ГОСТ 6737-80
Группа Г62
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МАШИНЫ ЛЕНТОЧНЫЕ ДЛЯ ХЛОПКА И ХИМИЧЕСКИХ ВОЛОКОН
Общие технические условия
Drawframes for cotton and man-made fibres. General specifications
ОКП 51 1233
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством оборонной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.10.80 N 5101
3. Стандарт содержит все требования стандарта СТ СЭВ 2800-90 и СТ СЭВ 4988-85
4. ВЗАМЕН ГОСТ 6737-74
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 9.014-78 | 7.2 |
ГОСТ 9.032-74 | 2.24 |
ГОСТ 12.1.004-91 | 3.2 |
ГОСТ 12.2.123-90 | 3.23 |
ГОСТ 2789-73 | 2.8 |
ГОСТ 2991-85 | 7.4 |
ГОСТ 6570-96 | 6.3 |
ГОСТ 9378-93 | 6.4 |
ГОСТ 10198-91 | 7.3 |
ГОСТ 14192-96 | 7.7, 7.8 |
ГОСТ 15150-69 | 2.2, 2.24, 7.9, 7.10 |
ГОСТ 15151-69 | 2.2 |
ГОСТ 19300-86 | 6.4 |
ГОСТ 24634-81 | 7.3 |
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ИЗДАНИЕ (апрель 2002 г.) с Изменениями 1, 2, 3, 4, 5, 6, утвержденными в марте 1982 г., июле 1983 г., апреле 1980 г., декабре 1987 г., феврале 1990 г., июне 1991 г. (ИУС 6-82, 11-83, 7-86, 3-88, 5-90, 9-91)
Настоящий стандарт распространяется на ленточные машины, применяемые при переработке средневолокнистого и тонковолокнистого хлопка, химических волокон длиной до 80 мм, а также смесей хлопка с химическими волокнами.
Ленточные машины предназначены для распрямления и параллелизации волокон, утонения ленты, а также для выравнивания лент по линейной плотности.
Стандарт устанавливает требования к ленточным машинам, изготовляемым для нужд народного хозяйства и экспорта.
Требования пп.1.2 (табл.1, пп.4, 7, 8); 2.1; 2.2; 2.7; 3.2-3.4; 3.6; 3.7; 3.11; 3.12; 3.14; 3.16; 3.19; 3.20; 3.22; 3.23; 6.16 настоящего стандарта являются обязательными, другие требования - рекомендуемыми.
(Измененная редакция, Изм. N 1, 3, 6).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Машины должны изготовляться в двух исполнениях:
1 - одновыпускные;
2 - двухвыпускные.
Одновыпускные машины должны изготовляться с вынесенным или совмещенным лентоукладчиком, двухвыпускные - с совмещенными или разнесенными лентоукладчиками.
(Измененная редакция, Изм. N 2).
1.2. Основные параметры и размеры машин должны соответствовать указанным в табл.1.
Таблица 1
Наименование параметра и размера | Норма для исполнения | |
1 | 2 | |
1. Длина перерабатываемого волокна, мм: | ||
хлопок, химические волокна и их смеси | От 22 до 45 | |
химические волокна в чистом виде | 32, 34, 40, 50, 55, 60, 65, 80 | |
2. Скорость выпуска ленты (кинематическая), м/с(м/мин) | 8,3 (500), 10,0 (600), 11,7 (700),13,3 (800) | |
3. (Исключен, Изм. N 4). | ||
4. Линейная плотность ленты, ктекс: | ||
входящей | От 6,0 до 2,5 | |
выходящей | ||
5. Число сложений | 6; 8; 10 | |
6. Общая вытяжка в вытяжном приборе (кинематическая) | От 3,5 до 14 | |
7. Диаметр таза (внутренний) на выпуске, мм | 350; 400; 500; 600; 800; 900; 1000 | (214); 225; 250; 300; 350; 400; 500; 600; 800; 900; 1000 |
8. Высота таза на выпуске, мм, не более | 1200 | |
9. Диаметр таза (внутренний) на питании, мм, не более | 1000 | |
10. Высота таза на питании, мм, не более | 1200 | |
11. Габаритные размеры (при наибольших диаметрах таза и числе сложений), мм, не более: | ||
длина | 6000 | 7500 |
ширина | 2350 | 3500 |
высота | 1800 | |
12. Удельная масса изделия, кг/(м/с) | 260-160 | 302-230 |
13. (Исключен, Изм. N 5) | ||
14. Удельный расход электроэнергии, (кВт·ч)·ч | 0,5-0,45 | 0,72-0,68 |
Примечания:
1. Длина перерабатываемого волокна на машине устанавливается по требованию потребителя.
