована компенсация ширины штриха, равная 0,076 мм. В данном примере ширина каждого штриха сокращается на 0,076 мм, а каждый соседний пробел увеличивается на 0,076 мм.
Откорректированная компенсация ширины штриха является результатом процедуры выбора такого значения компенсации ширины штриха, при которой в штрихе заключено целое число адресуемых устройством создания изображения точек с учетом установленной выходной разрешающей способности. Существует два вида компенсации ширины штриха: уменьшение ширины штриха BWR и увеличение ширины штриха BWI. Если ожидают приращение ширины штриха при печати, применяют уменьшение ширины штриха. Корректировку уменьшения ширины штриха проводят путем округления компенсации ширины штриха в ![]() сторону до ближайшего целого числа. Округление в б
сторону до ближайшего целого числа. Округление в бльшую сторону в данном случае предпочтительнее, поскольку штрихи будут немного
пробелов. Если ожидают сокращение ширины штриха при печати, применяют увеличение ширины штриха, которое проводят путем округления компенсации ширины штриха в меньшую сторону до ближайшего целого числа. Округление в меньшую сторону в данном случае предпочтительнее, поскольку штрихи будут немного
пробелов.
Пример программирования приведен в приложении F.
4.2.2.3 Корректировка с учетом планируемой дисторсии (изменений пропорций)
Символ штрихового кода обычно ориентируют так, чтобы штрихи были параллельны направлению подачи при печати (горизонтальная ориентация символа - штрихи в виде "забора"). В некоторых ситуациях неизбежно расположение штрихов символа перпендикулярно к направлению подачи (вертикальная ориентация символа - штрихи в виде "лестницы"), и в этом случае необходимо обеспечить дисторсию изображения в направлении движения ленты, степень которой зависит от установленной длины окружности формного цилиндра. Ниже указаны этапы создания символа штрихового кода для устранения ошибок округления, если на более поздней стадии производства символ будет подвергнут дисторсии:
1) определяют коэффициент дисторсии, необходимый для компенсации удлинения печатной формы в результате ее оборота вокруг цилиндра;
2) определяют номинальный размер на изображении с дисторсией путем умножения коэффициента дисторсии (определенного на этапе 0) на требуемый размер
символа, подлежащего печати;
3) корректируют номинальный размер на изображении с дисторсией, (определенный на этапе 2) путем его округления в меньшую сторону до ближайшего целого числа точек на модуль в устройстве вывода изображений;
4) определяют размер для использования при создании символа штрихового кода в дизайне оформления до внесения дисторсии, разделив скорректированный на этапе 3 номинальный размер
на коэффициент дисторсии.
Указанные этапы в сочетании с уменьшением ширины штриха BWR и специальными корректировками знаков символа, описанными в 4.2.2.4, соответствуют примеру, приведенному в F.3 приложения F.
4.2.2.4 Корректировка особых знаков символа EAN/UPC
Четыре знака символа EAN/UPC, которые используют для кодирования цифр 1, 2, 7 и 8, содержат "уменьшенные" и "увеличенные" штрихи и пробелы в соответствии с таблицей 8 ISO/IEC 15420. Корректировки этих знаков проводят независимо от уменьшения ширины штриха BWR, необходимого для компенсации равномерного приращения ширины штриха при печати. Для знаков 1 и 2 в левой половине символа EAN/UPC и для знаков 7 и 8 в правой половине символа EAN/UPC ширину элементов штрихов уменьшают на 1/13 размера (1/13
). Для знаков 7 и 8 в левой половине символа и знаков 1 и 2 в правой половине символа ширину элементов штрихов увеличивают на 1/13 размера
(1/13
).
Корректировку особых знаков символа EAN/UPC осуществляют путем изменения ширины штрихов знаков символа, представляющих числовые значения 1, 2, 7 и 8. Значение корректировки должно соответствовать целому числу адресуемых устройством вывода изображений точек, которое обеспечивает максимальное приближение к 1/13 (с округлением в
![]() сторону при
сторону при 0,5 или в меньшую сторону при <0,5)*. При корректировке каждого элемента, представляющего значения 1, 2, 7 и 8, всегда используют одинаковое число точек. Программное обеспечение должно изменять ширину знаков символа, представляющих цифры 1, 2, 7 и 8, с учетом таблицы 8 ISO/IEC 15420.
_______________
* Это означает, что если остаточный размер равен или более половины размера точки, то округление проводят в ![]() сторону, если менее - в меньшую сторону.
сторону, если менее - в меньшую сторону.
Пример данной процедуры приведен в приложении F.
4.2.2.5 Регистрация параметров дизайна
Процесс проектирования штрихового кода, описанный в 4.2.2.1-4.2.2.4, обеспечивает получение качественных символов, если условия вывода соответствуют установленным параметрам дизайна и цифровой файл символа штрихового кода не будет искажен в результате его импорта в пакет прикладных программ иллюстративной графики или верстки страниц. Целесообразно создавать символ штрихового кода на месте производства, когда уже известна выходная разрешающая способность. Если это невозможно, то другой стороне вместе с цифровым файлом символа штрихового кода передают также определенные параметры дизайна. С целью обеспечения качества символа на стадии вывода для устройств непрямого формирования изображений (например, для устройств вывода изображений) должны быть переданы следующие параметры дизайна:
- выходная разрешающая способность, установленная для вывода символа;
- скорректированные размеры модуля символа с учетом установленной выходной разрешающей способности;
- скорректированная компенсация ширины штриха с учетом установленной выходной разрешающей способности;
- планируемый печатный процесс и ориентация символа;
- наименование организации и фамилии разработчиков, а также обозначение файла штрихового кода;
- используемый пакет программ для создания символа;
- дата создания символа;
- при необходимости, описание предмета, для которого создан штриховой код, и наименование организации - заказчика штрихового кода.
4.3 Требования к испытаниям
4.3.1 Конфигурация системы
Для каждой конфигурации системы, подлежащей испытаниям, должно быть установлено программное обеспечение, соответствующее требованиям поставщика. В результатах испытания следует указывать следующую информацию о конфигурации системы:
- конфигурацию оборудования и соответствующие параметры (компьютер, интерфейс, марка и модель принтера, выходная разрешающая способность);
- идентификацию программного обеспечения, подлежащего испытаниям, включая номера версии и редакции;
- дополнительное программное обеспечение, встроенные программы и компоненты оборудования, необходимые для проверки функций программного обеспечения, подлежащего испытаниям;
- любые другие ограничения или требования (например, в отношении расходных материалов), которые могут оказать влияние на результаты испытания.
