БЗ 3-2004
ГОСТ 28965-91
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАСТЕЖКА-МОЛНИЯ
МЕТОДЫ КОНТРОЛЯ
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАСТЕЖКА-МОЛНИЯ Методы контроля
Zipper. Methods of control
ГОСТ
28965-91
МКС 61.040 ОКП 96 7593
Дата введения 01.07.92
Настоящий стандарт распространяется на пластмассовую и металлическую застежку-молнию, предназначенную для изделий легкой промышленности, и устанавливает методы контроля показателей качества.
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
Отбор образцов, объемы выборок — по нормативно-технической документации на конкретную продукцию.
2. МЕТОДЫ КОНТРОЛЯ ВНЕШНЕГО ВИДА
2.1. Контроль соответствия образцу-эталону застежки-молнии проводят визуально сравнением с образцом-эталоном.
2.1.1. Контроль проводят осмотром застежки-молнии невооруженным глазом в помещении с освещенностью не менее 300 лк на расстоянии 25 см от контролируемого изделия.
2.2. Контроль внешнего вида защитно-декоративного металлического покрытия проводят в соответствии с ГОСТ 9.302 и сравнением с образцом-эталоном.
2.2.1. Контроль внешнего вида защитно-декоративного лакокрасочного покрытия проводят визуально сравнением с образцом-эталоном.
3. МЕТОДЫ КОНТРОЛЯ РАЗМЕРОВ
3.1. Для контроля размеров изделий применяют:
линейку измерительную металлическую по ГОСТ 427;
штангенциркуль по ГОСТ 166;
толщиномер по ГОСТ 11358;
проектор по ГОСТ 19795;
щуп по ТУ 2—034—225;
счетчик оборотов, обеспечивающий отсчет заданной длины.
Допускается применять другие средства контроля с аналогичными метрологическими характеристиками.
3.2. Выбор средств контроля линейных измерений должен осуществляться в соответствии с технической документацией.
Контроль определяет соответствие застежки-молнии рабочей конструкторской документации.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1991 © ИПК Издательство стандартов, 2004