2. Рабочая скорость выпуска, линейная плотность и общая вытяжка устанавливаются в зависимости от вида и качества перерабатываемого волокна и от места машин в технологической цепочке.
3. Удельные показатели даны без учета средств автоматизации и очистки воздуха пневмосистемы машин.
4. Размеры, указанные в скобках, непредпочтительны.
(Измененная редакция, Изм. N 2, 4, 5, 6).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Машины должны изготовляться в соответствии с требованиями настоящего стандарта и технических условий на конкретные исполнения машин по рабочим чертежам, утвержденным в установленном порядке.
Машины, предназначенные для экспорта, кроме того, должны соответствовать заказу-наряду внешнеторговых организаций.
(Измененная редакция, Изм. N 4).
2.2. Машины, предназначенные для эксплуатации в районах с умеренным климатом, должны быть изготовлены в климатическом исполнении УХЛ категории 4.1 по ГОСТ 15150, а для районов с тропическим климатом должны соответствовать ГОСТ 15151 и изготовляться в исполнении Т категории 4.1 по ГОСТ 15150.
2.3. Машины следует изготовлять с автоматом смены тазов.
2.4. Машины с тазами диаметром на выпуске до 350 мм при необходимости должны иметь устройства уплотнения ленты в тазах.
2.3, 2.4. (Измененная редакция, Изм. N 1, 2, 3).
2.5. Машины следует изготовлять с системой автоматического регулирования линейной плотности ленты по заданному номинальному значению; допустимое отклонение от номинального значения линейной плотности выпускаемой ленты должно быть в пределах ±2%. Допускается изготовлять ленточные машины без систем автоматического регулирования линейной плотности ленты.
(Измененная редакция, Изм. N 1, 3).
2.6. Машины по требованию потребителя должны иметь электрическую схему, обеспечивающую возможность подключения датчиков АСУ ТП.
(Измененная редакция, Изм. N 1).
2.7. Показатели качества выпускаемой ленты приведены в приложении 1.
(Измененная редакция, Изм. N 3).
2.8. Параметр шероховатости поверхностей деталей, соприкасающихся с перерабатываемым продуктом, - Ra0,63 мкм по ГОСТ 2789.
2.9. Зазор между опорными поверхностями корпусов подшипников, кронштейнов, гитар и базовыми поверхностями - не более 0,05 мм на длине 20 мм.
2.10. Температура корпусов подшипников во время работы машин не должна превышать 60°С.
(Измененная редакция, Изм. N 4).
2.11. Остов машины должен быть установлен горизонтально. Отклонение от горизонтальной плоскости - не более 0,1 мм на длине 1 м.
2.12. Отклонение от плоскостности поверхности цилиндрового бруса - не более 0,03 мм.
2.13. Отклонение от параллельности линий рифленых цилиндров вытяжного прибора между собой (по ходу ленты) - не более 0,15 мм на длине рифленой части.
(Измененная редакция, Изм. N 2).
2.14. Радиальное биение линий рифленых цилиндров вытяжного прибора и плющильных валов по поверхностям тумб не должно быть более 0,03 мм.
2.15. Радиальное биение нажимных валиков вытяжных приборов по поверхности эластичных покрытий не должно быть более 0,03 мм. На линии прилегания нажимного валика к тумбе рифленого цилиндра зазоры не допускаются.
2.16. Пружины нагрузки вытяжного прибора и плющильных валов должны обеспечивать стабильность установленной нагрузки в течение 2000 ч работы машины.
2.17. Отклонение от горизонтальной плоскости валов выема ленты в рамке со столами в продольном и поперечном направлениях - не более 0,1 мм на длине 1 м. Радиальное биение - не более 0,1 мм.
2.18. Зазор между грузовыми валиками и валом выема ленты в рамке со столами не должен быть более 0,05 мм на длине до 10 мм с каждой стороны.
2.17, 2.18. (Измененная редакция, Изм. N 4).
2.19. Зазоры между верхней планкой и регулировочными винтами стаканов нагрузки вытяжного прибора - от 0,7 до 1,0 мм.
