ГОСТ 22343-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КЛЕММЫ РАЗДЕЛЬНОГО РЕЛЬСОВОГО СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Технические условия
Clamp of indirect rail fastening of railway. Specifications
МКС 45.080
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 Разработан Федеральным государственным бюджетным образовательным учреждением высшего профессионального образования "Петербургский государственный университет путей сообщения Императора Александра I" (ФГБОУ ВПО "ПГУПС")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 524 "Железнодорожный транспорт"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 декабря 2014 г. N 46)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 17 февраля 2015 г. N 89-ст межгосударственный стандарт ГОСТ 22343-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 г..
5 ВЗАМЕН ГОСТ 22343-90
6 ПЕРЕИЗДАНИЕ. Сентябрь 2019 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на жесткие клеммы ПК (промежуточные клеммы) (далее - клеммы), применяемые в раздельных рельсовых скреплениях на железобетонных и деревянных шпалах.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 15.309 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 535 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2216 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 30415 Сталь. Неразрушающий контроль механических свойств и микроструктуры металлопродукции магнитным методом
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 косина реза: Дефект формы проката (заготовки), возникающий при резке, если плоскость реза образует с продольными плоскостями изделия угол более 90°.
3.2 владелец инфраструктуры железнодорожного транспорта: Юридическое лицо или индивидуальный предприниматель, имеющие инфраструктуру железнодорожного транспорта общего пользования на праве собственности или ином праве и оказывающие услуги по ее использованию на основании договора.
4 Конструкция и размеры
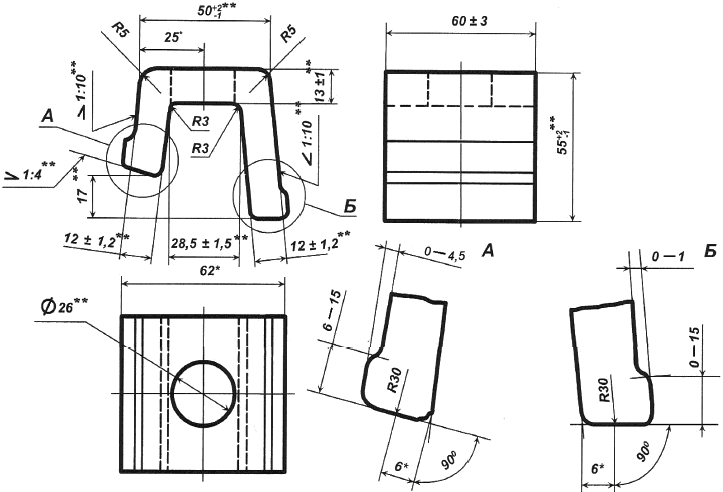
4.1 Конструкция и размеры клеммы должны соответствовать указанным на рисунке 1.
|
* Размеры для справок.
** Размеры, в том числе подлежащие контролю при подтверждении минимально необходимых требований безопасности.
Примечание - Неуказанные предельные отклонения от минус 1,0 мм до плюс 1,0 мм служат для построения профиля и в готовых клеммах не контролируются. Предельные отклонения размеров отверстий со стороны продавливания от минус 1,0 мм до плюс 1,0 мм.
Рисунок 1 - Конструкция и размеры клеммы
Пример условного обозначения клеммы:
Клемма ПК
5 Технические требования
5.1 Основные характеристики, требования к материалам
5.1.1 Клеммы следует изготавливать из полос, прокатанных из стали марок Ст4кп, Ст4пс, Ст4сп в соответствии с ГОСТ 380, категорий 1 или 2 согласно ГОСТ 535.
5.1.2 Поверхности прилегания клеммы к подошве рельса и подкладке должны быть ровными. Допускается равномерная продольная выпуклость поверхности прилегания клеммы к подошве рельса и подкладке не более 1,0 мм.
Вогнутость поверхности прилегания клеммы к подошве рельса и подкладке не допускается.
5.1.3 Поверхности торцов клеммы должны быть перпендикулярны к продольной оси. Допускается косина реза в горизонтальной и вертикальной плоскостях клеммы не более 3,0 мм.
Допускается волнистость, скол металла на торцевой поверхности клеммы в вертикальной плоскости не более 4,0 мм, вмятины от матрицы глубиной не более 1,5 мм.
Допускаются на опорных поверхностях клеммы вмятины от ножа и след от пуансона-надсекателя не более 3,0 мм и утяжка металла не более 3,0 мм с плавным переходом к основной поверхности на расстоянии не более 15 мм от торца.
5.1.4 Допускаются заусенцы на торцах клеммы, около отверстия для клеммных болтов и на наружных нерабочих поверхностях клеммы высотой не более 1,0 мм.
На рабочей поверхности ножек клеммы, в месте утяжки металла, допускаются заусенцы высотой не более 1,5 мм, не выходящие за пределы рабочих поверхностей.
5.1.5 В местах разъема валков допускается ус не более 1,5 мм. С наружной стороны большой ножки клеммы допускается ус не более 1,0 мм.
5.1.6 При прошивке отверстий для клеммных болтов допускается смещение отверстия от центрального расположения в продольном направлении, при этом минимальный размер от кромки отверстия до торца клеммы должен быть не менее 15 мм.
5.1.7 На поверхности клеммы не допускаются трещины, закаты и другие поверхностные дефекты глубиной более 1,0 мм.
Не допускается след от пуансона на пересечении вертикальной и горизонтальной плоскостей клеммы у отверстия со стороны продавливания.
