ГОСТ 32660-2014
(ISO 15034:1999)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОМПОЗИТЫ ПОЛИМЕРНЫЕ
Препреги
Определение текучести смолы
Polymer composites. Prepregs. Determination of resin flow
МКС 83.120
Дата введения 2015-09-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Объединением юридических лиц "Союз производителей композитов"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 063 "Стеклопластики, стекловолокно и изделия из них"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 марта 2014 г. N 65-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 мая 2014 г. N 476-ст межгосударственный стандарт ГОСТ 32660-2014 (ISO 15034:1999) введен в действие в качестве национального стандарта Российской Федерации с 01 сентября 2015 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 15034:1999* Composites - Prepregs - Determination of resin flow (Материалы композиционные. Препреги. Определение текучести смолы") путем внесения модификаций различного типа:
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
- изменения содержания положений, элементов;
- исключения отдельных положений;
- изменения структуры;
- внесения дополнительных положений.
Перевод с английского языка (en).
Официальный экземпляр международного стандарта, на основе которого разработан настоящий межгосударственный стандарт, имеется в Федеральном информационном фонде технических регламентов и стандартов.
Текст измененных положений, элементов выделен в стандарте одиночной вертикальной полужирной линией на полях слева (четные страницы) или справа (нечетные страницы)* от соответствующего текста. Содержание измененных положений, элементов международного стандарта приведено в приложении А.
_______________
* В электронной версии документа текст измененных положений, элементов, упомянутых выше, выделен тонкой вертикальной линией справа. - .
Измененные фразы, слова выделены в тексте курсивом*.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделах 2 "Нормативные ссылки" и 3 "Термины и определения" выделены курсивом, остальные по тексту документа приводятся обычным шрифтом. - .
Содержание исключенного раздела приведено в приложении Б.
Сравнение структуры международного стандарта со структурой настоящего стандарта приведено в приложении В.
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие межгосударственные стандарты.
Информация о замене ссылок приведена в приложении Г.
Дополнительные положения приведены в 5.8 и заключены в рамки из тонких линий. Разъяснение причин внесения дополнительных положений приведено в приложении Г.
Наименование настоящего стандарта изменено относительно наименования международного стандарта в целях соблюдения принятой терминологии.
Степень соответствия - модифицированная (MOD).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий межгосударственный стандарт распространяется на препреги, представляющие собой предварительно пропитанные эпоксидной и/или ненасыщенной полиэфирной смолой непрерывные волокна и устанавливает метод определения ее текучести. |
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 32794-2014 Композиты полимерные. Термины и определения
ГОСТ 32664-2014 (ISO 9782-1993) Композиты полимерные. Препреги и премиксы. Определение кажущегося содержания летучих
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 12423-2013 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины и определения по ГОСТ 32794.
4 Сущность метода
Сущность метода заключается в том, что после отверждения образца для испытаний при заданной температуре в прессе горячего прессования удаляется смола, вытекшая под воздействием заданного давления, и ее текучесть определяется как разница, выраженная в процентах, между массами образца для испытания до и после отверждения. |
5 Оборудование
5.1 Квадратный металлический или керамический шаблон, длина стороны которого составляет (100±1) мм, толщиной 5 мм, предназначенный для резки. Примечание - Рекомендуется изготавливать шаблоны для резки из стали. 5.2 Односторонний нож. 5.3 Аналитические весы с точностью измерения ±1 мг. 5.4 Впитывающая стеклоткань. 5.5 Антиадгезионная пленка (перфорированная), термостойкая и химически инертная в условиях испытаний. Примечания 1 Перфорация антиадгезионной пленки служит для отвода смолы от образца для испытания при воздействии на него заданного давления. 2 Рекомендуется выполнять перфорированную антиадгезионную пленку из политетрафторэтилена. 5.6 Антиадгезионная пленка (неперфорированная), термостойкая и химически инертная в условиях испытаний. Примечание - Рекомендуется выполнять неперфорированную антиадгезионную пленку из сополимера тетрафторэтилен-гексафторэтилена (FEP). 5.7 Пресс с нагревательными плитами, обеспечивающий нагрев до 200°С и создающий давление в диапазоне до 600 кПа на площади 100 мм на 100 мм. |
5.8 Линейка металлическая 1000 мм, цена деления 1 мм, ГОСТ 427. |
6 Подготовка к проведению испытания*
_________________
* Наименование пункта 6 в бумажном оригинале выделено курсивом. - .