3.2.1. Длину мерной застежки-молнии измеряют по горизонтальной поверхности стола на закрытой застежке-молнии от крайнего верхнего положения замка с учетом нижнего ограничителя в соответствии с черт. 1.
Определение длины
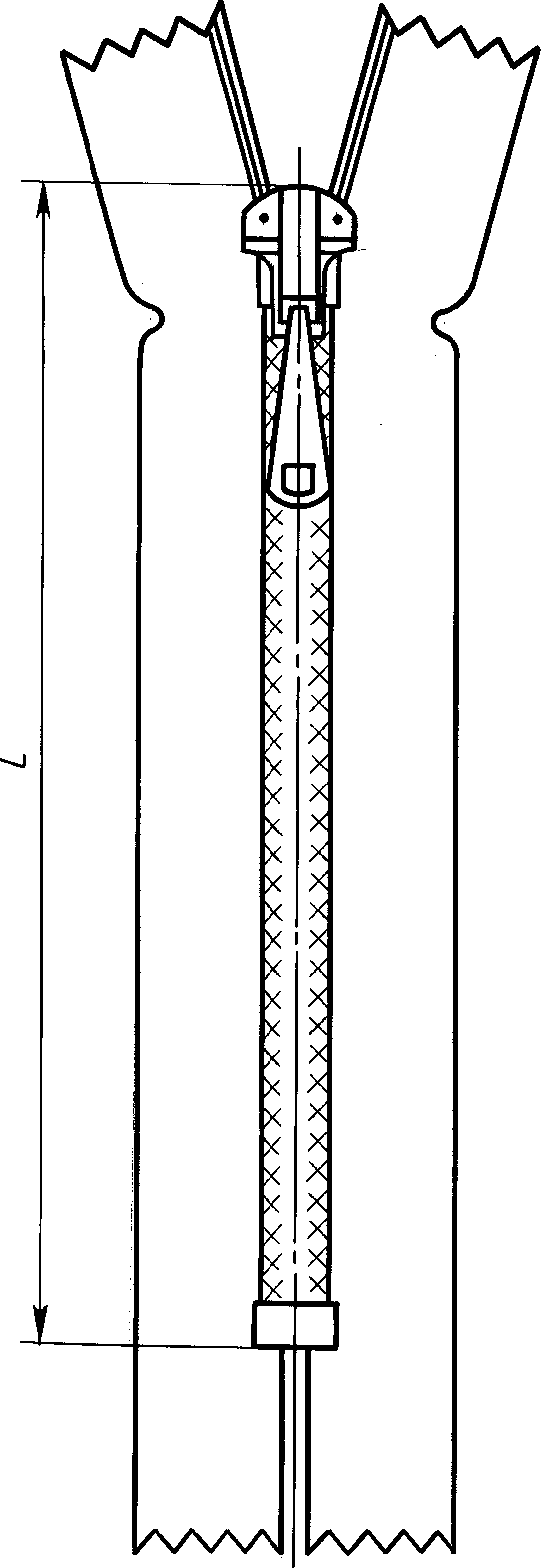
Черт. 1
Застежка должна находиться в расправленном виде без натяжения.
3.2.2. Длину свободных концов измеряют на твердой подложке на открытой застежке-молнии, находящейся в расправленном виде без натяжения, от ограничителя до конца тканей ленты.
3.2.3. Длину рулонной застежки молнии определяют счетчиком оборотов, измерительной металлической линейкой на горизонтальной поверхности стола или другими средствами, определяющими линейные размеры.
Результаты измерения общей длины намотки одной упаковочной единицы рулонной застежки-молнии, полученные любым способом измерения, не должны расходиться с результатами измерения измерительной металлической линейкой более чем на + 0,5 %.
4. МЕТОДЫ КОНТРОЛЯ ПОКАЗАТЕЛЕЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ И УСИЛИЯ ПЕРЕДВИЖЕНИЯ ЗАМКА
4Л. Оборудование
Машины разрывные любых типов с пределом измерения до 2500 Н, обеспечивающие приложение заданной статической нагрузки.
Шкала нагрузок при контроле должна подбираться так, чтобы определяемая нагрузка находилась в пределах от 20 до 80 % максимального значения шкалы.
Скорость передвижения подвижного зажима разрывной машины должна быть 50—150 мм/мин.
При испытаниях допускается в качестве зажимной прокладки применять шлифовальную шкурку зерно № 4, 5 по ГОСТ 13344.
Приспособления и устройства, обеспечивающие закрепление застежки-молнии и приложение заданной нагрузки (черт. 2—13).
Ширина захватов приспособления должна быть 25 мм.
Лезвие по ТУ 27—56—1125.
4.2. Контроль прочности замка
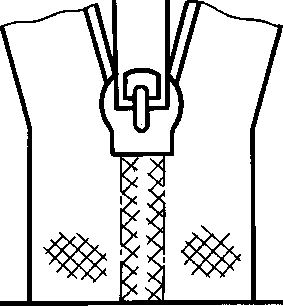
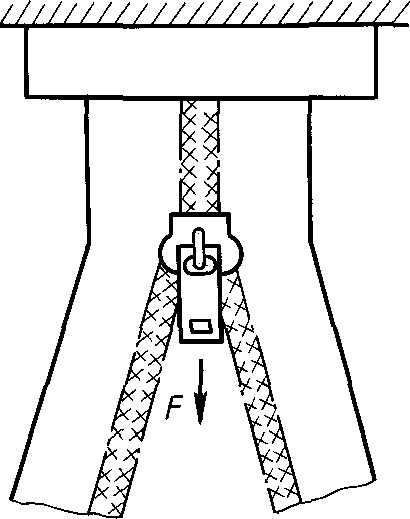
Прочность замка должна проводиться по схеме в соответствии с черт. 2.