4.3.2 Порядок проведения испытания
Следует установить рабочую систему и программное обеспечение, подлежащее испытаниям, в конфигурации, указанной в 4.3.1. При помощи тестового макета, приведенного в приложении А, для каждой символики, подлежащей испытаниям, должны быть проверены следующие параметры:
- случайно выбранные строки данных, соответствующие набору знаков данной символики;
- длины строк данных;
- дополнительные параметры символики [например, дополнительные символы EAN/UPC, дополнительный контрольный знак, все знаки версии набора 7-битовых кодированных знаков КОИ-7 (набор ASCII), специальные подмножества символики, например, GS1-128];
- размеры (по меньшей мере два значения);
- отношение широкого элемента к узкому для символик с двумя значениями ширины;
- компенсация ширины штриха, если такая опция доступна пользователю.
По возможности следует провести испытание полного набора знаков, что подразумевает серию испытаний. Помимо этого, в испытания должны быть включены данные и значения параметров, которые выходят за рамки возможностей программного обеспечения или символики, чтобы проверить способность программного обеспечения обнаруживать и выводить информацию об ошибках. Для каждого параметра должно быть проведено не менее одного испытания, но нет необходимости испытывать все возможные комбинации опций.
Символы в окончательном исполнении должны быть верифицированы при помощи устройства, соответствующего требованиям ISO/IEC 15426.
4.4 Соответствие
Программное обеспечение соответствует требованиям настоящего стандарта, если:
- символы соответствуют требуемой спецификации символики;
- данные, полученные в результате декодирования всех испытанных символов, соответствуют введенным данным;
- программное обеспечение используют в качестве компонента системы прямой печати символов штрихового кода, необходимо испытать по крайней мере 10 образцов; при этом все указанные образцы должны иметь значение параметра декодируемости не менее 62% в соответствии с требованием ISO/IEC 15416 для указанных в протоколе испытания условий;
- размеры символов скорректированы на основании введенных пользователем данных во избежание ошибок округления пикселей. Если программное обеспечение автоматически не корректирует размер или
(отношение ширины широкого элемента к узкому) для соответствия разрешающей способности принтера, то пользователю должны быть даны указания относительно того, как именно проводить такую корректировку.
4.4.1 Сертификация
Изготовитель программного обеспечения должен включить в документацию заявление о том, что данное программное обеспечение испытано в соответствии с настоящим стандартом. В документации должна быть дана ссылка(и) на соответствующий протокол испытания и приведена информация о том, где и как ее можно получить.
4.4.2 Спецификация программного обеспечения
Поставщик программного обеспечения должен предоставить по официальному запросу спецификацию функций и параметров для штрихового кода, которая соответствует требованиям настоящего стандарта, в том числе копию протокола испытания и (если применимо) следующую информацию:
- конфигурацию(и) системы, на которой(ых) проводилось испытание на соответствие программного обеспечения;
- поддерживаемые символики и дополнительные параметры;
- диапазон поддерживаемых размеров и
и значений
(отношение ширины широкого элемента к узкому);
- методы/опции ввода данных;
- другие задаваемые пользователем параметры символов, включая диапазоны значений таких параметров;
- другие параметры, связанные со штриховым кодом, и выполняемые функции.
В приложении G приведен перечень наиболее распространенных функций, которые могут быть выполнены программным обеспечением для производства символов штрихового кода.
В спецификации также должно быть однозначно указано, должен ли пользователь использовать дополнительные элементы или операции, чтобы программное обеспечение работало должным образом как часть системы, например:
- вычисление контрольного знака символа;
- особый ввод определенных обязательных служебных компонентов, таких как знаки Start (СТАРТ) или Stop (СТОП);
- выбор и оптимизация подмножества кода;
- оптимизация формата символа (например, длины символа для символики Code 128).
4.5 Протокол испытания
Протокол испытания должен четко идентифицировать испытанное программное обеспечение (включая номер версии или редакции) и содержать следующую информацию:
- конфигурацию оборудования, программного обеспечения и расходных материалов в соответствии с 4.3.1;
- данные о символиках, использованных в испытаниях, и соответствие полученных результатов спецификации символики;
- испытанные дополнительные параметры символики и соответствие полученных результатов спецификации символики;
- введенные данные и значения параметров, установленные пользователем;
- данные, полученные на выходе в результате декодирования, и их соответствие введенным данным и значениям;
- значения и
в сравнении с ожидаемыми значениями
и
;
- класс декодируемости в соответствии с нормативными документами, в частности с ISO/IEC 15416;
- результаты испытаний функций обработки ошибок (например, регистрация ошибок сообщения, отказы при выводе символа).
5 Специализированные принтеры штрихового кода
Испытания, описанные в настоящем разделе, предназначены для определения условий, при которых специализированные принтеры для печати символов штрихового кода способны воспроизводить качественные символы. Испытания, проводимые в указываемых в протоколе условиях, обычно выполняют в контролируемой среде. Текущую верификацию символов, получаемых в процессе эксплуатации принтера, следует проводить с использованием методологии, приведенной в ISO/IEC 15416. Подробное руководство по обслуживанию оборудования и снабжению расходными материалами приведено в приложении С.
5.1 Требования к вводу данных
Встроенное программное обеспечение принтера должно вычислять либо проверять контрольные знаки для кодируемых данных. Например, если программное обеспечение допускает ввод 12 цифр символа EAN-13, то встроенное программное обеспечение принтера должно автоматически вычислять контрольный знак. Программное обеспечение также может допускать ввод 13 цифр с указанием ошибки при вводе неверного контрольного знака, что обеспечивает ввод корректных данных.
5.2 Требования к испытаниям
5.2.1 Выбор оборудования для испытания
Испытание качества печати должно быть проведено по крайней мере на одном принтере, выбранном из партии в соответствии с установленной изготовителем схемой выборочного контроля за качеством.