2.20. (Исключен, Изм. N 5).
2.21. Отклонение от параллельности верхней плоскости стола верхнего лентоукладчика относительно верхней плоскости цилиндрового бруса - не более 0,3 мм.
2.22. Нижняя плоскость верхней тарелки должна быть заподлицо с нижней плоскостью стола. Нависание нижней плоскости верхней тарелки лентоукладчика - не более 1,0 мм. Утопание не допускается.
2.23. Проскальзывание таза на тарелке нижнего лентоукладчика во время наработки не допускается.
(Измененная редакция, Изм. N 2).
2.24. Покрытия по ГОСТ 9.032: IV класса для наружных поверхностей; VI класса для внутренних.
Категория размещения окрашенных поверхностей - по ГОСТ 15150:
УХЛ - предназначенных для внутреннего рынка и экспорта в страны с умеренным климатом;
ТВ - предназначенных для экспорта в страны с тропическим климатом.
(Измененная редакция, Изм. N 4).
2.25. (Исключен, Изм. N 3).
2.26. На машинах должны быть предусмотрены базовые поверхности для установки средств контроля горизонтального положения оборудования в процессе монтажа.
2.27. Машины должны иметь приспособления, обеспечивающие быструю и надежную строповку.
В опорных частях машины должны быть предусмотрены отжимные регулировочные устройства.
2.28. (Исключен, Изм. N 6).
2.29. 2.30. (Исключены, Изм. N 5).
2.31. Средняя наработка на отказ - не менее 300 ч.
(Измененная редакция, Изм. N 5).
2.32. (Исключен, Изм. N 5).
2.33. Критерии отказов и предельных состояний должны быть установлены в технических условиях на конкретные исполнения машин.
(Введен дополнительно, Изм. N 4).
2.34. Машины в зависимости от исполнения по требованию потребителя должны быть оснащены:
- устройством автоматической заправки мычки после вытяжного прибора и ленты в лентоукладчик;
- устройством автоматической заправки ленты на рамке питания;
- устройством для приема наработанных тазов в тележку-кассету;
- устройством тонкой очистки воздуха.
(Введен дополнительно, Изм. N 5).
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. (Исключен, Изм. N 4).
3.2. Конструкция машины должна соответствовать требованиям пожарной безопасности по ГОСТ 12.1.004 при эксплуатации в помещениях категории В по "Строительным нормам и правилам" П II-90-81, утвержденным Госстроем СССР 3 апреля 1972 г., класс помещений - П-II в соответствии с классификацией по ПУЭ.
(Измененная редакция, Изм. N 3, 4).
3.3. Электротехнические системы оборудования должны удовлетворять требованиям "Правил устройства электроустановок" (ПУЭ) и "Правил техники безопасности при эксплуатации электроустановок потребителей", утвержденных Госэнергонадзором 12 апреля 1969 г.
3.4. Уровень звука машин на рабочих местах не должен превышать 80 дБ·А.
(Измененная редакция, Изм. N 4).
3.5. Вибрационные характеристики машин
3.5.1. Амплитуда и частота составляющих гармоник периодических нагрузок, передающихся на основание в точках опоры машины, в вертикальном (по оси OZ) и горизонтальных (по оси ОХ и перпендикулярно ей по оси OZ) направлениях даны в приложениях 2-5.
(Введен дополнительно, Изм. N 2).
3.5.2. (Исключен, Изм. N 4).
3.6. Содержание пыли в воздухе рабочей зоны не должно превышать 4 мг/м.
(Измененная редакция, Изм. N 4).
3.7. Кнопки управления приводом машины должны быть установлены в зонах питания и выпуска ленты, а также в легко доступных местах питающей рамки и питающего стола с обеих сторон. Переключатель ручного управления приводом автомата смены тазов должен быть расположен в зоне выхода заполненных тазов.
(Измененная редакция, Изм. N 3, 4).
3.8. Конструкцией машин должен быть обеспечен автоматический останов при:
- наматывании ленты на цилиндры, нажимные валики вытяжного прибора и плющильные валы;
- забивании уплотняющей воронки;
- обрыве ленты на питании;
- заполнении таза лентой определенной длины;
- отсутствии пустых тазов на приемной площадке автомата смены тазов.
