ГОСТ Р 55599-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СБОРОЧНЫЕ ЕДИНИЦЫ И ДЕТАЛИ ТРУБОПРОВОДОВ НА ДАВЛЕНИЕ СВЫШЕ 10 до 100 МПа
Общие технические требования
High pressure pipeline assembly units and components above 10 up to 100 MPa. General technical requirements
ОКС 71.120.99
Дата введения 2014-05-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ФГУП "ВНИИНМАШ№), Открытым акционерным обществом "Иркутский научно-исследовательский и конструкторский институт химического и нефтяного машиностроения" (ОАО "ИркутскНИИхиммаш")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 023 "Техника и технология добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 6 сентября 2013 г. N 891-ст.
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Август 2019 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на сборочные единицы и детали технологических и других трубопроводов по ГОСТ 22791 - ГОСТ 22826, предназначенных для транспортирования газообразных, парообразных и жидких сред в диапазоне давлений свыше 10 до 100 МПа номинальным диаметром от 6 до 200 мм и рабочих температур от минус 70°С до плюс 540°С.
Настоящий стандарт устанавливает основные технические требования к изготовлению, приемке и поставке сборочных единиц и деталей трубопроводов высокого давления, материалам для их изготовления, методам испытаний.
В дополнение к требованиям настоящего стандарта следует руководствоваться нормами и правилами по промышленной безопасности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.2.052 Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности
ГОСТ 356 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 515 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1497 Металлы. Методы испытаний на растяжение
ГОСТ 1778 Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5632 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки*
________________
* Текст документа соответствует оригиналу. Документ имеет название: "Нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки". - .
ГОСТ 6032 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость к межкристаллитной коррозии
ГОСТ 7505 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 7564 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9012 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9150 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006 Трубы металлические. Метод испытания на растяжение
ГОСТ 10198 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 10493 Линзы уплотнительные жесткие и компенсирующие на 20-100 МПа (200-1000 кгс/см
). Технические условия
ГОСТ 10549 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 11878 Сталь аустенитная. Методы определения содержания ферритной фазы в прутках
ГОСТ 14140 Основные нормы взаимозаменяемости. Допуски расположения осей отверстий для крепежных деталей
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 16093 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 16295 Бумага противокоррозионная. Технические условия
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19281 Прокат из стали повышенной прочности. Общие технические условия
ГОСТ 20072 Сталь теплоустойчивая. Технические условия
ГОСТ 21105 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21140 Тара. Система размеров
ГОСТ 22241 Заглушки транспортировочные. Общие технические условия
ГОСТ 22791 Сборочные единицы и детали трубопроводов. Линзы глухие с указателем на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22792 Сборочные единицы и детали трубопроводов. Штуцера на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22793 Сборочные единицы и детали трубопроводов. Отводы гнутые на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22794 Сборочные единицы и детали трубопроводов. Колена с углом 90° с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22795 Сборочные единицы и детали трубопроводов. Колена с углом 90° с фланцами и опорой на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22796 Сборочные единицы и детали трубопроводов. Колена с углом 90° неравноплечие с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22797 Сборочные единицы и детали трубопроводов. Опоры для колен на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22798 Сборочные единицы и детали трубопроводов. Колена двойные с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22799 Сборочные единицы и детали трубопроводов. Угольники с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22800 Сборочные единицы и детали трубопроводов. Угольники с ответвлениями и фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22801 Сборочные единицы и детали трубопроводов. Тройники переходные и проходные с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22802 Сборочные единицы и детали трубопроводов. Тройники проходные с ответвлениями и фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22803 Сборочные единицы и детали трубопроводов. Тройники переходные несимметричные с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22804 Сборочные единицы и детали трубопроводов. Тройники переходные с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22805 Сборочные единицы и детали трубопроводов. Тройники-вставки с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22806 Сборочные единицы и детали трубопроводов. Переходы с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22807 Сборочные единицы и детали трубопроводов. Диафрагмы измерительные линзовые с фланцами на св. 10 до 63 МПа (св. 100 до 630 кгс/см
). Конструкция и размеры
ГОСТ 22808 Сборочные единицы и детали трубопроводов. Отводы линзовые с фланцами на св.10 до 63 МПа (св. 100 до 630 кгс/см
). Конструкция и размеры
ГОСТ 22809 Сборочные единицы и детали трубопроводов. Линзы с двумя отводами и фланцами на св. 10 до 40 МПа (св. 100 до 400 кгс/см
). Конструкция и размеры
ГОСТ 22810 Сборочные единицы и детали трубопроводов. Угольники с карманами под термометры сопротивления и термоэлектрические термометры на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22811 Сборочные единицы и детали трубопроводов. Отводы под термометры сопротивления и термоэлектрические термометры на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22812 Сборочные единицы и детали трубопроводов. Карманы под термометры сопротивления и термоэлектрические термометры на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22813 Сборочные единицы и детали трубопроводов. Фланцы переходные на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22814 Сборочные единицы и детали трубопроводов. Фланцы переходные со вставками на св. 10 до 40 МПа (св. 100 до 400 кгс/см
). Конструкция и размеры
ГОСТ 22815 Сборочные единицы и детали трубопроводов. Заглушки фланцевые на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22816 Сборочные единицы и детали трубопроводов. Заглушки фланцевые со вставками на св. 10 до 40 МПа (св. 100 до 400 кгс/см
). Конструкция и размеры
ГОСТ 22817 Сборочные единицы и детали трубопроводов. Отводы гнутые с фланцами на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22818 Сборочные единицы и детали трубопроводов. Колена с углом 90° и опорой на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22819 Сборочные единицы и детали трубопроводов. Колена двойные на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22820 Сборочные единицы и детали трубопроводов. Угольники на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22821 Сборочные единицы и детали трубопроводов. Угольники с ответвлениями на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22822 Сборочные единицы и детали трубопроводов. Тройники переходные на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22823 Сборочные единицы и детали трубопроводов. Тройники проходные с ответвлениями на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22824 Сборочные единицы и детали трубопроводов. Тройники переходные несимметричные на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22825 Сборочные единицы и детали трубопроводов. Тройники-вставки на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 22826 Сборочные единицы и детали трубопроводов. Переходы на св. 10 до 100 МПа (св. 100 до 1000 кгс/см
). Конструкция и размеры
ГОСТ 24507 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 24643 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 24705 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25054 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25346 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений
ГОСТ 25347 Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки
ГОСТ Р 2.610 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающую эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 гнутый отвод: Фасонная деталь, позволяющая плавно изменять направление трубопровода.
3.2 давление номинальное: Наибольшее избыточное давление при температуре среды 293 К (20°С), при котором допустима длительная работа деталей трубопровода, имеющих заданные размеры, обоснованные расчетом на прочность при выбранных материалах и характеристиках их прочности, соответствующих температуре 293 К (20°С).
3.3 давление пробное (испытания): Избыточное давление, при котором должно проводиться гидравлическое испытание деталей трубопровода.
3.4 давление рабочее: Максимальное избыточное давление, при котором обеспечивается заданный режим эксплуатации деталей трубопровода.
3.5 двойное колено: Фасонная деталь, позволяющая плавно изменять направление трубопровода на угол 180°.
3.6 деталь: Изделие (например, труба, колено, тройник, переход и др.), предназначенное для выполнения одной из основных функций технического устройства.
3.7 карман: Деталь трубопровода с линзовым уплотнением, предназначенная под установку термометров сопротивления и термоэлектрических термометров.
3.8 колено: Фасонная деталь, позволяющая плавно изменять направление трубопровода на угол 90°.
3.9 линзовый отвод: Фасонная деталь с резьбовыми фланцами, предназначенная для присоединения боковых ответвлений трубопровода с линзовыми уплотнениями.
3.10 отвод: Сборочная единица трубопровода с линзовым уплотнением и резьбовыми фланцами, предназначенная для размещения кармана под термометры сопротивления и термоэлектрические термометры.
