ГОСТ ISO 8442-7-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАТЕРИАЛЫ И ИЗДЕЛИЯ, КОНТАКТИРУЮЩИЕ С ПИЩЕВЫМИ ПРОДУКТАМИ. ПОСУДА И ПРИБОРЫ СТОЛОВЫЕ
Часть 7
Приборы столовые из серебра, других благородных металлов и их сплавов.
Технические условия
Materials and articles in contact with foodstuffs. Cutlery and table hollo-ware. Part 7. Table cutlery made of silver, other precious metals and their alloys. Specifications
МКС 67.250
97.040.60
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН ОАО "Институт Цветметобработка" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 3 декабря 2013 г. N 62-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 5 декабря 2013 г. N 2189-ст межгосударственный стандарт ГОСТ ISO 8442-7-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 Настоящий стандарт идентичен международному стандарту ISO 8442-7:2000* "Материалы и изделия в контакте с пищевыми продуктами. Ножевые изделия и столовая глубокая посуда. Часть 7. Требования к столовым ножевым изделиям из серебра, других благородных металлов и их сплавов" ("Materials and articles in contact with foodstuffs - Cutlery and table hollow-ware - Part 7: Requirements for table cutlery made of silver, other precious metals and their alloys", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 186 "Столовые приборы и декоративная металлическая посуда" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает требования к материалам и эксплуатационные требования к столовым приборам из серебра, других драгоценных металлов и их сплавов (ножам с лезвиями из нержавеющей стали, вилкам, ложкам, наборам для разделки продуктов, ковшам и другим изделиям). В стандарт не включены требования к дизайну, размеру, типу отделки, гибкости лезвий, или к аналогичным характеристикам, которые являются предметом личного выбора или которые могут быть легко оценены покупателем в точке продажи.
Требования к отбору образцов не включены в настоящий стандарт, указанные требования применимы для каждого изделия.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 4481:1977, Cutlery and flatware - Nomenclature (Приборы столовые и ножевые изделия. Номенклатура)
ISO 6508:1986, Metallic materials - Hardness test - Rockwell test (scales A-B-C-D-E-F-G-H-K) [Материалы металлические. Испытание на твердость. Определение твердости по Роквеллу (шкалы A-B-C-D-E-F-G-H-K)]
________________
Заменен на ISO 6508-1:2016.
ЕN 10088-1:1995, Stainless steels - Part 1: List of stainless steels (Стали нержавеющие. Часть 1. Перечень нержавеющих сталей)
________________
Заменен на EN 10088-1:2014.
pr ЕN 1904:1995, Precious metals - Solders used with precious metal jewellery alloys (Драгоценные металлы. Припои, используемые с ювелирными сплавами драгоценных металлов)
3 Термины и определения
В настоящем стандарте применен следующий термин с соответствующими определениями:
3.1 незатачиваемые ножи (unsharpened knives): Ножи с незатачиваемыми лезвиями, используемые для резки мягких продуктов
Примечание - Незатачиваемые ножи не производятся из мартенситной нержавеющей стали. Примерами являются ножи для сливочного масла, разделочные ножи для рыбы, ножи для мороженого, ножи для рыбы, нож для масла, ножи для сыра.
4 Материалы
4.1 Общие требования
Столовые приборы должны быть изготовлены из серебра, других драгоценных металлов и их сплавов с минимальной чистотой 800 (выражена в частях на тысячу), позволяющих готовой продукции удовлетворять всем требованиям настоящего стандарта и которые не должны быть вредны для здоровья и не должны иметь каких-либо вредных органолептических воздействий.
4.2 Металлы
4.2.1 Серебряное покрытие
Любые части серебряных столовых приборов могут быть покрыты тонким покрытием серебра.
4.2.2 Пайка
Драгоценные металлы должны быть спаяны в соответствии с pr EN 1904:1995.
4.2.3 Нержавеющая сталь
Лезвия ножей и любые части столовых приборов, которые должны соответствовать специальным требованиям, например наборы для разделки, должны быть изготовлены из нержавеющей стали соответствующей требованиям таблицы 1.
