ГОСТ 7360-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЕРЕВОДНИКИ ДЛЯ БУРИЛЬНЫХ КОЛОНН
Технические условия
Drill-stem subs. Specifications
МКС 75.180.10
Дата введения 2016-08-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом ТК 357 "Стальные и чугунные трубы и баллоны" и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 523 "Техника и технологии добычи и переработки нефти и газа"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 октября 2015 г. N 81-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Украина | UA | Минэкономразвития Украины |
(Поправка. ИУС N 1-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 9 декабря 2015 г. N 2129-ст межгосударственный стандарт ГОСТ 7360-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 августа 2016 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ISO 10424-2:2007* "Нефтяная и газовая промышленность. Оборудование для роторного бурения. Часть 2. Нарезание резьбы и контроль калибрами резьбовых упорных соединений в части требований, касающихся выполнения разгрузочных элементов, холодного деформационного упрочнения резьбы, приработки резьбового соединения и контрольных меток" ("Petroleum and natural gas industries - Rotary drilling equipment - Part 2: Threading and gauging of rotary shouldered thread connections", NEQ)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
6 ВЗАМЕН ГОСТ 7360-82
7 ПЕРЕИЗДАНИЕ. Август 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на переводники, предназначенные для соединения между собой элементов бурильной колонны, в том числе присоединения к ним инструмента, применяемого при бурении скважин, аварийного и породоразрушающего инструмента, систем геонавигации, керноотборного оборудования, а также для соединения элементов бурильной колонны с элементами колонн обсадных или насосно-компрессорных труб.
Переводники по настоящему стандарту предназначены для эксплуатации в скважинах, не содержащих коррозионно-агрессивных компонентов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.301 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 26.008 Шрифты для надписей, наносимых методом гравирования. Исполнительные размеры
ГОСТ 7565 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21105 Контроль неразрушающий. Магнитопорошковый метод
________________
Утратил силу на территории РФ. Действует ГОСТ Р 56512-2015.
ГОСТ 28487 Резьба коническая замковая для элементов бурильных колонн. Профиль. Размеры. Допуски
ГОСТ 31458 (ISO 10474:2013) Трубы стальные и изделия из труб. Документы о приемочном контроле
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 замок: Стальной элемент бурильной трубы, имеющий коническую замковую резьбу и резьбовое упорное соединение и состоящий из двух деталей - ниппеля и муфты;
3.2 контрольные метки: Выполненные на конической расточке муфты или на основании ниппеля цилиндрические метки (в виде расточки или проточки) или штампованные метки (в виде окружности и отрезка прямой, касательной к окружности), предназначенные для идентификации износа и проведения ремонта резьбы и упорных поверхностей соединений переводников в процессе эксплуатации.
3.3 муфтовый конец, муфта: Элемент переводника с внутренней резьбой.
3.4 ниппельный конец, ниппель: Элемент переводника с наружной резьбой.
3.5 резьбовое упорное соединение, соединение: Соединение элементов бурильной колонны, имеющее коническую замковую резьбу и упорные поверхности (упорный торец муфтового конца и упорный уступ ниппельного конца).
3.6 резьбовое упорное соединение типа FH: Резьбовое соединение с широким проходным отверстием, в обозначении которого число означает ранее используемый наружный диаметр бурильной трубы в дюймах.
3.7 резьбовое упорное соединение типа NC: Резьбовое соединение "нумерационного" типа, в обозначении которого число означает кратность среднего диаметра резьбы в основной плоскости в миллиметрах к 2,54 мм, выраженную в виде целого значения.
3.8 резьбовое упорное соединение типа Reg: Резьбовое соединение "обычного" типа, в обозначении которого число означает ранее используемый наружный диаметр бурильной трубы в дюймах.
3.9 резьбовое упорное соединение типа З: Взаимозаменяемое с резьбовыми соединениями типов FH, NC и Reg (см. таблицу А.1, приложение А) резьбовое соединение, в обозначении которого число означает наружный диаметр большего основания конуса ниппельного конца в миллиметрах, округленный до целого значения.
3.10 переводник: Короткий патрубок с различными резьбовыми соединениями на противоположных концах для соединения концов элементов бурильной колонны с различными диаметрами или различными резьбовыми соединениями.
3.11 переводник муфтового типа (М): Переводник, имеющий два муфтовых конца.
3.12 переводник ниппельного типа (Н): Переводник, имеющий два ниппельных конца.
3.13 переводник переходного типа (П): Переводник, имеющий один муфтовый, другой ниппельный концы.
3.14 приработка: Операция свинчивания и развинчивания резьбового упорного соединения до начала его эксплуатации для обеспечения правильного свинчивания и уменьшения заедания резьбового соединения во время эксплуатации.
3.15 разгрузочные элементы: Разгрузочная расточка или разгрузочная канавка, выполняемые на ниппельном и муфтовом концах для уменьшения вероятности усталостного разрушения высоконагруженной части резьбового упорного соединения за счет уменьшения концентрации напряжений и повышения усталостной прочности соединения.
3.16 холодное деформационное упрочнение: Пластическая деформация впадин резьбы элемента соединения, осуществляемая без нагрева путем обкатки роликом с целью повышения усталостной прочности соединений.
3.17 элементы бурильной колонны: Бурильные трубы, ведущие бурильные трубы, вертлюг, переводники, толстостенные бурильные трубы, утяжеленные бурильные трубы, забойные двигатели, долота и коронки и другие изделия, входящие в состав бурильной колонны и имеющие резьбовые упорные соединения.
4 Обозначения и сокращения
4.1 В настоящем стандарте применены следующие обозначения:
| - относительное удлинение; |
- временное сопротивление; | |
- предел текучести; | |
| - длина ступеней переводника; |
| - размеры фаски по наружному диаметру упорного торца муфтового конца или упорного уступа ниппельного конца; |
- размер фаски по внутреннему диаметру ниппельного конца; | |
- наружный диаметр переводника; | |
- наружный диаметр ступени переводника; | |
| - диаметры упорного торца муфтового конца или упорного уступа ниппельного конца; |
- наружный диаметр цилиндрической проточки на основании ниппеля; | |
- внутренний диаметр переводника; | |
- внутренний диаметр фаски ниппельного конца; | |
- внутренний диаметр конической расточки муфты в плоскости торца; | |
HB | - твердость по Бринеллю; |
KCU | - ударная вязкость образцов с U-образным надрезом; |
KCV | - ударная вязкость образцов с V-образным надрезом. |
4.2 В настоящем стандарте применены следующие сокращения:
FH | - тип резьбового упорного соединения с широким проходным отверстием; |
LH | - левое направление резьбы; |
NC | - резьбовое упорное соединение нумерационного типа; |
REG | - резьбовое упорное соединение обычного типа; |
З | - тип резьбового упорного соединения; |
Л | - левое направление резьбы; |
М | - переводник муфтового типа; |
Н | - переводник ниппельного типа; |
П | - переводник переходного типа. |
5 Сортамент
5.1 Типоразмеры
Переводники в зависимости от конфигурации и размеров изготовляют следующих типов:
- переходного типа П с конфигурацией и размерами, указанными на рисунках 1, 2, 3 и в таблице 1;
- муфтового типа М с конфигурацией и размерами, указанными на рисунках 4, 5 и в таблице 2;
- ниппельного типа Н с конфигурацией и размерами, указанными на рисунках 6, 7 и в таблице 3.
По согласованию между изготовителем и заказчиком переводники могут быть изготовлены с размерами, не предусмотренными настоящим стандартом.
5.2 Резьбовые упорные соединения
Переводники изготовляют с резьбовыми упорными соединениями с замковой резьбой по ГОСТ 28487, приведенными в таблицах 1-3.
Переводники каждого типа в зависимости от заказа изготовляют с правой или левой резьбой.
По согласованию изготовителя и заказчика переводники могут быть изготовлены с эквивалентными резьбовыми соединениями типов FH, NC или REG.
Примечание - В международной и региональной стандартизации требования к резьбовым соединениями типов FH, NC или RE приведены в [1] или [2].
Взаимозаменяемость резьбовых соединений по ГОСТ 28487 с соединениями по [1] или [2] приведена в приложении А.
5.3 Примеры условного обозначения
Переводник переходного типа П, типоразмера З-122/147 (с резьбовым соединением муфтового конца с правой замковой резьбой З-122 и резьбовым соединением ниппельного конца с правой замковой резьбой З-147), размерами, указанными в таблице 1:
Переводник П З-122/147 ГОСТ 7360-2015.