3.11 переход: Фасонная деталь, предназначенная для плавного изменения диаметра трубопровода.
3.12 тройник: Фасонная деталь, предназначенная для соединения бокового ответвления трубопровода одинакового или разного диаметра с магистральной частью трубопровода.
3.13 угольник: Фасонная деталь, предназначенная для резкого изменения направления трубопровода.
3.14 уков: Отношение площади поперечного сечения заготовки к площади поперечного сечения поковки.
4 Обозначения
В настоящем стандарте применены следующие обозначения:
- относительная овальность поперечного сечения колен, двойных колен, гнутых отводов, %;
- площадь участка для оценки количества дефектов, равная 0,1 м
;
- площадь участка для оценки количества дефектов, равная 1 м
;
- наружный диаметр присоединяемой трубы, мм;
- номинальный диаметр;
,
- максимальный и минимальный наружные диаметры колен, двойных колен, гнутых отводов, измеренные в одном сечении, мм;
- диаметр разделанной под сварку кромки детали, мм;
- твердость по Бринеллю;
- ударная вязкость, определенная на образце с концентратором вида "V", Дж/см
;
- недопустимое количество дефектов на участке
, шт.;
- недопустимое количество дефектов на участке
, шт.;
- номинальное давление среды, МПа;
- пробное давление испытания, МПа;
- предел текучести, МПа;
- временное сопротивление разрыву, МПа;
- толщина стенки присоединяемой трубы, мм;
- минимальная фиксируемая площадь дефекта, мм
;
- эквивалентная площадь недопустимых дефектов, мм
;
- эквивалентная площадь дефекта, равная 50 мм
;
- относительное удлинение, %;
- относительное сужение, %.
5 Основные параметры и размеры
5.1 Конструкция, параметры и размеры сборочных единиц и деталей трубопроводов должны соответствовать указанным в ГОСТ 22791 - ГОСТ 22826.
5.2 Размеры поковок должны соответствовать размерам готовых деталей с учетом припусков на механическую обработку, допусков на размеры, технологических напусков и напусков для проб.
5.3 Марки стали для деталей трубопроводов и пределы их применения по номинальному давлению приведены в таблице 1.
Таблица 1 - Марки сталей и пределы их применения по номинальному давлению
Марка стали | Стандарт |
| Марка стали | Стандарт |
|
20, 35, 40, 45 | ГОСТ 1050 | 32 | 20Х2МА | [3] | 80 |
20ЮЧ | [1] | 22Х3М | [4] | ||
12МХ, 15Х5М | ГОСТ 20072 | 40 | 20Х3МВФ | ГОСТ 20072 | 100 |
10Г2 | ГОСТ 4543 | 50 | 38ХН3МФА | ГОСТ 4543 | |
09Г2С, 14ХГС | ГОСТ 19281 | 63 | 08Х22Н6Т, | ГОСТ 5632 | 63 |
15ХМ | ГОСТ 4543 | 08Х21Н6М2Т | |||
15ГС, 16ГС | [2] | 03Х17Н14М3, | ГОСТ 5632 | 40 | |
30ХМА | ГОСТ 4543 | 80 | 08Х18Н10Т, | ||
18Х3МВ | ГОСТ 20072 | 08Х18Н9Т, |
5.4 Возможность применения той или иной марки стали регламентируется технологическими параметрами транспортируемой среды (давление, температура, коррозионная активность).
5.5 Допускается, по согласованию со специализированной организацией, применять стали других марок, в том числе и иностранного производства, разрешенных установленным порядком, с учетом их свариваемости, на соответствующие номинальные давления, если их механические свойства не ниже указанных в таблице 2.
Таблица 2 - Механические свойства сталей
Марка стали | Предел текучести | Временное сопро- | Относи- | Относи- | Ударная вязкость | Твердость, | |
не менее | 20°С | ниже минус 20°С | |||||
20 | 215 | 410 | 20 | 45 | 35 | 27 | 123-167 |
35 | 315 | 530 |
| ||||
40 | 335 | 570 | 19 |
| |||
45 | 355 | 600 | 16 | 40 |
| ||
20ЮЧ | 235 | 412 | 22 | 45 | 35 |
| |
12MX | 50 | 59 | 27 | 143-179 | |||
15Х5М | 216 | 392 | 35 | 123-170 | |||
10Г2 | 215 | 432 | 18 | 40 | 49 | 123-167 | |
09Г2С | 294 | 451 | 24 | 45 | 59 | 120-179 | |
15ГС | 275 | 470 | 18 | 38 | 40 | 140-190 | |
14ХГС | 314 | 490 | 17 | - | 40 | 149-207 | |
16ГС | 275 | 451 | 18 | 38 | 140-190 | ||
15ХМ | 275 | 530 | 17 | 35 | 27 | 156-197 | |
30ХМА | 395 | 615 | 16 | 40 | 49 | 197-241 | |
20Х2МА | 539 | 45 | 197-235 | ||||
22Х3М | 441 | 589 | 50 | 197-235 | |||
18Х3МФ | 45 | 40 | 197-241 | ||||
20Х3МВФ | 667 | 784 | 14 | 40 | 241-285 | ||
38ХН3МФА | 638 | 13 | 35 | 241-285 | |||
08Х22Н6Т | 343 | 539 | 22 | 50 | 59 | 59 | - |
08Х21Н6М2Т | 18 | 35 | |||||
03X17H14M3 | 176 | 490 | 40 | 45 | 70 | 70 | |
08X18H10T | 196 | 490 | 35 | - | |||
5.6 Рабочие давления в зависимости от рабочей температуры среды приведены в приложении А.
5.7 Предельная температура применения марок сталей в зависимости от вида термической обработки для деталей с резьбовыми концами и приварных деталей - в соответствии с приложением Б.
5.8 Пределы применения деталей, работающих в условиях гидравлических ударов, резких теплосмен, переменных нагрузок, специфических физико-химических свойств среды, в том числе ее коррозионной активности, следует устанавливать в технических условиях (технических требованиях) на конкретные изделия.
6 Технические требования
6.1 Характеристики (свойства)
6.1.1 Сборочные единицы и детали трубопроводов должны изготавливаться в соответствии с требованиями настоящего стандарта по рабочей документации разработчика, организации-изготовителя или эксплуатирующей организации.
6.1.2 Детали трубопроводов изготавливают из поковок, объемных штамповок и труб согласно [1-4|.
Штуцеры, карманы под термометры сопротивления и термоэлектрические термометры, переходы и колена, переходные фланцы, переходные фланцы со вставками, фланцевые заглушки, заглушки со вставками 50 и менее допускается изготавливать из сортового проката.
При изготовлении поковок из кованых, катаных заготовок и сортового проката уков должен быть не менее 1,5.
6.1.3 Поковки, штамповки, сортовой прокат, заготовки из труб после гибки следует подвергать термической обработке.
6.1.4 Заготовки для отводов из сталей марок 20, 15ГС, 16ГС, 14ХГС после холодной гибки допускается подвергать только отпуску при условии, что до холодной гибки заготовки подвергались закалке с отпуском или нормализации.
6.1.5 Режимы термической обработки приведены в приложении В.
6.1.6 Механические свойства заготовок на образцах, вырезанных в тангенциальном направлении при 20°С после термической обработки, должны соответствовать указанным в таблице 2.
6.1.7 Контроль соответствия механических свойств металла заготовок требованиям НТД осуществляют по следующим критериям:
а) предел текучести ;
б) временное сопротивление разрыву ;
в) относительное удлинение ;
г) относительное сужение ;
д) ударная вязкость ;
с) твердость .
6.1.8 Внутренние дефекты, выявляемые при ультразвуковом контроле металла заготовок, не должны превышать норм, приведенных в приложении Г.