Определение нагрузки при контроле прочности замка
F\
/</////
Черт. 2
Под ручку замка вставляют специальное приспособление, которое закрепляют в нижнем зажиме разрывной машины. Ручку замка закрепляют в верхнем зажиме машины.
Под действием нагрузки ручка замка должна занять положение, перпендикулярное лицевой поверхности корпуса замка.
Величина прилагаемой нагрузки должна соответствовать требованиям нормативно-технической документации на застежку-молнию.
При приложении заданной нагрузки не должен произойти отрыв крышки или ручки замка.
4.3. Контроль усилия фиксации замка
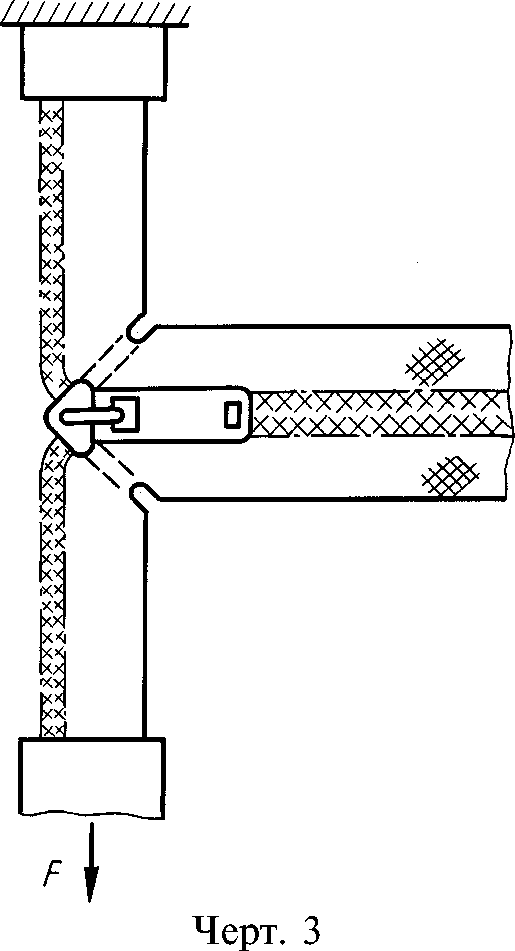
Контроль проводят в соответствии с черт. 3.
Одну половину застежки-молнии необходимо закрепить в верхнем зажиме разрывной машины, другую — в нижнем зажиме. При проведении контроля ручка замка должна быть прижата к корпусу замка.
Расстояние от края зажима разрывной машины до корпуса замка — около 25 мм.
Значение прилагаемой нагрузки должно соответствовать требованиям нормативно-технической документации на застежку-молнию.
Перемещение замка по звеньевой цепи при приложении заданной нагрузки не допускается.