Переводник ниппельного типа Н, типоразмера З-171Л/147Л (с резьбовым соединением верхнего конца с левой замковой резьбой З-171Л и резьбовым соединением нижнего конца с левой замковой резьбой З-147Л), размерами, указанными в таблице 3:
Переводник Н З-171Л/147Л ГОСТ 7360-2015.
Примечание - В условном обозначении переводника переходного типа первым приводят обозначение резьбового соединения муфтового конца. Размеры переводников не указывают, если они соответствуют размерам, установленным в таблицах 1-3.
Переводник переходного типа П, типоразмера З-133/122 (с резьбовым соединением муфтового конца с правой замковой резьбой З-133 и резьбовым соединением ниппельного конца с правой замковой резьбой З-122), размерами, не указанными в таблице 1: наружным диаметром 162,0 мм, внутренним диаметром 82,0 мм, длиной 484 мм:
Переводник П З-133/122 - 162 - 82 - 484 ГОСТ 7360-2015.
Переводник муфтового типа М, типоразмера З-152/117 (с резьбовым соединением верхнего конца с правой замковой резьбой З-152 и резьбовым соединением нижнего конца с правой замковой резьбой З-117), размерами, не указанными в таблице 2: наружным диаметром 197,0 мм одной ступени и наружным диаметром 140,0 мм другой ступени, внутренним диаметром 78,0 мм, длиной 390 мм:
Переводник М З-152/117 - 197/140 - 78 - 390 ГОСТ 7360-2015.
Примечание - В условном обозначении переводника с размерами, отличающимися от указанных в таблицах 1-3, приводят следующие размеры переводника: наружный диаметр (при ступенчатой конфигурации - наружные диаметры ступеней через наклонную черту), внутренний диаметр и длину переводника.
Переводник муфтового типа М, типоразмера 3 1/2 REG/ NC31 (с резьбовым соединением верхнего конца с правой резьбой 3 1/2 REG и резьбовым соединением нижнего конца с правой резьбой NC 31), размерами, указанными в таблице 2: наружным диаметром 113,0 мм, внутренним диаметром 54,0 мм, длиной 325 мм:
Переводник М 3 1/2 REG/NC31 - 113 - 54 - 325 ГОСТ 7360-2015.
Переводник переходного типа П, типоразмера NC 31/46 (с резьбовым соединением муфтового конца с левой резьбой NC 31 и резьбовым соединением ниппельного конца с левой резьбой NC 46), размерами, не указанными в таблице 1: наружным диаметром 162,0 мм, внутренним диаметром 82,0 мм, длиной 484 мм:
Переводник П NC 31LH/46LH - 162 - 82 - 484 ГОСТ 7360-2015.
Примечание - В условном обозначении переводника с резьбовыми упорными соединениями по [1] или [2] приводят следующие размеры переводника независимо от их соответствия размерам, указанным в таблицах 1-3 наружный диаметр (при ступенчатой конфигурации - наружные диаметры ступеней через наклонную черту), внутренний диаметр и длину переводника.
5.4 Сведения, указываемые в заказе
5.4.1 При оформлении заказа заказчик должен указать следующие сведения:
- условное обозначение переводника;
- наименование соединяемых элементов бурильной колонны и их наружные диаметры.
5.4.2 При необходимости между изготовителем и заказчиком могут быть согласованы и указаны в заказе следующие дополнительные требования:
- изготовление с другими размерами с приложением конструкторской документации или данных для ее разработки;
- изготовление с эквивалентными резьбовыми упорными соединениями типов FH, NC или REG;
- изготовление из стали марки, указанной заказчиком, с приложением химического состава стали или указанием соответствующего нормативного документа;
- изготовление с другими механическими свойствами с указанием необходимых требований;
- проведение испытаний на ударный изгиб при пониженной температуре с указанием температуры испытания, формы надреза и требований к ударной вязкости;
- выполнение разгрузочных элементов на муфтовых или ниппельных концах;
- выполнение холодного деформационного упрочнения резьбы;
- выполнение приработки резьбы с указанием числа циклов свинчивания-развинчивания;
- нанесение на резьбовое соединение антифрикционного покрытия определенного вида с указанием материала и требований к покрытию;
- выполнение контрольных меток на резьбовых упорных соединениях;
- применение консервационного покрытия определенного типа;
- применение консервационной резьбовой смазки определенного типа;
- упаковка, отличающаяся от предусмотренной в настоящем стандарте.
|
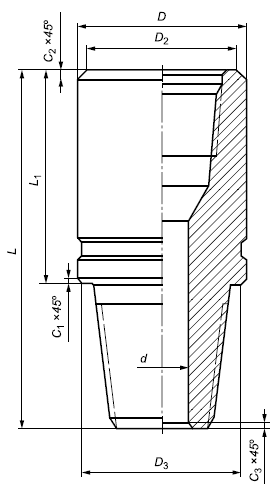
Рисунок 1 - Переводник типа П цилиндрической конфигурации
|
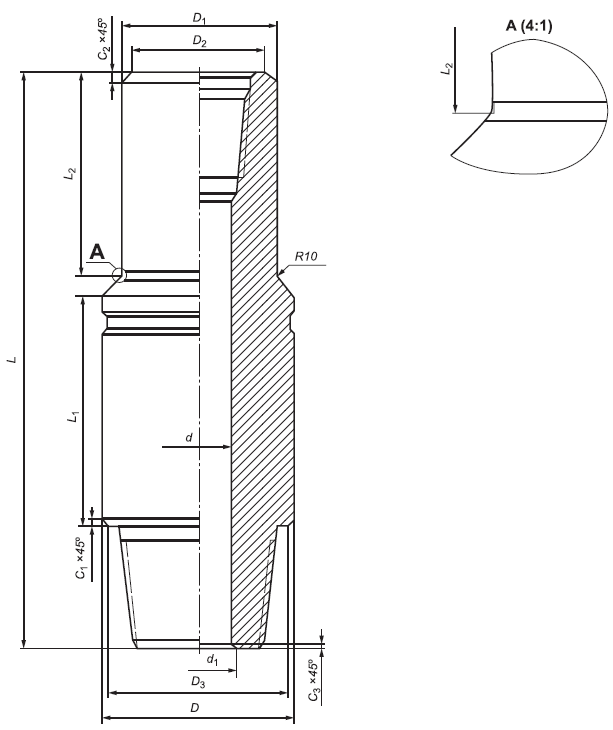
Рисунок 2 - Переводник типа П ступенчатой конфигурации
|
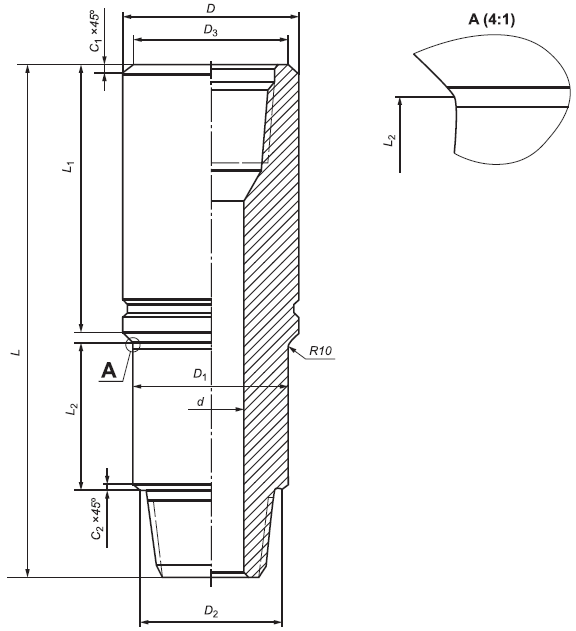
Рисунок 3 - Переводник типа П ступенчатой конфигурации
Таблица 1 - Размеры и масса переводников типа П
Размеры в миллиметрах
Типоразмер переводника | Резьбовое соединение с замковой резьбой | Рисунок | Общая длина | Длина ступени | Размер фаски | Нару- | Наруж- | Диаметры упорного торца или упорного уступа | Внутре- | Диаметр фаски ниппеля | Масса*, кг | |||||
муфто- | ниппе- |
|
|
|
|
|
|
| ||||||||
