ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
ГОСТ Р исо 11003-1— 2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ Ф ЕДЕРАЦИ И
КЛЕИ
Определение свойств конструкционных клеев при сдвиге
Ч а с т ь 1
Метод испытания на кручение склеенных встык полых цилиндров
(ISO 11003-1:2001, Adhesives — Determination of shear behaviour of structural adhesives — Part 1: Torsion test method using butt-bonded hollow cylinders, IDT)
Издание официальное
Москва Стандартинформ 2017
ГОСТ Р ИСО 11003-1—2017
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом «Научно-исследовательский центр «Строительство» (АО «НИЦ «Строительство» — Центральный научно-исследовательский и проектно-конструкторский институт строительных конструкций им. В. А. Кучеренко (ЦНИИСКим. В.А. Кучеренко) на основе официального перевода на русский язык англоязычной версии указанного в пункте 4 международного стандарта
2 ВНЕСЕН Техническим комитетом по стандартизации ТК465 «Строительство»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 октября 2017 г. № 1366-ст
4 НастоящийстандартидентиченмеждународномустандартуИСО 11003-1:2001 «Клеи.Определение свойств конструкционных клеев при сдвиге. Часть 1. Метод испытания на кручение склеенных встык полых цилиндров» (ISO 11003-1:2001 «Adhesives — Determination of shear behaviour of structural adhesives — Part 1: Torsion test method using butt-bonded hollow cylinders». IDT).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с требованиями ГОСТ Р1.5—2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. Ns 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок— в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
© Стандартинформ, 2017
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Содержание
1 Область применения
2 Нормативные ссылки
3 Сущность метода
4 Оборудование и инструмент
5 Образцы для испытания
6 Условия испытания
7 Проведение испытания
8 Расчеты
9 Объективность метода
10 Протокол испытания
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов
национальным стандартам Российской Федерации и действующему в этом качестве межгосударственному стандарту
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КЛЕИ
Определение свойств конструкционных клеев при сдвиге Ч а с т ь 1
Метод испытания на кручение склеенных встык полых цилиндров
Adhesives. Determination of shear behaviour of structural adhesives.
Part 1. Torsion test method of butt-bonded hollow cylinders
Дата введения — 2018—07—01
1 Область применения
Настоящий стандартустанавливает требования к испытанию по определению прочностных характеристик клеев на сдвиг при кручении.
Физико-механические свойства клеев при сдвиге (включая модуль сдвига) используются в современном проектировании, например, в методах анализа конечных элементов.
2 Нормативные ссылки
Настоящий стандарт содержит положения других нормативных документов в виде датированных или недатированных ссылок. Эти нормативные ссылки приведены в соответствующих местах текста, а сами документы перечислены ниже. При датированных ссылках последующие изменения или пересмотры любой из указанных публикаций относятся к настоящему стандарту только в том случае, если они включены в него в виде изменения или пересмотра. При недатированных ссылках применяют самое последнее издание, на которое дается ссылка.
ISO 291:1997*, Plastics — Standart atmospheres for conditioning and testing (Пластмассы. Подготовка и проведение стандартных атмосферных испытаний)
ISO 4588:1995, Adhesives — Guidelines for the surface preparation of metals (Клеи. Обработка поверхности металлов перед склеиванием)
ISO 10365, Adhesives — Designation of main failure patterns (Клеи. Обозначение основных типов разрушений)
3 Сущность метода
Метод основан на определении прочности клея при сдвиге по значению крутящего момента при испытаниях образцов в виде полых металлических цилиндров.
* Отменен. Действует ISO 291:2016.
Издание официальное
4 Оборудование и инструмент
4 1 Машина для испытания на кручение мощностью не менее 300 Н ■ м. Альтернативно допускается использовать адаптированную соответствующим образом разрывную машину. Машина должна включать в себя оборудование для мгновенной записи крутящего момента с погрешностью менее 1 %. Г оловки захватов должны быть точно выровнены и, при отсутствии гидравлического механизма захвата, все болты и отверстия должны быть механически обработаны с высокой точностью, так чтобы можно было устанавливать и испытывать образцы без воздействия неконтролируемых нагрузок. Машина должна быть оснащена камерой с возможностью регулировкой температуры (термостатом), если испытания необходимо выполнить при температурах, отличающихся от температуры окружающей среды.
