ГОСТ ISO 5603-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА
Определение прочности связи с металлокордом
Rubber. Determination of adhesion to wire cord
МКС 83.060
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса", Научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2013 г. N 59-П)
За принятие проголосовали:
Краткое наименование страны по MК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
4 Настоящий стандарт идентичен международному стандарту ISO 5603:2011* Rubber, vulcanized - Determination of adhesion to wire cord (Резина вулканизованная. Определение прочности связи с металлокордом).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 2 "Испытания и анализ" технического комитета по стандартизации ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
В разделе "Нормативные ссылки" и тексте стандарта ссылки на международные стандарты актуализированы.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 28 марта 2014 г. N 259-ст межгосударственный стандарт ГОСТ ISO 5603-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячных информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Предупреждение - Пользователи настоящего стандарта должны обладать навыками практической работы в лаборатории. Настоящий стандарт не предусматривает рассмотрение всех проблем безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за соблюдение техники безопасности, охрану здоровья, а также за соблюдение требований национального законодательства.
Предупреждение - При выполнении некоторых процедур, установленных настоящим стандартом, могут использоваться или образовываться вещества, или образовываться отходы, представляющие опасность для окружающей среды. Следует руководствоваться соответствующей документацией по безопасному обращению с веществами, удалению отходов.
1 Область применения
Настоящий стандарт устанавливает два метода (1 и 2) определения прочности связи резины с металлокордом на образцах, приготовленных в стандартных лабораторных условиях. Результаты испытаний, полученные при использовании разных методов, могут быть несопоставимы.
Методы используют при научно-исследовательских разработках, а также для контроля качества материалов и технологий, применяемых в производстве изделий, армированных металлокордом.
Примечание - Методы можно применять для испытания одиночной проволоки, например, бортовой.
Метод 1 снижает зависимость измеренной адгезии от модуля упругости и прочностных свойств резины.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 2393 Rubber test mixes - Preparation, mixing and vulcanization - Equipment and procedures (Резиновые смеси для испытаний. Приготовление, смешение и вулканизация. Оборудование и процедуры)
ISO 5893:2002 Rubber and plastics test equipment - Tensile, flexural and compression types (constant rate of traverse) - Specification [Оборудование для испытания резины и пластмасс. Аппаратура для испытания на растяжение, изгиб и сжатие (при постоянной скорости перемещения). Технические требования]
ISO 18899:2004 Rubber - Guide to the calibration of test equipment (Резина. Руководство по калибровке испытательного оборудования)
ISO 23529 Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры подготовки и кондиционирования образцов для физических методов испытаний)
3 Сущность метода
Для определения прочности связи измеряют усилие, при котором выдергивают одиночный металлокорд из подготовленного образца резины. Для обеспечения однородности натяжения усилие должно быть направлено вдоль оси корда с помощью испытательного приспособления с подобранным отверстием круглой или квадратной формы.
Образцы изготовляют совместной вулканизацией резины с металлокордом под давлением.
Для метода 1 наружную поверхность резины армируют, для метода 2 армирование не применяют.
4 Материалы
4.1 Металлокорд в соответствии с техническими требованиями к системе крепления. Если требования не установлены, используют стальной корд с латунным покрытием следующей конструкции: (1x3x0,15) мм + (6x0,27) мм или (7x4x0,22) мм.
Примечание - Размеры корда определяют по диаметру и количеству входящих в состав проволок, начиная от центра корда.
Для контроля качества металлокорд должен быть испытан в готовом виде, т.е. его не очищают и не сушат.
Металлокорд следует хранить в сухом помещении для предотвращения ухудшения качества его поверхности. Для хранения можно использовать герметичный контейнер с адсорбирующим материалом (например, диоксидом кремния SiO). Контейнер открывают только перед извлечением металлокорда, затем его сразу плотно закрывают. Важно, чтобы корд не загрязнялся пылью адсорбирующего материала.
4.2 Невулканизованную резиновую смесь в соответствии с техническими требованиями на систему крепления по возможности обрабатывают на вальцах. Если резину вальцевать невозможно, ее поверхность протирают растворителем и сушат. Предпочтительно использовать гептан, можно также применять нефтяные растворители с температурой кипения от 65 °C до 125 °C; остаток при выпаривании должен быть не более 3 мг на 100 см растворителя. Каландрованную резиновую смесь соответствующей толщины перед использованием хранят при стандартной лабораторной температуре (23±2) °C или (27±2) °C защищенной полиэтиленовой пленкой темного цвета.