Примечание - Изготовитель должен обеспечить, чтобы выбранный принтер являлся представительным для принтеров данного типа. Процедуры выборочного контроля приведены в ISO 2859-1.
5.2.2 Условия проведения испытаний
5.2.2.1 Среда
Испытания систем печати символов штрихового кода следует проводить при следующих условиях:
- источник питания - номинальное значение;
- температура окружающей среды - в установленном изготовителем диапазоне, если не указано, то (23±5)°С;
- относительная влажность воздуха - в установленном изготовителем диапазоне, если не указано, то (50±10)%.
Расходные материалы, используемые в ходе испытаний, следует хранить при указанных изготовителем значениях температуры и влажности в течение времени, достаточного для обеспечения стабильности их размеров при испытаниях.
Условия, в которых проводились испытания, должны быть указаны в протоколе испытаний.
5.2.2.2 Конфигурация оборудования
Оборудование для проведения испытаний устанавливают в конфигурации, типовой для прогнозируемых условий применения. В протоколе испытаний должна быть указана следующая информация:
- средства контроля за принтером, необходимые для проверки соответствия напечатанного изображения заданному символу штрихового кода;
- физические условия, например тип интерфейса;
- логические условия, например тип данных, посылаемых на принтер [строка знаков версии набора КОИ-7 (набор ASCII), битовая карта].
Если при испытаниях используют принтер общего назначения, то программное обеспечение компьютера, управляющего принтером, должно генерировать символы, соответствующие спецификации символики. Указанное программное обеспечение должно быть идентифицировано.
5.2.3 Порядок проведения испытаний
Изготовитель должен выбрать для испытания по крайней мере одну символику из ряда символик, которые способна воспроизводить система печати, а также строки данных в соответствии с набором знаков соответствующей символики. Чтобы определить два результата для каждой ориентации символа, используют тестовый макет, приведенный в приложении А.
Первый этап - определение наименьшего размера , при котором класс символа не должен быть ниже 1,5 в соответствии с ISO/IEC 15416 в ходе испытания, проводимого в следующих условиях:
- принтер должен находиться в выключенном состоянии не менее 2 ч. перед началом испытания;
- образцы должны печатать непрерывно в течение 5 мин или, если этого времени недостаточно, в течение времени, достаточного для печати 100 образцов;
- символы на тестовом макете должны иметь диапазон размеров , установленный изготовителем;
- скорость печати тестовых символов должна соответствовать установленной изготовителем и быть указана в протоколе испытания;
- первые 50 образцов и последние 50 образцов тестового прогона должны быть измерены в соответствии с ISO/IEC 15416;
- за результат принимают наименьший размер , при котором достигнут класс символа 1,5 для 95 из 100 измеренных образцов.
Второй этап - определение максимальной скорости печати, при которой обеспечивается класс символа не ниже 1,5 в соответствии с ISO/IEC 15416 в серии тестовых прогонов, выполненных при следующих условиях:
- принтер должен находиться в выключенном состоянии не менее 2 ч перед началом испытания;
- образцы должны печатать непрерывно в течение 5 мин или, если этого времени недостаточно, в течение времени, достаточного для печати 100 образцов;
- печать проводят в диапазоне скоростей, выбранных изготовителем;
- размер образцов в тестовом прогоне должен быть наименьшим из установленных на предыдущем этапе испытания и должен быть запротоколирован в результатах испытания;
- первые 50 и последние 50 образцов тестового прогона должны быть измерены в соответствии с ISO/IEC 15416;
- за результат принимают наибольшую скорость прогона, при которой обеспечивается класс качества символа 1,5 для 95 из 100 измеренных образцов.
Если изготовитель должен дополнительно указать в протоколе значения минимального размера и максимальной скорости, при которых обеспечиваются другие классы качества печати символов, то он должен проводить аналогичную серию испытаний в установленных условиях с заменой класса символа 1,5 на требуемый класс символа.
Для систем, обладающих способностью последовательного увеличения или уменьшения значений поля данных, по крайней мере один символ штрихового кода в тестовом макете должен соответствовать следующим требованиям:
- включать представление для визуального чтения;
- закодированные данные должны увеличиваться или уменьшаться с шагом, равным 1 (или другому значению, которое должно быть указано в результатах испытания);
- начальный номер должен быть выбран случайным образом так, чтобы вместе с начальными нулями или другими префиксами он представлял собой символ требуемой длины и при этом оставался в пределах емкости символа.
5.3 Соответствие
Система печати штрихового кода соответствует настоящему стандарту, если:
- символы соответствуют требуемой спецификации символики;
- данные, полученные в результате декодирования всех испытанных символов, соответствуют введенным данным;
- по меньшей мере 95% напечатанных символов имеют установленный минимально допустимый класс качества, а остальные - класс символа 1 или выше.
5.3.1 Сертификация и маркировка
Изготовитель должен включить в состав документации на принтер декларацию о том, что данное оборудование испытано в соответствии с настоящим стандартом. В документации должна(ы) быть ссылка(и) на соответствующий протокол испытаний и информация о способах его получения.
Изготовитель может прикрепить к оборудованию этикетку, указывающую на то, что принтер испытан в соответствии с настоящим стандартом. В отношении такой маркировки какие-либо требования не установлены.
5.3.2 Спецификация оборудования
Производитель должен указывать в документации, доступной пользователю оборудования, следующее:
- результаты тестирования по 5.2.3;
- тип и количество интерфейсов;
- соединители интерфейсов;
- скоростные характеристики интерфейса (в бодах);
- коммуникационные протоколы установления связи;
- поддерживаемые языки программирования;
- поддерживаемые символики и их дополнительные параметры;
- номинальную разрешающую способность печатающей головки (в качестве опции), например 8 точек на 1 мм;
- поддерживаемые принтером размеры ;
- для символик с двумя значениями ширины - доступные для печати значения отношения ширины узких и широких элементов в пределах диапазона, указанного в спецификации символики.
В дополнение к указанным выше данным изготовитель принтера может по своему усмотрению предоставить сведения о вариантах конфигурации оборудования и интерфейса.