Для машин без авторегулятора в случае обрыва ленты на питании должно быть исключено попадание конца оборванной ленты в зону вытяжного прибора.
(Измененная редакция, Изм. N 3, 4, 5).
3.9. Машины должны иметь панель или табло сигнализации о технологических остановах, указанных в п.3.8.
Кроме того, на двухвыпускных машинах должен быть указатель выпуска, на котором произошел технологический останов по причинам, указанным в п.3.8.
(Измененная редакция, Изм. N 3).
3.10. (Исключен, Изм. N 4).
3.11. Передачи движения к основным рабочим органам, передачи привода механизмов съема тазов и уплотненной укладки ленты, плющильные валы и вытяжной прибор должны быть закрыты ограждениями, сблокированными с пуском машины.
(Измененная редакция, Изм. N 4).
3.12. Зубчатая передача плющильных валов должна быть закрыта ограждением.
3.13. (Исключен, Изм. N 4).
3.14. Верхняя тарелка лентоукладчика должна быть закрыта стационарным ограждением.
3.15. (Исключен, Изм. N 4).
3.16. Ограждения вытяжного прибора должны открываться с усилием не более 40 Н.
(Измененная редакция, Изм. N 2).
3.17. В конструкции машины должна быть обеспечена фиксация грузового плющильного вала и самогрузных валов в поднятом положении.
3.18. На машине должна быть предупреждена* специальная полочка с бортиком высотой 15 мм для временного хранения нажимных валиков при чистке, ремонте и ликвидации технологических остановов в зоне вытяжного прибора.
_______________
* Текст документа соответствует оригиналу. - .
3.19. На машине должны быть предусмотрены стационарные или откидные площадки, расположенные на 0,9-1,1 м ниже уровня движения ленты в вытяжном приборе, для обслуживания вытяжного прибора, лентоукладчика и плющильных валов.
(Измененная редакция, Изм. N 4).
3.20. Машины должны быть оборудованы системой очистки рабочих органов зоны вытяжного прибора и уплотнительной воронки лентоукладчика от пыли и пуха.
При необходимости система очистки рабочих органов может иметь устройство для подсоединения к централизованной системе удаления технологического воздуха.
Допускается выбрасывать технологический воздух от работающей машины в рабочую зону помещения через фильтр при содержании пыли не более 2 мг/м.
(Измененная редакция, Изм. N 3).
3.21. (Исключен, Изм. N 3).
3.22. Электрическая схема управления должна обеспечивать невозможность пуска и работы машины при неработающей автономной системе пневмоотсоса.
3.23. Машины должны соответствовать ГОСТ 12.2.123.
(Введен дополнительно, Изм. N 6).
4. КОМПЛЕКТНОСТЬ
4.1. В комплект машины должны входить: сменные детали, запасные части и монтажно-эксплуатационный инструмент согласно ведомости ЗИП; прибор (или измеритель) для измерения нагрузки (1 шт. на 20 машин, но не менее 1 шт. в один адрес); площадки обслуживания - для машин, у которых высота движения ленты в вытяжном приборе более 0,9 м.
К машинам должны прикладываться: эксплуатационная документация; каталог деталей и сборочных единиц (1 экз. на 20 машин).
Эксплуатационная документация должна содержать данные о потребляемой машиной мощности и количестве удаляемого от машины воздуха.
4.2. Сопроводительная документация машин, предназначенных для экспорта, должна соответствовать требованиям заказа-наряда внешнеторговых организаций.
4.1, 4.2. (Измененная редакция, Изм. N 4).
5. ПРАВИЛА ПРИЕМКИ
5.1. Для проверки соответствия ленточных машин требованиям настоящего стандарта должны проводиться приемо-сдаточные и периодические испытания.
(Измененная редакция, Изм. N 4).
5.2. Приемо-сдаточные испытания
5.2.1. Каждую машину и ее составные части следует подвергать испытаниям на соответствие требованиям пп.2.3-2.6, 2.8-2.15, 2.17-2.19, 2.21, 2.22 и 2.24 с последующей обкаткой на холостом ходу при следующих режимах:
8 ч - при скорости выпуска 1,7 м/с;
8 ч - при минимальной скорости выпуска для соответствующего волокнистого материала.
После обкатки на холостом ходу должно быть проведено измерение потребляемой мощности всех установленных электродвигателей.
Допускается обкатывать рамку питания и нижний лентоукладчик на специальном стенде в течение 3-5 ч.