П З-76/76 | З-76 | З-76 | 1 | 369 | 280 | - | 2,00 | 2,00 | - | 95,0 | - | 91,0 | 91,0 | 32,0 | - | 13,6 |
П З-76/88 | З-76 | З-88 | 1 | 395 | 300 | - | 2,25 | 11,00 | - | 113,0 | - | 91,0 | 108,5 | 38,0 | - | 21,9 |
П З-86/66 | З-86 | З-66 | 1 | 356 | 280 | - | 15,75 | 2,25 | - | 108,0 | - | 103,5 | 76,6 | 25,0 | - | 16,9 |
П З-86/73 | З-86 | З-73 | 1 | 356 | 280 | - | 12,75 | 2,25 | - | 108,0 | - | 103,5 | 82,5 | 44,0 | - | 15,4 |
П З-86/76 | З-86 | З-76 | 1 | 369 | 280 | - | 8,50 | 2,25 | - | 108,0 | - | 103,5 | 91,0 | 32,0 | - | 17,0 |
П З-86/88 | З-86 | З-88 | 1 | 395 | 300 | - | 2,25 | 4,75 | - | 113,0 | - | 103,5 | 108,5 | 38,0 | - | 20,4 |
П З-86/101 | З-86 | З-101 | 1 | 420 | 325 | - | 2,00 | 7,25 | 4,00 | 118,0 | - | 103,5 | 114,0 | 54,0 | 62 | 23,0 |
П З-88/76 | З-88 | З-76 | 1 | 389 | 300 | - | 11,00 | 2,25 | - | 113,0 | - | 108,5 | 91,0 | 32,0 | - | 20,3 |
П З-88/88 | З-88 | З-88 | 1 | 395 | 300 | - | 2,25 | 2,25 | - | 113,0 | - | 108,5 | 108,5 | 38,0 | - | 20,7 |
П З-88/101 | З-88 | З-101 | 1 | 420 | 325 | - | 2,00 | 7,25 | 2,00 | 118,0 | - | 103,5 | 114,0 | 58,0 | 62 | 22,2 |
П З-88/121 | З-88 | З-121 | 2 | 500 | 203 | 178 | 2,75 | 2,25 | 11,00 | 146,0 | 113,0 | 108,5 | 140,5 | 58,0 | 80 | 37,8 |
П З-101/76 | З-101 | З-76 | 3 | 482 | 203 | 178 | 2,00 | 2,00 | - | 118,0 | 95,0 | 91,0 | 114,0 | 32,0 | - | 22,2 |
П З-101/88 | З-101 | З-88 | 1 | 420 | 325 | - | 7,25 | 2,00 | - | 118,0 | - | 114,0 | 103,5 | 38,0 | - | 23,5 |
П З-101/102 | З-101 | З-102 | 1 | 437 | 335 | - | 2,00 | 3,00 | 4,00 | 120,0 | - | 114,0 | 116,0 | 62,0 | 70 | 22,2 |
П З-101/117 | З-101 | З-117 | 2 | 500 | 203 | 178 | 2,75 | 2,00 | - | 140,0 | 118,0 | 114,0 | 134,5 | 58,0 | - | 34,8 |
П З-101/121 | З-101 | З-121 | 2 | 497 | 203 | 178 | 2,75 | 2,00 | 9,00 | 146,0 | 118,0 | 114,0 | 140,5 | 62,0 | 80 | 36,5 |
П З-102/88 | З-102 | З-88 | 1 | 430 | 335 | - | 8,25 | 2,00 | - | 120,0 | - | 116,0 | 103,5 | 38,0 | - | 24,0 |
П З-102/101 | З-102 | З-101 | 1 | 430 | 335 | - | 3,00 | 2,00 | - | 120,0 | - | 116,0 | 114,0 | 62,0 | - | 20,8 |
П З-102/102 | З-102 | З-102 | 1 | 437 | - | - | 5,35 | 5,35 | - | 127,0 | - | 116,3 | 116,3 | 58,0 | - | 26,0 |
П З-102/117 | З-102 | З-117 | 2 | 499 | 203 | 178 | 2,75 | 2,00 | - | 140,0 | 120,0 | 116,0 | 134,5 | 58,0 | - | 34,5 |
П З-102/121 | З-102 | З-121 | 2 | 496 | 203 | 178 | 2,75 | 2,00 | - | 146,0 | 120,0 | 116,0 | 140,5 | 78,0 | - | 30,9 |
П З-108/88 | З-108 | З-88 | 3 | 451 | 178 | 178 | 2,75 | 2,25 | - | 133,0 | 113,0 | 108,5 | 127,5 | 38,0 | - | 27,0 |
П З-108/101 | З-108 | З-101 | 3 | 459 | 178 | 178 | 2,75 | 2,00 | - | 133,0 | 118,0 | 114,0 | 127,5 | 62,0 | - | 24,6 |
П З-108/102 | З-108 | З-102 | 3 | 465 | 178 | 178 | 2,75 | 2,00 | - | 133,0 | 120,0 | 116,0 | 127,5 | 70,0 | - | 23,5 |
П З-108/117 | З-108 | З-117 | 1 | 463 | 355 | - | 2,75 | 6,25 | - | 140,0 | - | 127,5 | 134,5 | 58,0 | - | 35,5 |
П З-108/121 | З-108 | З-121 | 2 | 490 | 203 | 178 | 2,75 | 2,75 | 4,00 | 146,0 | 133,0 | 127,5 | 140,5 | 72,0 | 80 | 35,0 |
П З-117/117 | З-117 | З-117 | 1 | 463 | 355 | - | 2,75 | 2,75 | - | 140,0 | - | 134,5 | 134,5 | 58,0 | - | 36,0 |
П З-117/121 | З-117 | З-121 | 1 | 457 | 355 | - | 2,75 | 5,75 | - | 146,0 | - | 134,5 | 140,5 | 78,0 | - | 33,5 |
П З-117/147 | З-117 | З-147 | 2 | 523 | 203 | 178 | 3,75 | 2,75 | 11,50 | 178,0 | 140,0 | 134,5 | 170,5 | 78,0 | 101 | 55,8 |
П З-121/86 | З-121 | З-86 | 3 | 489 | 203 | 178 | 2,75 | 2,25 | - | 146,0 | 108,0 | 103,5 | 140,5 | 54,0 | - | 29,1 |
П З-121/88 | З-121 | З-88 | 3 | 493 | 203 | 178 | 2,75 | 2,25 | - | 146,0 | 113,0 | 108,5 | 140,5 | 38,0 | - | 32,6 |
П З-121/101 | З-121 | З-101 | 3 | 490 | 203 | 178 | 2,75 | 2,00 | - | 146,0 | 118,0 | 114,0 | 140,5 | 62,0 | - | 31,0 |
П З-121/102 | З-121 | З-102 | 3 | 496 | 203 | 178 | 2,75 | 2,00 | - | 146,0 | 120,0 | 116,0 | 140,5 | 70,0 | - | 29,5 |
П З-121/108 | З-121 | З-108 | 3 | 502 | 203 | 178 | 2,75 | 2,75 | - | 146,0 | 133,0 | 127,5 | 140,5 | 72,0 | - | 33,0 |
П З-121/117 | З-121 | З-117 | 1 | 463 | 355 | - | 5,75 | 2,75 | - | 146,0 | - | 140,5 | 134,5 | 58,0 | - | 38,4 |
П З-121/121 | З-121 | З-121 | 1 | 457 | 355 | - | 2,75 | 2,75 | - | 146,0 | - | 140,5 | 140,5 | 80,0 | - | 32,2 |
П З-121/122 | З-121 | З-122 | 1 | 469 | 355 | - | 2,75 | 2,75 | - | 146,0 | - | 140,5 | 140,5 | 80,0 | - | 33,3 |
П З-121/133 | З-121 | З-133 | 1 | 484 | 370 | - | 2,25 | 7,25 | 7,50 | 155,0 | - | 140,5 | 150,5 | 80,0 | 95 | 42,6 |
П З-121/147 | З-121 | З-147 | 2 | 524 | 203 | 178 | 3,75 | 2,75 | 10,50 | 178,0 | 146,0 | 140,5 | 170,5 | 80,0 | 101 | 55,9 |
П З-121/161 | З-121 | З-161 | 2 | 537 | 203 | 178 | 11,5 | 2,75 | 20,00 | 203,0 | 146,0 | 140,5 | 180,0 | 80,0 | 120 | 73,2 |
П З-122/101 | З-122 | З-101 | 3 | 490 | 203 | 178 | 2,75 | 2,00 | - | 146,0 | 118,0 | 114,0 | 140,5 | 62,0 | - | 29,0 |
