ГОСТ 10482-74
Группа Г23
3400-0000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПИЛЫ ДЛЯ ТАРНЫХ ЛЕСОПИЛЬНЫХ РАМ
Технические условия*
Saws for packing gang mills.
Specifications*
________________
* Наименование. Измененная редакция, Изм. N 1.
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 4 марта 1974 г. N 529 срок действия установлен с 01.01.1975 г. до 01.01 1980 г.*
________________
* Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - .
ВЗАМЕН ГОСТ 10482-63
ПЕРЕИЗДАНИЕ. Февраль 1976 г.
ВНЕСЕНЫ: Изменение N 1, введенное в действие Постановлением Госстандарта СССР от 30.11.82 N 4568 с 01.05.83; Изменение N 2, введенное в действие Постановлением Госстандарта СССР от 16.12.86 N 3857 с 01.07.87
Изменения N 1, 2 внесены изготовителем базы данных по тексту ИУС N 3, 1983 год, ИУС N 3, 1987 год
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
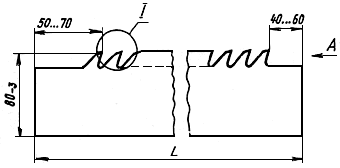
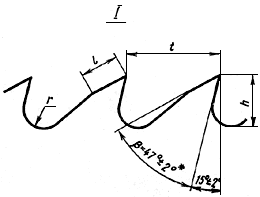
1.1. Конструкция и основные размеры пил должны соответствовать указанным на чертеже и в таблице.
________________
* =52°±2° - по заказу потребителя.
мм
Обозначение пил | Применяемость | |||||||
|
|
|
| Пред. откл. ±0,5 мм | ||||
3400-0001 | 3400-0002 | 1,0 | 16 | 11 | 7 | 3 | ||
3400-0003 | 3400-0004 | 1,2 | ||||||
3400-0005 | 3400-0006 | 1,4 | ||||||
3400-0007 | 3400-0008 | 1,2 | 22 | 15 | 10 | 4 | ||
3400-0011 | 3400-0012 | 1,4 | ||||||
Примечание. Пилы длиной =685 мм изготовляются по заказу потребителя.
Пример условного обозначения пилы длиной =600 мм, толщиной
=1,2 мм и шагом
=16 мм:
Пила 3400-0003 ГОСТ 10482-74
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пилы должны изготовляться из стальной холоднокатаной ленты марки 9ХФ по ГОСТ 5950-73*.
_______________
* Действует ГОСТ 5950-2000. - .
Допускается изготовлять пилы из других марок сталей, не уступающих пилам из стали марки 9ХФ по стойкости.
(Измененная редакция, Изм. N 1).
2.2, 2.3 (Исключены, Изм. N 1).
2.4. Глубина одностороннего обезуглероживания не должна превышать 0,06 мм.
2.5. Твердость полотна пилы должна быть:
для пил толщиной 1,0 мм - HRA 71...74;
" " " св. 1,0 мм - HRC 43,5...47,5.
2.6. На пилах не допускаются трещины, волосовины, расслоения, плены, забоины, черновины, выкрошенные места, поджоги и коррозия.
От срезания зубьев на концах пил допускаются углубления не более 1,0 мм. На боковых поверхностях пил допускаются мелкие единичные дефекты - по ГОСТ 2283-79.
Допускаются заусенцы по контуру зубьев после их насечки, величиной не более 0,2 мм.
2.5, 2.6 (Измененная редакция, Изм. N 1).
2.7. Параметры шероховатости поверхностей пил по ГОСТ 2789-73 должны быть не более: боковых поверхностей - 1,25 мкм;
передних, задних поверхностей заточенных зубьев - 20 мкм.
(Измененная редакция, Изм. N 1, 2).
2.8. При изготовлении пил из холоднокатаной стальной ленты с применением непрерывной ступенчатой закалки допускается равномерно окрашенная окисная пленка, не препятствующая выявлению поверхностных дефектов.
(Измененная редакция, Изм. N 1).
2.9. Пилы должны быть выправлены. Отклонения от прямолинейности полотна пилы не должны превышать: по ширине пилы 0,1 мм, по длине 0,5 мм. При правке на боковых поверхностях пил не допускаются следы от ударов глубиной более 0,03 мм.
2.10. Неравномерность ширины пилы на длине зубчатой части не должна превышать 1,0 мм. Допуск прямолинейности задней поверхности пилы - 0,2 мм.
Выпуклость задней поверхности не допускается.
Разность двух любых шагов зубьев пилы не должна быть более 0,6 мм.
2.9, 2.10 (Измененная редакция, Изм. N 2).
2.11. Предельные отклонения должны быть:
по длине пилы ±2 мм;
по толщине - по группе А ГОСТ 19851-74.
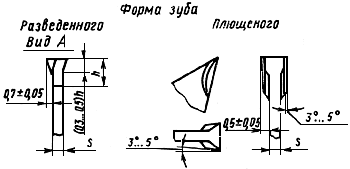
Допуск симметричности разведенного формованного плющеного зуба должен быть не более 0,1 мм.
(Измененная редакция, Изм. N 1).
2.12. Допускаются скругление излома задней поверхности заточенных зубьев на длине 2 мм и допуск круглости профиля дна впадин 1 мм.
(Измененная редакция, Изм. N 2).
2.13. Заточку, развод или плющение зубьев пил допускается производить у потребителя.
(Измененная редакция, Изм. N 1).
2.14. Надежность пил определяется по среднему и установленному периодам стойкости. Средний и установленный
периоды стойкости при условиях испытаний, указанных в разд.4, должны быть не менее:
=180 мин,
=90 мин.
