ГОСТ 18896-73
Группа Д82
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАРАБАНЫ СТАЛЬНЫЕ ТОЛСТОСТЕННЫЕ ДЛЯ ХИМИЧЕСКИХ ПРОДУКТОВ
Технические условия
Steel thick-walled drums for chemical products. Technical requirements*
ОКП 14 1564**
______________
* Наименование стандарта. Измененная редакция, Изм. N 1.
** Введено дополнительно, Изм. N 2.
Дата введения 1974-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 12 июня 1973 г. N 1446 срок действия установлен с 01.07 1974 г. до 01.07 1979 г.*
________________
* Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 5/6, 1993 год). - .
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета стандартов Совета Министров СССР от 25.07.78 N 1991 с 01.01.79, Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 24.03.83 N 1333 с 01.07.83, Изменение N 3, утвержденное и введенное в действиеПостановлением Государственного комитета СССР по стандартам от 24.08.88 N 3007 с 01.01.89
Изменения N 1, 2, 3 внесены изготовителем базы данных по тексту ИУС N 9, 1978 год, ИУС N 7, 1983 год, ИУС N 12, 1988 год
Настоящий стандарт распространяется на стальные толстостенные барабаны вместимостью 100 дм, предназначенные для упаковывания, транспортирования и хранения сыпучих и пастообразных химических продуктов.
Применение барабанов для упаковывания различных продуктов устанавливается стандартами или другой нормативно-технической документацией на эти продукты, утвержденной в установленном порядке (см. приложение).
(Измененная редакция, Изм. N 1, 3).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Барабаны должны изготовляться следующих типов и исполнений:
Типы:
I - сварные барабаны,
II - закатные барабаны.
Исполнения:
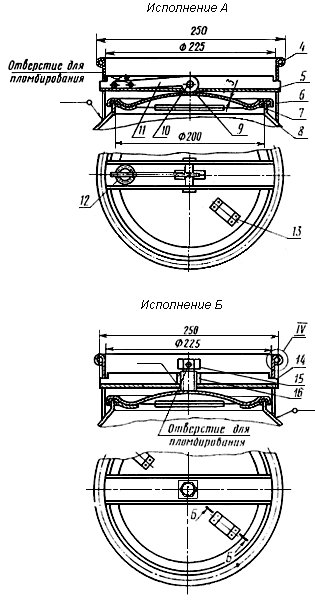
А - с кулачковым запором,
Б - с винтовым запором.
Примечание. Исполнение Б в новых разработках не должно применяться.
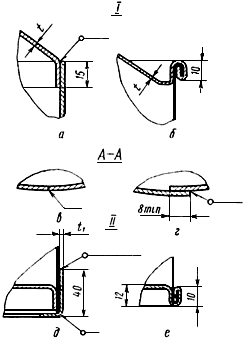
1.2. Основные параметры и размеры барабанов должны соответствовать указанным на чертеже и в табл.1.
Стальные толстостенные барабаны
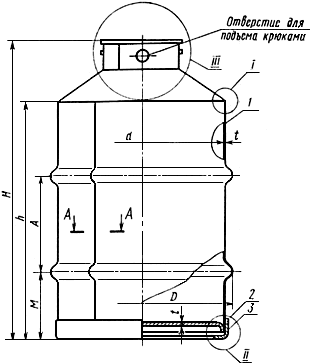
1 - обечайка; 2 - днище; 3 - обруч; 4 - кольцо; 5 - мостик; 6 - прокладка; 7 - ушко; 8 - горловина; 9 - крышка;
10 - ось; 11 - рычаг; 12 - кольцо рычага; 13 - скоба; 14 - мостик; 15 - болт М16х30; 16 - гайка мостика
III
IV
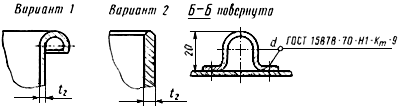
Таблица 1
Размеры в мм
Типы бара- | Испол- | Код ОКП |
| Толщина металла деталей барабанов | Масса, кг, не более | |||||||||
обе- | об- | крыш- | кольца | |||||||||||
ва- | ва- | |||||||||||||
I | А | 14 1564 9135 | 445±2 | 484 | 625 | 800 | 185±5 | 250±5 | 2 | 2 | 3 | 2 | 6 | 25,6 |
Б | 14 1564 9136 | 3 | 3 | 3 | 36,0 | |||||||||
II | А | 14 1564 9137 | 605 | 175±5 | 1,5 | - | 2 | 20,2 | ||||||
Б | 14 1564 9138 | |||||||||||||
Примечание. Конструкцию кольца по варианту 2 (см. чертеж) в новых разработках не применять.