4.3 Армирующий материал для придания жесткости резиновому блоку (для метода 1)
Для армирования применяют металлическую пластинку, обработанную усилителем адгезии (при толщине не менее 0,5 мм) или полоску жесткого обрезиненного металлокорда, при этом корд должен иметь высокую жесткость при изгибе, например, корд следующей конструкции - (1x3x0,30) мм + (6x0,38) мм [при толщине
не более (2,5±0,1) мм].
5 Аппаратура
5.1 Пресс-форма для изготовления образца, в котором определенное количество нитей металлокорда равномерно располагают вдоль его длины. Для разных методов испытания применяют пресс-формы разной конструкции.
а) Метод 1
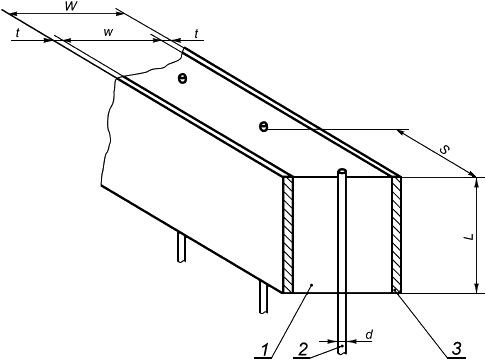
Используют пресс-форму полостного типа для достижения при формовании максимального контакта резины с металлокордом и получения образцов, армированных металлокордом (рисунок 1).
1 - приспособление для съема; 2 - специальная крышка формы; 3 - плунжер; 4 - верхние пластины; 5 - парные стальные пластины; 6 - нижние пластины; 7 - металлокорд
Рисунок 1 - Схема пресс-формы полостного типа и приспособления для съема (метод 1)
Пресс-форма позволяет приготовить образцы длиной 310 мм, содержащие 21 металлокордную нить. Допускается применять аналогичные пресс-формы с другим количеством нитей металлокорда, но не менее 9.
Размер пресс-формы зависит от глубины запрессовки нитей металлокорда, определяемой диаметром используемого металлокорда (см. 7.2). Для обеспечения разной глубины запрессованного металлокорда пресс-форма должна иметь парные пластины или вкладыши. Размер
должен позволять вводить избыточное количество резины при формовании (см. 7.3.1).
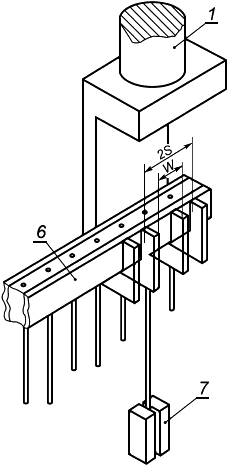
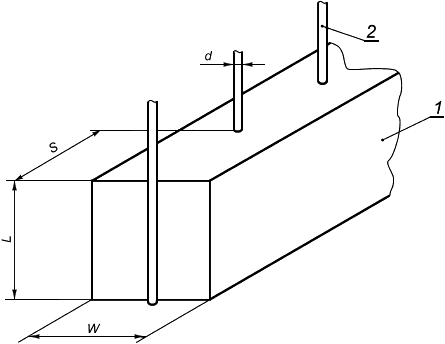
Пресс-форма для армирования стальной полосой приведена на рисунке 2. С такой пресс-формой можно использовать натяжное устройство для металлокорда.
1 - стальные армирующие полосы (толщиной ); 2 - верхний разделитель (прокладка); 3 - верхняя плита; 4 - центрирующие болты; 5 - натяжная рама; 6 - приспособление для съема; 7 - нижняя пластина
Рисунок 2 - Схема пресс-формы полостного типа и приспособления для съема (метод 1)
На рисунке 3 приведены некоторые размеры деталей пресс-формы и сменные стальные пластины, используемые для пресс-форм, приведенных на рисунках 1 и 2 для разных конструкций металлокорда.
а) Пластины для пресс-формы к рисунку 1
![]() - ширина канавки;
- ширина канавки; - глубина канавки.