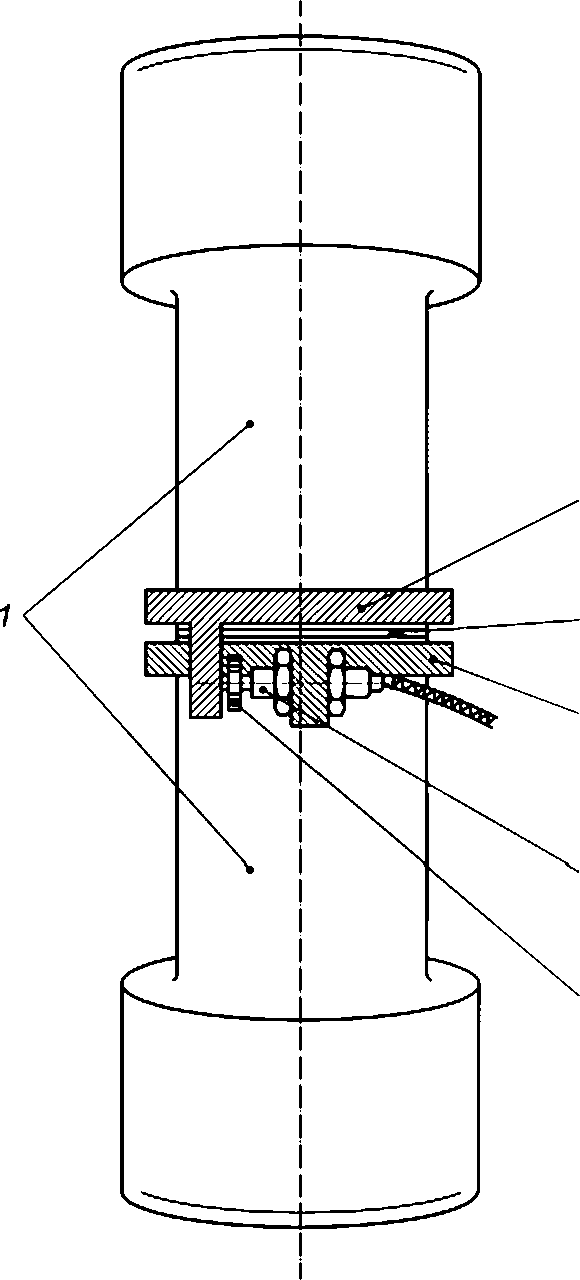
4.2 Датчик смещения (см. рисунок 1), обеспечивающий измерение (устанавливается максимально близко к поверхности склеивания) значения сдвига двух склеиваемых деталей (полых цилиндров)
2
3
4
5
6
1 — склеиваемые детали (полые цилиндры); 2 — опора контроллера (на верхнем склеиваемом цилиндре); 3 — клеевой шов; 4 — опора датчика (на нижнем склеиваемом цилиндре); 5 — датчик смещения; 6 — контроллер
Рисунок 1 — Схема установки датчика смещения на склеенный образец относительно друг друга и, следовательно, деформации клеевого шва. Датчик и связанный с ним контроллер должны быть жестко закреплен на двух склеиваемых цилиндрах, как показано на рисунке 1. Диапазон датчика для измерения смещения должен регулироваться, чтобы показание полной шкалы менялось от 2 до 1000 мкм. Датчик должен обеспечивать точность измерений до ±1 мкм, иметь небольшую массу и прочную конструкцию, поскольку может подвергнуться действию нагрузок при разрушении образца.
5 Образцы для испытания
5.1 Подготовка
5.1.1 Материал подложки для нанесения клея
Подходящими материалами для изготовления образцов (полых цилиндров) являются алюминиевый сплав или сталь. Допускается применять другие материалы можно применять, при условии, что модуль сдвига этого материала (включая клеевой подслой обработанных для склеивания поверхностей) не менее чем в десять раз выше, чем модуль упругости отвержденного клея при сдвиге.
5.1.2 Обработка поверхности перед склеиванием
Поверхности перед склеиванием должны быть обработаны в соответствии с ИСО 4588 или любым иным методом, позволяющим получить когезионное разрушение клеевого шва.
5.1.3 Склеивание
Готовят образцы в соответствии с инструкциями изготовителя клея. Информация о кондиционировании образцов должна быть включена в протокол испытания.