П З-122/102 | З-122 | З-102 | 3 | 496 | 203 | 178 | 2,75 | 2,00 | - | 146,0 | 120,0 | 116,0 | 140,5 | 70,0 | - | 28,0 |
П З-122/108 | З-122 | З-108 | 3 | 502 | 203 | 178 | 2,75 | 2,75 | - | 146,0 | 133,0 | 127,5 | 140,5 | 72,0 | - | 31,8 |
П З-122/117 | З-122 | З-117 | 1 | 463 | 355 | - | 5,75 | 2,75 | - | 146,0 | - | 140,5 | 134,5 | 58,0 | - | 37,0 |
П З-122/121 | З-122 | З-121 | 1 | 457 | 355 | - | 2,75 | 2,75 | - | 146,0 | - | 140,5 | 140,5 | 80,0 | - | 31,0 |
П З-122/122 | З-122 | З-122 | 1 | 469 | - | - | 4,85 | 4,85 | - | 155,0 | - | 145,3 | 145,3 | 80,0 | - | 39,9 |
П З-122/133 | З-122 | З-133 | 1 | 484 | 370 | - | 2,25 | 7,25 | - | 155,0 | - | 140,5 | 150,5 | 95,0 | - | 35,6 |
П З-122/147 | З-122 | З-147 | 2 | 524 | 20 | 178 | 3,75 | 2,75 | 3,00 | 178,0 | 146,0 | 140,5 | 170,5 | 95,0 | 101 | 48,2 |
П З-133/101 | З-133 | З-101 | 3 | 495 | 203 | 178 | 2,25 | 2,00 | - | 155,0 | 118,0 | 114,0 | 150,5 | 62,0 | - | 31,0 |
П З-133/108 | З-133 | З-108 | 3 | 506 | 203 | 178 | 2,25 | 2,75 | - | 155,0 | 133,0 | 127,5 | 150,5 | 72,0 | - | 33,9 |
П З-133/117 | З-133 | З-117 | 3 | 497 | 203 | 178 | 2,25 | 2,75 | - | 155,0 | 140,0 | 134,5 | 150,5 | 58,0 | - | 40,0 |
П З-133/121 | З-133 | З-121 | 1 | 482 | 370 | - | 7,25 | 2,25 | - | 155,0 | - | 150,5 | 140,5 | 80,0 | - | 36,0 |
П З-133/122 | З-133 | З-122 | 1 | 484 | 370 | - | 7,25 | 2,25 | - | 155,0 | - | 150,5 | 140,5 | 82,0 | - | 37,0 |
П З-133/140 | З-133 | З-140 | 1 | 510 | 390 | - | 5,75 | 10,75 | - | 172,0 | - | 150,5 | 160,5 | 70,0 | - | 59,0 |
П З-133/147 | З-133 | З-147 | 2 | 520 | 203 | 178 | 3,75 | 2,25 | - | 178,0 | 155,0 | 150,5 | 170,5 | 101,0 | - | 46,1 |
П З-133/147 | З-133 | З-147 | 2 | 516 | 203 | 178 | 3,75 | 4,00 | - | 178,0 | 162,0 | 154 | 170,5 | 89,0 | - | 53,0 |
П З-133/152 | З-133 | З-152 | 2 | 529 | 203 | 178 | 5,50 | 2,25 | - | 197,0 | 155,0 | 150,5 | 186,0 | 89,0 | - | 63,0 |
П З-133/161 | З-133 | З-161 | 2 | 532 | 203 | 178 | 11,5 | 2,25 | 7,50 | 203,0 | 155,0 | 150,5 | 180,0 | 105,0 | 120 | 61,1 |
П З-133/171 | З-133 | З-171 | 2 | 521 | 203 | 178 | 3,50 | 2,25 | 7,50 | 203,0 | 155,0 | 150,5 | 196 | 95,0 | - | 62,3 |
П З-147/117 | З-147 | З-117 | 3 | 525 | 220 | 178 | 3,75 | 2,75 | - | 178,0 | 140,0 | 134,5 | 170,5 | 58,0 | - | 47,7 |
П З-147/121 | З-147 | З-121 | 3 | 516 | 220 | 178 | 3,75 | 2,75 | - | 178,0 | 146,0 | 140,5 | 170,5 | 80,0 | - | 45,0 |
П З-147/122 | З-147 | З-122 | 3 | 528 | 220 | 178 | 3,75 | 2,75 | - | 178,0 | 146,0 | 140,5 | 170,5 | 82,0 | - | 45,0 |
П З-147/133 | З-147 | З-133 | 3 | 524 | 220 | 178 | 3,75 | 2,25 | - | 178,0 | 155,0 | 150,5 | 170,5 | 95,0 | - | 44,0 |
П З-147/133 | З-147 | З-133 | 3 | 520 | 220 | 178 | 3,75 | 4,00 | - | 178,0 | 162,0 | 154,00 | 170,5 | 95,0 | - | 47,1 |
П З-147/133 | З-147 | З-133 | 1 | 504 | - | - | 13,75 | 3,75 | - | 178,0 | - | 170,5 | 150,5 | 95,0 | - | 50,2 |
П З-147/140 | З-147 | З-140 | 1 | 510 | 390 | - | 6,75 | 3,75 | - | 178,0 | - | 170,5 | 164,5 | 70,0 | - | 60,0 |
П З-147/147 | З-147 | З-147 | 1 | 517 | 390 | - | 3,75 | 3,75 | - | 178,0 | - | 170,5 | 170,5 | 101,0 | - | 51,0 |
П З-147/152 | З-147 | З-152 | 1 | 517 | 390 | - | 5,25 | 13,25 | - | 197,0 | - | 170,5 | 186,5 | 89,0 | - | 74,0 |
П З-147/161 | З-147 | З-161 | 1 | 517 | 390 | - | 2,50 | 7,25 | 9,50 | 185,0 | - | 170,5 | 180,0 | 101,0 | 120 | 60,0 |
П З-147/171 | З-147 | З-171 | 2 | 521 | 203 | 178 | 3,50 | 3,75 | 13,00 | 203,0 | 178,0 | 170,5 | 196,0 | 101,0 | 127 | 62,8 |
П З-152/121 | З-152 | З-121 | 3 | 526 | 220 | 178 | 5,50 | 2,75 | - | 197,0 | 146,0 | 140,5 | 186,0 | 80,0 | - | 55,0 |
П З-152/147 | З-152 | З-147 | 1 | 517 | 390 | - | 13,25 | 5,50 | - | 197,0 | - | 186,0 | 170,5 | 101,0 | - | 67,0 |
П З-152/152 | З-152 | З-152 | 1 | 517 | 390 | - | 5,50 | 5,50 | - | 197,0 | - | 186,0 | 186,0 | 89,0 | - | 73,5 |
П З-152/171 | З-152 | З-171 | 1 | 517 | 390 | - | 3,50 | 8,50 | 2,50 | 203,0 | - | 186,0 | 196,0 | 122,0 | 127 | 67,4 |
П З-161/147 | З-161 | З-147 | 1 | 517 | 390 | - | 7,25 | 2,50 | - | 185,0 | - | 180,0 | 170,5 | 101,0 | - | 53,0 |
П З-161/171 | З-161 | З-171 | 2 | 538 | 220 | 178 | 5,50 | 3,50 | - | 229,0 | 203,0 | 196,0 | 218,0 | 127,0 | - | 81,3 |
П З-161/177 | З-161 | З-177 | 1 | 523 | 390 | - | 5,00 | 14,50 | - | 225,0 | - | 196,0 | 215,0 | 102,0 | - | 97,3 |
П З-171/121 | З-171 | З-121 | 3 | 529 | 220 | 178 | 3,50 | 2,75 | - | 203,0 | 146,0 | 140,5 | 196,0 | 80,0 | - | 49,4 |
П З-171/133 | З-171 | З-133 | 3 | 536 | 220 | 178 | 3,50 | 2,25 | - | 203,0 | 155,0 | 150,5 | 196,0 | 95,0 | - | 48,9 |
П З-171/147 | З-171 | З-147 | 3 | 538 | 220 | 178 | 3,50 | 3,75 | - | 203,0 | 178,0 | 170,5 | 196,0 | 101,0 | - | 61,0 |
П З-171/152 | З-171 | З-152 | 1 | 517 | 390 | - | 8,50 | 3,50 | - | 203,0 | - | 196,0 | 186,0 | 89,0 | - | 74,3 |
П З-171/171 | З-171 | З-171 | 1 | 517 | 390 | - | 3,50 | 3,50 | - | 203,0 | - | 196,0 | 196,0 | 127,0 | - | 59,4 |
