ГОСТ 19679-74
Группа Л29
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТМАССЫ
Изготовление образцов литьем под давлением и прессованием
для оптических испытаний термопластов
Plastics. Preparation of injection moulded and compression moulded specimens
for optical testing of thermoplastics
ОКСТУ 2209
Срок действия с 01.01.75
до 01.01.95*
_______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4, 1994 год). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности СССР
ИСПОЛНИТЕЛИ
Сажин Б.И., Никитин Ю.В., Анисимов Е.А., Садиков Б.Г., Михайлова В.В., Смирнов В.И., Нижин А.М.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 08.04.74 N 829
3. Стандарт соответствует СТ СЭВ 887-78 в части, касающейся изготовления образцов методом прессования
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 2789-73 | 1.1, 2.2.1 |
ГОСТ 3479-85 | 2.5 |
ГОСТ 12019-66 | 1.3 |
ГОСТ 17299-78 | 1.3 |
5. Срок действия продлен до 01.01.95 (Постановлением Государственного комитета СССР по стандартам от 02.06.89 N 1406)
6. ПЕРЕИЗДАНИЕ (январь 1991 г.) с Изменениями N 1, 2, утвержденными в сентябре 1984 г., мае 1989 г. (ИУС 12-84, 8-89)
Настоящий стандарт распространяется на пластмассы и устанавливает способы изготовления образцов литьем под давлением и прессованием, предназначенных для оптических испытаний термопластов.
Способ прессования делится на:
изготовление образцов с помощью цельнометаллической пресс-формы;
изготовление образцов с помощью стеклянно-металлической пресс-формы.
Способы предусматривают изготовление образцов для определения следующих оптических характеристик: показателей светопропускания, светорассеяния, преломления, а также наличия посторонних включений.
Образцы, изготовленные по настоящему стандарту, не могут быть использованы для оценки качества оптических деталей.
(Измененная редакция, Изм. N 2).
1. ИЗГОТОВЛЕНИЕ ОБРАЗЦОВ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ
1.1. Для изготовления образцов применяют:
литьевые формы (черт.1), оформляющие поверхности которых должны иметь параметр шероховатости не выше 0,1 мкм по ГОСТ 2789-73. Допускаемое отклонение от плоскости не должно превышать 0,001 мм. Параллельность противоположных поверхностей формы должна быть выдержана в пределах ±0,05 мм;
червячные литьевые машины с удельным давлением вспрыска не менее 157 МПа (1600 кгс/см) и бесступенчатым регулированием скорости вспрыска.
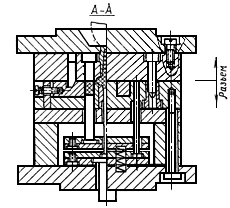
Черт.1
(Измененная редакция, Изм. N 1).
1.2. Способом литья под давлением изготавливают следующие образцы:
диски диаметром 30, 50 и 100 мм, толщиной (2±0,1) и (3±0,1) мм; диаметром 50 мм, толщиной (5±0,1) мм - для определения показателей светопропускания, светорассеяния, а также наличия посторонних включений;
прямоугольный параллелепипед размером 20x20x10 мм, имеющий шесть оптических поверхностей - для определения показателя преломления.
(Измененная редакция, Изм. N 1).
1.2.1. Допускается клиновидность дисков в пределах допуска на толщину. Поверхность образца не должна иметь видимых искажений при визуальном осмотре в отраженном свете: усадочных раковин, спаев, пузырей. Облой на образцах не допускается. След от литника на образце не должен выступать более 0,2 мм.
1.3. Перед началом отливки образцов оформляющую поверхность литьевой формы протирают ватным тампоном, смоченным этиловым спиртом по ГОСТ 17299-78.
Образцы изготавливают по ГОСТ 12019-66 и по технологическому режиму, предусмотренному в стандартах и технических условиях на соответствующий материал.
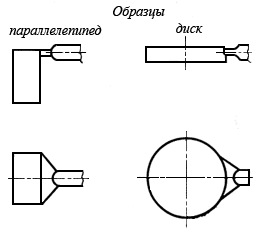
Расположение и тип литника для каждого вида образца приведены в приложении.