Пример условного обозначения сварного барабана с кулачковым запором, с номинальной вместимостью 100 дм и толщиной стенки 2 мм:
Б1А 100-2 ГОСТ 18896-73
(Измененная редакция, Изм. N 1, 3).
1.3. Барабаны не являются мерой объема для определения количества упаковываемых продуктов.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Барабаны должны изготовляться в соответствии с требованиями настоящего стандарта и нормативно-технической документации, утвержденной в установленном порядке.
2.2*. Не указанные в нормативно-технической документации предельные отклонения размеров деталей должны быть выполнены: охватывающих - по , охватываемых - по
, прочих -
допуска 8-го класса точности по ОСТ 1010.
_______________
* Изменением N 1 предлагается в п.2.2 заменить слова: "отверстий - по , валов - по
, остальных по
" на "по СТ СЭВ 144-75: отверстий - по
14, валов - по
14, остальных -
15". - .
2.3. Детали барабанов должны быть изготовлены из следующих материалов:
а) обечайки, днища, горловины, кольца (вариант 1 по чертежу), крышки, обручи, мостики, скобы и ушки - из стали по ГОСТ 3680-57 марок Ст2пс2; Ст3пс2 по ГОСТ 380-71*;
__________________
* Действуют: в части требований к сортовому и фасонному литью - ГОСТ 535-88; в части марок и химического состава - ГОСТ 380-94 ; в части требований к толстолистовому прокату - ГОСТ 14637-89, здесь и далее по тексту. - .
б) кольца (вариант 2 по чертежу), рычаги - из стальной горячекатаной полосы по ГОСТ 103-76 марок Ст2пс2, Ст2по2, Ст3по2 по ГОСТ 380-71"*;
__________________
* Действуют: в части требований к сортовому и фасонному литью - ГОСТ 535-88; в части марок и химического состава - ГОСТ 380-94; в части требований к толстолистовому прокату - ГОСТ 14637-89, здесь и далее по тексту. - .
в) гайки мостиков - из горячекатаной стали по ГОСТ 2591-71* марки Ст3пс2 по ГОСТ 380-71;
г) оси - из горячекатаной круглой стали по ГОСТ 2590-71** марки Ст3пс2 по ГОСТ 380-71;
д) кольца рычагов - из проволоки по ГОСТ 17305-71*** марки стали 15кп; 15; 20 по ГОСТ 1050-60;
__________________
* Действует ГОСТ 2591-88;
** Действует ГОСТ 2590-88;
*** Действует ГОСТ 17305-91. - .
е) прокладки - из резиновых пластин по ГОСТ 7338-77* марки ТМКЩ средней твердости или формованные из резины той же марки.
_________________
* Действует ГОСТ 7338-90. - .
Допускается по согласованию с потребителем изготавливать прокладки из других материалов, стойких к упаковываемым продуктам и обеспечивающих герметичность барабанов.
(Измененная редакция, Изм. N 1).
2.4. Детали барабанов должны быть изготовлены из целых заготовок.
2.5. Обечайки барабанов должны быть изготовлены с одним продольным сварным швом, выполненным внахлестку или встык.