![]()
![]()
Диаметр корда | Размеры выбираемых пластин | |||
| 0,70±0,02 | 9,85±0,20 | 9,15±0,02 | 3,15±0,02 |
| 1,00±0,02 | 10,00±0,20 | 9,00±0,02 | 3,00±0,02 |
| 1,40±0,02 | 10,20±0,20 | 8,80±0,02 | 2,80±0,02 |
| 1,80±0,02 | 10,40±0,20 | 8,60±0,02 | 2,60±0,02 |
Рисунок 3, лист 1 - Схема разделителей для пресс-форм полостного типа (метод 1)
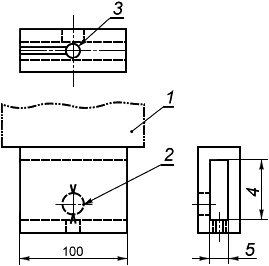
b) Сменные пластины для пресс-формы к рисунку 2
1 - линия разреза; 2 - верхняя плита; 3 - пластины; 4 - металлические усилительные полосы (толщиной ); 5 - металлокорд; 6 - корпус пресс-формы; 7 - резина
Рисунок 3, лист 2
Допускается использовать другие пресс-формы, позволяющие приготовить образцы необходимых размеров, в которых усилие формования направлено на резину, например, используя пружины.
При необходимости пресс-форму комплектуют специальными приспособлениями, облегчающими центровку образца при испытании.
b) Метод 2
Используют пресс-форму, приведенную на рисунках 4 и 5. Пресс-форма предназначена для изготовления четырех образцов (блоков) каждый длиной 200 мм с предпочтительными размерами, приведенными в 7.2. Каждый блок содержит 15 металлокордных нитей.
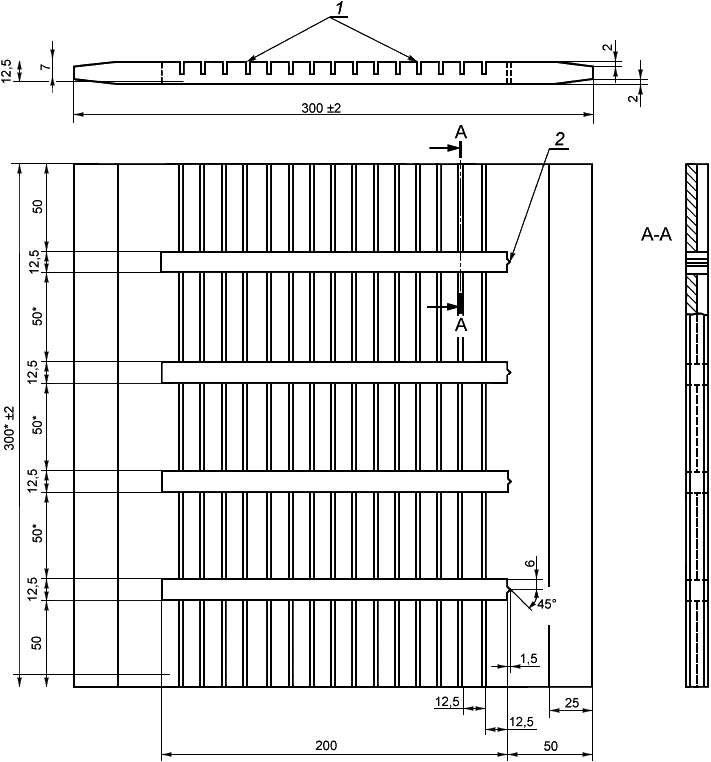
1 - 15 прорезей шириной (1,8±0,1) мм; 2 - идентификационный номер
Если нет других указаний, предельные отклонения размеров ±0,2, углов - ±2°.
Примечание 1 - Используют листовая сталь, можно использовать хромированную сталь.
Примечание 2 - Размеры, обозначенные знаком*, можно менять в зависимости от зажимов, используемых при проведении испытания.