5.4 Протокол испытаний
В протоколе испытаний должны быть указаны условия, в которых проводились испытания, программное обеспечение и конфигурация оборудования, заданные параметры, тестовый макет, размеры выборки и использованные расходные материалы, а также приведены следующие данные:
- данные о символиках, использованных в испытаниях, и вывод о том, соответствуют ли результаты испытаний спецификации символики;
- испытанные дополнительные параметры символики, например дополнительные символы EAN/UPC, дополнительный контрольный знак, кодирование полной версии набора 7-битовых кодированных знаков КОИ-7 (набор ASCII), специальные подмножества символики, такие как GS1-128, и соответствуют ли результаты испытаний спецификации символики;
- спецификации размеров: размеры и
(которые должны быть выражены в миллиметрах или в дюймах и миллиметрах, но также могут быть выражены в пикселях или в виде целого числа, кратного номинальной разрешающей способности принтера при условии, что этот параметр, в свою очередь, выражен в миллиметрах или в дюймах и миллиметрах), а также отношение широкого к узкому (если применяется);
- кодируемые строки данных;
- для каждых значений размера и ориентации символа должны быть указаны среднее значение размера
и процент классов символа в соответствии с ISO/IEC 15416, которые были достигнуты в каждой выборке;
- другие ограничивающие факторы, которые могут повлиять на класс символов, например скорость, рабочий цикл, промежуточное расстояние, длина или высота символа.
Если испытания проводят с увеличением/уменьшением значения поля данных, кроме вышеуказанного, в протоколе должна быть приведена следующая информация:
- символика;
- начальные значения;
- шаг(и) увеличения/уменьшения;
- конечные значения;
- подтверждение, что заданная последовательность соблюдена.
По официальному запросу должна быть предоставлена копия протокола испытания, включающего параметры, указанные в приложении B.
Приложение A
(обязательное)
Образец тестового макета
Минимальными требованиями к тестовому макету является наличие одного символа штрихового кода, напечатанного в горизонтальной и в вертикальной ориентации, а также представление для визуального чтения закодированных данных (последнее требование является необязательным в случае символов многострочных или матричных символик, кодирующих более 50 знаков данных).
Макет, изображенный на рисунке A.1, представляет рекомендуемое расположение тестовых символов штрихового кода на тестовой этикетке. Размеры этикетки не определены, ее ширина должна соответствовать ширине области печати конкретного принтера, на котором проводят испытание, а число символов символики и относительное расположение тестовых символов может быть уточнено. Область печати должна распространяться на всю ширину макета, за исключением мест, оставленных для свободных зон до знака Start (СТАРТ) и после знака Stop (СТОП) в тестовых символах.
|
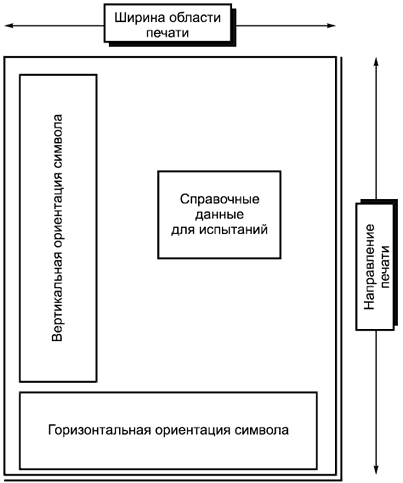
Рисунок A.1 - Образец тестового макета
Приложение B
(обязательное)
Общие требования к конструкции и эксплуатации
B.1 Установка, эксплуатация и обслуживание. Общие положения
В документации, поставляемой изготовителем или доступной для персонала, устанавливающего, использующего и обслуживающего оборудование, должны быть определены условия установки, эксплуатации и обслуживания этого оборудования. В документации также могут быть указаны рекомендуемый порядок и периодичность его обслуживания. Если оборудование устанавливают, эксплуатируют и обслуживают в соответствии с вышеуказанными требованиями, то оно должно функционировать надлежащим образом.
B.2 Источник питания
Изготовитель должен указать предельные параметры источника питания, при которых режим работы оборудования соответствует установленному в документации.
B.3 Температура
B.3.1 Диапазон температур при эксплуатации
Изготовитель должен установить диапазон температур в градусах Цельсия, в пределах которого должно работать оборудование.
B.3.2 Диапазон температур при хранении
Изготовитель должен указать диапазон температур в градусах Цельсия, при которых оборудование, включая сменные элементы питания, будет работать без потери своих характеристик.
B.4 Влажность
Изготовитель должен установить диапазон значений относительной влажности RH воздуха, в пределах которого допускается эксплуатация оборудования, а также указать, допустимо ли наличие конденсата во внешней среде.
Приложение C
(рекомендуемое)
Обслуживание и снабжение
C.1. Термопринтеры и термотрансферные принтеры
Термопринтеры и термотрансферные принтеры прямой печати нуждаются в разных настройках для получения оптимальных результатов с различными комбинациями этикеточных и ленточных материалов. При проведении необходимых изменений и настроек следует руководствоваться рекомендациями изготовителей.
При проведении изменений (например, формата печати, типа ленты, типа этикетки, скорости печати или степени нагрева печатающей головки) рекомендуется напечатать пробный символ и проверить его с помощью верификатора в соответствии с ISO/IEC 15416. Для определения качества печати для большого тиража идентичных символов целесообразно проверить один символ. При печати символов с различным содержанием данных рекомендуется для проверки использовать символ UPC-A, содержащий цифры 4 12785 12783 2.
При проверке тестового символа, напечатанного термотрансферным принтером, часто обнаруживают, что класс качества символа менее 2,5. Если указанный класс символа не достигнут, вероятнее всего, это связано с настройкой принтера, загрязнением изображения или неисправностью. Некоторые материалы для прямой термопечати этикеток не позволяют получить класс качества выше 2,5.
Качество печати символов на термопринтерах, как правило, ухудшается по мере того, как на печатающей головке принтера образуется налет. Поэтому рекомендуется регулярно очищать печатающую головку и прилегающие поверхности в соответствии с рекомендациями изготовителя.
Печатающие головки термопринтеров иногда изнашиваются до такой степени, что один или несколько точечных элементов не нагреваются до установленного значения. В этом случае напечатанные символы могут не считываться.