Определение нагрузки при контроле усилия фиксации замка
г\
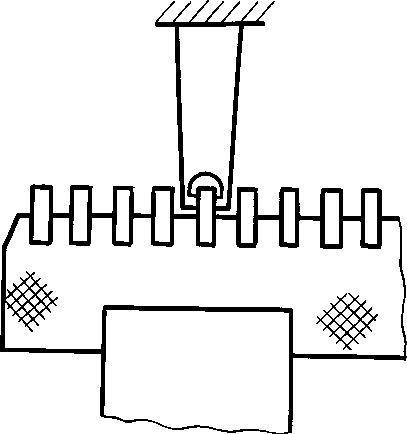
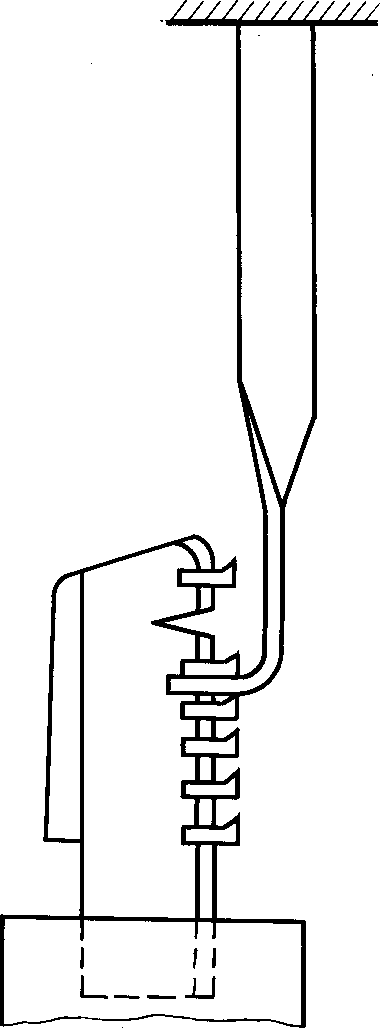
4.4. Контроль усилия фиксации верхними ограничителями
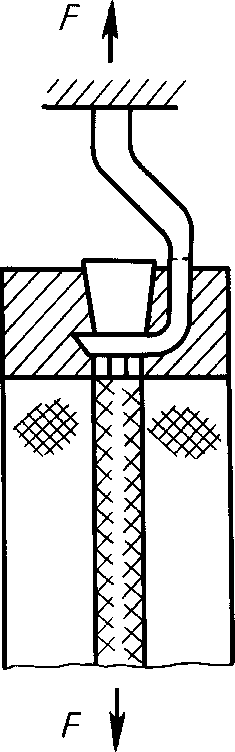
Контроль проводят в соответствии с черт. 4.
Определение приложения нагрузки при контроле усилия фиксации замка верхними ограничителями
F
f
'//////
F
I
Черт. 4
Ручку замка, находящегося в крайнем верхнем положении, необходимо закрепить в верхнем зажиме разрывной машины.
Значение прилагаемой нагрузки должно соответствовать требованиям нормативно-технической документации на застежку-молнию.
При приложении заданной нагрузки не допускается сдвиг верхних ограничителей, замок не должен проходить через них.
4.5. Контроль усилия сдвига нижнего ограничителя
4.5.1. Контроль усилия сдвига нижнего разъемного ограничителя проводят в соответствии с
4.5.2. Контроль усилия сдвига нижнего неразъемного ограничителя проводят в соответствии с черт. 6.
черт. 5.
Определение приложения нагрузки при контроле усилия сдвига нижнего разъемного ограничителя
Черт. 5
Определение приложения нагрузки при контроле усилия сдвига нижнего неразъемного ограничителя
ч
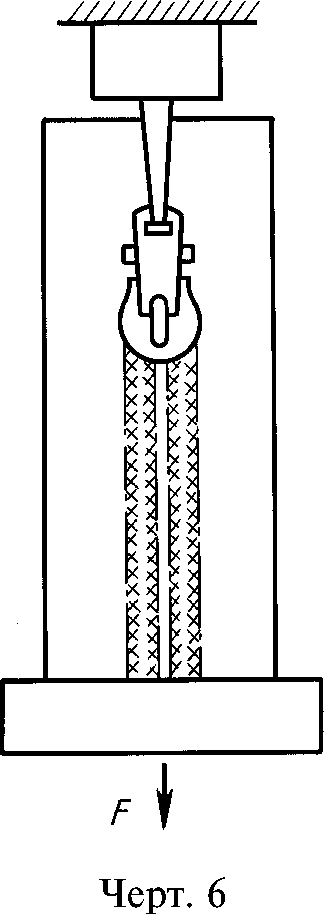
Замок, находящийся в нерабочем положении, необходимо закрепить в верхнем зажиме разрывной машины с помощью ручки замка или специального приспособления, в зависимости от конструкции замка.
4.5.3. Расстояние между зажимами разрывной машины — не более 25 мм.
4.5.4. Значение прилагаемой нагрузки должно соответствовать требованиям нормативно-технической документации на застежку-молнию.