6.1.9 Дефекты в виде трещин, расслоений, раковин, пор, надрывов, выявленные при магнитопорошковой или цветной дефектоскопии наружной поверхности заготовок, не допускаются.
6.1.10 На наружной поверхности готовых деталей не должно быть трещин, расслоений, раковин и пор. Такие дефекты должны быть полностью удалены местной пологой зачисткой. В местах зачистки толщина стенки не должна выходить за пределы допускаемых отклонений.
6.1.11 Требования к сварке и контролю качества сварных швов сборочных единиц трубопроводов, а также к входному контролю материала - согласно [5].
На поверхности готовых колен, двойных колен, гнутых отводов по линии разъема калибровочных штампов допускаются следы от зажима матриц.
6.1.12 По требованию потребителя детали трубопроводов из коррозионно-стойких сталей не должны быть склонны к межкристаллитной коррозии. Сталь марки 03Х17Н14М3 следует испытывать на содержание ферритной фазы. Содержание ферритной фазы не должно превышать 2%.
6.1.13 Загрязненность металла заготовок деталей трубопроводов (кроме заготовок из коррозионно-стойких сталей) оксидами, силикатами и сульфидами не должна превышать средний балл 3,5, максимальный балл для силикатов и оксидов - 5, для сульфидов - 4.
Для заготовок из коррозионно-стойких сталей загрязненность металла сульфидами, оксидами, силикатами, нитридами и карбонитридами не должна превышать средний балл 3, максимальный балл для силикатов и оксидов - 5, для сульфидов - 4, нитридов и карбонитридов - 4.
6.1.14 Детали трубопроводов должны выдерживать пробное давление в соответствии с ГОСТ 356.
6.1.15 Резьба должна быть выполнена по ГОСТ 9150, ГОСТ 24705. Форма впадин наружной резьбы должна быть закругленной. Допуски на резьбу - 6Н, 6g по ГОСТ 16093. Размеры фасок, сбегов и недорезов - по ГОСТ 10549. Сбеги и недорезы - нормальные.
Примечание - Термины и определения допусков на резьбу - по ГОСТ 25346.
6.1.16 Резьба должна иметь чистую гладкую поверхность без заусенцев, острых кромок и рисок. Наличие ниток с сорванной неполной резьбой, а также дефектов, препятствующих прохождению резьбового калибра, не допускается.
6.1.17 Нарезать резьбу у колен с опорами следует после приварки опор к коленам и общей термической обработки по режиму, приведенному в приложении В.
6.1.18 Предельные отклонения угла гиба и разворот плоскостей гиба отводов, колен, двойных колен - не более ±1°.
6.1.19 Допуск перпендикулярности поверхности торцев отводов, колен, угольников, тройников, двойных колен, переходов относительно оси отверстия, допуск параллельности поверхности торцев тройников, переходов - по 14-й степени точности (ГОСТ 24643).
6.1.20 Относительная овальность в месте гиба колен, двойных колен, гнутых отводов не должна превышать 8% номинального наружного диаметра.
Относительная овальность любого сечения штампованных колен - не более 3,5%.
Относительную овальность , %, в местах гиба вычисляют по формуле
![]() . (1)
. (1)
6.1.21 Допуск перпендикулярности осей резьбовых отверстий относительно торцевой поверхности - по 12-й степени точности (ГОСТ 24643).
6.1.22 Позиционный допуск осей резьбовых отверстий и болтовых окружностей - по ГОСТ 14140.
6.1.23 Предельные отклонения размеров механически обрабатываемых поверхностей - по ГОСТ 25347:
- отверстий - ;
- валов - ;
- остальных - ![]() .
.
Примечание - Термины и определения предельных отклонений - по ГОСТ 25346.
Для необработанных поверхностей после штамповки допуски на размеры должны соответствовать II классу точности по ГОСТ 7505.
6.1.24 Разделка под сварку кромок труб и деталей трубопроводов - в соответствии с приложением Д.
6.1.25 Острые грани сборочных единиц и деталей трубопроводов должны быть закруглены радиусом не менее 5 мм.
6.1.26 Длина шпилек для фланцевых соединений приведена в приложении Е.
6.2 Комплектность
6.2.1 Детали трубопроводов с резьбовыми концами во всех случаях комплектуют фланцами.
6.2.2 Угольники и отводы с карманами под термометры сопротивления и термоэлектрические термометры комплектуют в соответствии с номенклатурой деталей, указанной в ГОСТ 22810, ГОСТ 22811.
6.2.3 Угольники по ГОСТ 22800, ГОСТ 22821, тройники по ГОСТ 22802, ГОСТ 22823, тройники-вставки по ГОСТ 22805, ГОСТ 22825 и переходные фланцы по ГОСТ 22813, ГОСТ 22814 комплектуют упорными шпильками и гайками.
6.3 Маркировка
6.3.1 На готовые детали трубопроводов наносят маркировку ударным или электрографическим способом на глубину не более 0,3 мм. На деталях из стали марки 20ЮЧ. работающих в сероводородсодержащей среде, маркировку следует наносить яркой несмываемой краской.
6.3.2 Содержание маркировки, размеры клейм и их расположение на деталях трубопроводов - в соответствии с приложением Ж.
6.3.3 Место маркировки обводят яркой краской в рамку и защищают бесцветным лаком.
6.4 Упаковка
6.4.1 Обработанные поверхности деталей должны быть законсервированы по ГОСТ 9.014, вариант защиты изделий I-2, категория хранения 2 (С), условия транспортирования 8 (ОЖ3), вариант упаковки ВУ-2, ВУ-4. Срок консервации - не менее трех лет. Детали трубопроводов из коррозионностойких сталей консервации не подлежат.
6.4.2 Глухие линзы по ГОСТ 22791, линзовые отводы, измерительные диафрагмы следует покрыть нейтральными смазочными материалами, обернуть промасленной бумагой по ГОСТ 515 или по ГОСТ 16295.
6.4.3 Присоединительные резьбовые концы деталей должны быть утоплены во фланцах на 5-10 мм. Отверстия внутренним диаметром до 125 мм закрывают заглушками по ГОСТ 22241, свыше 125 мм - деревянными заглушками с применением полиэтиленовой или полихлорвиниловой пленки. Присоединительные резьбовые концы, на которые не навернуты фланцы, должны быть защищены резьбовыми заглушками или деревянной обрешеткой, прочно увязанной не менее чем в двух местах.
6.4.4 Детали упаковывают в деревянные неразборные ящики:
- типов I-IV по ГОСТ 2991 - для деталей общей массой до 500 кг;
- типов I-II по ГОСТ 10198 - для деталей общей массой свыше 500 до 3000 кг.
Дополнительные требования к упаковке деталей для районов Крайнего Севера и труднодоступных районов - по ГОСТ 15846.
Габаритные размеры ящиков должны быть выбраны с учетом размера деталей по ГОСТ 21140.
Примечание - При упаковке сборочных единиц и деталей трубопроводов для эксплуатации в кислородосодержащих средах следует контролировать наличие жировых загрязнений, количество которых на поверхностях сборочных единиц и деталей не должно превышать норм, установленных ГОСТ 12.2.052.
6.4.5 Для предотвращения перемещения деталей в ящиках должны быть предусмотрены прокладки, распорки, опоры.
6.4.6 Конструкцией упаковки должна быть обеспечена возможность применения механизированных способов ведения погрузо-разгрузочных работ.
6.4.7 На каждом ящике несмываемой краской должно быть нанесено:
а) наименование организации-изготовителя;
б) условное обозначение упакованных деталей;
в) число деталей;
г) масса брутто.
6.4.8 В каждый ящик вкладывают упаковочный лист, в котором должны быть указаны:
а) организация-изготовитель;
б) номер партии деталей;
в) число деталей каждого типоразмера с обозначением стандарта;
г) дата консервации.