П З-171/177 | З-171 | З-177 | 1 | 523 | 390 | - | 7,00 | 5,50 | - | 229,0 | - | 218,0 | 215,0 | 101,0 | - | 99,0 |
П З-171/201 | З-171 | З-201 | 2 | 518 | 203 | 178 | 5,75 | 5,50 | - | 254,0 | 229,0 | 218,0 | 242,5 | 121,0 | - | 115,0 |
П З-177/171 | З-177 | З-171 | 1 | 517 | 390 | - | 14,50 | 5,00 | 12,50 | 225,0 | - | 215,0 | 196,0 | 102,0 | 127 | 93,0 |
П З-201/177 | З-201 | З-177 | 1 | 533 | 400 | - | 19,50 | 5,75 | - | 254,0 | - | 242,5 | 215,0 | 101,0 | - | 118,2 |
П З-201/201 | З-201 | З-201 | 1 | 537 | 400 | - | 5,75 | 5,75 | - | 254,0 | - | 242,5 | 242,5 | 120,0 | - | 121,9 |
* Справочное значение. | ||||||||||||||||
|
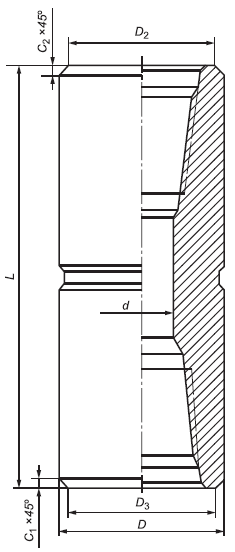
Рисунок 4 - Переводник типа М цилиндрической конфигурации
|
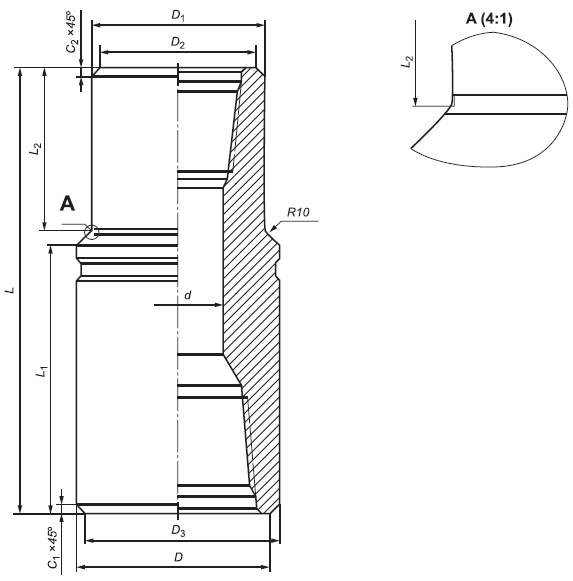
Рисунок 5 - Переводник типа М ступенчатой конфигурации
Таблица 2 - Размеры и масса переводников типа М
Размеры в миллиметрах
Типоразмер переводника | Резьбовое соединение с замковой резьбой | Рисунок | Общая длина | Длина ступени | Размер фаски | Наруж- | Наруж- | Диаметры упорных торцов | Внутренний диаметр | Масса*, кг | ||||
верх- | ниж- | +30 |
|
|
|
|
|
| ||||||
М З-73/66 | З-73 | З-66 | 4 | 300 | - | - | 4,75 | 1,75 | 86,0 | - | 82,5 | 76,5 | 36,0 | 8,5 |
М З-73/76 | З-73 | З-76 | 4 | 325 | - | - | 1,65 | 6,25 | 95,0 | - | 82,5 | 91,7 | 44,0 | 11,3 |
М З-86/76 | З-86 | З-76 | 5 | 363 | 178 | 178 | 2,25 | 2,00 | 108,0 | 95,0 | 91,0 | 103,5 | 45,0 | 14,4 |
М З-86/88 | З-86 | З-88 | 4 | 325 | - | - | 4,30 | 4,75 | 113,0 | - | 103,5 | 104,4 | 54,0 | 15,7 |
М З-88/88 | З-88 | З-88 | 4 | 325 | - | - | 4,30 | 2,25 | 113,0 | - | 108,5 | 104,4 | 58,0 | 15,4 |
М З-101/88 | З-101 | З-88 | 4 | 325 | 6,80 | 2,00 | 118,0 | - | 114,0 | 104,4 | 58,0 | 16,4 | ||
М З-108/88 | З-108 | З-88 | 5 | 366 | 178 | 178 | 2,75 | 4,3 | 133,0 | 113,0 | 104,4 | 127,5 | 58,0 | 20,0 |
М З-117/117 | З-117 | З-117 | 4 | 355 | - | - | 2,25 | 2,75 | 140,0 | - | 134,5 | 135,5 | 78,0 | 23,3 |
М З-121/88 | З-121 | З-88 | 5 | 398 | 178 | 203 | 2,75 | 4,3 | 146,0 | 113,0 | 104,4 | 140,5 | 58,0 | 26,0 |
М З-121/117 | З-121 | З-117 | 4 | 355 | - | - | 5,25 | 2,75 | 146,0 | - | 140,5 | 135,5 | 78,0 | 24,8 |
М З-121/121 | З-121 | З-121 | 4 | 355 | - | - | 2,35 | 2,75 | 146,0 | - | 140,5 | 141,3 | 80,0 | 24,9 |
М З-133/117 | З-133 | З-117 | 4 | 355 | - | - | 9,75 | 2,25 | 155,0 | - | 150,5 | 135,5 | 78,0 | 32,0 |
М З-147/117 | З-147 | З-117 | 5 | 400 | 178 | 203 | 3,75 | 2,25 | 178,0 | 140,0 | 135,5 | 170,5 | 78,0 | 33,5 |
М З-147/121 | З-147 | З-121 | 5 | 397 | 178 | 203 | 3,75 | 2,35 | 178,0 | 146,0 | 141,3 | 170,5 | 80,0 | 39,7 |
М З-147/147 | З-147 | З-147 | 4 | 400 | - | - | 3,75 | 3,75 | 178,0 | - | 170,5 | 170,5 | 101,0 | 37,9 |
М З-147/152 | З-147 | З-152 | 5 | 391 | 203 | 178 | 5,50 | 3,75 | 197,0 | 178,0 | 170,5 | 186,0 | 101,0 | 44,0 |
М З-147/171 | З-147 | З-171 | 5 | 436 | 220 | 203 | 3,50 | 3,75 | 203,0 | 178,0 | 170,5 | 196,0 | 101,0 | 50,0 |
М З-161/152 | З-161 | З-152 | 4 | 400 | - | - | 8,05 | 3,50 | 203,0 | - | 196,0 | 186,9 | 122,0 | 53,1 |
М З-161/177 | З-161 | З-177 | 4 | 400 | - | - | 5,00 | 14,50 | 225,0 | - | 196,0 | 215,0 | 102,0 | 71,7 |
М З-171/152 | З-161 | З-152 | 4 | 400 | - | - | 21,05 | 5,50 | 229,0 | - | 218,0 | 186,9 | 122,0 | 77,8 |
М З-171/171 | З-171 | З-171 | 4 | 415 | - | - | 3,50 | 3,50 | 203,0 | - | 196,0 | 196,0 | 127,0 | 47,1 |
М З-171/177 | З-171 | З-177 | 4 | 415 | - | - | 7,00 | 5,50 | 229,0 | - | 218,0 | 215,0 | 101,0 | 76,9 |
М З-201/152 | З-201 | З-152 | 5 | 469 | 220 | 220 | 5,75 | 5,05 | 254,0 | 197,0 | 186,9 | 242,5 | 122,0 | 81,6 |
М З-201/177 | З-201 | З-177 | 4 | 420 | - | - | 19,50 | 5,75 | 254,0 | - | 242,5 | 215,0 | 101,0 | 98,9 |
* Справочное значение. | ||||||||||||||
|
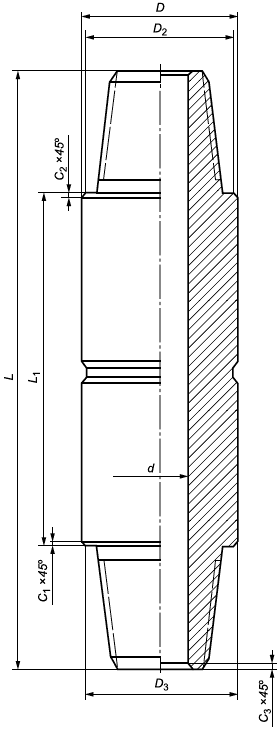
Рисунок 6 - Переводник типа Н цилиндрической конфигурации
|
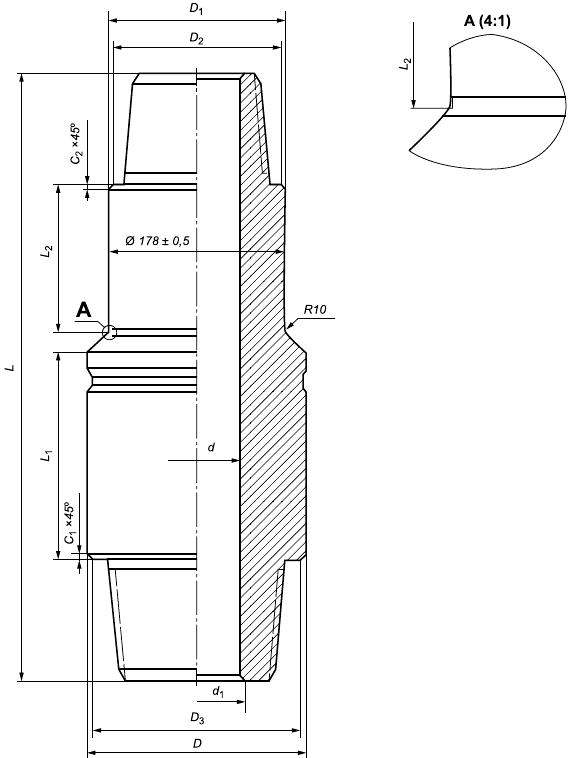
Рисунок 7 - Переводник типа Н ступенчатой конфигурации
Таблица 3 - Размеры и масса переводников типов Н
Размеры в миллиметрах
Типоразмер переводника | Резьбовое соединение с замковой резьбой | Рисунок | Общая длина | Длина ступени | Размер фаски | Наружный диаметр | Наружный диаметр | Диаметры упорных уступов | Внутренний диаметр | Диаметр фаски ниппеля | Масса*, кг | |||||
верх- | ниж- |
|
|
|
|
|
|
| ||||||||
Н З-121/121 | З-121 | З-121 | 6 | 525 | 321 | - | 2,75 | 2,75 | - | 146,0 | - | 140,5 | 140,5 | 80,0 | - | 36,0 |
Н З-147/147 | З-147 | З-147 | 6 | 550 | 296 | - | 3,75 | 3,75 | - | 178,0 | - | 170,5 | 170,5 | 101,0 | - | 51,0 |
Н З-147/152 | З-147 | З-152 | 6 | 550 | 296 | - | 5,50 | 13,25 | 6,00 | 197,0 | - | 170,5 | 186,0 | 89,0 | 101 | 70,0 |
Н З-171/177 | З-171 | З-177 | 6 | 550 | 290 | - | 5,00 | 14,50 | 13,00 | 225,0 | - | 196,0 | 215,0 | 101,0 | 127 | 93,9 |
Н З-147/171 | З-147 | З-171 | 7 | 707 | 220 | 220 | 3,50 | 3,75 | 13,00 | 203,0 | 178,0 | 170,5 | 196,0 | 101,0 | 127 | 92,3 |