Таблица 1 - Ограничивающие требования к нержавеющей стали для столовых приборов
Назначение | Наименование | Номер материала | Структура |
Разделочные предметы | Х6СгМо 17-1 | 1.4113 | Ферритная |
Х2ОСг 13 | 1.4021 | Мартенситная | |
Лезвия ножей | |||
Химический состав должен соответствовать требованиям EN 10088-1:1995 | |||
4.3 Неметаллы
Неметаллические части столовых приборов могут быть изготовлены из таких материалов, как стекло, керамика, пластмассы или подобных материалы при условии, что готовые изделия удовлетворяют соответствующим требованиям раздела 4.
5 Конструкция
5.1 Прямолинейность, однородность и отсутствие дефектов
5.1.1 Все поверхности должны быть без трещин, углублений и других дефектов.
5.1.2 Все столовые приборы должны быть исключительно прямыми и симметричными, за исключением случаев, когда отсутствие прямоты или симметрии является преднамеренной особенностью дизайна.
5.1.3 Одинаковые изделия из одной партии по возможности не должны значительно отличаться по размерам или форме.
5.1.4 Все кромки, включая кромки ложек, вилок, половников и внутренние кромки зубцов вилок, не должны иметь неровностей. Неровности штампованных кромок должны быть удалены подходящей технологической операцией.
5.1.5 Столовые ножи должны быть сбалансированы таким образом, что когда нож качается на его больстере или на стыке рукояти и лезвия, если отсутствует больстер, рукоятка должна быть тяжелее лезвия.
5.1.6 Соблюдение требований подпунктов 5.1.1-5.1.5 должно проверяться осязанием или визуальным осмотром.
5.2 Полые ручки
Швы соединения полых ручек должны быть водонепроницаемыми.
5.3 Кромки ножей
Режущая кромка лезвий заточенных столовых ножей должна быть зазубренной, пилообразной или с прилежащим углом не более 60 град.
Режущая кромка лезвия разделочного ножа должна иметь прилежащий угол не более чем 40 град. и не должна быть толще 0,46 мм при измерении 1 мм от края кромки.
6 Покрытие из драгоценного металла
6.1 Твердость твердых покрытий золота
Золотое покрытие, маркированное как жесткое, должно содержать минимум 0,2% Co, или Ni, или Fe, или любого другого элемента, который увеличивает твердость.
6.2 Адгезия покрытий из драгоценных металлов
При проведении испытаний в соответствии с приложением А покрытие не должно иметь никаких признаков отслаивания, пузырения или шелушения.
Примечание - Альтернативные методы определения адгезии покрытия могут быть использованы при условии, что полученные результаты находятся в корреляции с теми, которые дает полировка стальными шариками.
6.3 Покрытия из драгоценных металлов
Чистота драгоценного металла покрытия должна быть не менее 925%.
7 Эксплуатационные требования
7.1 Стойкость к коррозии
При проведении испытаний в соответствии с методом, описанным в приложении В, поверхность элементов столовых приборов из нержавеющей стали должна соответствовать следующим требованиям:
а) не должно быть поперечных трещин и продольных трещин длиной более 1,5 мм;
b) должно быть не более трех углублений или зон межкристаллитной коррозии, имеющих площадь более, чем круг диаметром 0,4 мм, на ручке, и не более трех углублений, каждое из которых имеет площадь большую, чем круг 0,4 мм (0,126 мм) в любом другом месте;
с) не должно быть никаких углублений или зон межкристаллитной коррозии, имеющих площадь, большую чем круг 0,75 мм (0,442 мм) в любом месте.
7.2 Прочность
7.2.1 Ножи с лезвием из мартенситной нержавеющей стали
При проведении испытаний в соответствии с методом, описанным в приложении С, нож не должен трескаться и ломаться и не должен приобретать остаточную деформацию более чем (3±0,5) град. Кроме того, соединение ручки с лезвием не должно ослабнуть.