Упаковочный лист должен быть вложен в пакет из полиэтиленовой пленки по ГОСТ 10354.
6.4.9 Партия деталей должна сопровождаться паспортом по ГОСТ 2.610 с дополнительными данными:
а) наименование организации-изготовителя с указанием ее местонахождения (почтовый адрес);
б) условное обозначение деталей;
в) число деталей в партии;
г) номер партии;
д) номера деталей;
е) тип, марка электродов, ГОСТ или ТУ;
ж) вид термической обработки;
и) результаты всех испытаний, предусмотренных настоящим стандартом.
6.5 Показатели надежности
Критерии предельного состояния сборочных единиц и деталей трубопроводов устанавливают в технических условиях на изделия конкретных типов.
Расчетный срок службы сборочных единиц и деталей трубопроводов устанавливают в рабочей документации с учетом конкретных условий эксплуатации.
7 Правила приемки
7.1 Организация-изготовитель проводит приемо-сдаточные испытания деталей трубопроводов по 6.1.2, 6.1.7, 6.1.9-6.1.16, 6.1.18-6.1.24.
7.2 Сборочные единицы и детали трубопроводов должны приниматься партиями. Партия готовых деталей должна состоять из изделий одного типоразмера, изготовленных из заготовок одной партии.
Партия заготовок должна состоять из заготовок одной плавки, одного размера, прошедших совместную термическую обработку.
Допускается комплектовать партии из заготовок различного сечения. В этом случае отбор проб для испытаний должен проводиться от заготовок наибольшего сечения.
7.3 Приемочному контролю по 6.1.2, 6.1.11, 6.1.15, 6.1.16, 6.1.18-6.1.24 подвергают каждую деталь.
7.4 Виды и объемы приемо-сдаточных испытаний заготовок и готовых деталей по 6.1.7, 6.1.9-6.1.15 должны соответствовать указанным в таблице 3.
8 Методы испытаний
8.1 Механические свойства металла заготовок по 6.1.7 контролируются испытаниями:
- на твердость по Бринеллю. Испытания на твердость по Бринеллю заготовок длиной 1500 мм и более проводят не менее чем в трех точках по длине заготовки;
- на растяжение - по ГОСТ 1497;
- на ударный изгиб - по ГОСТ 9454, образец типа II (Шарпи), при температуре 20°С и при отрицательной температуре ниже минус 20°С, равной расчетной температуре металла детали. Для заготовок деталей, работающих при температуре от плюс 20°С до минус 20°С определение ударной вязкости осуществляется при плюс 20°С.
От каждой отобранной для механических испытаний заготовки испытывают один образец на растяжение, два - на ударный изгиб. Испытание на ударный изгиб заготовок из труб с толщиной стенки менее 12 мм допускается не проводить.
8.2 При механических испытаниях металла заготовок соблюдают следующие условия:
- значение ударной вязкости при минусовых температурах должно соответствовать требованиям таблицы 2;
- испытание на твердость по Бринеллю должно проводиться по ГОСТ 9012. Допускается контроль твердости прибором Польди по методике завода-изготовителя и переносными сертифицированными твердомерами. Измерение твердости разрешается проводить на головках разрывных или ударных образцов;
- при получении неудовлетворительных результатов испытаний хотя бы одного из образцов следует провести повторное испытание на удвоенном числе образцов, взятых от той же заготовки.
Если при повторных испытаниях хотя бы одного из образцов получены неудовлетворительные результаты, то партию заготовок подвергают повторной термической обработке и испытаниям по 7.4 и 8.1:
- число термических обработок не должно быть более трех. Дополнительный отпуск не считается повторной термической обработкой;
- внешний вид деталей и сборочных единиц контролируют визуально при нормальной освещенности;
- размеры деталей по 6.1.15, 6.1.18-6.1.23 контролируют угольниками, калибрами или другими контрольно-измерительными инструментами, поверенными в установленном порядке.
8.3 Проходимость внутренних полостей и штампованных деталей (колен, отводов) должны быть проверены шаром диаметром 0,85 внутреннего диаметра колена или отвода.
Минимальную толщину стенок отводов и колен следует проверять ультразвуковым методом.
Отбор проб для механических испытаний:
- от поковок - по ГОСТ 8479, ГОСТ 25054;
- от заготовок из сортового проката - по ГОСТ 7564;
- от заготовок из труб - по ГОСТ 10006.
Образцы для механических испытаний следует вырезать из напусков для проб, из тела заготовки или отдельной пробы для поковок массой до 150 кг из металла той же плавки, такого же или большего сечения, прошедшей те же технологические операции и термически обработанной совместно с заготовками данной партии.
Образцы для механических испытаний заготовок отводов с толщиной стенки 16 мм и более, которые после холодной гибки должны быть подвержены только отпуску, вырезаны из растянутой части заготовки или специально гнутой пробы той же плавки, того же диаметра и радиуса гиба после совместного отпуска данной партии заготовок отводов.
Таблица 3 - Виды и объемы приемо-сдаточных испытаний
Наименование | Заготовки | Готовые детали | |||||||
детали | Испытание на твердость | Испытания на растяжение и ударный изгиб | Ультра- | Магнито- | Испытание на склонность к межкрис- | Контроль загряз- | Гидрав- | Магнито- | Спект- |
Тройники, угольники, вставки, колена, отводы, переходы, штуцера | Каждая заготовка, кроме заготовок из коррозионно- | По ГОСТ 8479, группа IV. По ГОСТ 25054, группа IVК | Каждая заготовка | Выборочно, по результатам визуально- | Поковки из аустенитной стали; одна поковка от партии-садки | Каждая плавка, кроме деталей из коррозионно- | Каждая деталь | Каждая деталь | Каждая деталь, кроме деталей из углеродистых сталей |
Диафрагмы измерительные, отводы линзовые | сталей | но не менее 2 шт. от партии с крайними | - | ||||||
Фланцы переходные, заглушки, карманы под термо- электрические термометры и термометры сопротивления | значениями твердости, указанными в таблице 2 | - | |||||||
Примечания 1 Гидравлическое испытание деталей, прошедших ультразвуковой контроль, допускается не проводить. В этом случае завод-изготовитель должен дать гарантию, что детали выдержат испытание пробным давлением. Для деталей, подвергаемых гидравлическому испытанию, магнитопорошковый или капиллярный контроль должны проводиться после гидравлического испытания. 2 Ультразвуковую дефектоскопию допускается не проводить, если не позволяют размеры и конфигурация заготовок. В этом случае гидравлическое испытание является обязательным. | |||||||||
Образцы для механических испытаний следует вырезать в тангенциальном направлении. Если размеры заготовок не обеспечивают возможности вырезки образцов в тангенциальном направлении, то допускается проводить испытания на продольных образцах.
8.4 При определении механических свойств на продольных образцах механические свойства должны быть больше, по сравнению с приведенными значениями в таблице 2:
- предел текучести и временное сопротивление разрыву - на 5%;
- относительное удлинение и ударная вязкость - на 25%.
8.5 Определение загрязненности металла неметаллическими включениями - по ГОСТ 1778, метод Ш1.
8.6 Контроль на склонность к межкристаллитной коррозии (МКК) - по ГОСТ 6032.
При получении неудовлетворительных результатов контроля на МКК заготовки должны быть подвержены повторной термической обработке.
8.7 Контроль содержания ферринтной фазы следует осуществлять магнитным или металлографическим методом - по ГОСТ 11878.
8.8 Ультразвуковую дефектоскопию заготовок проводят после окончательной термической обработки. Методика контроля и оценка качества должны соответствовать требованиям ГОСТ 24507 и [6].
В случае ослабления или пропадания данного сигнала при контроле нормальным пьезоэлектрическим преобразователем (ПЭП) для оценки дефекта данный участок проконтролировать наклонным ПЭП.