Одним из решений этой проблемы может быть постоянная верификация качества печати. Ряд принтеров оснащен интерактивными верификационными устройствами, работающими в оперативном режиме с индикацией при обнаружении недостатков. Хотя такие интерактивные верификаторы не могут контролировать все параметры по ISO/IEC 15416, они тем не менее могут быть весьма полезны для мониторинга процесса печати.
Альтернативный метод обнаружения дефектных точек - печать линии вдоль символа в соответствии с рисунком C.1. Любой точечный дефект, который будет выглядеть как маленький разрыв линии, будет заметен оператору.
|
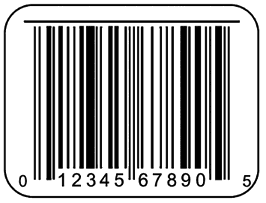
Рисунок C.1 - Линия для выявления дефектных элементов печатающей головки
C.2 Офисные принтеры общего назначения
После установки необходимого программного обеспечения, оборудования и расходных материалов определяют степень увеличения символа и другие параметры, используемые для создания этикеток или ярлыков со штриховым кодом. Затем проводят печать двух тестовых символов UPC-A со следующими контрольными данными:
0 12345 01234 1
6 78912 56789 0
Затем верифицируют оба тестовых символа UPC-A по ISO/IEC 15416. Рекомендуется, чтобы при первоначальной установке был получен класс качества печати символа 2,5 или выше. Если один или оба тестовых символа имеют класс качества символа ниже 2,5, то качество печати можно улучшить путем изменения некоторых переменных величин в программном обеспечении или настроек принтера. Помимо верификации тестовые символы следует проверить на предмет наличия соответствующих свободных зон, высоты штриха и разборчивости представления для визуального чтения. Если в параметры программного обеспечения внесены изменения, необходимо повторить процедуры начальной установки.
Все типы принтеров должны проходить регулярное техническое обслуживание. Например, для лазерных принтеров требуется не только пополнение тонера, но и периодическая замена компонентов, таких как барабаны, термозакрепляющие устройства, щетки. Расходные материалы и запасные части могут находиться в одном картридже или устанавливаться отдельно в зависимости от марки и модели принтера. Поскольку на печать этикетки со штриховым кодом идет больше черного тонера, чем на печать обыкновенного текста, число страниц, которое может быть напечатано в интервале между двумя сеансами технического обслуживания, уменьшается.
Напечатанные символы следует проверять визуально, и, если при осмотре изображения появляются какие-либо сомнения, необходимо проводить верификацию. Верификация символов, проводимая на рабочем месте или вне его, является эффективным средством поддержания качества печати. Верификацию особенно целесообразно проводить после замены расходных материалов или после проведения технического обслуживания принтера.
Приложение D
(справочное)
Классификация программного обеспечения по категориям
В настоящем приложении приведены наиболее распространенные категории программного обеспечения для производства символов штрихового кода.
D.1 Шрифты штрихового кода
Указанные шрифты могут существовать в виде загружаемых шрифтов, встроенных в главный компьютер или принтер, либо в виде шрифтов, пересылаемых на принтер из главного компьютера для выполнения определенной задачи, либо в виде аппаратно-программных средств (например, сменного картриджа или подобного устройства). Указанные средства должным образом генерируют комбинации штрихов и пробелов для каждого знака символа или кодового слова, передаваемого из главной системы.
D.2 Программное обеспечение общего назначения для создания этикетки
Данное программное обеспечение может обладать многочисленными параметрами, выходящими за пределы области применения настоящего стандарта. Его основная функция - создать (или вызвать из памяти) законченный макет этикетки с текстом, графическими и прочими элементами, принять переменные данные, вводимые из различных источников, послать команды на принтер и обеспечить печать требуемой этикетки. В тестовый макет могут быть включены символы различных символик с различными размерами и ориентацией. Программное обеспечение может включать драйверы для определенной модели принтера или для ряда моделей принтеров либо передавать их программному драйверу отдельного принтера.
D.3 Драйверы принтера
Программные драйверы принтера, как правило, специфичны для определенной модели или ряда моделей принтера, они выполняют функцию преобразования команд, посылаемых другим программным обеспечением общего назначения, в графические команды, результатом выполнения которых является печать требуемого изображения. Драйверы могут иметь собственные шрифты для штрихового кода и текста, но могут выполнять и определенные промежуточные вычислительные функции по преобразованию введенных данных в символ штрихового кода.
D.4 Программное обеспечение общего назначения (например, текстовые редакторы, базы данных)
Программное обеспечение указанного типа входит в область применения настоящего стандарта, если оно выполняет функции, результатом которых является вывод символа штрихового кода, например путем выбора встроенного шрифта штрихового кода.
D.5 Контроллер штрихового кода
Контроллер штрихового кода - это устройство, которое перехватывает определенные последовательности знаков данных, поступающих с компьютера, и преобразует их в графические команды, в результате выполнения которых будет напечатан символ штрихового кода. Как правило, контроллеры находятся:
- во внешнем устройстве (в интерфейсном блоке), подключенном между портом вывода данных главного компьютера и портом ввода принтера, либо
- на дополнительной монтажной плате или компоненте, встроенной в главный компьютер или принтер.
D.6 Программное обеспечение для создания издательского оригинала символа
Описание функций, выполняемых программным обеспечением, генерирующим изображения символов штрихового кода на промежуточных средствах перевода изображения для последующего их воспроизведения традиционными методами печати, приведено в 4.2.2.
Приложение E
(справочное)
Классификация устройств создания изображения по категориям
Специализированный принтер штрихового кода - это печатающее устройство, специально оснащенное для преобразования данных в символы штрихового кода. В 4.2.1.1 приведены требования к программному обеспечению для специализированных печатающих устройств штрихового кода. Эти устройства при печати штрихового кода, как правило, имеют диапазон адресуемой разрешающей способности изображения от 4 точек на миллиметр до 24 точек на миллиметр (рисунок E.1). Типичными примерами устройств данной категории являются термопринтеры и термотрансферные принтеры, используемые для печати этикеток и ярлыков с символами штрихового кода в условиях производства (в производственных цехах, на грузовых причалах, складах и т.д.).