7.2.2 Ложки, вилки, половники и незатачиваемые ножи
Изделия не должны иметь остаточной деформации более 1 мм при испытании следующим образом: изделие помещают на плоскость самой высокой точкой ручки вверх. Прикладывается сила, эквивалентная 5,5 Н для каждого сантиметра общей длины или (80±10) Н, выбирают меньшую, в течение 10 с (см. рисунок 1 для ложки). Во время приложения этой силы точка покоя ручки (А на рисунке 1) должна быть на расстоянии не более чем 10 мм от края опорной поверхности.
|
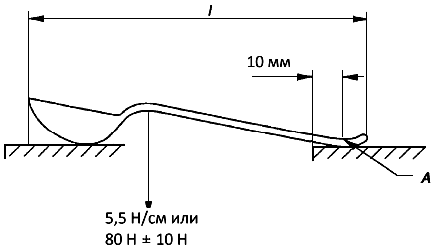
- длина; А - Точка опоры
Рисунок 1 - Испытание ложки на прочность
7.2.3 Прочность крепления ручек
Ручки, которые не являются неотъемлемой частью остального изделия, должны быть прикреплены способом, предотвращающим вращение ручки относительно остального изделия или отделение ее от лезвия сразу после того, как изделие погрузили на 10 мин в воду при температуре 100°С
и подвергли:
________________
Кипящая вода
a) растягивающей силе 180 Н в течение 10 с;
b) крутящему моменту 4,5 Н·м для предметов, площадь ручек которых равна 37 см
или более, или крутящему моменту 3,7
Н·м для предметов, площадь ручек которых менее 37 см
.
Крутящий момент должен быть применен в течение 10 с. Растягивающая сила и крутящий момент должны применяться последовательно.
7.3 Твердость ножевых лезвий
При проведении испытания в соответствии с ISO 6508:1986 ножевые лезвия из мартенситной нержавеющей стали должны иметь минимальную твердость 48 HRC. Замеры производятся на расстоянии не менее 40 мм от ручки. Лезвия разделочных ножей должны иметь твердость не менее 52 HRC.
8 Маркировки и этикетка
Каждый предмет столовых приборов должен быть четко и несмываемо маркирован с указанием имени и/или товарного знака или других средств идентификации производителя или ответственного поставщика.
Следующая информация должна быть доступна в точке продажи:
- номер настоящего стандарта,
- заявление о соответствии столовых приборов требованиям настоящего стандарта.
Эта информация может быть предоставлена как брошюра, на упаковке, с помощью маркировки, или на карточке, или в любой другой подходящей форме.
Приложение А
(обязательное)
Метод испытания на адгезию драгоценных металлических покрытий
А.1 Принцип
Столовые приборы проверяются после полирования стальными шариками в футерованном резиной вращающемся барабане, содержащем мыльный раствор.
А.2 Приборы и материалы
А.2.1 Вращающийся барабан, футерованный резиной гексагонального сечения размером (250±20) мм в поперечной плоскости, способный вращаться со скоростью (25±2) об/мин и желательно снабженный поперечными делениями панелей с отсеками меньше испытываемых изделий, чтобы предотвратить их запутывание. Барабан, наполовину заполненный закаленными стальными шариками в следующих размерных пропорциях (для предотвращения геометрической группировки):
- 4,8 мм в диаметре - 50% по массе;
- 4,0 мм в диаметре - 25% по массе;
- 5,6 мм в диаметре - 25% по массе.
А.2.2 Мыльный раствор, 1,2 г мыла на литр деминерализованной или дистиллированной воды.
A.3 Процедура
Достаточно холодный мыльный раствор (А.2.2) добавляют в барабан, чтобы покрыть стальные шарики.
Примечание - мыло препятствует коррозии стальных шариков.
Испытываемые изделия помещают в барабан (А.2.1) и поворачивают его со скоростью (25±2) об/мин в течение 40 минут.
Испытываемые изделия извлекают из барабана и тщательно изучают их.
А.4 Обработка результатов
Описывают любые признаки отслаивания или шелушения покрытия.
Приложение В
(обязательное)
Метод испытания на коррозионную стойкость лезвий ножей
В.1 Принцип
Испытательные образцы периодически погружают в раствор хлорида натрия (NaCl), температуру которого поддерживают на уровне (60±2)°С, в течение 6 часов. Количество и размер любых образовавшихся углублений следует оценить визуально с помощью микроскопа или линзы.