Н З-171/201 | З-171 | З-201 | 7 | 671 | 203 | 178 | 5,75 | 3,50 | 3,50 | 254,0 | 203,0 | 196,0 | 242,5 | 120,0 | 127 | 113,7 |
* Справочное значение. | ||||||||||||||||
6 Технические требования
6.1 Материал
Переводники изготовляют из поковок, горячедеформированного проката или горячедеформированных труб.
Переводники должны быть изготовлены из стали с химическим составом, обеспечивающим получение требуемых механических свойств после термической обработки по режиму закалки и отпуска. Если в заказе не указано иное, марку стали определяет изготовитель, при этом содержание фосфора и серы в химическом составе должно быть не более 0,020 и 0,015 масс. % соответственно.
6.2 Механические свойства
Механические свойства переводников должны соответствовать указанным в таблице 4. По согласованию между изготовителем и заказчиком переводники могут быть изготовлены с механическими свойствами, отличающимся от установленных в настоящем стандарте, которые должны соответствовать требованиям, указанным в заказе.
Таблица 4 - Механические свойства
Наружный диаметр | Предел текучести | Временное сопротивление | Относи- | Относи- | Твердость по Бринеллю НВ | Ударная вязкость при температуре испытания +20°С | |
средняя | отдельного образца | ||||||
не менее | |||||||
До 178,0 включ. | 758 | 965 | 13 | 45 | 285 | 68 | 59 |
Св.178,0 | 689 | 931 | 277 | ||||
| |||||||
6.3 Конфигурация и геометрические параметры
6.3.1 Конфигурация и геометрические параметры переводников (размеры, углы наклона, конусность, шероховатость поверхности) должны соответствовать указанным на рисунках 1-7, в таблицах 1-3 и соответствующей конструкторской документации.
По согласованию между изготовителем и заказчиком переводники могут быть изготовлены с другими геометрическими параметрами, которые должны соответствовать требованиям, указанным в заказе, и разработанной на основе этих требований конструкторской документации.
6.3.2 Разностенность ниппельного конца в плоскости торца переводников типа П и Н должна быть не более:
- 1,5 мм - для переводников с резьбовыми соединениями З-66; З-73; З-76; З-86; З-88; З-101; З-102; З-108; З-117; З-121; З-122; З-133;
- 2,0 мм - для переводников с другими резьбовыми соединениями.
6.3.3 Торцевое биение упорных поверхностей муфтового и ниппельного концов должно быть не более 0,1 мм.
6.3.4 Форма, геометрические параметры профиля замковой резьбы и других элементов соединения, включая натяг резьбы, должны соответствовать ГОСТ 28487.
При изготовлении переводников с эквивалентными соединениями типов FH, NC или REG требования к ним должны соответствовать установленным в соответствующих стандартах.
Примечание - В международной и региональной стандартизации требования к резьбовым соединениями типов FH, NC или REG приведены в [1] или [2].
6.3.5 Оси резьбы концов переводника должны быть соосны. Отклонение от соосности должно быть не более 0,6 мм.
6.4 Качество поверхности
6.4.1 На наружной и внутренней поверхностях переводников не должно быть трещин любого происхождения, плен, раковин, расслоений, а также вмятин с острым дном.
Допускаются риски, вмятины с плоским дном и следы зачистки несовершенств, не выводящие толщину стенки за допустимые предельные значения.
6.4.2 Допускается удаление несовершенств поверхности переводников местной абразивной зачисткой при условии, что она не выводит толщину стенки за предельные значения. Участки местной зачистки должны плавно переходить к прилежащей поверхности переводника.
Вырубка, заварка или заделка несовершенств не допускается.
6.4.3 Поверхность резьбы и упорных поверхностей резьбовых соединений должна быть без забоин, заусенцев, рванин, вмятин и других дефектов, нарушающих их непрерывность резьбы и герметичность соединения.
6.4.4 Каждый переводник должен пройти неразрушающий контроль для выявления продольных и поперечных несовершенств на наружной и внутренней поверхностях, включая поверхности резьбовых упорных соединений.
6.5 Антифрикционное покрытие
На поверхность резьбы и упорные поверхности резьбовых соединений должно быть нанесено антифрикционное фосфатное покрытие толщиной от 6 до 21 мкм. Допускается нанесение других видов антифрикционных покрытий на основе меди или цинка.
Антифрикционное покрытие должно соответствовать требованиям ГОСТ 9.301.
Если в заказе не указано иное, вид антифрикционного покрытия выбирает изготовитель.
6.6 Холодное деформационное упрочнение
По согласованию между изготовителем и заказчиком переводники могут быть изготовлены с холодным деформационным упрочнением (обкаткой роликом) впадин резьбы.
Примечания
1 Холодное деформационное упрочнение проводят в соответствии с требованиями, приведенными в международной и региональной стандартизации в [1] или [2].
2 Неправильное проведение холодного деформационного упрочнения может оказать вредное воздействие на резьбовые упорные соединения.