8.9 Магнитопорошковый контроль следует проводить по ГОСТ 21105, уровень чувствительности Б - по ГОСТ 21105.
8.10 Капиллярный контроль следует проводить по ГОСТ 18442, класс чувствительности II.
8.11 Пробное давление при гидравлических испытаниях по 6.1.14 поддерживают в течение 5 мин. Результаты испытаний считают удовлетворительными, если не обнаружено падения давления по манометру, запотевания и течи.
8.12 Спектральный анализ готовых деталей проводят для определения основных легирующих элементов по методике организации-изготовителя.
9 Транспортирование и хранение
9.1 Транспортирование
9.1.1 Транспортирование сборочных единиц и деталей трубопроводов следует осуществлять любым видом транспорта в соответствии с требованиями перевозок для соответствующего вида транспорта.
9.1.2 Условия транспортирования и хранения сборочных единиц и деталей трубопроводов должны обеспечивать их сохранность, предохранять от коррозии, загрязнения, механических повреждений и деформации.
9.1.3 Категорию и условия транспортирования и хранения сборочных единиц и деталей трубопроводов в части воздействия климатических факторов влияния среды - по ГОСТ 15150 указывают в технических условиях на конкретные изделия.
9.1.4 Ящики должны иметь транспортную маркировку по ГОСТ 14192:
- манипуляционные знаки N 3, 9, 12;
- основные надписи;
- дополнительные надписи;
- информационные надписи.
9.2 Хранение
Условия хранения деталей в законсервированном виде - 2 (С) - по ГОСТ 15150.
10 Указания по эксплуатации
Монтаж и эксплуатацию смонтированных трубопроводов должны проводить с соблюдением требований [5] и [7].
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие сборочных единиц и деталей трубопроводов требованиям настоящего стандарта при соблюдении условий хранения, транспортирования, монтажа и эксплуатации.
11.2 Гарантийный срок эксплуатации трубопроводов - 20 месяцев. Гарантийный срок исчисляется с момента ввода трубопровода в эксплуатацию.
Приложение А
(справочное)
Рабочее давление при рабочей температуре среды
Таблица А.1
Марка стали |
| Рабочее давление, МПа, при рабочей температуре среды, °С | ||||||||
20°С, MПa | 200 | 250 | 300 | 350 | 400 | 450 | 475 | 510 | 540 | |
20, 35, 40, 45 | 20 | 20,0 | 18,0 | 15,0 | 13,5 | 11,5 | 7,8 | - | - | - |
20ЮЧ | 32 | 32,0 | 28,0 | 24,0 | 22,0 | 17,0 | 11,9 | |||
12MX | 25 | 25,0 | 24,0 | 23,0 | 22,0 | 20,0 | 19,0 | - | - | - |
32 | 32,0 | 30,0 | 29,0 | 27,0 | 25,0 | 14,0 | ||||
40 | 40,0 | 38,0 | 36,0 | 34,0 | 32,0 | 30,0 | ||||
15Х5М | 25 | 25,0 | 24,0 | 23,0 | 21,0 | 18,0 | 15,0 | 12,5 | 9,0 | 6,4 |
32 | 32,0 | 30,0 | 29,0 | 26,0 | 23,0 | 17,0 | 15,5 | 11,0 | 8,5 | |
40 | 40,0 | 38,0 | 36,0 | 33,0 | 29,0 | 23,0 | 19,5 | 14,0 | 10,4 | |
10Г2 | 25 | 25,0 | 23,0 | 19,0 | 17,0 | 15,0 | 9,5 | - | - | - |
40 | 40,0 | 35,0 | 30,0 | 26,0 | 23,0 | 15,0 | ||||
50 | 50,0 | 45,0 | 37,0 | 33,0 | 29,0 | 19,0 | ||||
14ХГС, 15ГС, 16ГС, 09Г2С, 15XM | 25 | 25,0 | 23,0 | 19,0 | 17,0 | 15,0 | 9,0 | - | - | - |
40 | 40,0 | 35,0 | 30,0 | 26,0 | 23,0 | 14,0 | ||||
50 | 50,0 | 45,0 | 37,0 | 33,0 | 29,0 | 18,0 | ||||
63 | 63,0 | 54,0 | 48,0 | 40,0 | 37,0 | 23,0 | ||||
30XMA, 18Х3МВ, 20Х2МА, 22Х3М | 25 | 25,0 | 23,0 | 22,0 | 21,0 | 20,0 | 18,0 | - | - | - |
40 | 40,0 | 36,0 | 35,0 | 33,0 | 32,0 | 30,0 | 28,0 | |||
63 | 63,0 | 56,0 | 54,0 | 53,0 | 51,0 | 47,0 | 44,0 | |||
80 | 80,0 | 70,0 | 69,0 | 67,0 | 65,0 | 62,0 | 56,0 | |||
20Х3МВФ, 38ХН3МФА | 32 | 32,0 | 30,0 | 29,0 | 28,0 | 26,0 | 24,0 | 22,0 | 17,0 | - |
50 | 50,0 | 47,0 | 46,0 | 45,0 | 41,0 | 37,0 | 33,0 | 29,0 | ||
80 | 80,0 | 74,0 | 72,0 | 70,0 | 65,0 | 60,0 | 52,0 | 45,0 | ||
100 | 100,0 | 94,0 | 92,0 | 90,0 | 82,0 | 75,0 | 66,0 | 58,0 | ||
08Х22Н6Т, 08Х21Н6М2Т | 25 | 25,0 | 24,0 | 23,0 | 21,0 | 19,0 | 18,0 | 17,0 | 15,0 | - |
32 | 32,0 | 30,0 | 28,0 | 26,0 | 24,0 | 23,0 | 22,0 | 17,0 | ||
40 | 40,0 | 37,5 | 35,0 | 32,5 | 30,0 | 28,0 | 26,0 | 23,0 | ||
50 | 50,0 | 45,0 | 45,0 | 41,0 | 37,0 | 35,0 | 33,0 | 29,0 | ||
08X18H10T, 08X18H9T, 12X18H10T, | 20 | 20,0 | 19,0 | 18,0 | 16,5 | 15,0 | 14,0 | 13,0 | 11,5 | - |
10X17H13M2T, 10X17H13M3T, | 32 | 32,0 | 29,0 | 28,0 | 26,0 | 24,0 | 23,0 | 22,0 | 17,0 | |
08X17H15M3T, 03X17H14M3 | 40 | 40,0 | 37,0 | 35,0 | 33,0 | 30,0 | 28,0 | 26,0 | 23,0 | |
Примечания 1 Температура среды - по ГОСТ 356. 2 При выборе материалов следует учитывать коррозионную активность рабочих сред. | ||||||||||
Приложение Б
(обязательное)
Предельная температура применения сталей в зависимости от вида термической обработки для фланцевых и приварных деталей
Таблица Б.1
Марка стали | Вид термической обработки | Предельная температура применения деталей, °С | |
фланцевых | приварных | ||
20 | Нормализация или закалка с отпуском | От минус 30°С до плюс 475°С | От минус 30°С до плюс 475°С |
30, 40, 45 | Закалки, отпуск | От минус 40°С до плюс 475°С | - |
20ЮЧ | Нормализация, отпуск | От минус 40°С до плюс 475°С | От минус 40°С до плюс 475°С |
12МХ | От минус 40°С до плюс 450°С | От 0°С до 450°С | |
15Х5М | От минус 40°С до плюс 650°С | От 0°С до 650°С | |
09Г2С | Закалка, отпуск | От минус 70°С до плюс 475°С | От минус 70°С до плюс 475°С |