Рисунок 4 - Пресс-форма для метода 2
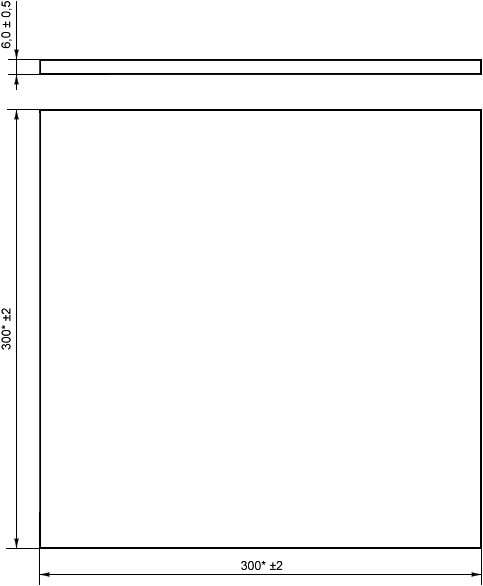
Примечание 1 - Используют листовая сталь.
Примечание 2 - Необходимое количество - 2.
Примечание 3 - Размеры, обозначенные знаком*, можно менять в зависимости от зажимов, используемых при проведении испытания.
Рисунок 5 - Пресс-форма для метода 2
Для металлокордных нитей диаметром 1,7 мм или менее при изготовлении блоков используют пресс-форму, приведенную на рисунках 4 и 5, для металлокордных нитей диаметром свыше 1,7 мм данную пресс-форму модифицируют. Если при запрессовке на глубину 12,5 мм более одной трети металлокордных нитей разрывается, целесообразно уменьшить глубину запрессовки, используя соответствующие пластины в пресс-форме.
Допускается использовать пресс-формы, предназначенные для изготовления другого количества испытательных блоков необходимых размеров, а также пресс-формы, предназначенные для изготовления блоков с разной глубиной запрессованного металлокорда.
5.2 Вулканизационный пресс большого размера для размещения в нем пресс-формы, соответствующий требованиям ISO 2393 и создающий усилие не менее 100 кН.
5.3 Разрывная испытательная машина класса 2 по ISO 5893, обеспечивающая постоянную скорость перемещения подвижного зажима 50-150 мм/мин.
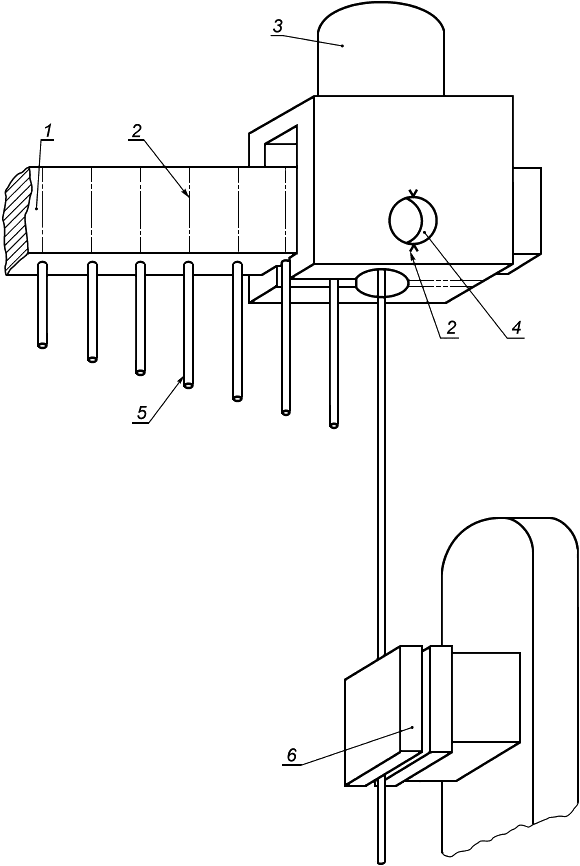
5.4 Держатель для крепления образца в разрывной машине должен иметь прорезь шириной, позволяющей испытуемому корду достичь отверстия при испытании. Размеры отверстия зависят от типа образца (см. 7.2). При проведении испытания держатель должен поддерживать боковые поверхности образца при растяжении и обеспечивать точную центровку прилагаемой нагрузки (т.е. положение корда). При необходимости держатель может иметь соответствующие зажимы для облегчения центровки испытуемого металлокорда в отверстии. Типы держателей приведены на рисунке 6.