(Измененная редакция, Изм. N 3, 4).
5.2.2. (Исключен, Изм. N 1).
5.3. Периодические испытания
5.3.1. Одну машину из партии в 50 шт. следует испытывать на соответствие требованиям пп.1.2 (табл.1, пп.2, 11, 12), 3.7, 3.11, 3.12, 3.14, 3.16-3.20, 3.22 с последующей обкаткой под заправкой волокном на скорости выпуска ленты 5 м/с в течение 1 ч и проверкой требований пп.3.8, 3.9, 4.1, 4.2, 7.5, 7.7, 7.8.
(Измененная редакция, Изм. N 1, 4, 6).
5.3.2. Испытания у потребителя проводят не реже раза в три года на машинах каждого исполнения по программе и методике, утвержденным в установленном порядке, на соответствие требованиям настоящего стандарта на скоростных режимах по планам прядения.
(Измененная редакция, Изм. N 1, 4, 5).
5.3.3. Вибрационные характеристики по п.3.5 определяют на заводе-изготовителе на одной машине не реже одного раза в год.
(Введен дополнительно, Изм. N 2).
5.3.4. Проверка качества выпускаемой ленты проводится при соблюдении заданного температурно-влажностного режима после монтажа, отладки и обкатки машины на холостом ходу в течение 2 ч при минимальной скорости выпуска.
5.3.5. Испытания машины под заправкой проводят при минимальной скорости выпуска в течение 48 ч для проверки правильности технологической настройки, качества выпускаемого продукта, коэффициента полезного времени и фактической производительности машины.
5.3.4, 5.3.5. (Введены дополнительно, Изм. N 3).
5.4. (Исключен, Изм. N 4).
6. МЕТОДЫ ИСПЫТАНИЙ
6.1. Максимальную скорость выпуска ленты (кинематическую) (п.2 табл.1) проверяют тахометром класса точности 0,5 или 1 с последующим расчетом согласно паспорту.
6.2. Контроль размеров (п.11 табл.1) проводят рулеткой со шкалой 2-го класса точности.
6.1, 6.2. (Измененная редакция, Изм. N 4).
6.3. Удельную массу и удельный расход электроэнергии (пп.12, 14 табл.1) определяют как отношение соответственно массы машины и потребляемой электроэнергии к скорости выпуска ленты.
Потребляемую электроэнергию машины определяют счетчиком по ГОСТ 6570.
(Измененная редакция, Изм. N 1, 4, 5).
6.4. Контроль шероховатости поверхностей (п.2.8) проводят профилометром-профилографом типа П ГОСТ 19300 или по образцам шероховатости по ГОСТ 9378.
6.5. Контроль зазоров (пп.2.9, 2.18, 2.19) и плотность прилегания нажимного валика к тумбе рифленого цилиндра (п.2.15) проверяют набором щупов N 2 и 4 2-го класса точности.
6.6. Температуру корпусов подшипников (п.2.10) проверяют термопреобразователем сопротивления любого типа класса допуска В или С. Контроль производят выборочно в наиболее нагретых частях корпусов.
6.4-6.6. (Измененная редакция, Изм. N 4).
6.7. Отклонение от горизонтальной плоскости (пп.2.11 и 2.17) проверяют уровнем рамным с ценой деления основной ампулы 0,1 мм/м.
(Измененная редакция, Изм. N 1, 4).
6.8. Отклонение от плоскостности цилиндрового бруса (п.2.12) проверяют поверочной линейкой типа ШД и набором щупов N 2 2-го класса точности.
(Измененная редакция, Изм. N 4).
6.9. Отклонение от параллельности линий рифленых цилиндров вытяжных приборов (п.2.13) и отклонение от параллельности верхней плоскости стола (п.2.21) проверяют специальным измерительным инструментом.
6.10. Радиальное биение (пп.2.14, 2.15, 2.17) проверяют индикатором типа ИЧ 10 1-го класса.
(Измененная редакция, Изм. N 4).
6.11. Отклонение от горизонтальности проверяют уровнем рамным с ценой деления основной ампулы 0,1 мм/м путем установки его на тарелку нижнего лентоукладчика, а на машинах для таза диаметром 214 мм и без устройства уплотнения ленты в тазах - уровнем рамным с ценой деления основной ампулы 0,1 мм/м и линейкой любого типа, класса точности 2, укладываемой на каркас нижнего лентоукладчика.