B.2 Реагенты
Раствор хлорида натрия с массовой долей 1%, состоящий из одной части по массе хлорида натрия на 99 частей деминерализованной/дистиллированной воды.
Во время испытаний, если не указано иное, используют только реактивы признанной аналитической чистоты и только дистиллированную воду или воду эквивалентного качества.
B.3 Оборудование
Подходящая установка показана на рисунке В.1 и состоит из стеклянного или пластмассового контейнера и стеклянной или пластмассовой крышки, а также пластмассового стержня для образца со средствами для подъема и погружения его в контейнер.
Примечание - Могут быть использованы другие способы поддержки образца при условии обеспечения минимального контакта образца с поддерживающими средствами.
Калиброванный микроскоп или линза, по крайней мере с четырехкратным увеличением.
B.4 Процедура
B.4.1 Тщательно вымыть отобранные образцы в горячей мыльной воде. Тщательно промыть, а затем обезжирить образцы ацетоном или метиловым спиртом.
B.4.2 Заполнить контейнер раствором хлорида натрия (см. В.2) с использованием по меньшей мере 1 л раствора на каждый квадратный дециметр площади частей образца из нержавеющей стали. Довести температуру контейнера и содержимого до (60±2)°C. Не допускать превышения температуры раствора выше 62°C в любое время, даже до начала тестирования. Для каждого испытания следует использовать свежий раствор хлорида натрия.
Примечание - Температуру раствора хлорида натрия удобно поддерживать на уровне (60±2)°С, разместив аппарат в термостатируемой водяной бане, уровень которой поддерживается на примерно на том же уровне, что и раствор хлорида натрия.
В.4.3 Поместить образцы в стойку и закрыть крышку.
B.4.4 Полностью погружать и полностью извлекать образцы из раствора со скоростью от двух до трех раз в минуту в течение 6 ч.
B.4.5 После окончания испытания тщательно вымыть и ополоснуть образцы и изучить на предмет наличия коррозии.
Примечание - Продукты коррозии, препятствующие визуальному осмотру коррозионных углублений, могут быть удалены вручную трением поверхности столовых приборов полировальной пастой для нержавеющей стали, наносимой мягкой тканью.
B.5 Обработка результатов
Оценить размеры углублений и длину продольных трещин на испытываемом образце визуально с помощью калиброванного микроскопа или линзы не менее четырехкратного увеличения. Если два углубления слились вместе, они должны быть оценены как два отдельных.
Примечание - использование проволоки диаметром 0,4 и 0,75 мм соответственно в контакте с поверхностью образца является удобным методом оценки размеров углубления с использованием ручной линзы.
|
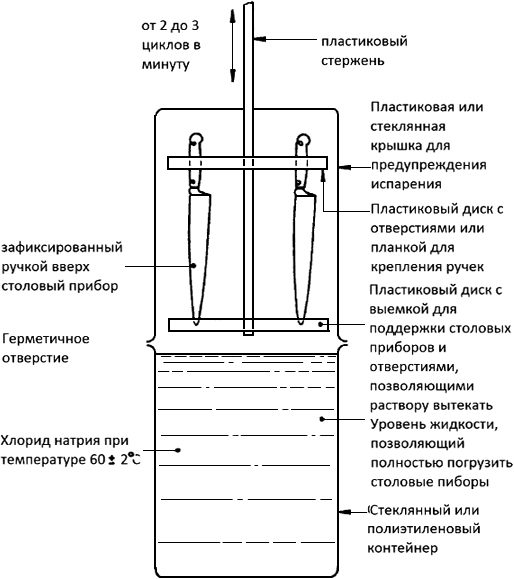
Рисунок В.1 - Оборудование для коррозионных испытаний
Приложение С
(обязательное)
Метод испытания на прочность ножей с лезвиями из мартенситной коррозионно-стойкой стали
С.1 Принцип
Нож зажимают в ручке, нагружают на конец лезвия или зубцов и поднимают до тех пор, пока поднимается нагрузка. Угол остаточной деформации после снятия нагрузки измеряют.
С.2 Оборудование
Оборудование, подходящее для проведения испытания, показано на рисунке С.1.