5.5 Зажимы для закрепления металлокорда в разрывной машине (клинового, пневматического, пневмо-гидравлического или блокирующего типа) располагаются так, чтобы при испытании усилие было приложено к металлокорду перпендикулярно поверхности образца.
6 Калибровка
Калибровку испытательной аппаратуры проводят по приложению А.
а) Держатель с круглым отверстием
b) Держатель с квадратным отверстием, показывающим схему испытания
1 - закрепление одного зажима в разрывной машине; 2 - дополнительное боковое отверстие с центрирующими метками; 3 - отверстие с прорезью (диаметр ); 4 - соответствует размеру
; 5 - соответствует ширине образца W; 6 - образец; 7 - закрепление металлокорда в соответствующий второй зажим
Рисунок 6 - Типы держателей
7 Образец для проведения испытания
7.1 Форма образца
На рисунке 7 приведена форма образца для методов 1 и 2.
а) Метод 1
в)* Метод 2
1 - резина; 2 - металлокорд; 3 - армирующая металлическая полоска или пластина металлокорда
Рисунок 7 - Образцы для испытания
_______________
* Обозначение соответствует оригиналу. - .
7.2 Размеры
Для метода 1 размеры образцов (типов А и В) в зависимости от диаметра металлокорда приведены в таблице 1.
Таблица 1 - Размеры образцов для метода 1
Размеры в миллиметрах
Тип образца | Диаметр корда | Глубина запрессовки | Ширина резины между армирующим слоями | Расстояние между нитями корда | Диаметр испыта- | |
металлической полоски | металлокорда | |||||
А | 0,5-1,0 | 10,0 | 10,0 | 6,0 | 62,5% от | 85% от |
В | 1,0-1,7 | 10,0 | 10,0 | 6,0 | 62,5% от | 85% от |
| ||||||
Для метода 2 размеры образца должны соответствовать таблице 2.
Таблица 2 - Размеры образца для метода 2
В миллиметрах
Диаметр корда | Глубина запрессовки | Ширина образца | Расстояние между нитями корда | Диаметр испыта- |
0,5-1,7 | 12,5 | 12,5 | 12,5 | 12,5 |
Для методов 1 и 2 для металлокорда диаметром не более 0,5 мм или не менее 1,7 мм или для металлокорда меньшего диаметра, который обрывается из-за высокой адгезионной прочности с резиной, используют образцы одной формы с соответствующими вычисленными размерам и
.
7.3 Подготовка образцов к проведению испытания
7.3.1 Общие положения
Все материалы подготавливают перед изготовлением образца для испытания, чтобы быстро заполнить форму. Во время подготовки образцов используют чистые перчатки. При этом корд, резина и формованный образец должны быть четко идентифицированы.
Примечание - Резиновую смесь берут приблизительно с избытком 5%, чтобы формованиепод давлением осуществлялось при соответствующей текучести и вулканизации.
7.3.2 Метод 1
7.3.2.1 Для каждого образца с металлокордными нитями готовят следующие заготовки.
a) Две заготовки армирующего материала (нарезают размером, соответствующим размеру пресс-формы).
b) Две заготовки резиновой смеси соответствующего размера (вырезают из резины для помещения в пресс-форму над и под металлокордом); точные размеры заготовок зависят от применяемой пресс-формы.
Каждая заготовка может представлять собой одну пластинку или состоять из нескольких более тонких пластинок, составляющих требуемую толщину. Удаляют с каландрованного листа резины защитную полиэтиленовую пленку, используемую при хранении, и при необходимости протирают поверхности растворителем (см. 4.2). Если применяют растворитель, выдерживают образец для полного высыхания поверхности.
c) Необходимое количество нитей металлокорда длиной не менее 300 мм для заполнения всех прорезей в пресс-форме. Не допускается касаться поверхности металлокордов, которая будет контактировать с резиной, можно касаться только концов. При необходимости для предотвращения раскручивания концы кордов можно скрепить защитным покрытием, припоем или клеем, при этом припой наносят до срезания корда с катушки. Можно также использовать один бесконечный металлокорд с подходящей рамкой для натяжения.
7.3.2.2 При необходимости пресс-форму предварительно подогревают вместе с заготовками до температуры приблизительно 100 °C.