2.6. Горловина барабана должна быть цельноштампованной.
2.7. Сварка продольных швов обечаек, колец и обручей, приварка днищ, обручей, горловин и колец сварных барабанов должны производиться газовой, электрической контактной роликовой, электрической ручной электродуговой сваркой электродами Э-42 по ГОСТ 9467-60* или электрической автоматической электродуговой сваркой под слоем плавленого сварного флюса марки ОСЦ по ГОСТ 9087-81.
________________
* Действует ГОСТ 9467-75. - .
2.8. Швы сварных соединений при электрической контактной сварке должны быть выполнены по ГОСТ 15878-79, при ручной электродуговой - по ГОСТ 5264-80, при автоматической - по ГОСТ 8713-79.
2.7, 2.8. (Измененная редакция, Изм. N 2).
2.9. Соединение обечаек с горловиной и днищем барабанов типа II должно быть выполнено закатным швом с уплотнителем из шпатлевок по ГОСТ 10277-62.
2.10. Закатные и сварные швы барабанов должны быть плотными, прочными и герметичными.
2.11. У сварных швов не должно быть прожогов металла и непроваренных участков.
2.12. Толщина закатного шва не должна превышать суммарную толщину слоев основного металла более чем на 0,2 мм.
2.13. Обечайки и днища барабанов не должны иметь на своей поверхности более четырех вмятин и выпуклостей глубиной более 5 мм каждая и площадью менее 3 см на каждый миллиметр глубины вмятины.
2.14. Крышки барабанов и детали запоров не должны иметь заметных вмятин.
2.15. Посадочные поверхности бортиков горловин и крышек должны иметь ровную поверхность без вмятин, рисок и заусенцев, находиться строго в одной плоскости и обеспечивать плотное прилегание прокладки.
2.16. Съемные детали (крышки, мостики, болты и прокладки) должны быть взаимозаменяемыми.
2.17. Местные зазоры между обечайкой и горловиной, а также между обечайкой и обручем не должны превышать 3 мм, при этом общая длина зазора не должна превышать длины окружности барабана.
2.18. Кромки обручей, горловин, колец, крышек и мостиков не должны иметь заусенцев.
2.19. Внутренняя поверхность барабанов должна быть чистой и сухой, без пленок ржавчины и окалины.
2.20. Окраска наружных поверхностей барабанов и деталей запоров должна производиться после пневматических испытаний на герметичность. По требованию потребителя производят окраску внутренних поверхностей барабанов.
2.21. Окраска барабанов и их деталей должна производиться каменноугольным лаком по ГОСТ 1709-60*, эмалями ГФ-163 или ПФ-165 по ГОСТ 5971-78, лаком БТ 577 по ГОСТ 5631-79 не менее чем в два слоя.
_________________
* Действует ГОСТ 1709-75. - .
(Измененная редакция, Изм. N 1, 2).
2.22*. Лакокрасочные покрытия барабанов и их деталей должны сохранять защитные свойства в атмосферных условиях не менее 1,5 года (не ниже 4 баллов по ГОСТ 6992-68). По внешнему виду покрытие должно соответствовать III классу, а по условиям эксплуатации - 2-й группе по ГОСТ 9894-61.
_______________
* Изменением N 2 предлагается в п.2.22 заменить слова: "С по ГОСТ 9.009-73" на "У2 по ГОСТ 9.104-79". - .
2.23. Резьба на гайках мостиков и болтах должна быть очищена от следов коррозии и смазана синтетическим солидолом по ГОСТ 4366-64*.
_________________
* Действует ГОСТ 4366-76. - .
2.24. Требования безопасности при производстве барабанов должны соответствовать ГОСТ 12.3.002-75 и правилам техники безопасности, утвержденным в установленном порядке.
(Введен дополнительно, Изм. N 1).
2.25. Барабаны должны быть герметичными при внутреннем избыточном давлении 0,05 МПа.