Примечание - Рычаг, показанный на рисунке C.1, не должен быть установлен до тех пор, пока обе шкалы не установлены на нуль, и должен быть удален до измерения угла остаточной деформации, в противном случае рычаг оказывает воздействие крутящим моментом на поворотный зажим, что приводит к ложным измерениям остаточной деформации.
С.3 Процедура
С.3.1 Зажать ручку образца для испытания в поворотном зажиме. Установить ручку в зажим, так чтобы во время испытания кончик лезвия ножа или кончик зубцов разделочной вилки и конец ручки оставались в одной горизонтальной плоскости.
С.3.2 Зажать лезвие в ненагруженный зажим для кончика, убедиться, что ручной рычаг удален из аппарата и затем установить обе шкалы на ноль.
С.3.3 Приложить нагрузку (30±1) Н к зажиму кончика и вращать вал поворотного зажима с помощью рычага, пока зажим кончика поднимается от направляющих. Поддерживать его в этом положении в течение 10 с. Вернуть рычаг в положение покоя и удалить его. Удалить нагрузку от зажима кончика и замерить углы отклонения a и b по соответствующим шкалам. Сложить эти два угла, чтобы получить угол остаточной деформации (см. рисунок С.2).
С.3.4 Перевернуть образец и повторить испытание в противоположном направлении.
С.4 Обработка результатов
Определить остаточную деформацию как среднее значение угла остаточной деформации в двух направлениях.
|
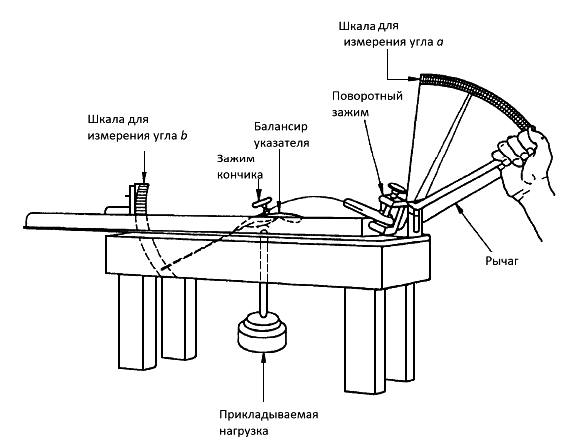
Рисунок С.1 - Аппарат для испытания ножей на прочность
|
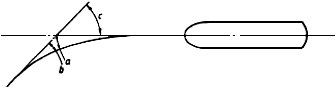
Рисунок С.2 - Определение угла остаточной деформации
Приложение D
(справочное)
А-Отклонения
A-Отклонение: Национальные отклонения из-за правил, изменение которых на данный момент находится вне компетенции CEN членов.
Европейский стандарт не подпадает под директивы ЕС. В соответствующих странах CEN эти A-Отклонения действительны вместо положений европейского стандарта, пока они не будут отменены.
Пункт | Отклонение |
Table 1 France |
inoxydable au contact des |
Где минимальное содержание хрома, приведенное в EN 10088-1:1995, меньше, чем 13,00%, заменено на "13,00% мин. Cr" | |
4.2.2 United Kingdom | Hallmarking act 1973: Chapter 43 Section 4 Subsection |
Минимальная чистота припоев, используемых с серебряными изделиями, должна быть не менее 650 | |
4.2.2 Denmark | Order governing the activities of the Precious Metals |
Inspectorate 1995: Section 3 Subsection 8 Paragraph b) | |
Минимальная чистота припоев, используемых с серебряными изделиями чистоты 925, должна быть не менее 650 | |
8 United Kingdom | Hallmarking Act 1973 Chapter 43 Section 1 Subsection 1 |
Любое изделие, предлагаемое для продажи, как полностью или частично сделанное из золота, серебра или платины, должно иметь одобренное клеймо. | |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 4481:1977 | - | * |
ISO 6508:1986 | - | * |
EN 10088-1:1995 | - | * |
pr EN 1904:1995 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
УДК 642.732.2-034:006.354 | МКС 67.250 | |
97.040.60 | ||
Ключевые слова: приборы столовые из коррозионно-стойкой стали, ножевые изделия | ||
Электронный текст документа
и сверен по:
, 2019
{kind=link}