7.3.3 Метод 2
Готовят образцы как для испытания по методу 1, но без пластин (вкладышей) и армирующего материала. Перед вулканизацией готовят образец на специальном сборочном стенде, аналогичном пресс-форме (см. рисунок 4).
Сформованные образцы осторожно снимают со сборочного стенда, равномерно нажимая сзади, затем помещают в сухой контейнер и хранят до вулканизации при стандартной лабораторной температуре (см. ISO 23529). Вулканизуют образцы через 12 ч после приготовления.
7.3.4 Для двух методов
Пресс-форму с заготовками помещают в вулканизационный пресс при установленной температуре вулканизации. Подогревают пресс-форму до достижения резиной температуры приблизительно 100 °C и текучего состояния. Устанавливают усилие не менее 100 кН и поддерживают его при вулканизации.
Примечание - Контролируют температуру резиновой смеси 100 °С, используя предварительно калиброванную термопару, введенную в резину.
Охлаждают водой, проходящей через плиты пресса в течение определенного времени, снимают усилие формования и вынимают пресс-форму из вулканизационного пресса или охлаждают пресс-форму после извлечения ее из пресса. Извлекают образец соответствующим инструментом, избегая его деформации.
Для метода 1 проверяют в образце заполнение резиной каждого кордового отверстия для каждой металолкордной нити в парах стальных пластинок.
При необходимости разделяют испытуемые блоки. Срезают излишек металлокорда близко к поверхности резинового блока и удаляют выпрессовку на наружных краях блока. С образцов для метода 1 не срезают выпрессовку рядом с металлокордом, т.к. она не влияет на проведение испытания и результат. С образцов для метода 2 осторожно срезают выпрессовку лезвием бритвы или подходящими кусачками, не нарушая корд или образец.
Если нет других указаний, образец перед проведением испытаний выдерживают при стандартной лабораторной температуре (см. ISO 23529) не менее 16 ч.
8 Проведение испытания
Если нет других указаний, испытание проводят при стандартной лабораторной температуре (см. ISO 23529).
Устанавливают образец в разрывную машину, используя соответствующий держатель, приведенный на рисунке 6. Регулируют образец с помощью центрирующих приспособлений, приведенных в 5.1 а) и 5.4 так, чтобы нить корда проходила по центру отверстия, обеспечивая таким образом равномерное распределение натяжения по окружности корда (см. рисунки 6 и 8). Закрепляют металлокорд в зажимах.
1 - образец; 2 - центрирующие линии; 3 - закрепление одного зажима в разрывной машине; 4 - боковое отверстие; 5 - металлокордные нити; 6 - закрепление корда в соответствующий второй зажим
Рисунок 8 - Схема держателя с круглым отверстием
Создают натяжение за счет перемещения зажима с постоянной скоростью 50-150 мм/мин до разрыва образца и регистрируют максимальное усилие.
Повторяют процедуру для каждой оставшейся нити корда в образце. Испытывают не менее 10 нитей корда.
9 Обработка результатов
Прочность связи каждой металлокордной нити определяют отношением максимального усилия к длине запрессованной нити в образце и выражают результат в ньютонах на миллиметр или в килоньютонах на метр. Результат округляют до целого числа.
Определяют среднеарифметическое значение и стандартное отклонение для каждого образца.
Проверяют каждый разорванный образец и при необходимости определяют характер прочности связи, используя следующие обозначения:
- разрушение резинового слоя;
- разрушение на границе резина-металлокорд и видна поверхность непокрытого корда.
Значения и
выражают в процентах с интервалом 25%.
Пример - 25 /75
означает, что видно 75% поверхности непокрытого металлокорда.
10 Протокол испытания
Протокол испытания должен содержать:
a) описание и идентификацию образцов:
1) описание и идентификацию металлокорда;
2) описание и идентификацию резиновой смеси;
3) использованный растворитель для очистки поверхности резины;
4) время, температуру и дату вулканизации;
b) обозначение настоящего стандарта;
c) используемый метод (1 или 2);
d) условия проведения испытания, включая температуру и влажность при кондиционировании;
e) результаты измерения с указанием единиц измерения:
1) количество испытанных нитей металлокорда;
2) результаты единичного испытания;
3) среднеарифметическое значение и стандартное отклонение;
f) информацию о любой процедуре, не включенной в настоящий стандарт, или рассматриваемой как дополнительная;
g) дату проведения испытания.