10Г2 | Нормализация | От минус 40°С | От минус 40°С до плюс 475°С |
15ГС | Нормализация или закалка с отпуском | ||
16ГС | Нормализация, отпуск | ||
15ХМ | От минус 40°С до плюс 560°С | От 0°С до 560°С | |
14ХГС | Закалка, отпуск | От минус 50°С до плюс 400°С | От минус 40°С до плюс 400°С |
30ХМА | От минус 50°С до плюс 475°С | От минус 30°С до плюс 475°С | |
20Х2МА | Нормализация или закалка с отпуском | От минус 40°С до плюс 475°С | |
22Х3М | От минус 40°С до плюс 510°С | От минус 30°С до плюс 510°С | |
18Х3МВ* | Закалка, отпуск | От минус 50°С до плюс 510°С | - |
38ХН3МФА* | От минус 40°С до плюс 420°С | ||
08Х22Н6Т | Закалка | От минус 40°С до плюс 300°С | От минус 40°С до плюс 300°С |
08X18H10T | Закалка | От минус 70°С до плюс 610°С | От минус 70°С до плюс 610°С |
10X17H13M2T | Закалка | От минус 70°С до плюс 600°С | От минус 70°С до плюс 600°С |
03X17H14M3 | Закалка | От минус 70°С до плюс 450°С | От минус 70°С до плюс 450°С |
* Для изготовления деталей, не подлежащих сварке. | |||
Приложение В
(рекомендуемое)
Режимы термической обработки
Таблица В.1
Марка стали | Вид термообработки | Температура нагрева, °С | Охлаждающая среда |
20 | Нормализация или закалка | 860-920 | Воздух, вода или масло |
Отпуск | 650-680 | Воздух | |
35 | Закалка | 860-880 | Вода или масло |
Отпуск | 560-640 | Воздух | |
40 | Закалка | 850-870 | Вода или масло |
Отпуск | 560-640 | Воздух | |
45 | Закалка | 840-860 | Вода или масло |
Отпуск | 560-640 | Воздух | |
20ЮЧ | Нормализация | 880-920 | Воздух |
Отпуск | 620-650 | Воздух | |
12MX | Нормализация | 910-930 | Воздух |
Отпуск | 680-690 | Воздух | |
15Х5М | Нормализация | 950-980 | Воздух |
Отпуск | 840-880 | Воздух | |
10Г2 | Нормализация | 910-930 | Воздух |
09Г2С | Закалка | 910-930 | Масло |
Отпуск | 640-660 | Масло, вода | |
14ХГС | Закалка | 900-930 | Вода, масло |
Отпуск | 540-560 | Вода, масло | |
15ХМ | Нормализация | 910-930 | Воздух |
Отпуск | 640 | Воздух | |
15ГС | Нормализация или закалка | 900-930 | Воздух, вода, масло |
Отпуск | 540-560 | Масло, вода | |
16ГС | Нормализация | 900-930 | Воздух |
Отпуск | 620-680 | Воздух | |
30ХМА | Закалка | 850-880 | Масло, вода |
Отпуск | 660-680 | Масло, вода | |
20Х2МА | Нормализация или закалка | 900-920 | Воздух, масло |
Отпуск | 650-670 | Воздух | |
22Х3М | Нормализация или закалка | 890-910 | Воздух, масло |
Отпуск | 650-680 | Воздух | |
18Х3МВ | Закалка | 950-970 | Масло |
Отпуск | 660-690 | Воздух | |
20Х3МВФ | Закалка | 1000-1020 | Масло |
Отпуск | 660-690 | Масло | |
38ХН3МФА | Закалка | 860-880 | Масло |
Отпуск | 650-670 | Масло | |
08Х22Н6Т | Закалка | 1050±25 | Вода или воздух |
08Х18Н10Т | Закалка | 1050-1100 | Вода, масло |
03Х17Н14М3 | Закалка | 1100-1200 | Вода или воздух |
Примечание - Температуру нагрева и охлаждающие среды уточняет завод-изготовитель. | |||
Приложение Г
(обязательное)
Технические требования к качеству заготовок по результатам ультразвукового контроля
По результатам ультразвукового контроля в заготовках не допускаются следующие дефекты.
Для заготовок толщиной до 250 мм:
- отдельные непротяженные, эквивалентной площадью свыше ;
- отдельные непротяженные, эквивалентной площадью от до
в количестве, превышающем нормы, указанные в таблицах Г.1 и Г.2;
- протяженные, превышающие протяженность искусственного отражателя на данной глубине площадью , измеренную абсолютным способом на поисковом уровне или расчетную.
Для заготовок толщиной свыше 250 мм:
- отдельные непротяженные, эквивалентной площадью свыше 50 мм
;
- отдельные непротяженные, эквивалентном площадью от до
в количестве, превышающем нормы, указанные в таблицах Г.1 и Г.2;
- протяженные, превышающие протяженность искусственного отражателя на данной глубине площадью , измеренную абсолютным способом на поисковом уровне или расчетную.
В заготовках толщиной свыше 250 мм допускаются отдельные непротяженные дефекты эквивалентной площадью от до
50 мм
в количестве до двух штук на участке площадью
0,1 м
и до трех штук на участке площадью
1 м
при условии, если пространственное (объемное) расстояние между ними более 50 мм. При этом суммарное количество дефектов не должно превышать норм, установленных в таблицах Г.1 и Г.2, а протяженность дефектов эквивалентной площадью свыше
до
оценивается относительным способом на уровне 6 дБ.
Таблица Г.1 - Оценка качества заготовок по результатам ультразвукового контроля для углеродистых, низколегированных, легированных сталей
Масса необработанной | Толщина заготовки | Минимальная фиксируемая | Недопустимые дефекты, | Недопустимое количество дефектов, свыше | |
заготовки, т | (минимальный размер), мм | эквивалентная площадь дефекта | эквивалентной площадью свыше | на участке | на участке |
Прямой преобразователь | |||||
до 12 | до 30 | 2,5 | 5 | 3 | - |
св. 30 до 40 | 3,6 | 7 | 5 | - | |
св. 40 до 250 | 5,0 | 10 | 20 | 40 | |
св. 250 до 500 | 10,0 | 20 | 20 | 40 | |
св. 500 | 20,0 | 40 | 20 | 40 | |
св. 12 до 30 | св. 100 до 250 | 7,5 | 15 | 20 | 40 |
св. 250 до 500 | 12,5 | 25 | 20 | 40 | |
св. 500 | 20,0 | 40 | 30 | 60 | |
св. 30 до 85 | св. 100 до 500 | 15,0 | 30 | 20 | 40 |