Для репрезентативности испытания необходимо полностью заполнить соединение клеем. Два склеиваемых цилиндра должны быть склеены соосно при максимальном поперечном смещении между двумя осями 0,002 г0 (г0 — наружный радиус) и таком максимальном угловом смещении, чтобы толщина клеевого слоя изменялась не более чем на 5 % рекомендованного значения. Специальное приспособление должно предотвращать выступание клея из соединения и смещение склеиваемых цилиндров во время отверждения.
Примечание — Для достижения соосности два полых цилиндра можно выровнять с помощью пробки, выполненной из политетрафторэтилена (ПТФЭ), или любого другого удобного приспособления. Термостойкое уплотнительное кольцо, вставленное в пробку из ПТФЭ и расположенное прямо под соединением, не даст клею выдавиться из соединения. На внешних (не склеиваемых) торцах двух склеиваемых цилиндров пластины, соединенные резьбой со стержнем, пропущенным через пробку из ПТФЭ. предотвратят смещение цилиндров во время отверждения клея (см. рисунок 2).
5.1.4 Клеевое соединение
Предпочтительная толщина клеевого шва составляет 0,2 мм.
Примечани е — Для специальных клеев допускается использовать толщину в диапазоне от 0,05 до 0,5 мм.
Толщина клеевого шва определяется ободком (закраиной), выточенным по наружному периметру одного из склеиваемых цилиндров. Этот ободок действует как разделитель между двумя цилиндрами. Клей наносят в обработанный на станке цилиндр, так чтобы заполнить пространство у ободка, прежде чем соединить два цилиндра. Ободок удаляют на токарном станке после отверждения клея (см. рисунок 3). Полученный клеевой шов должен иметь ширину, не менее чем в десять раз превышающую его толщину.
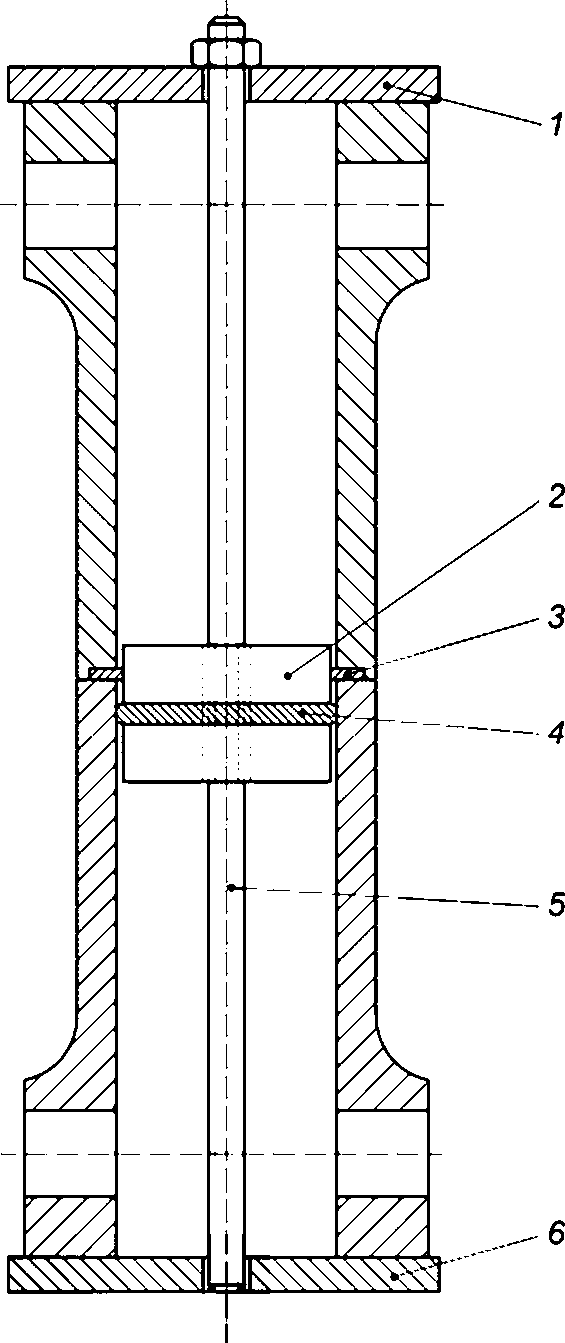
1 — верхняя пластина; 2 — пробка из политетрафторэтилена; 3 — клеевой шов; 4 — уплотнительное кольцо; 5 — стержень с резьбой; б — нижняя пластина
Рисунок 2 — Общий вид устройства для изготовления склеивания образцов (полых цилиндров) для испытаний
5.1.5 Размеры
Рекомендуется использовать образцы трех размеров (А, В и С) (см. таблицу 1). хотя допускается использовать и промежуточные размеры при условии что
G*0.8ro,
где /• — внутренний радиус каждого цилиндра;
г0 — наружный радиус каждого цилиндра.