4.5.5. При приложении заданной нагрузки не допускается сдвиг нижнего ограничителя, разгибание клямеров неразъемного ограничителя, разрыв ленты.
4.6. Контроль прочности соединения нижним ограничителем
4.6.1. Контроль прочности соединения нижним неразъемным ограничителем проводят в соответствии с черт. 7.
Определение приложения нагрузки при контроле прочности соединения нижним неразъемным ограничителем
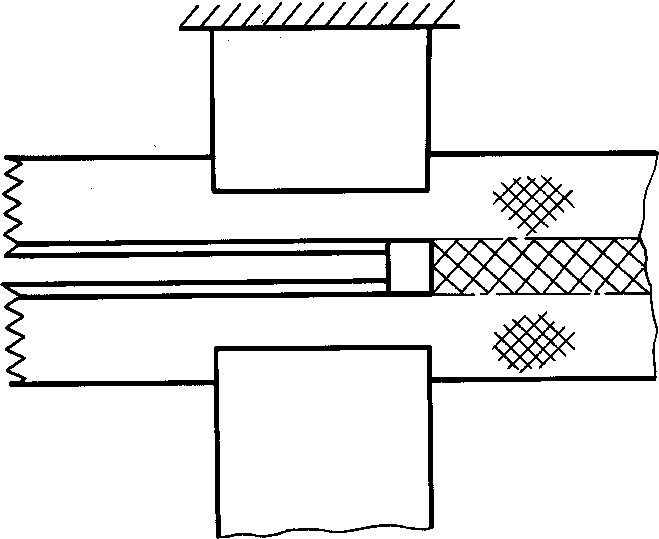
Застежку-молнию закрепляют так, чтобы край нижнего ограничителя со стороны звеньевой цепи совпадал с краем зажимов разрывной машины.
4.6.2. Контроль прочности соединения нижним разъемным ограничителем должен проводиться в соответствии с черт. 8.
Определение приложения нагрузки при контроле прочности соединения нижним разъемным ограничителем
ft
W///////Z/////
( | |
YZZ7777. | |
У77///А | |
л
Черт. 8
Застежка-молния должна закрепляться таким образом, чтобы край узла разъема со стороны звеньевой цепи совпадал с краем зажимов разрывной машины.
4.6.3. Значение прилагаемой нагрузки должно соответствовать требованиям нормативно-технической документации на застежку-молнию.
4.6.4. При приложении заданной нагрузки не должно произойти распрямление клямеров нижнего неразъемного ограничителя, разъединение разъемного ограничителя, отрыв ограничителя от тканой ленты.
4.7. Контроль усилия разрыва замкнутых звеньев
Контроль проводят в соответствии с черт. 9.
Определение приложения нагрузки при контроле усилия разрыва замкнутых звеньев
Черт. 9
Зажимы разрывной машины должны располагаться перпендикулярно замкнутой звеньевой цепи. Значение прилагаемой нагрузки должно соответствовать требованиям нормативно-технической документации на застежку-молнию.
После испытания на застежке-молнии не допускается: разъединение замкнутых звеньев, отрыв звеньев от тканой ленты или разрыв ленты.
4.8. Контроль усилия отрыва звена в поперечном направлении
Контроль проводят в соответствии с черт. 10.
Определение приложения нагрузки при контроле усилия отрыва звена в поперечном направлении
Ч
F I
Черт. 10
Одну половину застежки-молнии необходимо закрепить в нижнем зажиме разрывной машины, звено — с помощью специального приспособления — в верхнем зажиме.
Скорость передвижения подвижного зажима разрывной машины — 50 мм/мин.
Значение прилагаемой нагрузки должно соответствовать нормативно-технической документации на изделие.
При приложении заданной нагрузки не допускается отрыв звена или разрыв тканой ленты.