св. 500 | 20,0 | 40 | 30 | 60 | |
Наклонный преобразователь | |||||
до 85 | до 30 | 2,5 | 5 | 3 | - |
св. 30 до 100 | 3,5 | 7 | 10 | - | |
св. 100 до 250 | 10,0 | 20 | 20 | 40 | |
Примечание - Суммарное количество дефектов, выявленных прямым и наклонным преобразователями, не должно превышать количество дефектов, выявленных прямым преобразователем, указанных в таблице. | |||||
Таблица Г.2 - Оценка качества заготовок по результатам ультразвукового метода контроля для коррозионностойких (нержавеющих) сталей
Толщина заготовки, мм | Минимальная фиксируемая | Недопустимые дефекты, | Недопустимое качество дефектов, свыше | |
эквивалентная площадь, | эквивалентной площадью свыше | на участке | на участке | |
Прямой преобразователь | ||||
до 30 | 3,5 | 7 | 1 | - |
св. 30 до 40 | 10,0 | 20 | 3 | - |
св. 40 до 250 | 10,0 | 20 | 5 | 10 |
св. 250 до 500 | 15,0 | 30 | 5 | 10 |
св. 500 | 20,0 | 40 | 5 | 10 |
Наклонный преобразователь | ||||
до 30 | 5,0 | 10 | 1 | - |
св. 30 до 70 | 10,0 | 20 | 3 | 5 |
св. 70 до 150 | 10,0 | 20 | 5 | 10 |
св. 150 до 200 | 15,0 | 30 | 5 | 10 |
св. 200 | 25,0 | 50 | 5 | 10 |
Примечание - Суммарное количество дефектов, выявленных прямым и наклонным преобразователями, не должно превышать количество дефектов, выявленных прямым преобразователем, указанных в таблице. | ||||
Приложение Д
(обязательное)
Разделка концов труб и деталей трубопроводов под сварку
|
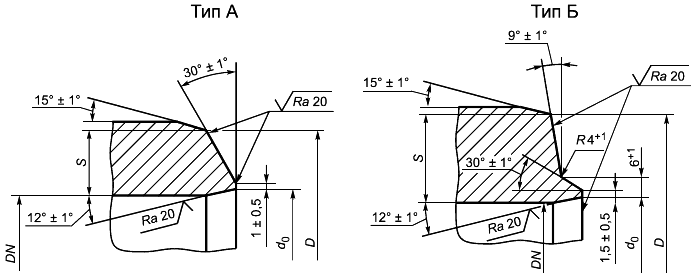
Рисунок Д.1 - Разделка концов труб и деталей трубопроводов под сварку
Таблица Д.1
Номинальный диаметр |
| Тип разделки | Присоединительные размеры | |
Номинальный | Предельное отклонение | |||
6 | 6,5 | 0,20 | А | 11х2,5 |
12х3,0 | ||||
7,0 | 15х4,5 | |||
10 | 11,5 | 0,24 | 18х3,5 | |
20х4,5 | ||||
12,0 | 25х7,0 | |||
15 | 17,0 | 0,24 | 25х4,5 | |
18,0 | 25х5,0 | |||
20,0 | 32х7,0 | |||
18,0 | 35х9,0 | |||
25 | 26,0 | 0,28 | 35х5 | |
27,0 | 38х6 | |||
28,0 | 45х9 | |||
27,0 | 45х10 | |||
27,0 | 50х12 | |||
32 | 33,0 | 0,34 | 45х6 | |
45х6,5 | ||||
33,0 | 51х11 | |||
33,0 | 50х9 | |||
35,0 | 57х12 | |||
38,0 | 68х16 | |||
40 | 43,0 | 56х7 | ||
57х7 | ||||
39,0 | 57х10 | |||
46,0 | 68х12 | |||
42,0 | 0,34 | 68х14 | ||
47,0 | 83х19 | |||
50 | 59,0 | 0,40 | 76х9 | |
57,0 | 83х14 | |||
89х17 | ||||
65,0 | 102х20 | |||
61,0 | Б | 102х22 | ||
65 | 70,0 | А | 89х11 | |
72,0 | 102х16 | |||
Б | 114х22 | |||
74,0 | 127х28 | |||
80 | 87,0 | 0,46 | А | 114х14 |
93,0 | 127х18 | |||
83,0 | 127х25 | |||
93,0 | Б | 140х25 | ||
91,0 | 159х36 | |||
100 | 100,0 | 0,46 | А | 127х14 |
103,0 | 140х20 | |||
105,0 | Б | 159х28 | ||
180х40 | ||||
125 | 125,0 | 0,53 | А | 159х18 |
128,0 | Б | 180х28 | ||
119,0 | 168х28 | |||
125,0 | 194х36 | |||
128,0 | 219х48 | |||
150 | 155,0 | 194х20 | ||
160,0 | 219х32 | |||
245х45 | ||||
273х60 | ||||
200 | 197,0 | 0,60 | 245х25 | |
203,0 | 273х38 | |||
204,0 | 299х50 | |||
Приложение Е
(справочное)
Длина шпилек фланцевых соединений
Таблица Е.1
В миллиметрах
Номинальный | Расстояние между торцами труб | Расстояние | |||||||
диаметр | Уплотнительная линза | Линзовый отвод | Измерительная диафрагма | между | |||||
Ж1 | Ж2 | К1 | К2 |
|
|
| труб и фланцами | ||
6 | 7,3 | - | - | - | 34 | - | - | 31 | 1,5 |
10 | 7,4 | - | - | - | 37 | 37 | - | 32 | |
15 | 6,7 | - | - | - | 46 | 2,0 | |||
25 | 10,1 | - | - | - | 36 | 36 | 36 | ||
- | - | - | - | - | - | - | |||
9,2 | - | - | - | 36 | 36 | - | 36 | ||
32 | 14,7 | - | - | - | 47 | ||||
- | - | - | - | - | - | - | |||
12,8 | - | - | - | 35 | 35 | - | 36 | ||
40 | 13,2 | - | 20 | - | - | - | 3,0 | ||
- | 25,2 | - | - | - | - | 39 | |||
- | 21,0 | - | 22 | 37 | 37 | - | 40 | ||
50 | 16,2 | 25,2 | 21 | - | 47 | - | |||
- | 19 | - | - | - | - | - | |||
- | - | 23 | 41 | 41 | 51 | 51 | |||
65 | 18,2 | 30,2 | 22 | - | 43 | 43 | 53 | - | |
- | - | - | - | - | - | ||||
- | - | 28 | 40 | 40 | 50 | 55 | |||
80 | 26,4 | 38,4 | 27 | - | - | - | - | - | 4,0 |
21,3 | 33,3 | 22 | - | 41 | 41 | 51 | - | ||
- | 30,0 | 19 | - | - | - | - | - | ||
- | 28,2 | - | 27 | 40 | - | 50 | - | ||
100 | 21,3 | 40,3 | 25 | - | - | - | - | - | 6,0 |
21,2 | 36,2 | 27 | - | 47 | 47 | 57 | - | ||
- | 34,4 | 24 | - | - | - | - | - | ||
- | 33,0 | - | 33 | 43 | 43 | 53 | 63 | ||
125 | 25,0 | 35,0 | 31 | - | - | - | - | - | |
20,8 | 30,8 | 25 | - | 42 | 42 | 52 | - | ||
- | 29,4 | 24 | - | - | - | - | - | ||
- | 30,0 | 30 | 45 | 45 | 55 | 65 | |||
150 | 31,6 | 51,6 | 41 | - | - | - | - | - | 6,0 |
24,6 | 47,0 | 33 | - | - | - | 55 | - | ||
- | 44,6 | - | - | - | - | - | |||
- | 48,0 | - | 48 | 58 | 58 | 68 | 73 | ||
200 | 32,2 | 47,2 | 51 | - | - | - | - | - | |
27,7 | 47,2 | 44 | - | 54 | 54 | 64 | - | ||
- | 45,0 | 33 | - | 55 | 55 | 65 | 70 | ||
Примечание - Тип уплотнительной линзы и ее исполнение (Ж1, Ж2, К1, К2) - в соответствии с ГОСТ 10493. | |||||||||
|
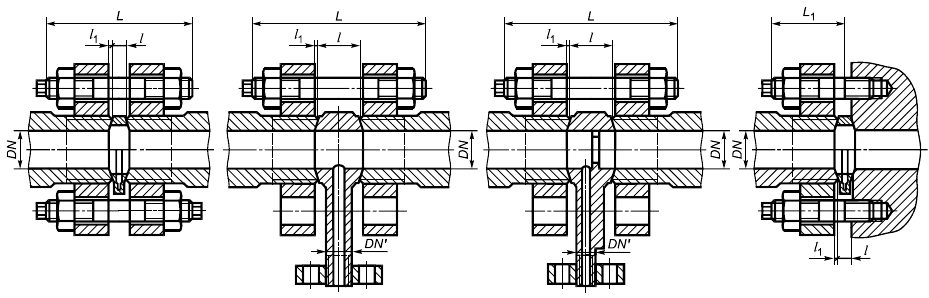
Рисунок Е.1 - Длина шпилек фланцевых соединений
Таблица Е.2
В миллиметрах
Номинальный диаметр | Шпилька | Длина двусторонней шпильки | Длина упорной шпильки | |||||||||||
Диаметр резьбы | Количество, шт. | Уплотнительная линза | Линзовый отвод | Измерительная диафрагма | Уплотнительная линза | |||||||||