(Измененная редакция, Изм. N 1, 2, 4).
6.12. Нависание нижней плоскости верхней тарелки лентоукладчика (п.2.22) проверяют штангенглубиномером с пределом измерения от 160 до 400 мм и длиной основания 120 мм.
(Измененная редакция, Изм. N 4).
6.13. (Исключен, Изм. N 4).
6.14. Стабильность нагрузки пружин (п.2.16) и показатели надежности машин (п.2.31) определяют методом статистического анализа данных подконтрольных машин.
(Измененная редакция, Изм. N 1, 4, 5).
6.15. (Исключен, Изм. N 4).
6.16. Шумовую характеристику (п.3.4) проверяют на машинах, проработавших у потребителя не менее 2 мес, шумомерами не грубее 2-го класса.
(Измененная редакция, Изм. N 2, 4).
6.17. (Исключен, Изм. N 4).
6.18. Контроль параметров вибрации машины (п.3.5) должен осуществляться на заводе-изготовителе виброметром класса точности 2.
(Измененная редакция, Изм. N 2, 4).
6.19. Коэффициент полезного времени машины определяют при наблюдении за работой машины в течение 8 ч и вычисляют по формуле
![]() ,
,
где - коэффициент полезного времени;
- фактическая производительность машины, кг/ч;
- теоретическая производительность машины, кг/ч.
Теоретическую производительность машины определяют по формуле
![]() ,
,
где - скорость выпуска ленты, м/с;
- число выпусков на машине;
- линейная плотность ленты, ктекс.
Полученное значение коэффициента полезного времени машины сравнивают с расчетным, определенным в зависимости от вида перерабатываемого волокна.
(Измененная редакция, Изм. N 3, 4).
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. (Исключен, Изм. N 4).
7.2. Консервация машин - по ГОСТ 9.014 для группы изделий II-I, вариант временной противокоррозионной защиты:
- для машин, предназначенных для внутреннего рынка и экспорта в страны с умеренным климатом, - ВЗ-1 и ВУ-4 или ВЗ-4 и ВУ-1;
- для машин, предназначенных для экспорта в страны с тропическим климатом, - ВЗ-4 и ВУ-4 или ВЗ-10 и ВУ-5.
Переконсервация машин - через 3 года.
(Измененная редакция, Изм. N 4).
7.3. Машины должны транспортироваться по согласованию с потребителем собранными составными частями, упакованными в ящики по ГОСТ 10198, а при изготовлении на экспорт - по ГОСТ 24634 и заказу-наряду внешнеторговых организаций.
При транспортировании в контейнерах машины должны быть в собранном виде с отсоединенной рамкой питания.
(Измененная редакция, Изм. N 2).
7.4. Запасные части, сменные детали и монтажно-эксплуатационный инструмент должны быть упакованы в ящики по ГОСТ 2991.
Допускается запасные части, сменные детали и монтажно-эксплуатационный инструмент упаковывать в ящики совместно с составными частями машины.
(Измененная редакция, Изм. N 2, 4).
7.5. В каждый ящик должен вкладываться упаковочный лист с перечислением содержимого ящика или упаковочный ярлык.
7.6. (Исключен, Изм. N 1).
7.7. Транспортная маркировка - по ГОСТ 14192. Маркировка транспортной тары для машин, предназначенных на экспорт, - по заказу-наряду внешнеторговых организаций.
7.8. Ящики с запасными частями, упаковываемыми отдельно от машины, должны маркироваться самостоятельными номерами первого номера и должны иметь маркировку по ГОСТ 14192 с дополнением слова "Запчасти".
(Измененная редакция, Изм. N 2).
7.9. Хранение - по группе условий хранения Ж2 ГОСТ 15150. Хранение машин, предназначенных для эксплуатации в районах с тропическим климатом, - по группе условий хранения ОЖ2 ГОСТ 15150.
7.10. Транспортирование машин производят любым видом транспорта. Группа условий хранения - Ж1 по ГОСТ 15150. Транспортирование машин в страны с тропическим климатом и морских перевозках - по группе условий хранения ОЖ1 ГОСТ 15150.
7.11. (Исключен, Изм. N 4).
7.12. Допускается хранить машины, упакованные в ящики, в два ряда, при этом в верхнем ряду должны располагаться ящики с меньшей массой.