Принтер общего назначения - это печатающее устройство, не имеющее встроенных средств для преобразования последовательностей данных в требуемые символы штрихового кода. Когда речь идет о печати штрихового кода, такие принтеры могут быть названы примитивными. В 4.2.1.2 приведены требования к программному обеспечению для принтеров общего назначения с диапазоном типовой разрешающей способности от 9,45 точек на миллиметр до 48 точек на миллиметр (рисунок E.1). Программное обеспечение данной категории может быть использовано для печати на принтере этикеток или ярлыков в офисе или дома. Примерами принтеров общего назначения являются лазерные и струйные офисные принтеры.
Устройство непрямого создания изображений используют для создания изображения штрихового кода на средстве перевода изображения (например, на печатной пластине, экране или цилиндре), которое, в свою очередь, применяют для печати окончательного символа штрихового кода. Печать производится с помощью устройства, которое называют устройством вывода изображений*. В 4.2.2 приведены требования к программному обеспечению устройств вывода изображений с типовой разрешающей способностью от 40 точек на миллиметр и выше (рисунок E.1). Программное обеспечение устройств этой категории, как правило, применяют дизайнеры и специалисты по допечатным процессам, работающие в области графического дизайна.
_______________
* Устройство вывода изображений позволяет получить только печатную фотоформу, но не печатный оттиск.
|
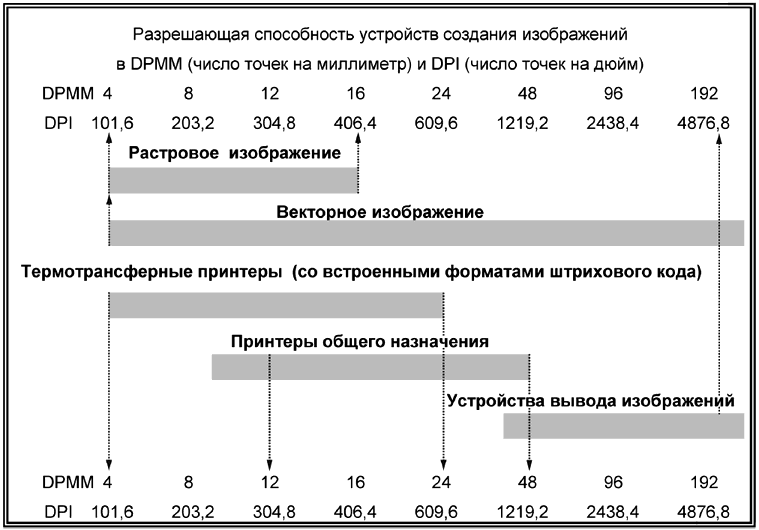
Рисунок E.1 - Категории устройств создания изображения
Существуют также устройства создания изображений, которые не попадают в указанные категории. К ним относятся цифровые печатные машины, высокоскоростные цифровые печатные машины непрерывного действия, оборудование для прямой печати на печатную форму и устройства печати, регулирующие соотношения скорости подачи и скорости печати или движения игл при контактной печати с целью перекрытия точек. Программистам, разрабатывающим программное обеспечение для таких устройств, рекомендуется подробно ознакомиться с 4.2.1.1, 4.2.1.2 и 4.2.2.
Приложение F
(справочное)
Примеры программирования
F.1 Пример программирования для принтеров общего назначения
Основания для исходных условий:
- символ UPC-E с 67 модулями, включая свободные зоны;
- номинальный размер символа UPC-E - 0,330 мм;
- допустимый диапазон увеличения символа UPC-E от номинального размера от 80% до 200%;
- коэффициент увеличения 0,80 (после корректировок с учетом адресуемой разрешающей способности изображения);
- размер модуля округляют в меньшую сторону (за исключением случаев, когда в результате корректировки размеров коэффициент увеличения менее 0,80);
- уменьшение ширины штриха округляют в ![]() сторону (указанный метод округления предпочтителен).
сторону (указанный метод округления предпочтителен).
Общий порядок действий:
1) преобразуют номинальное увеличение или размер в размер модуля, выраженный в точках, с учетом разрешающей способности, требуемой для создания изображения;
2) преобразуют номинальное значение уменьшения ширины штриха BWR в целое число точек с учетом разрешающей способности, требуемой для создания изображения;
3) применяют параметры вычисления точек к каждому элементу знака символа, знака-ограничителя и к свободной зоне.
Исходные условия:
- заданный пользователем номинальный размер - 0,355 мм;
- заданное пользователем номинальное уменьшение ширины штриха BWR - 20% размера ;
- адресуемая разрешающая способность изображения устройства вывода изображений - 24 точки/мм.
Порядок выполнения:
1) вычисляют число точек, приходящихся на модуль в символе с размером , равным 0,355 мм, путем умножения размера
на разрешающую способность принтера (24 точки/мм
0,355 мм = 8,52) с последующим округлением в меньшую сторону до 8 точек на модуль;
2) 20%-ное уменьшение ширины штриха BWR равно 0,2x8=1,6 точки; при округлении в ![]() сторону - 2 точки на элемент.
сторону - 2 точки на элемент.
В таблице F.1 приведена "корректировка" символа UPC-E, кодирующего знаки данных 00783491, с вышеуказанными параметрами. Разряд начального ноля всегда принимает значение ноль и поэтому не кодируется в знаках символа. Последняя цифра "1" не кодируется в знаке символа. Ее значение получают из сочетания паритетов шести закодированных знаков по ISO/IEC 15420.