2.26. Барабаны должны выдерживать 2 удара при свободном падении с высоты 1,2 м.
2.25, 2.26. (Введены дополнительно, Изм. N 3).
3. КОМПЛЕКТНОСТЬ
3.1. Барабаны должны поставляться в собранном виде.
В комплект барабана исполнения А должны входить: барабан, крышка, прокладка и мостик.
В комплект барабана исполнения Б должны входить: барабан, крышка, прокладка, мостик и болт.
3.2. Барабаны поставляют с запасными деталями: мостиками, крышками, болтами, прокладками.
4. ПРАВИЛА ПРИЕМКИ
4.1. Барабаны предъявляют к приемке партиями. Партией считается количество барабанов одного типа и исполнения, оформленное одним документом о качестве.
4.2. Для проверки соответствия барабанов требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
(Измененная редакция, Изм. N 3).
4.3. Приемо-сдаточные испытания предъявленной партии барабанов проводят в объеме и последовательности, указанной в табл.2.
Таблица 2
Виды испытаний | Объем выборки | Номера пунктов | |
технических требований | методов испытаний | ||
1. Контроль: | |||
внешнего вида | 100% | 2.1 | 5.1 |
внутренней поверхности | 100% | 2.19 | 5.1 |
качества окраски | 100% | 2.20; 2.21; | 5.1 |
состояния посадочных поверхностей бортиков горловин и крышек | 100% | 2.15 | 5.1 |
качества сварных и закатных швов | 5% от партии (но не менее пяти барабанов) | 2.10; 2.11; 2.12 | 5.2 |
2. Герметичность барабанов | 100% | 5.5 | |
3. Проверка: | |||
габаритных размеров | 5% от партии (но не менее пяти барабанов) | 5.3 | |
высоты отверстий в кольцах для мостиков от посадочных поверхностей бортиков горловин | 5% от партии (но не менее пяти барабанов) | 5.3 | |
резьбы гаек мостиков и болтов | 5% от партии (но не менее пяти барабанов) | 2.23 | 5.3 |
размеров сварных и закатных швов | 5% от партии (но не менее пяти барабанов) | 2.12 | 5.3 |
4. Взаимозаменяемость съемных деталей: | |||
крышек, прокладок, мостиков, болтов | 5% от партии (но не менее пяти барабанов) | 5.4 | |
(Измененная редакция, Изм. N 3).
4.4. Если при приемо-сдаточных испытаниях при выборочном контроле по подпунктам 3, 4 и 1 (контроль качества сварных и закатных швов) табл.2 будут обнаружены барабаны, не соответствующие требованиям настоящего стандарта хотя бы по одному из показателей, то проводят повторный контроль по тем же подпунктам на удвоенной выборке, взятой от той же партии.
Если при повторном контроле будут обнаружены барабаны, не соответствующие требованиям настоящего стандарта хотя бы по одному из показателей, партию бракуют.
4.5. Периодические испытания проводят на удар при свободном падении не реже 1 раза в год. Для испытаний отбирают 3 барабана за период между испытаниями от партий, прошедших приемо-сдаточные испытания.
Результаты периодических испытаний оформляют протоколом (см. ГОСТ 15.001-73*).
__________________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - .
4.4, 4.5. (Измененная редакция, Изм. N 3).
4.6. (Исключен, Изм. N 3).
5. МЕТОДЫ КОНТРОЛЯ*
_______________
* Наименование раздела. Измененная редакция, Изм. N 3.
5.1. Внешний вид, внутреннюю поверхность, качество окраски, состояние посадочных поверхностей бортиков горловин и крышек проверяют визуально.
5.2. Качество швов сварных соединений проверяют по ГОСТ 3242-79. Качество закатных швов проверяют путем замера ширины и толщины швов, которые должны соответствовать указанными в нормативно-технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 2).
5.3. Размеры барабанов и их деталей проверяют универсальным мерительным инструментом, калибрами или шаблонами.