6.1 Подготовка образцов
6.1.1 Для проведения испытаний используют не менее трех образцов для испытаний. 6.1.2 Используя шаблон (см. 5.1), по всей ширине препрега при помощи ножа (см. 5.2) вырезают образцы. Необходимо вырезать такое количество образцов, чтобы сформировать образец для испытаний толщиной от 0,2 до 0,5 мм. Если необходимое число образцов невозможно вырезать в поперечном направлении препрега (например, в случае узких лент), образцы вырезают в продольном направлении. Не допускается вырезать образцы по границе краев и кромок препрега. 6.1.3 В случае однонаправленных препрегов образец для испытаний должен состоять из двух или четырех слоев препрега, которые укладываются перпендикулярно друг другу. Если рекомендуемое количество слоев не дает толщину в заданном диапазоне, то может быть использовано другое количество слоев, но это должно быть отражено в протоколе испытаний. 6.2 Препреги хранят в сухом месте при температуре минус 18°С. 6.3 Перед отбором образцов запечатанную упаковку препрегов кондиционируют при температуре окружающего воздуха в течение времени, зависящего от массы упаковки, но не менее 8 ч, если иное не указано в нормативном или техническом документе на изделие. 6.4 Испытания проводят при одном из вариантов стандартных атмосфер по ГОСТ 12423, если иное не указано в нормативной или технической документации на изделие. |
7 Проведение испытания
7.1 Взвесить образец для испытаний до отверждения с точностью до 1 мг и записать массу как .
7.2 Вырезать два куска перфорированной пленки площадью 150 мм на 150 мм.
7.3 Вырезать шесть кусков впитывающей ткани площадью 150 мм на 150 мм.
7.4 Вырезать два куска неперфорированной пленки площадью 150 мм на 150 мм.
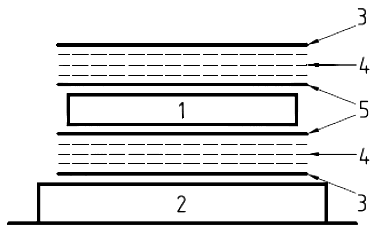
7.5 Разместить образец для испытаний между слоями впитывающей ткани и антиадгезионной пленки (см. рисунок 1) следующим образом: - уложить слой неперфорированной антиадгезионной пленки на рабочую поверхность; - на слой неперфорированной антиадгезионной пленки уложить три слоя впитывающей стеклоткани и слой перфорированной антиадгезионной пленки; - уложить по центру перфорированной антиадгезионной пленки образец для испытаний таким образом, чтобы его края были параллельны краям перфорированной антиадгезионной пленки; - уложить на образец для испытания слой перфорированной антиадгезионной пленки и три слоя впитывающей стеклоткани; - уложить слой неперфорированной антиадгезионной пленки на три слоя впитывающей ткани. Края верхних слоев впитывающей ткани и антиадгезионной пленки должны быть выровнены относительно краев нижних слоев впитывающей ткани и антиадгезионной пленки. 7.6 Поместить образец для испытаний, подготовленный в соответствии с 7.5, в пресс, предварительно нагретый до температуры отверждения с точностью ±3°С, и сразу приложить равномерное давление в диапазоне от 400 до 600 кПа течение 5 с после помещения образца для испытаний в сборе в пресс. Поддерживать давление, пока смола не достигнет необходимой степени отверждения, позволяющей проводить механическую обработку по 7.7. Примечание - Условия отверждения устанавливаются в нормативной или технической документации на продукцию.
7.7 По окончании отверждения извлечь образец для испытаний, подготовленный в соответствии с 7.5, и остудить до температуры (20±2)°С. Отделить неперфорированную антиадгезионную пленку, впитывающую стеклоткань, перфорированную антиадгезионную пленку от образца для испытаний. Убрать затвердевшую смолу, вытекшую из образца для испытаний при воздействии давления. 7.8 Взвесить образец для испытания после отверждения с точностью до 1 мг и записать массу как 7.9 Повторить 7.1-7.8 с остальными образцами для испытаний. |
8 Обработка результатов*
_________________
* Наименование пункта 8 в бумажном оригинале выделено курсивом. - .
8.1 Текучесть смолы , %, определяют по формуле
![]() , (1)
, (1)
где - масса образца для испытания до отверждения, г;
- масса образца для испытания после отверждения, г.
8.2 Для препрегов с содержанием летучих текучесть смолы , %, определяют по формуле
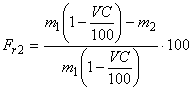 , (2)
, (2)
где - содержание летучих, %.
Примечание - Содержание летучих определяют по ГОСТ 32664.
9 Протокол испытания*
_______________
* Слово "испытания" в наименовании пункта 9 в бумажном оригинале выделено курсивом. - .