Приложение А
(обязательное)
Проведение калибровки
А.1 Внешний осмотр
Перед калибровкой визуально оценивают состояние калибруемых приборов и регистрируют в протоколе калибровки или сертификате. Если калибровка проводится в состоянии "как получено" или после устранения отклонений или неисправностей, это должно быть зарегистрировано.
Определяют, что аппаратура подобрана по назначению, включая любые параметры, установленные как приблизительные и для которых аппарату не калибруют в установленном порядке. Если параметры могут меняться, необходимость периодических проверок приводят в подробных процедурах калибровки.
А.2 Порядок проведения калибровки
Контроль/калибровка испытательной аппаратуры является обязательной частью настоящего стандарта. Если нет других указаний, периодичность калибровки и используемые процедуры должны быть установлены с учетом рекомендаций испытательной лаборатории в соответствии с ISO 18899.
График калибровки, приведенный в таблице А.1, содержит перечисление всех параметров и требований, установленных в методе испытания по настоящему стандарту. Параметры и требования должны быть установлены для основной аппаратуры, деталям такой аппаратуры или вспомогательной аппаратуре, необходимой для проведения испытания.
Для каждого параметра процедура калибровки указывается в соответствии с требованиями ISO 18899 или другой документации, или в документации на конкретный метод испытания (если процедура калибровки более конкретная или подробная, чем приведенная в ISO 18899, то она должна быть предпочтительной).
Периодичность контроля параметра обозначается буквенным кодом, используемым в графике калибровки:
C - требования подтверждаются без измерений;
N - только начальная калибровка;
S - стандартная периодичность по ISO 18899.
Таблица А.1 - График калибровки
Параметр | Требование | Подраздел ISO 18899 | Периодичность калибровки | Примечания |
Пресс-форма | По 5.1 | 15.2 | N | |
Вулканизационный пресс | По ISO 2393 | C | N | |
Разрывная машина | По ISO 5893 | 21.1 | S | |
Точность измерение усилия | Класс 2 по ISO 5893 | 21.2 | S | |
Скорость перемещения зажимов | Постоянная скорость 50-150 мм/мин | 23.4 | S | Предельные отклонения - по ISO 5893 |
Держатель | По 5.4 | C | N | |
Зажимы | По 5.5 | C | N | |
Материалы: | ||||
- металлокорд | Как установлено или металлокорд с латунным покрытием следующей конструкции: (1x3x0,15) мм + (6x0,27) мм или (7x4x0,22) мм. | |||
- резиновая смесь | Как установлено, предпочтительно вальцованная. | |||
- растворитель для невальцованной резины (см. 4.2) | Гептан (предпочтительно) или нефтяные растворители с температурой кипения от 65 °С до 125 °С и остатком после выпаривания не более 3 мг ( на 100 см | |||
- армирующий материал | Металлическая пластинка толщиной не менее 0,5 мм, обработанная усилителем адгезии, или полоска обрезиненного металлокорда по 4.3 | |||
Дополнительно используют аппаратуру, которую калибруют по ISO 18899:
- секундомер;
- термометр для контроля температуры пресс-формы и температуры проведения испытаний;
- инструменты для определения размеров образцов.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 2393:2008 Резиновые смеси для испытаний. Приготовление, смешение и вулканизация. Оборудование и процедуры | NEQ | ГОСТ 30263-96 "Смеси резиновые для испытания. Приготовление, смешение и вулканизация. Оборудование и методы" |
ISO 5893:2002 Оборудование для испытания резины и пластмасс. Аппаратура для испытания на растяжение, изгиб и сжатие (при постоянной скорости перемещения). Технические требования | - | * |
ISO 18899:2004 Резина. Руководство по калибровке испытательного оборудования | - | * |
ISO 23529:2010 Резина. Общие процедуры подготовки и кондиционирования образцов для физических методов испытаний | IDT | ГОСТ ISO 23529-2013 "Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного стандарта. Перевод данного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - NEQ - неэквивалентные стандарты. | ||
______________________________________________________________________
УДК 678.063:539.612:006.354 МКС 83.060 IDT
Ключевые слова: резина, прочность связи с металлокордом
______________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}