5.4. Взаимозаменяемость съемных деталей барабанов: крышек, прокладок и болтов должна проверяться путем их установки и съема на контрольном барабане.
5.5. Герметичность барабанов проверяют сжатым воздухом при давлении 0,05 МПа (0,5 кгс/см), закрывая барабан эталонной крышкой с последующей промазкой швов 0,5-1%-ным мыльным раствором. Отсутствие выделения пузырьков воздуха свидетельствует о герметичности барабана.
5.6. Герметичность посадки крышек с прокладками проверяют сжатым воздухом при давлении 0,05 МПа (0,5 кгс/см) путем установки крышек на эталонный барабан с последующей промазкой мест уплотнения 0,5-1%-ным мыльным раствором.
Отсутствие выделения пузырьков воздуха свидетельствует о герметичности посадки крышки.
5.5, 5.6. (Измененная редакция, Изм. N 1).
5.7. Испытание барабанов на удар при свободном падении проводят по ГОСТ 18425-73.
В результате испытаний не должно быть нарушений герметичности барабанов, целостности деталей, сварных и закатных швов. Допускается деформация корпуса и обручей. После окончания испытания проверяют герметичность барабана по пп.5.5, 5.6.
(Введен дополнительно, Изм. N 3).
6. МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На кольце каждого барабана должна быть нанесена штампом маркировка.
Маркировка должна содержать:
товарный знак или наименование предприятия-изготовителя;
клеймо технического контроля предприятия-изготовителя;
дату изготовления;
условное обозначение барабанов (в числителе) и индекс прейскуранта (в знаменателе).
6.2. Транспортирование барабанов производят в закрепленном состоянии любым видом транспорта по правилам перевозки грузов, действующим на соответствующем виде транспорта.
(Измененная редакция, Изм. N 2, 3).
6.3. Закрепление барабанов должно предотвращать их от деформаций и повреждений окраски, а также не допускать перемещения барабанов при транспортировании.
6.4. Запасные детали барабанов (мостики, крышки, болты и прокладки) должны транспортироваться в дощатых ящиках по ГОСТ 2991-85 типов I-II массой брутто не более 50 кг или в одном из барабанов. Транспортная маркировка - по ГОСТ 14192-77*.
_________________
* Действует ГОСТ 14192-96. - .
(Измененная редакция, Изм. N 1, 3).
6.5. Погрузка, выгрузка и хранение барабанов должны производиться так, чтобы не было повреждения барабанов, их деталей и окраски.
6.6. Каждую поставляемую партию барабанов сопровождают паспортом, составленным в соответствии с требованиями ГОСТ 2.601-68*.
_________________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - .
6.7. Барабаны должны храниться с герметично закрытыми горловинами.
6.8. Условия хранения 6 по ГОСТ 15150-69, допускается хранение в условиях 9 по ГОСТ 15150-69 на открытых площадках в сухом месте с твердым грунтом и уклоном, обеспечивающим сток воды.
Барабаны должны храниться и транспортироваться в горизонтальном положении, уложенными плотными рядами.
Барабаны нижнего яруса должны быть уложены на деревянные подкладки. Между ярусами также должны быть установлены прокладки.
(Измененная редакция, Изм. N 3).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие выпускаемых барабанов требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения.
Гарантийный срок эксплуатации для барабанов с толщиной стенок 1,5-2 мм - 1,5 года с момента ввода в эксплуатацию; для барабанов с толщиной стенок 3 мм - 2 года с момента ввода в эксплуатацию.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ к ГОСТ 18896-73
Справочное
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ БАРАБАНОВ
Тип I - для агрессивных продуктов или с насыпной плотностью более 1,2 г/см.
Тип II - для продуктов с насыпной плотностью менее 1,2 г/см.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1973
Редакция документа с учетом
изменений и дополнений
подготовлена
{kind=link}