2.15. Критерием затупления пил является ухудшение шероховатости распиленных поверхностей ![]() 800 мкм.
800 мкм.
2.14, 2.15 (Введены дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия изготовленных пил требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания. Порядок проведения периодических испытаний - по ГОСТ 15.001-73*.
_______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - .
3.2. Приемочный контроль должен проводиться при следующем объеме выборок:
на соответствие требованиям пп.2.6 и 2.8 - сплошной контроль;
на соответствие требованиям пп.1.1, 2.5, 2.7, 2.9-2.13 - 3% от партии, но не менее 5 пил.
Если при приемочном контроле будет установлено несоответствие стандарту более чем по одному контролируемому параметру хотя бы одного инструмента, партия не принимается.
При обнаружении отклонений по одному параметру одного инструмента контролю подвергается удвоенное количество пил из той же партии по всем контролируемым параметрам. Если в повторной выборке будет обнаружена хотя бы одна пила, не соответствующая требованиям стандарта, вся партия не принимается.
Партия должна состоять из пил одного типоразмера, изготовленных из одной марки стали по одному технологическому процессу, одновременно предъявленных к приемке по одному документу.
3.3. Периодическим испытаниям подвергаются пилы, прошедшие приемочный контроль. При периодических испытаниях проводятся испытания на средний и установленный периоды стойкости на 5 пилах и испытания на работоспособность на 2 пилах.
3.4. Периодические испытания на средний период стойкости проводятся 1 раз в 3 года, на установленный период стойкости и на работоспособность 1 раз в год.
Допускается испытания на средний и установленный периоды стойкости и на работоспособность проводить у потребителя по методике, утвержденной в установленном порядке.
Раздел 3. (Измененная редакция, Изм. N 1, 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Испытания пил на средний и установленный периоды стойкости и на работоспособность должны проводиться на тарных лесопильных рамах, соответствующих установленным для них нормам точности и при распиловке брусьев из талой древесины хвойных и мягких лиственных пород влажностью свыше 30%.
При установке пил в тарную лесопильную раму пилам необходимо придать уклон, равный половине величины подачи на ход пилы. Пилы должны быть натянуты. Сила натяжения характеризует жесткость пилы, которая должна быть: летом - 50...60 Н/мм; зимой - 60...70 Н/мм.
(Измененная редакция, Изм. 2).
4.2. Режимы резания при испытаниях пил должны быть следующими:
средняя скорость резания - 4 м/с;
подача на один оборот коренного вала рамы - не менее 8 мм;
высота пропила не менее:
для пил толщиной 1,0 и 1,2 мм - 80 мм,
для пил толщиной 1,4 мм - 100 мм.
4.3. Продолжительность непрерывной работы пил при испытании работоспособности - не менее 5 мин. При этом пилы должны обеспечить шероховатость пиленой поверхности 800 мкм по ГОСТ 7016-82.
4.2, 4.3 (Измененная редакция, Изм. N 1, 2).
4.4. После испытания работоспособности пил на режущих кромках зубьев не должно быть выкрошенных мест и пилы должны быть пригодны для дальнейшей работы.
4.5. Погрешность измерения линейных размеров пил не должна быть более значений, указанных в ГОСТ 8.051-81; угловых размеров - 35% допуска на проверяемый угол; отклонений формы и расположения поверхностей - 25% допуска на проверяемый параметр.
(Измененная редакция, Изм. N 1).
4.6. Контроль глубины обезуглероженного слоя - по ГОСТ 1763-68.
4.7. Твердость пил должна проверяться по ГОСТ 9013-59.
4.8. Шероховатость поверхностей пил должна проверяться сравнением с образцами шероховатости по ГОСТ 9378-75* или с образцами-эталонами, имеющими значения параметров шероховатости не более указанных в п.2.7, и соответственно аттестованными в установленном порядке.
_______________
* Действует ГОСТ 9378-93, здесь и далее по тексту. - .
Сравнение осуществляют визуально с применением лупы ЛП-1-5 по ГОСТ 25706-83.
(Измененная редакция, Изм. N 1, 2).
4.9. Внешний вид пил и наличие трещин контролируются визуально. Для обнаружения трещин на пилах может быть применена лупа ЛП-1-5 по ГОСТ 25706-83.
(Измененная редакция, Изм. N 2).
4.10. Приемочные значения среднего и установленного периодов стойкости для выборки из 5 пил не должны быть менее:
среднего периода стойкости =203 мин и установленного периода стойкости
=102 мин.
(Введен дополнительно, Изм. N 2).
Раздел 4. Наименование (Измененная редакция, Изм. 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На боковой поверхности пилы должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) обозначение пилы;
в) толщина пилы.
5.2. Упаковка, транспортирование и хранение - по ГОСТ 18088-83.
Вариант внутренней упаковки - по ГОСТ 9.014-78.
(Измененная редакция, Изм. N 1, 2).
5.3. Срок действия консервации - один год по ГОСТ 9.014-78.
(Измененная редакция, Изм. N 1).
Раздел 6. (Измененная редакция, Изм. N 1. Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 1. Исключено, Изм. N 2).
Замена
ГОСТ 7016-75 введен взамен ГОСТ 7016-68.
ГОСТ 9378-75 введен взамен ГОСТ 9378-60.
ГОСТ 19904-74 введен взамен ГОСТ 3680-57 в части холоднокатаных листов.
Текст документа сверен по:
М.: Издательство стандартов, 1976
в текст документа внесены Изменения N 1, 2,
введенные Постановлениями
Госстандарта СССР от 30.11.82 N 4568,
от 16.12.86 N 3857
{kind=link}