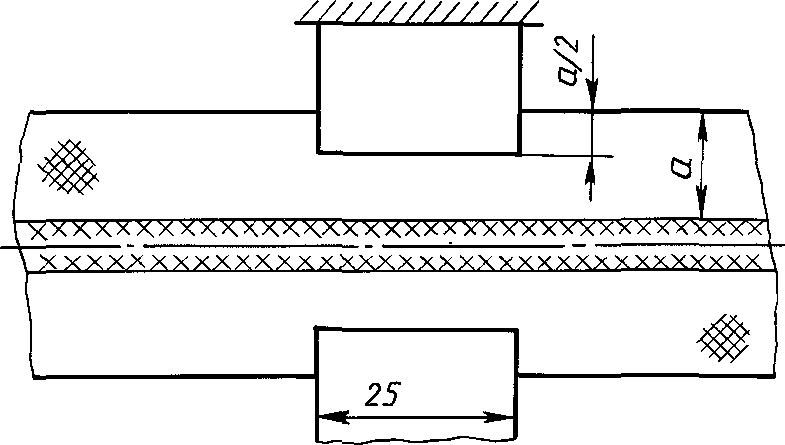
4.9. Контроль усилия сдвига звена в продольном направлении
Контроль проводят в соответствии с черт. 11.
Определение приложения нагрузки при контроле усилия сдвига звена в продольном направлении
Половину застежки-молнии необходимо закрепить в зажимах разрывной машины, сделать надрез одним движением острого лезвия в центре промежутка между испытуемым звеном и звеном, находящимся над ним.
Скорость передвижения подвижного зажима разрывной машины — 50 мм/мин.
Значение прилагаемой нагрузки должно соответствовать нормативно-технической документации на застежку-молнию.
При приложении заданной нагрузки не допускается сдвиг звена.
4.10. Контроль усилия передвижения замка
Контроль проводят в соответствии с черт. 12.
Контроль проводят после десятикратного открывания и закрывания застежки-молнии: при длине застежки-молнии до 200 мм — по всей длине застежки, при длине более 200 мм — на величину хода машины.
Скорость передвижения замка в разрывной машине — 150—250 мм/мин.
Значение прилагаемой нагрузки должно соответствовать требованиям нормативно-технической документации на изделие.
При проведении контроля максимальное и минимальное значения показателя во внимание не принимают.
4.11. Контроль заданной наработки
Контроль проводят в соответствии с черт. 13.
Определение приложения нагрузки при контроле усилия передвижения замка
F 1
Черт. 12
Определение приложения нагрузки при контроле заданной наработки
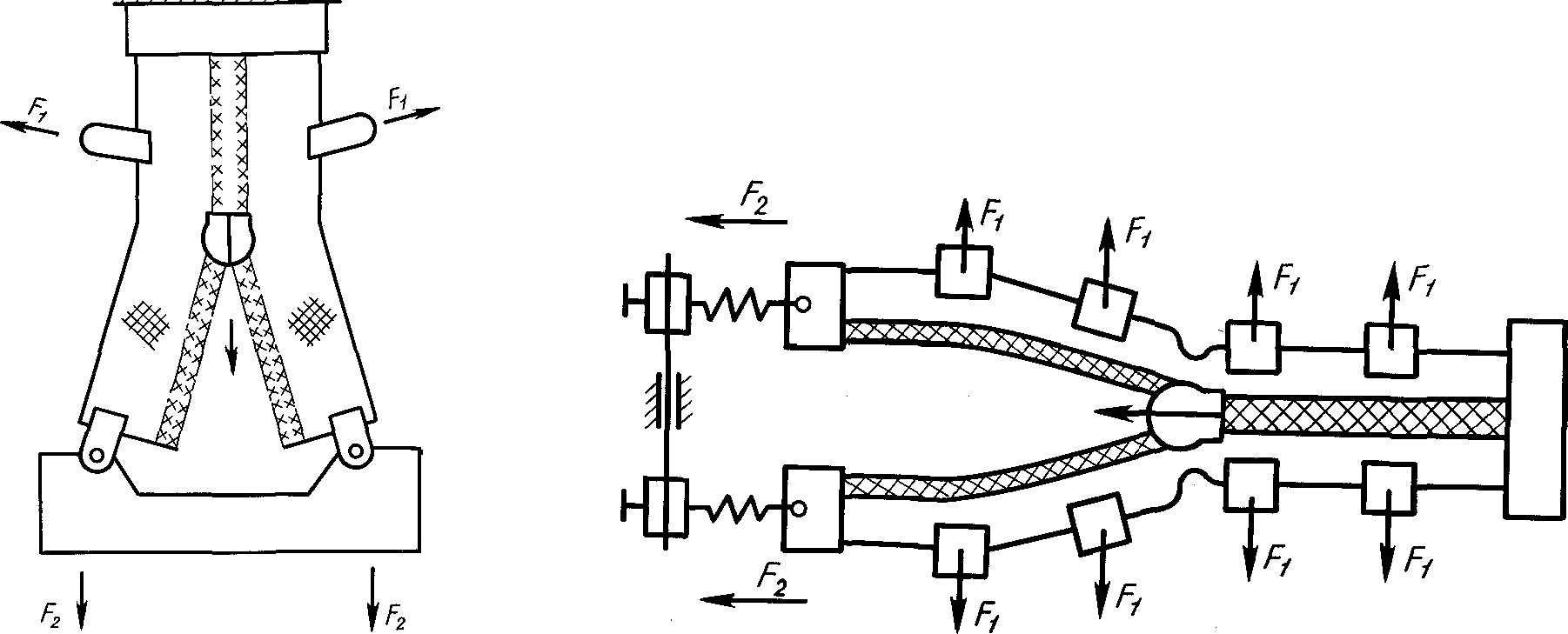
Исполнение I
У//////////////У
Исполнение II