6.7 Разгрузочные элементы
По согласованию между изготовителем и заказчиком переводники могут быть изготовлены с одним из следующих видов разгрузочных элементов:
- разгрузочной канавки на ниппельном конце и разгрузочной расточки на муфтовом конце;
- разгрузочных канавок на ниппельном конце и муфтовом конце.
Предпочтительным разгрузочным элементом для муфтового конца является разгрузочная расточка.
Примечание - Требования к разгрузочным элементам в международной и региональной стандартизации приведены в [1] или [2].
6.8 Приработка
По согласованию между изготовителем и заказчиком может быть выполнена приработка резьбового упорного соединения переводников в соответствии с документированной процедурой изготовителя.
Приработку выполняют путем неоднократного троекратного свинчивания и развинчивания соединений с рекомендуемым в [3] или в инструкции по эксплуатации элементов бурильных колон крутящим моментом и использованием соответствующей резьбовой уплотнительной смазки.
6.9 Маркировка
6.9.1 На наружной поверхности каждого переводника должен быть проточен поясок для маркировки [см. рисунок 8, а)]. На переводниках цилиндрической конфигурации поясок должен быть расположен посередине длины переводника, на переводниках ступенчатой конфигурации - на ступени большого диаметра на расстоянии 20 мм от переходной фаски.
На переводниках с левым направлением резьбы кроме маркировочного пояска должен быть проточен опознавательный поясок [см. рисунок 8, б)].
|
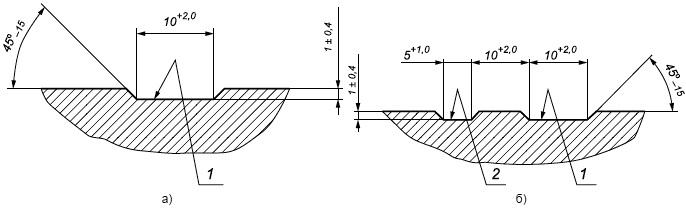
1 - маркировочный поясок; 2 - опознавательный поясок
Рисунок 8 - Маркировочные и опознавательные пояски
6.9.2 На маркировочном пояске каждого переводника должна быть нанесена маркировка клеймением шрифтами 6-ПР3 или 8-ПР3 по ГОСТ 26.008, содержащая:
- товарный знак изготовителя;
- условное обозначение переводника;
- дату приемки (первые одна или две цифры - месяц, последние две цифры - год).
При изготовлении переводников с резьбовыми соединениями типов FH, NC или REG обозначение резьбового соединения должно соответствовать указанному в приложении А.
6.9.3 Если переводники изготавливают с холодным деформационным упрочнением впадин резьбы на торец ниппельного конца и коническую расточку на муфтовом конце наносят маркировку в виде букв CW (coldwork).
6.9.4 По согласованию между изготовителем и заказчиком на переводниках могут быть выполнены контрольные метки, предназначенные для идентификации проведения ремонта резьбовых соединений переводников в процессе эксплуатации.
Контрольные метки могут быть двух видов: цилиндрические и штампованные (см. рисунки 9, 10). Их выполняют на основании конуса ниппельного конца и расточке муфтового конца на расстоянии 3,18 мм от упорных поверхностей. Однако если на ниппельных концах переводников выполнены разгрузочные канавки, контрольные метки наноситься не должны.
Примечание - Требования к контрольным меткам в международной и региональной стандартизации приведены в [1] или [2].
|
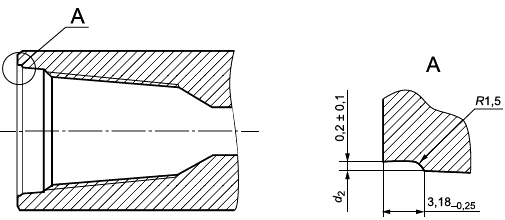
а) Цилиндрическая метка на муфте
|
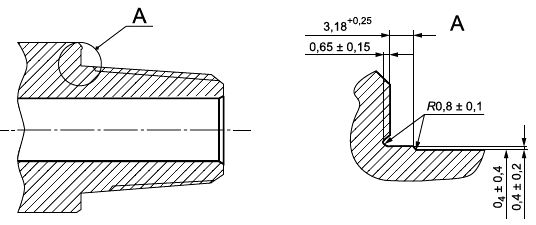
б) Цилиндрическая метка на ниппеле
Рисунок 9 - Цилиндрические контрольные метки
|
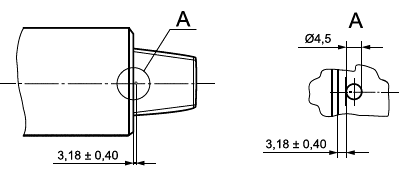
а) Штампованная метка на ниппеле
|
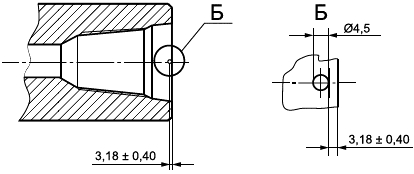
б) Штампованная метка на муфте
Примечание - Глубина штампованной метки (0,2+0,2) мм.
Рисунок 10 - Штампованные контрольные метки
6.10 Упаковка
6.10.1 На поверхность переводников, за исключением резьбовых упорных соединений, должно быть нанесено консервационное покрытие для защиты от коррозии при транспортировании и хранении на период не менее шести месяцев. Если в заказе не указано иное, тип консервационного покрытия выбирает изготовитель.
6.10.2 Резьбовые упорные соединения переводников на время транспортирования, погрузочно-разгрузочных операций и хранения должны быть надежно защищены от механических повреждений, попадания влаги и загрязнений предохранительными деталями.
При навинчивании предохранительных деталей резьба и упорные поверхности резьбовых соединений переводников должны быть покрыты резьбовой консервационной смазкой. Если в заказе не указано иное, тип смазки выбирает изготовитель.
6.10.3 Упаковка переводников должна соответствовать ГОСТ 10692, если иное не согласовано между заказчиком и изготовителем.
7 Требования безопасности и охраны окружающей среды
Переводники стальные пожаробезопасны, взрывобезопасны, электробезопасны, нетоксичны, не представляют радиационной опасности и не наносят вреда окружающей природной среде и здоровью человека при испытании, хранении, транспортировании, эксплуатации и утилизации.
8 Правила приемки
8.1 Переводники принимают партиями.
Партия должна состоять из переводников одного типоразмера, одной марки стали, термообработанных по одному режиму на одном оборудовании, и сопровождаться одним документом о приемочном контроле.
8.2 Обработка резьбового соединения приводит к изменению натяга в нем, поэтому проверку соответствия геометрических параметров соединений требованиям настоящего стандарта следует осуществлять до нанесения антифрикционного покрытия, холодного деформационного упрочнения или приработки.
8.3 Для проверки соответствия переводников требованиям настоящего стандарта изготовитель проводит приемо-сдаточные контроль и испытания.
Виды приемо-сдаточных контроля и испытаний и нормы отбора переводников, проб и образцов от партии приведены в таблице 5.
Таблица 5 - Виды приемо-сдаточных контроля и испытаний, нормы отбора
Вид приемо-сдаточного контроля или испытания | Норма отбора переводников от партии | Норма отбора образцов от каждого отобранного переводника |
Контроль химического состава стали | 1 ковшевая проба или переводник | 1 проба |
Испытание на растяжение | 1 или 2 | 2 |
Испытание на ударный изгиб | 1 или 2 | 3 |
Контроль твердости | 100% | - |
Контроль конфигурации и геометрических параметров переводников | 100% | - |
Контроль разностенности ниппельных концов | 100% | - |
Контроль торцевого биения | 100% | - |
Контроль формы и геометрических параметров резьбового упорного соединения | 10% | - |
Контроль натяга резьбы | 100% | - |
Контроль соосности резьбы | 10% | - |
Визуальный контроль качества поверхности, маркировки и консервационного покрытия | 100% | - |
Неразрушающий контроль магнитопорошковым методом | 100% | - |
Визуальный контроль антифрикционного покрытия | 100% | - |
Контроль толщины антифрикционного покрытия | 1 | - |
| ||
При объеме партии до 10 шт. допускается по согласованию между изготовителем и заказчиком проводить проверку соответствия механических свойств переводников по результатам испытаний образцов-свидетелей, изготовленных из стали тех же плавок, что и переводники, термообработанных вместе с контролируемой партией переводников, имеющих одинаковое с переводниками или большее поперечное сечение. Отбор проб от образцов-свидетелей должен проводиться из тех же участков, что и отбор проб от переводников. Проверку соответствия механических свойств переводников по результатам испытаний образцов-свидетелей проводят по документированной процедуре изготовителя.