(Введен дополнительно, Изм. N 1).
Разд.8. (Исключен, Изм. N 4).
ПРИЛОЖЕНИЕ 1
Обязательное
ПОКАЗАТЕЛИ КАЧЕСТВА ВЫПУСКАЕМОЙ ЛЕНТЫ В ЗАВИСИМОСТИ ОТ КАЧЕСТВА ЛЕНТЫ, ПОСТУПАЮЩЕЙ НА ПИТАНИЕ
Коэффициент вариации C | Максимальное значение | ||||||
для ленты, поступающей на питание с машин | для выпускаемой ленты | ||||||
при переработке средневолокнистых сортов хлопка и его смесей с химическими волокнами | при переработке тонковолокнистых сортов хлопка | при перера- | |||||
чесальных | гребне- | 1-й переход | 2-й переход | 1-й переход | 2-й переход | ||
По массе 1-метрового отрезка | 3,3 | 2,5 | 1,9 | 1,4 | 1,9 | 1,4 | - |
По Устеру (определенный при помощи прибора "Zellweger uster", модель В) | 4,0 | 4,2 | 4,1 | 4,3 | 3,2 | 3,2 | 4,0 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 3, 4, 5).
ПРИЛОЖЕНИЕ 2
Справочное
ВЕЛИЧИНЫ ДИНАМИЧЕСКИХ НАГРУЗОК ОДНОВЫПУСКНОЙ ЛЕНТОЧНОЙ МАШИНЫ С ВЫНЕСЕННЫМ ЛЕНТОУКЛАДЧИКОМ (ТИПА ЛА-54-500)
Схема точек опоры машины
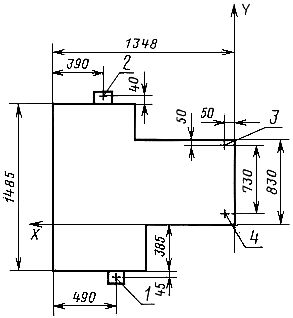
Динамические нагрузки в точках опоры
Точка опоры | Направление нагрузки | Динамическая нагрузка, Н | Нагрузка, Н, при частоте, Гц | ||
10,3 | 34 | 48 | |||
1 | Р | 275 | 260 | - | - |
Р | 294 | 54 | - | 117 | |
P | 1107 | 1033 | - | 74 | |
2 | Р | 281 | 160 | - | 157 |
Р | 745 | 507 | - | 277 | |
P | 603 | 503 | - | 101 | |
3 | Р | 109 | 65 | - | - |
Р | 104 | 119 | - | - | |
P | 928 | 618 | - | 309 | |
4 | Р | 102 | 68 | - | - |
Р | 94 | 60 | - | - | |
P | 998 | 698 | 150 | 299 | |
ПРИЛОЖЕНИЕ 3
Справочное
ВЕЛИЧИНЫ ДИНАМИЧЕСКИХ НАГРУЗОК ОДНОВЫПУСКНОЙ ЛЕНТОЧНОЙ МАШИНЫ С СОВМЕЩЕННЫМ ЛЕНТОУКЛАДЧИКОМ (ТИПА Л 25)
Схема точек опоры машины
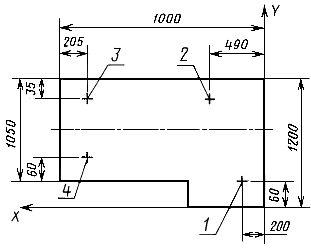
Динамические нагрузки в точках опоры
Точка опоры | Направление нагрузки | Динамическая нагрузка, Н | Нагрузка, Н, при частоте, Гц | |||
8 | 20 | 50 | 100 | |||
1 | Р | 167 | 2 | 30 | 138 | - |
Р | 160 | 42 | - | 100 | - | |
P | 369 | 62 | 223 | - | 84 | |
2 | Р | 102 | - | - | 61 | 41 |
Р | 97 | - | - | 63 | - | |
P | 697 | - | 166 | 365 | 166 | |
3 | Р | 59 | - | - | - | - |
Р | 27 | - | - | - | - | |
P | 491 | 227 | - | 265 | - | |
4 | Р | 91 | - | - | 76 | - |
Р | 82 | - | - | 75 | - | |