Таблица F.1 - Корректировка символа UPC-E с учетом адресуемой разрешающей способности изображения (цифры, выделенные полужирным шрифтом, соответствуют элементам - штрихам)
Данные, закодированные в символе UPC-E (00783491) | Начальная последовательность элементов в знаке символа (ширина модуля в числе точек) | Число точек на элемент после корректировки в соответствии с коэффициентом увеличения (8 точек на модуль) | Число точек на элемент после корректировки уменьшения ширины штриха (±2 точки) |
Левая свободная зона (9Х) | 9 | 72 | 73 |
Левый знак ограничитель | 1-1-1 | 8-8-8 | 6-10-6 |
0 | |||
Начальный ноль - всегда ноль и в символе не кодируется | |||
0 | 1-1-2-3 | 8-8-16-24 | 10-6-18-22 |
7 | 2-1-3-1 | 16-8-24-8 | 18-6-26-6 |
8 | 1-2-1-3 | 8-16-8-24 | 10-14-10-22 |
3 | 1-1-4-1 | 8-8-32-8 | 10-6-34-6 |
4 | 1-1-3-2 | 8-8-24-16 | 10-6-26-14 |
9 | 3-1-1-2 | 24-8-8-16 | 26-6-10-14 |
1 | |||
Эта цифра выводится из кодирования четности шести знаков | |||
Правый знак ограничитель | 1-1-1-1-1-1 | 8-8-8-8-8-8 | 10-6-10-6-10-6 |
Правая свободная зона (7Х) | 7 | 56 | 57 |
F.2 Пример программирования для устройств непрямого создания символов штрихового кода
Основания для исходных условий:
- символ UPC-E с 67 модулями, включая свободные зоны;
- номинальный размер символа UPC-E X - 0,330 мм;
- допустимый диапазон увеличения символа UPC-E от 80% до 200% номинального размера;
- коэффициент увеличения должен быть 0,80 (после корректировок с учетом адресуемой разрешающей способности изображения);
- размер модуля округляют в меньшую сторону (за исключением случаев, когда в результате корректировки размеров коэффициент увеличения становится менее 0,80);
- уменьшение ширины штриха BWR округляют в ![]() сторону (указанный метод округления предпочтителен);
сторону (указанный метод округления предпочтителен);
- корректировку знаков 1, 2, 7 и 8 округляют в ![]() сторону, если остальные значения
сторону, если остальные значения 0,5 размера точки, и в меньшую сторону, если <0,5.
Общий порядок действий:
1) преобразуют номинальное значение увеличения или размер в размер модуля, выраженный в точках, с учетом разрешающей способности, требуемой для создания изображения;
2) преобразуют номинальное значение уменьшения ширины штриха BWR в целое число точек с учетом разрешающей способности, требуемой для создания изображения;
3) преобразуют 1/13 компенсации модуля для 1, 2, 7 и 8 в целое число точек с учетом разрешающей способности, требуемой для создания изображения;
4) применяют вычисленные параметры, выраженные числом точек, к каждому элементу знака символа, знака-ограничителя и к свободной зоне.
Исходные условия:
- заданное пользователем номинальное увеличение - 80% (0,330 мм0,8=0,264 мм);
- заданное пользователем номинальное уменьшение ширины штриха BWR - 0,05 мм;
- адресуемая разрешающая способность изображения устройства вывода изображений - 47,25 точек/мм.
Порядок выполнения:
1a) размер модуля (47,25 точек/мм0,80
0,330 мм = 12,47), округленный в меньшую сторону до 12 точек на модуль, производит символ с увеличением 76,96% (12/47,25/0,330);
1b) коэффициент увеличения 76,9, полученный на этапе 1а), ниже минимально допустимого 0,80, установленного стандартами по применению или спецификацией символики, поэтому требуется округление в ![]() сторону до 13 точек. Размер модуля (47,25 точек/мм
сторону до 13 точек. Размер модуля (47,25 точек/мм0,8
0,330 мм = 12,47), округленный в
![]() сторону до 13 точек на модуль, производит символ с увеличением 83,3% (12/47,25/0,330);
сторону до 13 точек на модуль, производит символ с увеличением 83,3% (12/47,25/0,330);
2) уменьшение ширины штриха BWR (47,25 точек/мм0,050 мм) равно 2,36 точки. В результате округления в б
льшую сторону получают 3 точки на элемент;
3) компенсация для 1, 2, 7 и 8 равна 1/13х13 точек = 1 точка на элемент.
В таблице F.2 приведена "корректировка" символа UPC-E, кодирующего знаки данных 00783491, с вышеуказанными параметрами. Разряд начального ноля всегда принимает значение ноль и поэтому не кодируется в знаках символа. Последний разряд "1" не кодируется в знаке символа. Значение этого разряда получают из сочетания паритетов шести закодированных знаков по ISO/IEC 15420.
Таблица F.2 - Корректировка символа UPC-E с учетом допустимой разрешающей способности (цифры, выделенные полужирным шрифтом, соответствуют элементам - штрихам)
Данные, закодированные в символе UPC-E (00783491) | Начальная последовательность элементов в знаке символа (ширина модуля в числе точек) | Число точек на элемент после корректировки в соответствии с коэффициентом увеличения (13 точек на модуль) | Число точек на элемент после корректировки уменьшения ширины штриха (±3 точки) | Число точек на элемент после корректировки знаков 1, 2, 7 и 8 (±1 точка) |
Левая свободная зона (9 | 9 | 117 | 117 | 119 |
Левый знак ограничитель | 1-1-1 | 13-13-13 | 10-16-10 | 10-16-10 |
0 | ||||
Начальный ноль - всегда ноль и в символе не кодируется | ||||
0 | 1-1-2-3 | 13-13-26-39 | 16-10-29-36 | 16-10-29-36 |
7 | 2-1-3-1 | 26-13-39-13 | 29-10-42-10 | 30-9-43-9 |
8 | 1-2-1-3 | 13-26-13-39 | 16-23-16-36 | 15-24-15-37 |
3 | 1-1-4-1 | 13-13-52-13 | 16-10-55-10 | 16-10-55-10 |
4 | 1-1-3-2 | 13-13-39-26 | 16-10-42-23 | 16-10-42-23 |
9 | 3-1-1-2 | 39-13-13-26 | 42-10-16-23 | 42-10-16-23 |
1 | ||||
Эта цифра выводится из кодирования четности шести элементов данных | ||||
Правый знак ограничитель | 1-1-1-1-1-1 | 13-13-13-13-13-13 | 16-10-16-10-16-10 | 16-10-16-10-16-10 |
Правая свободная зона (7 | 7 | 91 | 91 | 92 |
F.3 Пример программирования дисторсии символов с учетом длины окружности формного цилиндра
Исходные условия для примера программирования:
- номинальный размер X символа EAN/UPC - 0,330 мм;
- номинальное увеличение символа EAN/UPC - 85% (размер при коэффициенте увеличения 0,85 равен 0,2805 мм);
- адресуемая разрешающая способность изображения устройства вывода изображений - 50 точек/мм;
- требуемое уменьшение ширины штриха BWR - 0,075 мм;
- требуемый коэффициент дисторсии - 0,97 (97%).