Размеры в миллиметрах
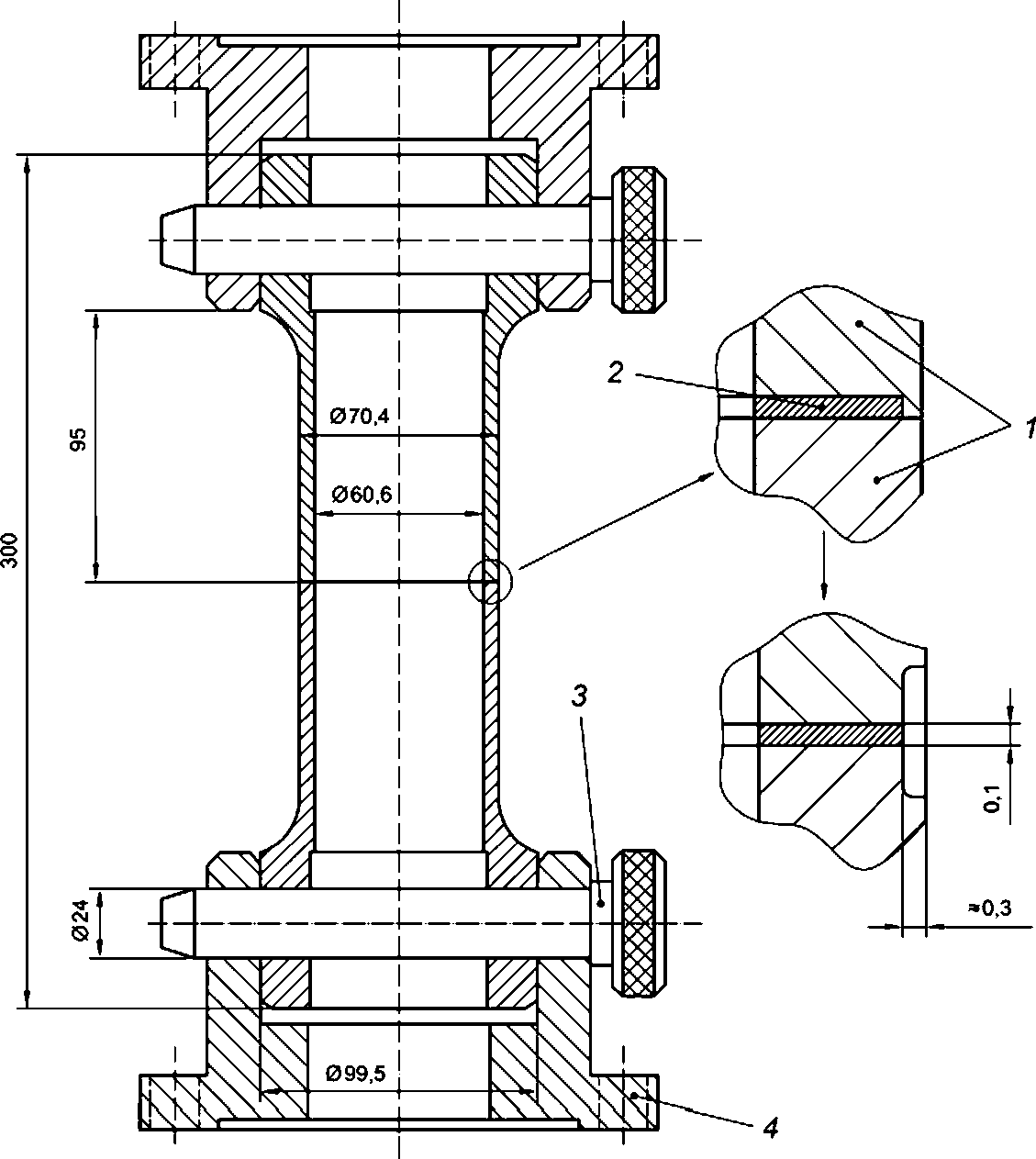
1 — склеиваемые цилиндры: 2 — клей; 3 — болт; 4 — подставка
Примечание — Ободок-разделитель, который регулирует толщину клея, показан в верху рисунка. Перед испытаниями разделитель удаляют, как показано снизу рисунка.