Скорость передвижения закрепленного в подвижном зажиме замка должна быть 30—60 ходов в минуту.
Значение прикладываемых нагрузок Fx и F2 должно соответствовать указанной в нормативнотехнической документации на изделие.
После испытания не допускается разрыв тканой ленты, ниток, пришивающих звеньевую цепь, размыкание звеньевой цепи, сдвиг звена.
Частичное нарушение лакокрасочного покрытия на звеньях металлической застежки-молнии браковочным признаком не является.
5. МЕТОДЫ КОНТРОЛЯ ПОКАЗАТЕЛЕЙ КАЧЕСТВА ЗАЩИТНО-ДЕКОРАТИВНОГО ПОКРЫТИЯ
5Л. Контроль прочности сцепления металлического покрытия с основным материалом
Контроль проводят по ГОСТ 9.302.
5.2. Контроль прочности сцепления лакокрасочного покрытия с основным материалом
Контроль проводят методом решетчатых надрезов по ГОСТ 15140.
6. МЕТОДЫ КОНТРОЛЯ ТЕРМОСТОЙКОСТИ
6.1. Оборудование
Шкаф сушильный, обеспечивающий установку и поддержание заданной температуры с отклонением + 2 °С.
6.2. Проведение контроля
6.2.1. Застежку-молнию в замкнутом виде помещают в сушильный шкаф.
Продолжительность и температура испытания — в соответствии с таблицей.
Тип застежки | Температура, °С | Продолжительность испытания, ч |
ПО | 70 | 2 |
ПО; Т4; Т5 | 150 | 0,0008 |
Тб; П10; ЛЮ; П20; | ||
Л20 | 100 | 2 |
6.2.2. После извлечения из сушильного шкафа застежку-молнию необходимо выдержать в течение 1 ч в помещении, в котором проводилось испытание.
После испытания застежка-молния должна сохранять способность вручную открываться и закрываться.
Застежка-молния для кожгалантерейных изделий контролю на термостойкость не подлежит.