Этапы выполнения для примера программирования:
1) определяют необходимый коэффициент дисторсии, равный 0,97 с учетом толщины печатной формы и диаметра валика;
2) находят номинальное увеличение изображения символа с учетом дисторсии: 0,85x0,97=0,82450;
3) устанавливают откорректированное число точек в модуле:
a) 0,330 мм (номинальный размер символов EAN/UPC)
50
0,82450=13,60, т.е. = 13 точек (с округлением в меньшую сторону). Откорректированное номинальное увеличение: 13 точек/(50х0,330)=0,7874016,
b) определяют номинальное уменьшение ширины штриха BWR: 0,075 мм0,97
50=3,64 или 4 точки (Поскольку BWR округляют в
![]() сторону, после дисторсии оно должно составлять 4 точки),
сторону, после дисторсии оно должно составлять 4 точки),
c) находят номинальную компенсацию для цифр 1, 2, 7 и 8:0,0254 мм0,7874016
50=1 точка (Поскольку 1, 2, 7 и 8 округляются до ближайшей точки, после дисторсии получается 1 точка);
4) устанавливают окончательные параметры символа штрихового кода:
a) увеличение, которое следует применить при создании символа штрихового кода 0,7874016/0,97=0,811754%,
b) уменьшение ширины штриха, которое следует применить при программировании штрихового кода 4/(50x0,97)=0,08247 мм,
c) компенсация для цифр 1, 2, 7 и 8, которую следует применить при создании символа штрихового кода 1/(50x0,97)=0,0194 мм.
Заключение
При создании изображения штрихового кода в векторной графике дизайнер должен учитывать исходные условия, а программное обеспечение должно обеспечивать использование откорректированного коэффициента увеличения - 0,811754, соответствующего размеру - 0,2679 мм. При дисторсии изображения на следующей стадии производственного процесса размер
будет равен 0,260 мм, что соответствует 13 адресуемым точкам устройства вывода изображений без учета ошибок округления.
Окончательный коэффициент увеличения напечатанного символа должен быть приблизительно 0,81 (81%).
Приложение G
(справочное)
Функции программного обеспечения для производства символов штрихового кода
Последовательность этапов, выполняемых компонентами программного обеспечения системы производства символов штрихового кода, в целом может быть сведена к следующему:
1) получение введенных данных (источник должен быть установлен, например клавиатура, база данных, иной источник);
2) получение команд на форматирование;
3) анализ и проверка данных;
4) генерация сообщения об ошибках;
5) оптимизация длины или коэффициента сжатия символа;
6) преобразование данных в кодовые слова, включая специальные знаки;
7) вычисление контрольных знаков символа (данных);
8) генерация кодовых слов коррекции ошибок;
9) включение необходимых служебных компонентов символа;
10) включение информации для прослеживания в печатное изображение или в регистрационную запись для хранения;
11) преобразование кодовых слов и служебных компонентов в комбинации элементов знаков символа;
12) определение окончательной структуры символа;
13) преобразование комбинаций элементов в графические команды.
Следует отметить, что не все описанные функции применимы ко всем символикам и что они могут быть выполнены другими компонентами системы. Например, шрифт символики штрихового кода "Code 128" требует ввода данных в виде серии значений знаков символа и некоторых размерных параметров, на основании которых выполняются только последние один или два этапа вышеуказанной процедуры, а необходимые предыдущие этапы должны быть выполнены ранее задействованным компонентом системы. Поэтому для целей оценки соответствия программного обеспечения требованиям настоящего стандарта предполагают, что и другие компоненты системы выполняют свои функции должным образом.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 2859-1:1999 | - | * |
ISO/IEC 15416 | MOD | ГОСТ 30832-2002 "Автоматическая идентификация. Кодирование штриховое. Линейные символы штрихового кода. Требования к испытаниям качества печати" |
ISO/IEC 15420 | IDT | ГОСТ ISO/IEC 15420-2010 "Автоматическая идентификация. Кодирование штриховое. Спецификация символики EAN/UPC" |
ISO/IEC 15426-1 | IDT | ГОСТ ИСО/МЭК 15426-1-2003 "Автоматическая идентификация. Кодирование штриховое. Верификатор линейных символов штрихового кода. Требования соответствия" |
ISO/IEC 19762-1 | NEQ | ГОСТ 30721-2000 "Автоматическая идентификация. Кодирование штриховое. Термины и определения" |
ISO/IEC 19762-2 | NEQ | ГОСТ 30721-2000 "Автоматическая идентификация. Кодирование штриховое. Термины и определения" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык международного стандарта ISO 2859-1. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. | ||
_______________
В Российской Федерации действует: ГОСТ Р ИСО/МЭК 19762-1-2011 "Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 1. Общие термины в области АИСД", идентичный ISO/IEC 19762-1:2008.
В Российской Федерации действует ГОСТ Р ИСО/МЭК 19762-2-2011 "Информационные технологии. Технологии автоматической идентификации и сбора данных (АИСД). Гармонизированный словарь. Часть 2. Оптические носители данных (ОНД)", идентичный ISO/IEC 19762-2:2008.
Библиография
[1] | ISO/IEC Directives, Part 2, Rules for the structure and drafting of International Standards (2004, 5 |
[2] | ISO/IEC 15421, Information technology - Automatic identification and data capture techniques - Bar code master test specifications (Информационные технологии. Технологии автоматической идентификации и сбора данных. Спецификация испытаний мастера штрихового кода)* |
_______________
* Действует ГОСТ 31245-2004 (ИСО/МЭК 15421-2000) "Автоматическая идентификация. Кодирование штриховое. Требования к испытаниям мастера штрихового кода".
УДК 003.62:004.932:006.354 | МКС 01.080.50; 35.040 | IDT |
Ключевые слова: информационные технологии, технологии автоматической идентификации и сбора данных, автоматическая идентификация, автоматический сбор данных, испытание параметров при цифровом представлении и печати штрихового кода, штриховой код | ||
Электронный текст документа
и сверен по:
, 2018
{kind=link}