2. ИЗГОТОВЛЕНИЕ ОБРАЗЦОВ ПРЕССОВАНИЕМ
2.1. Изготовление образцов с помощью цельнометаллической пресс-формы.
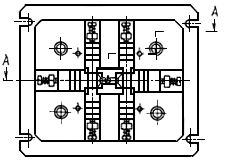
2.1.1. Для изготовления образцов применяют пресс-форму (черт.2), оформляющие поверхности которых должны соответствовать требованиям п.1.1.
Черт.2
2.1.2. Форма, размеры и требования к образцам должны соответствовать п.1.2.
2.1.3. Образцы изготавливают по п.1.3. Требуемую толщину образца получают соответствующей дозировкой материала по массе.
2.2. Изготовление образцов с помощью стеклянно-металлической пресс-формы.
2.2.1. Для изготовления образцов применяют устройство (черт.3), имеющее формующие поверхности из неорганического стекла и ограничительную раму из нержавеющей стали.
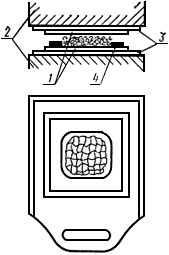
1 - стеклянные пластины; 2 - прессующие плиты, 3 - листы алюминия; 4 - рама из нержавеющей стали
Черт.3
Оформляющие пластины изготавливают из боросиликатного стекла с высокой устойчивостью к изменению температуры. Оформляющая поверхность стеклянных пластин должна иметь параметр шероховатости не выше 0,05 мкм по ГОСТ 2789-73. Допускаемое отклонение от плоскости не должно превышать 0,0003 мм (одна интерференционная полоса при
, равной 540 нм).
Параллельность противоположных оформляющих стеклянных пластин должна быть выдержана в пределах ±0,1 мм.
Поверхность ограничительной рамы, прилегающая к стеклянным пластинам, должна быть отполирована и выведена на плоскопараллельность с точностью ±0,1 мм. Чистота и конусность оформляющей поверхности ограничительной рамы должны обеспечивать извлечение образца.
Для равномерного распределения усилия прессования между оформляющей стеклянной пластиной и прессующей плитой помещают алюминиевый лист толщиной 1 мм. Между стеклянной пластиной и алюминиевым листом рекомендуется помещать фильтровальную бумагу.
(Измененная редакция, Изм. N 1).
2.2.2. Форма, размеры и требования к образцам должны соответствовать п.1.2 (образец в форме параллелепипеда не изготавливается).
2.2.3. Перед сборкой формы оформляющие поверхности стеклянных пластин должны быть обработаны по п.1.3.
Прессуемый материал в заранее вычисленном количестве помещают в ограничительную раму, установленную на нижней оформляющей пластине, и накрывают верхней оформляющей пластиной.
Образцы изготавливают по п.1.3. Требуемую толщину образца получают соответствующей дозировкой материала по массе.
Извлечение образца из формы обеспечивается разностью в коэффициентах теплового расширения материала и формующих пластин. Для облегчения извлечения образца из формы допускается охлаждение формы ниже температуры окружающей среды.
2.3. Протокол изготовления образцов должен содержать следующие данные:
наименование предприятия-изготовителя;
наименование материала;
форму, размер и номер образца;
способ изготовления образца;
марку литьевой машины или пресса;
дату изготовления образца;
обозначение настоящего стандарта.
2.4. После отделения образца от литника его маркируют острым режущим инструментом, при этом площадь маркировки не должна превышать 25 мм. Диски маркируют на плоской поверхности на расстоянии не более 4 мм от края образца. Прямоугольный параллелепипед маркируют в углу большей стороны образца.
2.5. Образцы завертывают в папиросную бумагу по ГОСТ 3479-85 и передают на испытание.
ПРИЛОЖЕНИЕ
СХЕМА ПРИСОЕДИНЕНИЯ ОБРАЗЦОВ К ЛИТНИКОВОЙ СИСТЕМЕ
Текст документа сверен по:
М.: Издательство стандартов, 1991
{kind=link}