Протокол испытания должен содержать:
- ссылку на настоящий стандарт;
- необходимые детали для полной идентификации испытуемого препрега;
- количество слоев, использованных для формирования образца для испытаний;
- условия отверждения: температуру, давление и время;
- результаты испытаний, полученные для каждого образца и их среднее значение;
- при расчете , температуру, при которой определено содержание летучих;
- тип использованной впитывающей стеклоткани;
- типы использованной перфорированной и неперфорированной антиадгезионной пленки;
- дату проведения испытания.
Приложение А
(справочное)
Положения ISO 15034, которые приняты в настоящем стандарте с модификацией их содержания
А.1 1 Область определения
Этот Международный стандарт определяет процедуру определения текучести смолы для препрегов, изготовленных способом непрерывного армирования и пропитанных эпоксидной смолой и/или ненасыщенной полиэфирной смолой.
Примечание - Данный текст изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5, п.3.7.1 и в целях соблюдения норм русского языка и принятой терминологии.
А.2 4 Принцип
Опытный образец вырезается из образца препрега и помещается между тканью утечки и выпускаемой пленкой. Эта установка затвердевает при тестовой температуре и под давлением в горячем прессе. После затвердения любая смола, вытекшая за рамки первоначальных размеров опытного образца, удаляется. Текучесть смолы высчитывается как разница в процентах между массой опытного образца до и после затвердения.
Примечание - Данный текст изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.5 и в целях соблюдения норм русского языка и принятой терминологии.
А.3 5 Аппаратура
5.1 Шаблон для резки, изготовленный из металла или керамического материала, с размерами (100±1) мм на (100±1) мм и толщиной 5 мм. Рекомендуются тяжелые металлы, такие как сталь.
5.2 Нож, односторонний.
5.3 Аналитические весы, способные взвешивать с точностью до 1 мг.
5.4 Стакан для утечки ткани, 181 стиль или эквивалентный.
5.5 Выпускаемая пленка (перфорированная), термостойкая, например, политетрафторэтилен, с подходящими отверстиями, через которые смола может вытекать.
5.6 Выпускаемая пленка (неперфорированная), термостойкая, например, сополимер тетрафторэтилена или гексафторэтилена (FEP).
5.7 Пресс с подогреваемыми пластинами, способный поднять температуру до 200°С и поддерживать давление до 600 кПа на площади более 100 мм на 100 мм.
Примечание - Данный текст изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.6 и в целях соблюдения норм русского языка и принятой терминологии.
А.4 6 Подготовка опытных образцов
6.1 Должны быть протестированы как минимум 3 образца с каждого примера.
6.2 Используя шаблон, аккуратно вырежьте куски с размерами 100 мм на 100 мм от каждой части препрега. Вырежьте куски по всей ширине препрега. Вырежьте достаточно кусков так, чтобы при расположении их друг на друге они дали образцы толщиной от 0,2 мм до 0,5 мм. Если необходимое количество кусков не может быть вырезано по ширине (как с узкой лентой, например), они могут быть вырезаны в продольном направлении. Края и кромки препрега не должны быть включены ни в один из кусков.
6.3 В случае однонаправленных препрегов собирайте слои с чередующимися слоями перпендикулярно друг другу. Рекомендуется использование двух или четырех слоев для каждого образца. Если рекомендуемое количество слоев не дает толщину в рекомендуемом диапазоне, то может быть использовано другое количество слоев, но это должно быть отражено в протоколе испытаний.
Примечание - Данный текст изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.7 и в целях соблюдения норм русского языка и принятой терминологии.
А.5 7 Кондиционирование и условия испытаний
7.1 Кондиционирование
Препреги, как правило, хранятся при низкой температуре, например, -18°С. Перед тем как открыть запечатанный пакет препрегов, дайте ему прогреться до точки, при которой не происходит конденсация на наружной стороне упаковки. Убедитесь, что препреги не впитывают влагу из атмосферы.
7.2 Условия испытаний
Подготовьте образцы и проведите испытание в комнате, условия которой являются одними из стандартных условий, описанных в ISO 291, если не указано иное. Если пресс установлен в условиях недостаточного кондиционирования, то время, в течение которого образец подвергается этим условиям, должно быть как можно меньше.
Примечание - Данный текст изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.7 и в целях соблюдения норм русского языка и принятой терминологии.
А.6 8 Процедура
8.5 Подготовьте опытные образцы согласно Рисунку 1.
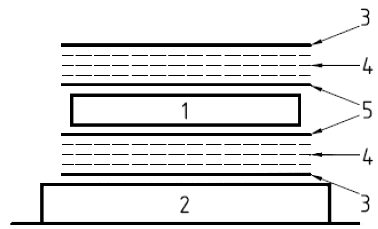
Позиции
1 Опытный образец
2 Рабочая поверхность
3 Неперфорированная пленка
4 Ткань утечки (три слоя)
5 Перфорированная пленка
a) Поместите слой неперфорированной пленки на рабочую поверхность.
b) Положите три слоя ткани утечки на пленку, как показано.
c) Поместите слой перфорированной пленки на ткань утечки, как показано.
d) Поместите опытный образец на перфорированную пленку, отцентрируйте, края образца должны быть параллельны краям пленки.
e) Накройте образец другим слоем перфорированной пленки, тремя слоями ткани утечки и слоем неперфорированной пленки. Все края должны быть приведены в соответствие с другим набором пленок и ткани.