Ж1 | Ж2 | К1 | К2 |
|
|
| Ж1 | Ж2 | К1 | К2 | ||||
6 | М 14 | 3 | 80 | - | - | - | 105 | - | - | 105 | 45 | - | - | - |
10 | М 16 | 95 | - | - | - | 125 | 125 | - | 115 | - | - | |||
15 | - | - | - | - | - | 135 | 50 | - | - | |||||
25 | 4 | 105 | - | - | - | 135 | 135 | 150 | 135 | 60 | - | - | ||
- | - | - | - | - | - | - | - | - | ||||||
М 20 | 125 | - | - | - | 150 | 150 | - | 150 | 65 | - | - | - | ||
32 | 130 | - | - | - | 160 | - | - | - | ||||||
М 22 | 6 | 140 | - | - | - | - | - | - | - | 85 | - | - | - | |
- | - | - | 165 | 165 | - | 165 | - | - | ||||||
40 | 155 | 155 | - | - | - | 100 | 100 | - | ||||||
165 | - | - | - | - | 165 | - | - | |||||||
М 27 | 175 | - | 175 | 185 | 185 | - | 185 | - | 110 | - | 110 | |||
50 | 165 | 175 | - | 200 | - | 95 | 110 | - | ||||||
М 30 | - | 200 | 200 | - | - | - | - | - | - | 120 | 120 | - | ||
- | - | 200 | 225 | 225 | 235 | 235 | - | - | 120 | |||||
65 | 200 | 200 | 200 | - | - | 115 | 130 | 120 | - | |||||
- | 220 | 210 | - | - | - | - | - | |||||||
М 33 | - | - | 220 | 240 | 240 | 250 | 250 | - | - | 130 | ||||
80 | М 30 | 220 | 220 | 220 | - | - | - | - | - | 130 | 140 | 130 | - | |
М 30 | - | - | - | - | 240 | 240 | 250 | - | - | - | - | - | ||
М 36 | 6 | - | 260 | 245 | - | - | - | - | - | - | 140 | 140 | - | |
8 | - | - | 260 | 275 | 275 | 290 | 290 | - | - | - | 160 | |||
100 | М 33 | 6 | 235 | 250 | 235 | - | - | - | - | - | 130 | 160 | 140 | - |
М 36 | 250 | 270 | 260 | - | 275 | 275 | 290 | - | 160 | - | ||||
М 36 | 8 | - | 280 | - | - | - | - | - | - | - | ||||
М 39 | - | 300 | - | 300 | - | - | 320 | - | 170 | - | 170 | |||
125 | М 36 | 265 | 280 | 265 | - | - | - | - | - | - | - | - | - | |
М 39 | 290 | 300 | 290 | - | 310 | 310 | 320 | - | - | - | - | - | ||
- | - | |||||||||||||
М 45 | - | - | 310 | - | - | - | - | - | - | - | - | - | ||
- | - | - | 340 | 350 | 350 | 360 | 370 | - | - | - | - | |||
150 | М45 | 8 | 330 | 175 | 330 | - | - | - | - | - | - | - | - | - |
340 | 360 | 340 | - | 350 | 350 | 360 | - | - | - | - | ||||
М 52 | - | 390 | 380 | - | - | - | - | - | - | - | - | - | ||
М 56 | - | 460 | - | 460 | 470 | 470 | 480 | 480 | - | - | - | |||
200 | М 52 | 380 | 400 | 400 | - | - | - | - | - | - | - | - | - | |
М 56 | 440 | 460 | 460 | - | 470 | 470 | 480 | - | - | - | - | - | ||
10 | - | 440 | - | 480 | - | - | - | - | ||||||
Примечание - Тип уплотнительной линзы и ее исполнение (Ж1, Ж2, К1, К2) - в соответствии с ГОСТ 10493. | ||||||||||||||
Приложение Ж
(обязательное)
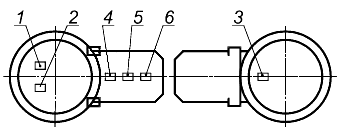
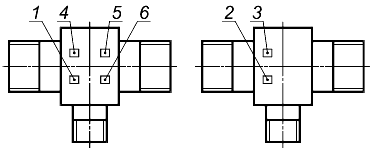
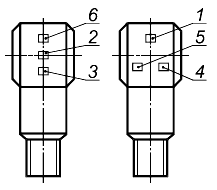
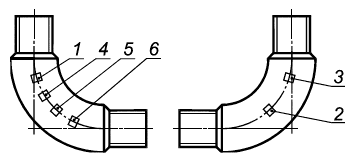
Расположение мест клеймения и высота клейма
Таблица Ж.1
Наименование детали | Расположение мест клеймения | Номинальный диаметр, | Высота клейма, мм | |
Давления, марки стали | Прочих | |||
Переходы |
| От 10-6 до 15-10 | 3-4 | 3 |
От 25-6 до 50-40 | 5-6 | 3-4 | ||
Св. 50-40 | 8-10 | 5-6 | ||
Штуцера |
| 6-25 | 3-4 | 3 |
32-80 | 5-6 | 3-4 | ||
100-200 | 8-10 | 5-6 | ||
Линзы глухие с указателем |
| 6-15 | 3 | 3 |
25-80 | 3-4 | 3 | ||
100-200 | 6-8 | 4-5 | ||
Тройники, угольники, тройники-вставки |
| 6-15 | 3-4 | 3 |
25-80 | 5-6 | 3-4 | ||
100-200 | 8-10 | 5-6 | ||
Отводы линзовые |
| 6-10 | 3-4 | 3 |
15-80 | 5-6 | 3-4 | ||
100-200 | 6-8 | 5-6 | ||
Колена, отводы |
| 6-10 | 3-4 | 3 |
Диафрагмы измерительные |
| 6-10 | 3-4 | 3 |
15-25 | 4-5 | 3 | ||
32-40 | 5-6 | 3-4 | ||
50-80 | 6-8 | 5-6 | ||
100-200 | 8-10 | 5-6 | ||
Фланцы переходные, заглушки |
| 6-25 | 3-4 | 3-4 |
32-80 | 5-6 | 5-6 | ||
100-209 | 8-10 | 8-10 | ||
Карманы под термометры сопротивления и термоэлектрические термометры |
| - | 3-4 | 3 |
Примечания 1 Для глухих линз с указателем ( 2 Для измерительных диафрагм стрелка указывает направление движения среды. Вход среды со стороны острой кромки дросселирующего отверстия диафрагмы. 3 Знак "+" следует ставить на штуцере со стороны входа среды; знак "-" на штуцере со стороны выхода среды. | ||||
Библиография
[1] | ТУ 26-0303-1532-84 | Поковки из стали 20ЮЧ. Технические условия |
[2] | ОСТ 108.030.113-87 | Поковки из углеродистой и легированной сталей для оборудования и трубопроводов тепловых и атомных станций. Технические условия |
[3] | ТУ 14-134-409-2004 | Заготовка трубная из стали марки 20Х2МА. Технические условия |
[4] | ТУ 108.11.917-87 | Поковки без механической обработки из легированной и высоколегированной стали. Технические условия |
[5] | ПБ 03-585-03 | Правила устройства и безопасной эксплуатации технологических трубопроводов |
[6] | ОСТ 26-01-134-81 | Сосуды и детали трубопроводов высокого давления. Метод ультразвуковой дефектоскопии кованых заготовок |
[7] | СНиП 3.05.05-84 | Технологическое оборудование и технологические трубопроводы |
УДК 621.643:006.354 | ОКС 71.120.99 | |
Ключевые слова: сборочные единицы, детали трубопроводов, высокое давление, основные параметры и размеры, материалы, приемка, методы испытаний, маркировка, термическая обработка, указания по эксплуатации | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}