7. МЕТОДЫ КОНТРОЛЯ ХИМИЧЕСКОЙ СТОЙКОСТИ И УСТОЙЧИВОСТИ ОКРАСКИ
ПЛАСТМАССОВОЙ ЗАСТЕЖКИ-МОЛНИИ
7.1. Для контроля химической стойкости применяют:
стакан стеклянный вместимостью 200—500 см3 по ГОСТ 23932 и ГОСТ 25336;
перхлорэтилен по ТУ 6—01—956.
Застежку-молнию опускают на 0,5 ч в стакан с перхлорэтиленом. Во время испытания ее необходимо периодически переворачивать в растворе и прижимать к стенкам сосуда расплющенной на конце стеклянной палочкой. Затем застежку-молнию вынимают, прополаскивают в холодной проточной воде и просушивают на воздухе в помещении, в котором проводилось испытание.
После испытания не должно произойти уменьшения усилия разрыва замкнутых звеньев или увеличения усилия передвижения замка более чем на 20 %.
Застежка-молния для кожгалантерейных изделий и обуви контролю на химическую стойкость не подлежит.
7.2. Для контроля устойчивости окраски применяют:
устройство механическое, состоящее из емкости, заполненной водой, и помещенного в нее вращающегося вала, на котором размещены сосуды из нержавеющей стали вместимостью (500 + 50) см3, частота вращения вала — (40 + 2) мин-1;
стиральный раствор, 1 л которого содержит 5 г мыла олеинового, приготовленного по ГОСТ 23174, или детского; 3 г кальцинированной технической соды по ГОСТ 5100 и дистиллированную воду по ГОСТ 6709;
два образца застежки-молнии длиной 100 мм (контрольный и для испытания).
Образец помещают в сосуд с раствором. Отношение объема взятого раствора к массе образца в граммах должно быть 50:1.
Испытание необходимо проводить при температуре раствора (40 + 2) °С в течение 0,5 ч.
По окончании испытания образец извлекают из сосуда, прополаскивают в теплой дистиллированной воде температурой 40—50 °С, а затем в холодной проточной воде, после чего отжимают и высушивают на воздухе.
Оценку устойчивости окраски проводят визуальным осмотром контрольного и подвергшегося испытанию образцов.
Застежка-молния не должна изменить цвет окраски.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Госкомлегпромом при Госплане СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 05.04.91 № 451
3. ВВВДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела, пункта | Обозначение НТД, на который дана ссылка | Номер раздела, пункта |
ГОСТ 9.302-88 | 5.1 | ГОСТ 23174-78 | 7.2 |
ГОСТ 166-89 | 3.1 | ГОСТ 23932-90 | 7.1 |
ГОСТ 427-75 | 3.1 | ГОСТ 25336-82 | 7.1 |
ГОСТ 5100-85 | 7.2 | РД 50-98-86 | 3.2 |
ГОСТ 6709-72 | 7.2 | ТУ 2-034-225-87 | 3.1 |
ГОСТ 11358-89 | 3.1 | ТУ 6-01-956-86 | 7.1 |
ГОСТ 13344-79 | 4.1 | ТУ 27-56-1125-87 | 4.1 |
ГОСТ 15140-78 | 5.2 | РД 17-08-07-03-89 | 1 |
ГОСТ 19795-82 | 3.1 |
5. ПЕРЕИЗДАНИЕ. Сентябрь 2004 г.
Редактор Т.П. Шашина Технический редактор В.Н. Прусакова Корректор М. С. Кабашова Компьютерная верстка А.Н. Золотаревой
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 29.09.2004. Подписано в печать 21.10.2004. Усл.печл. 1,40. Уч.-изд.л. 0,90.
Тираж 60 экз. С 4345. Зак. 930.
ИПК Издательство стандартов, 107076 Москва, Колодезный пер., 14. http: // e-mail: Набрано в Издательстве на ПЭВМ
Отпечатано в филиале ИПК Издательство стандартов — тип. “Московский печатник”, 105062 Москва, Лялин пер., 6.
Плр № 080102
{kind=link}