Рисунок 1 - Сборка опытного образца
8.6 Вставьте собранный образец в пресс, предварительно нагретый до температуры затвердения ±3°С, и немедленно примените равномерное давление от 400 кПа до 600 кПа (давление должно подняться до указанного значения в течение 5 секунд с момента вставки сборки). Сохраняйте давление до достаточной степени отвердения, чтобы отвердевшие смолы могли быть обработаны.
Условия затвердения должны быть определены соглашением между пользователем и поставщиком препрега.
8.7 Уберите сборку опытного образца с пресса и позвольте остыть. Отделите неперфорированную пленку, ткань утечки и перфорированную пленку от образца. Уберите любую затвердевшую смолу, которая вытекла за пределы оригинального незатвердевшего опытного образца.
8.8 Снова взвесьте опытный образец с точностью до 1 мг и запишите массу, как .
8.9 Повторите процедуру с пункта 8.1 до 8.8 с остальными образцами (в общей сложности, не менее трех результатов).
Примечание - Данный текст изменен в межгосударственном стандарте в соответствии с требованиями ГОСТ 1.5, п.7.9.7 и в целях соблюдения норм русского языка и принятой терминологии.
Приложение Б
(справочное)
Положения ISO 15034, которые исключены из настоящего стандарта
Б.1 Точность
Точность этого метода неизвестна, потому что межлабораторные данные неизвестны. Когда межлабораторные данные будут получены, определение точности будет добавлено в следующей редакции.
Приложение В
(справочное)
Сравнение структуры международного стандарта со структурой межгосударственного стандарта
Таблица В.1
Структура международного стандарта ISO 15034:1999 | Структура межгосударственного стандарта | ||||
Раздел | Подраздел | Пункт | Раздел | Подраздел | Пункт |
6 | 6.1 | - | 6 | 6.1 | 6.1.1 |
6.2 | - | 6.1.2 | |||
6.3 | - | 6.1.3 | |||
7 | 7.1 | - | 6.2 | - | |
- | - | 6.3 | - | ||
7.2 | - | 6.4 | - | ||
8 | 8.1 | - | 7 | 7.1 | - |
8.2 | - | 7.2 | - | ||
8.3 | - | 7.3 | - | ||
8.4 | - | 7.4 | - | ||
8.5 | - | 7.5 | - | ||
8.6 | - | 7.6 | - | ||
8.7 | - | 7.7 | - | ||
8.8 | - | 7.8 | - | ||
8.9 | - | 7.9 | - | ||
9 | 9.1 | - | 8 | 8.1 | - |
9.2 | - | 8.2 | - | ||
10 | - | - | - | - | - |
11 | - | - | 9 | - | - |
Приложения | - | Приложения | А | ||
- | Б | ||||
- | В | ||||
- | Г | ||||
Примечания | |||||
Приложение Г
(справочное)
Технические отклонения настоящего стандарта от примененного в нем международного стандарта
Таблица Г.1
Структурный элемент (раздел, подраздел, пункт, подпункт, таблица, приложение) | Модификация |
Раздел 2 Нормативные ссылки | Ссылка на ISO 291:1997 "Пластмассы. Стандартные условия для кондиционирования и тестирования" заменена на ГОСТ 12423-2013 |
Ссылки на ISO 472:1999 "пластмассы. Словарь" и ISO 8604:1988 "Пластмассы. Препреги. Определение терминов и символов для обозначения" заменены ссылкой на ГОСТ 32794-2014 | |
Ссылка на ISO 9782:1993 "Пластмассы. Армированные формовочные компаунды и препреги. Определение содержания летучих веществ" заменена на ГОСТ 32664-2014 | |
Раздел 5 Оборудование | Добавить подраздел 5.8 в соответствии с требованиями ГОСТ 1.5, п.7.9.6. |
| |
Библиография
[1] | ИСО 15034:1999 | "Материалы композиционные. Препреги. Определение текучести смолы" (ISO 15034:1999 "Composites - Prepregs - Determination of resin flow"). |
__________________________________________________________________________
УДК 678.5.001.4:006.354 МКС 83.120 MOD
Ключевые слова: полимерные композиты, препреги, премиксы, текучесть смолы, сущность методов, протокол испытания
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}