Рисунок 3 — Размеры образца и его захватов
Ширину клеевой поверхности можно сократить до минимума 0,1 г0, если имеющегося крутящего момента недостаточно для разрушения образца.
Подходящие значения для длины образца и размеры держателей приведены на рисунке 3.
Толщина клеевого шва контролируется разделителем (см. 5.1.4 и рисунок 3).
Таблица 1 — Рекомендованные размеры образцов
Образец
Радиусы
Го. мм
36
30
20
10
24
12
5.2 Число образцов
Для каждого клея необходимо испытать не менее пяти образцов.
6 Условия испытания
6.1 Температура
Температура при проведении испытаний должна соответствовать требованиям, установленным в ИСО 291. Температуру образца следует измерять на наружной поверхности полого цилиндра вблизи клеевого шва (например, с помощью термопар). Значение допустимых отклонений составляет ±1 °C.
6.2 Скорость нагружения
Скорость сдвига у клея должна быть в интервале от 0,0005 С"1 до 0,02 ст1.
Примечание — Предпочтительным значением является 0,01 с-1.
Соответствующая скорость углового смещения а, устанавливаемая на испытательной машине на кручение, задается уравнением
где d — толщина клеевого шва, мм;
г0 — наружный радиус образца, мм (см. таблицу 1).
7 Проведение испытания
Образцы устанавливают в испытательной машине, оснащенной температурной камерой, если необходимо. Образцы закрепляют строго вертикально, чтобы исключить действие сторонних сип при приложении нагрузки.
Увеличивая нагрузку непрерывно вплоть до требуемого максимального значения, записывают кривую зависимости крутящего момента от смещения. Когда образец разрушается, проверяют поверхности склеенных частей и бракуют образцы с неполностью заполненными клеем соединениями (за счет, например, наличия пузырьков воздуха или полостей). Иногда клеевой шов не разрушается при максимальной деформации сдвига, особенно, когда нагружение происходит при небольшой скорости сдвига. В этом случае испытание повторяют, увеличивая скорость кручения, до разрушения образца. Как и в предыдущем случае, проверяют клеевой слой на наличие дефектов изготовления. Обеспечивают достижение когезионного разрушения (разрушение клеевого шва).
8 Расчеты
8.1 Напряжение при сдвиге г, МПа, склеиваемой поверхности вблизи наружного радиуса задают формулой
где М — крутящий момент, Н - мм, действующий поперек соединения;
го — наружный радиус цилиндров, мм;
г, — внутренний радиус цилиндров, мм.
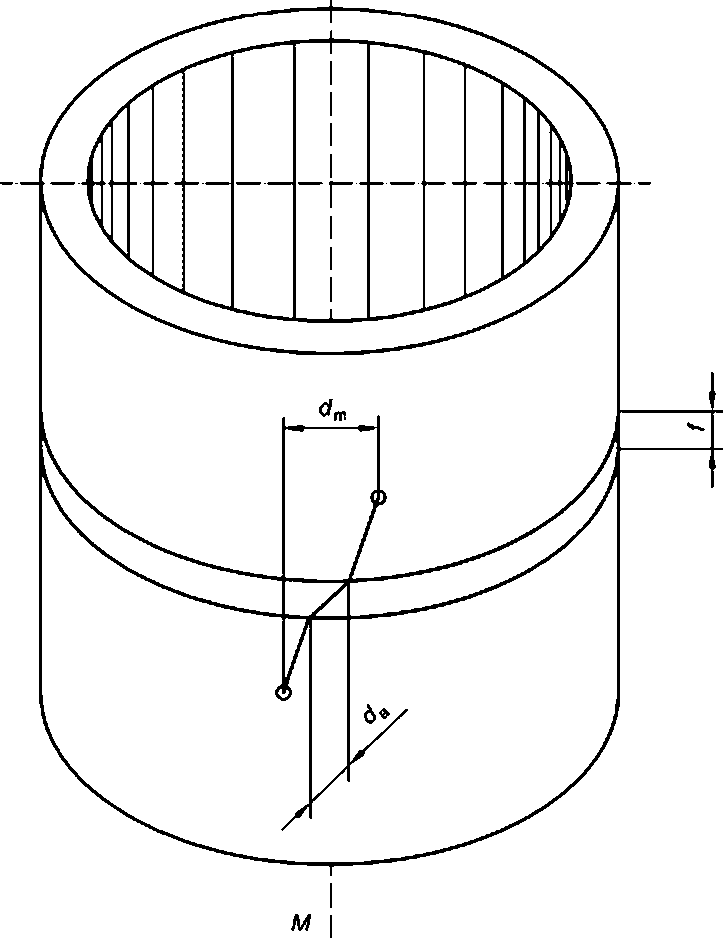
8.2 Смещение dm, измеренное в процессе испытания, составлено смещением da клеевого шва и смещением dt за счет кручениядвухсклеиваемых цилиндров (см. рисунок4). Следовательно, деформация сдвига у в клеевом шве толщиной / задают формулой

где da, dm, d{iAt измеряют в миллиметрах.