P | 403 | - | 302 | 101 | - | |
ПРИЛОЖЕНИЕ 4
Справочное
ВЕЛИЧИНЫ ДИНАМИЧЕСКИХ НАГРУЗОК ДВУХВЫПУСКНОЙ ЛЕНТОЧНОЙ МАШИНЫ С СОВМЕЩЕННЫМИ ВЫПУСКАМИ (ТИПА Л2-50-1)
Схема точек опоры машины
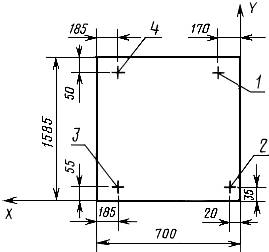
Динамические нагрузки в точках опоры
Точка опоры | Направление нагрузки | Динамическая нагрузка, Н | Нагрузка, Н, при частоте, Гц | |||
9,7 | 55 | 83 | 200 | |||
1 | Р | 256 | 158 | 99 | - | - |
Р | 144 | 91 | - | - | - | |
P | 205 | 164 | 82 | - | - | |
2 | Р | 77 | 46 | - | - | - |
Р | 73 | 59 | - | - | - | |
P | 332 | 258 | - | - | 74 | |
3 | Р | 189 | - | 130 | - | - |
Р | 82 | 60 | - | - | - | |
P | 773 | 618 | 309 | - | - | |
4 | Р | 68 | - | 51 | - | - |
Р | 86 | - | 79 | - | - | |
P | 250 | 85 | 85 | 80 | 80 | |
ПРИЛОЖЕНИЕ 5
Справочное
ВЕЛИЧИНЫ ДИНАМИЧЕСКИХ НАГРУЗОК ДВУХВЫПУСКНОЙ ЛЕНТОЧНОЙ МАШИНЫ С РАЗНЕСЕННЫМИ ВЫПУСКАМИ (ТИПА Л 25)
Схема точек опоры машины
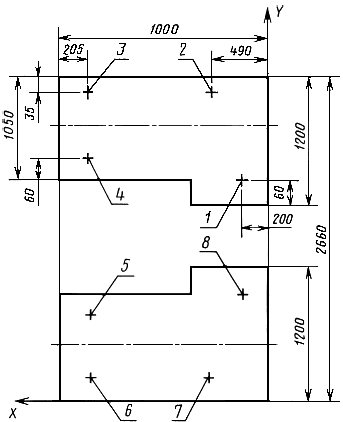
Динамические нагрузки в точках опоры
Точка опоры | Направление нагрузки | Динамическая нагрузка, Н | Нагрузка, Н, при частоте, Гц | |||||
8 | 21 | 37 | 50 | 100 | 150 | |||
1 | Р | 197 | 97 | - | 50 | 50 | - | - |
Р | 106 | - | - | - | 76 | - | - | |
P | 310 | 170 | 60 | - | - | 70 | - | |
2 | Р | 193 | 71 | 61 | - | 61 | - | - |
Р | 145 | 24 | 61 | - | 48 | - | - | |
P | 760 | 130 | 500 | - | 130 | - | - | |
3 | Р | 148 | - | - | - | 50 | - | - |
Р | 62 | - | - | - | - | - | - | |
P | 510 | 150 | 215 | - | 145 | - | - | |
4 | Р | 76 | - | - | - | 60 | - | - |
Р | 67 | - | - | - | - | - | - | |
P | 101 | - | - | - | 90 | - | - | |
5 | Р | 77 | - | - | - | 61 | - | - |
Р | 45 | - | - | - | - | - | - | |
P | 316 | 79 | 158 | - | - | - | 79 | |
6 | Р | 138 | - | 60 | - | 77 | - | - |
Р | 79 | - | - | 60 | - | - | - | |
P | 387 | 65 | 232 | - | 65 | - | - | |
7 | Р | 122 | - | 55 | - | - | - | - |
Р | 63 | - | - | - | - | - | - | |
P | 517 | 270 | 64 | 60 | 60 | - | 64 | |
8 | Р | 85 | - | - | - | 51 | - | - |
Р | 94 | - | - | - | - | - | - | |
P | 399 | 60 | 110 | - | 110 | 110 | - | |
ПРИЛОЖЕНИЯ 2-5. (Введены дополнительно, Изм. N 2).
ПРИЛОЖЕНИЯ 6, 7. (Исключены, Изм. N 6).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2002
{kind=link}