При получении неудовлетворительных результатов выборочных испытаний хотя бы по одному из видов приемо-сдаточных контроля и испытаний по нему проводят повторные испытания на удвоенном количестве переводников, отобранных из той же партии, исключая переводники, не выдержавшие испытаний. Результаты повторных испытаний распространяют на всю партию.
Дефекты, обнаруженные при неразрушающем контроле, должны быть основанием для отбраковки переводников или полностью удалены согласно 6.4.2. После удаления дефектов переводники должны быть подвергнуты повторному неразрушающему контролю тем же методом, которым были обнаружены данные дефекты.
8.4 На принятую партию переводников оформляют документ о приемочном контроле 3.1В по ГОСТ 31458, удостоверяющий их соответствие требованиям настоящего стандарта.
Документ о приемочном контроле должен содержать следующие данные:
- наименование или товарный знак изготовителя;
- условное обозначение;
- марку стали и нормативный документ на химический состав;
- номер плавки (плавок);
- результаты химического анализа;
- результаты испытаний на растяжение;
- результаты испытаний на ударный изгиб с указанием температуры испытаний и типа образцов;
- результаты неразрушающего контроля магнитопорошковым методом;
- запись о проведении холодного деформационного упрочнения резьбы при применении;
- запись о проведении приработки с указанием числа циклов свинчивания-развинчивания при применении;
- вид антифрикционного покрытия;
- тип консервационной резьбовой смазки;
- тип консервационного покрытия;
- номер партии;
- количество переводников в партии;
- дату приемки.
9 Методы контроля и испытаний
9.1 Отбор проб для химического анализа проводят по ГОСТ 7565.
Химический анализ стали проводят по соответствующей нормативной документации на химические методы определения содержания химических элементов.
Арбитражным методом определения химического состава стали является химический метод анализа.
9.2 Для испытаний механических свойств отбирают образцы:
- из резьбовой части ниппельного конца переводника - для испытаний переводников типа П;
- из резьбовой части конца переводника с резьбовым соединением большего размера - для испытаний переводников типа М и Н.
Образцы вырезают в соответствии со схемой, приведенной в [6] соответственно для ниппельного и муфтового концов способом, не вызывающим изменения структуры и механических свойств материала.
9.3 Испытания на растяжение проводят по ГОСТ 10006 на цилиндрических образцах диаметром рабочей части, равным 10,0 мм. При невозможности изготовления образцов такого размера испытания проводят на образцах диаметром рабочей части, равным 8,0 или 6,0 мм.
9.4 Испытания на ударный изгиб проводят по ГОСТ 9454 на продольных образцах с V-образным надрезом типа 11 при температуре плюс 20°С, если иное не указано в заказе. При невозможности изготовления образцов типа 11 испытания проводят на образцах типа 12.
Испытания на ударный изгиб образцов с U-образным надрезом проводят на образцах типа 1 или 2 по ГОСТ 9454.
Значения ударной вязкости определяют как среднее арифметическое по результатам испытаний трех образцов. На одном образце допускается снижение значения ударной вязкости не более чем на 10 Дж/см от установленной нормы.
9.5 Контроль твердости проводят по ГОСТ 9012 на наружной цилиндрической поверхности переводника на трех участках: на расстоянии 15-20 мм от маркировочного пояска и на таком же расстоянии от упорных поверхностей резьбовых соединений.
9.6 Контроль геометрических параметров переводников и резьбовых соединений, разностенности ниппельных концов проводят с помощью универсальных или специальных средств измерений, обеспечивающих необходимую точность измерения по соответствующей нормативной и технической документации.
9.7 Контроль натяга резьбы проводят по ГОСТ 28487.
9.8 Торцевое биение упорных поверхностей ниппельного и муфтового концов определяют одновременно с контролем натяга резьбы, как разность наибольшего и наименьшего расстояния между измерительной плоскостью калибра и упорными поверхностями ниппельного или муфтового концов.
9.9 Отклонение от соосности резьбы концов переводника определяют следующим образом:
- один из концов переводника свинчивают с контрольной оправкой, точно центрированной в приспособлении (или на токарном станке), другой конец переводника свинчивают со второй контрольной оправкой, шлифованная цилиндрическая часть которой длиной от 100 до 200 мм должна быть соосна с нарезанной частью;
- вращая переводник, определяют биение второй оправки у торца переводника и на конце оправки при помощи двух индикаторов часового типа;
- отклонение от соосности в плоскости торца переводника и на конце оправки равно половине величины биения;
- несоосность определяют на длине 1 м по соотношению величины биения в плоскости торца переводника и у конца оправки.
9.10 Визуальный контроль качества поверхности, правильности нанесения маркировки и консервационного покрытия проводят при уровне освещенности контролируемой поверхности не менее 500 люкс.
Глубину несовершенств и участков зачистки поверхности определяют по документации изготовителя.
9.11 Неразрушающий контроль на выявление дефектов на наружной и внутренней поверхностях переводников, включая резьбовое соединение, проводят магнитопорошковым методом по ГОСТ 21105 или стандартам [4] с уровнем приемки М3 или [5].
Повторный контроль после удаления дефектов поверхности переводников должен быть проведен тем же методом, что и первоначальный контроль.
9.12 Контроль антифрикционного покрытия резьбовых упорных соединений проводят по ГОСТ 9.302.
10 Транспортирование и хранение
Транспортирование и хранение переводников осуществляют в соответствии с требованиями ГОСТ 10692.
Хранение переводников должно соответствовать группе условий хранения ОЖ2 по ГОСТ 15150.
11 Гарантии изготовителя
Изготовитель гарантирует соответствие переводников требованиям настоящего стандарта при условии соблюдения правил транспортирования и хранения переводников и соответствия условий эксплуатации переводников их назначению.
12 Рекомендации по эксплуатации
Рекомендации по эксплуатации и ремонту переводников аналогичны рекомендациям по эксплуатации сопрягаемых с переводниками элементов бурильных колонн, приведенным в соответствующей нормативной или технической документации.
Приложение А
(обязательное)
Взаимозаменяемость резьбовых упорных соединений с замковой резьбой по ГОСТ 28487 и [1] или [2]
Таблица А.1 - Эквивалентные резьбовые упорные соединения
ГОСТ 28487 | [1] или [2] | ГОСТ 28487 | [1] или [2] |
З-65 | NC23 | З-133 | NC50 |
З-66 | 2 3/8 Reg | З-140 | 5 1/2 Reg |
З-73 | NC26 | З-147 | 5 1/2 FH |
З-76 | 2 7/8 Reg | З-149 | NC56 |
З-86 | NC31 | З-152 | 6 5/8 Reg |
З-88 | 3 1/2 Reg | З-161 | - |
З-94 | NC35 | З-163 | NC61 |
З-101 | 3 1/2 FH | З-171 | 6 5/8 FH |
З-102 | NC38 | З-177 | 7 5/8 Reg |
З-108 | NC40 | З-185 | NC70 |
З-117 | 4 1/2 Reg | З-189 | - |
З-118 | NC44 | З-201 | 8 5/8 Reg |
З-121 | 4 1/2 FH | З-203 | NC77 |
З-122 | NC46 | - | - |
Библиография
[1] | ISO 10424-2 | Нефтяная и газовая промышленность. Оборудование для роторного бурения. Часть 2. Нарезание резьбы и контроль калибрами резьбовых упорных соединений |
[2] | API Spec 7-2 | Требования к нарезанию резьбы, контролю и испытаниям резьбовых упорных соединений |
[3] | API RP 7G | Рекомендации по проектированию и эксплуатационным ограничениям бурильной колонны |
[4] | ISO 10893-5 | Неразрушающий контроль стальных труб. Часть 5. Метод магнитопорошкового контроля бесшовных и сварных труб из ферромагнитной стали для обнаружения поверхностных дефектов |
[5] | ASTM E 709 | Стандартное руководство по магнитопорошковому контролю |
[6] | ISO 11961 | Нефтяная и газовая промышленность. Трубы бурильные стальные |
УДК 621.774.3.006.34:622 |
| МКС 75.180.10 |
Ключевые слова: переводник, замковая резьба, резьбовое упорное соединение, эквивалентное резьбовое соединение, ниппельный конец, муфтовый конец, упорный торец, упорный уступ, элементы бурильной колонны, холодное деформационное упрочнение, приработка | ||
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}