Рассчитывают d( по модулю сдвига Gt склеенного материала и напряжению сдвига, действующего в склеенных цилиндрах (альтернативно деформацию склеенных материалов dt можно определить экспериментально при соответствующих температурах для несклеенного образца, изготовленного из того же материала и имеющего такие же размеры).
I
Рисунок 4 — Схематическое изображение смещения поверхностей склеенных цилиндров
8.3 Модуль сдвига Ga (Ga = t/y) клеевого шва определяют по наклону начальной линейной части кривой напряжение — деформация.
8.4 Вычисляют среднее арифметическое результатов и стандартное отклонение для модуля сдвига, а также наибольшее напряжение сдвига (прочность при сдвиге), соответствующие деформации сдвига и, если применимо, напряжение и деформация сдвига при разрушении образца.
9 Объективность метода
Объективность данного метода испытания неизвестна ввиду отсутствия достаточного количества данных лабораторных испытаний. Когда эти данные будут получены, сведения о точности будут опубликованы при пересмотре настоящего стандарта.
10 Протокол испытания
Протокол испытания должен содержать следующие пункты:
a) ссылка на настоящий стандарт;
b) вся информация, необходимая для полной идентификации испытанного клея;
c) материал, из которого изготовлены склеиваемые цилиндры;
d) тип использованного образца (А, В или С) (или указать внутренний и наружный диаметры, при их отличии от рекомендованных значений);
e) подробная информация о всех использованных методах обработки поверхности перед склеиванием;
f) описание метода склеивания, включая температуру и давление, время отверждения клея и информацию о кондиционировании образцов;
д) толщина клеевого слоя;
h) температура испытания;
i) число испытанных и использованных в расчете образцов;
j) отдельные результаты модуля сдвига, наивысшее напряжение сдвига и соответствующую деформацию сдвига и дополнительно, при необходимости, напряжение сдвига и деформацию сдвига при разрушении;
k) использованные диапазоны кручения и смещения;
l) средние результаты, включая стандартное отклонение;
ш) полученная кривая зависимости «напряжение — деформация»;
п) наблюдения, касающиеся склеиваемых поверхностей после испытания в соответствии с ИСО 10365;
о) любое отклонение от установленной процедуры, которое могло повлиять на результаты;
р) дата проведения испытания.
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам Российской Федерации и действующему в этом качестве межгосударственному стандарту
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ISO 291:1997 | MOD | ГОСТ 12423—2013 (ISO 291:2008) «Пластмассы. Условия кондиционирования и испытания образцов» |
ISO 4588:1995 | — | • |
ISO 10365 | — | • |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание — В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - MOD — модифицированный стандарт. |
УДК 624.011.1:006.354
Ключевые слова: конструкционные клеи, сдвиг, кручение, полые цилиндры
ОКС 91.080
БЗ 11—2017/14
Редактор Г.Н. Симонова Технический редакгор И.Е. Черепкова Корректор И.А. Королева Компьютерная верстка А.Н. Золотаревой
Сдано в набор 09.10.2017. Подлисановпечать31.10.2017. Формат 60 * 84^. Гарнитура Ариал. Усл. печ.л. 1.86. Уч.-изд. л. 1.68. Тираж 22 экз. Зак 2156.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Издано и отпечатано во , 123001 Москва. Гранатный пер.. 4.
{kind=link}