5.1.8 Поверхности торцов клеммы и отверстий для клеммных болтов не должны иметь следов усадки в виде трещин (расщеплений).
5.1.9 Площадь сечения профиля и масса клеммы указаны в приложении А.
5.2 Маркировка
На каждую партию клемм навешивают два металлических ярлыка, в которых должно быть указано следующее:
- товарный знак или условное обозначение предприятия-изготовителя;
- год и месяц изготовления партии;
- масса партии в тоннах;
- номер партии;
- клеймо службы технического контроля и представителя владельца инфраструктуры.
Ярлыки должны быть надежно привязаны к двум клеммам каждой принятой партии.
Допускается изготовление ярлыков из пластика при условии обеспечения сохранности идентификационных признаков, наносимых на бирку, до момента получения продукции потребителем.
6 Правила приемки
6.1 Категории испытаний
6.1.1 Для контроля соответствия клемм требованиям настоящего стандарта проводят испытания:
- приемо-сдаточные;
- типовые.
6.1.2 Приемку клемм проводит служба технического контроля предприятия-изготовителя. Приемку проводят по результатам приемо-сдаточных испытаний.
Приемо-сдаточные испытания проводят по ГОСТ 15.309. Клеммы, принятые службой технического контроля предприятия-изготовителя, предъявляют для приемочного контроля представителю заказчика по требованию.
Результаты приемки клемм хранят на предприятии-изготовителе не менее трех лет с момента их изготовления.
6.2 Приемо-сдаточные испытания
6.2.1 Приемо-сдаточные испытания клемм проводят партиями массой не более 20 т. Партия должна состоять из клемм, изготовленных по одному технологическому процессу из металла одной плавки и предъявляемых к приемке по одному документу.
По согласованию между владельцем инфраструктуры железнодорожного транспорта и предприятием-изготовителем допускается комплектование партии из клемм одного типоразмера, изготовленных по одному технологическому процессу без учета принадлежности к одной плавке.
Для внешнего осмотра и проверки основных размеров (см. 4.1, 5.1.2-5.1.8) отбирают не менее 1% клемм от каждой партии.
Контроль механических свойств стали на растяжение (см. 5.1.1) производят на двух пробах от каждой плавки, вырезанных вдоль направления прокатки из любого угла стойки профиля клеммы.
Допускается производить контроль механических свойств стали по сертификату предприятия-поставщика.
6.2.2 При обнаружении в выборке хотя бы одной клеммы с вогнутостью поверхности прилегания к подошве рельса и подкладке или отклонения по размерам в не менее чем пяти клеммах партию следует подвергнуть пересортировке и предъявить ее к приемке вновь.
При неудовлетворительных результатах испытаний на растяжение проводят повторные испытания удвоенного количества проб.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
6.2.3 Отгружаемые партии клемм следует сопровождать паспортом качества, в котором указаны:
- наименование или товарный знак предприятия-изготовителя и его адрес;
- наименование изделия;
- номер отгружаемой партии;
- масса партии в тоннах;
- дата выпуска и штамп отдела технического контроля;
- результаты приемки.
Допускается внесение в паспорт качества дополнительной информации, не противоречащей требованиям настоящего стандарта.
Паспорт качества должен быть подписан представителями службы технического контроля.
6.2.4 Показатели и порядок проведения приемо-сдаточных испытаний приведены в таблице 1.
Таблица 1 - Показатели и порядок проведения приемо-сдаточных испытаний
Контролируемый параметр | Пункт стандарта, содержащий требования, которые проверяют при приемо-сдаточных испытаниях | Метод контроля |
1 Внешний вид | 5.1.2-5.1.6 | 7.1 |
2 Размеры | 4.1 | 7.1 |
3 Качество поверхности | 5.1.7, 5.1.8 | 7.2 |
4 Механические свойства | 5.1.1 | 7.3 |
6.3 Типовые испытания
6.3.1 Типовые испытания проводят в случае изменения технологического процесса изготовления клемм, а также в случае изменения применяемых материалов.
6.3.2 Порядок проведения типовых испытаний и оценка результатов - по ГОСТ 15.309 (приложение А).
7 Методы контроля
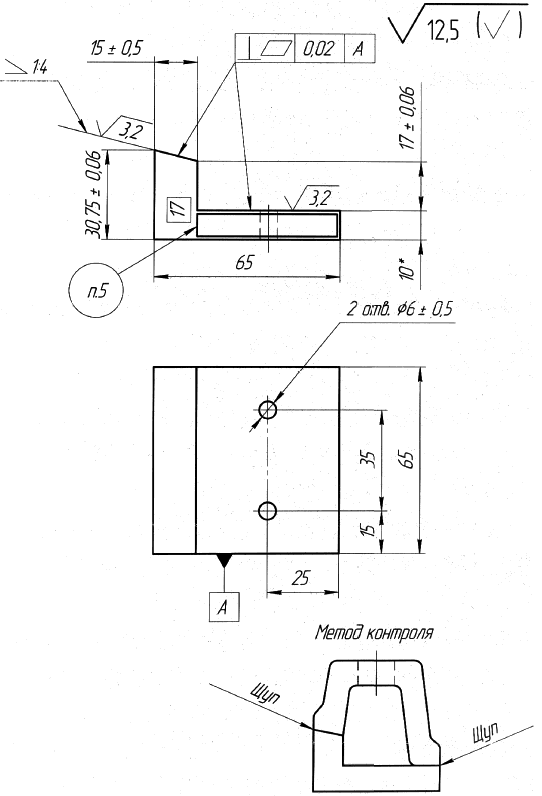
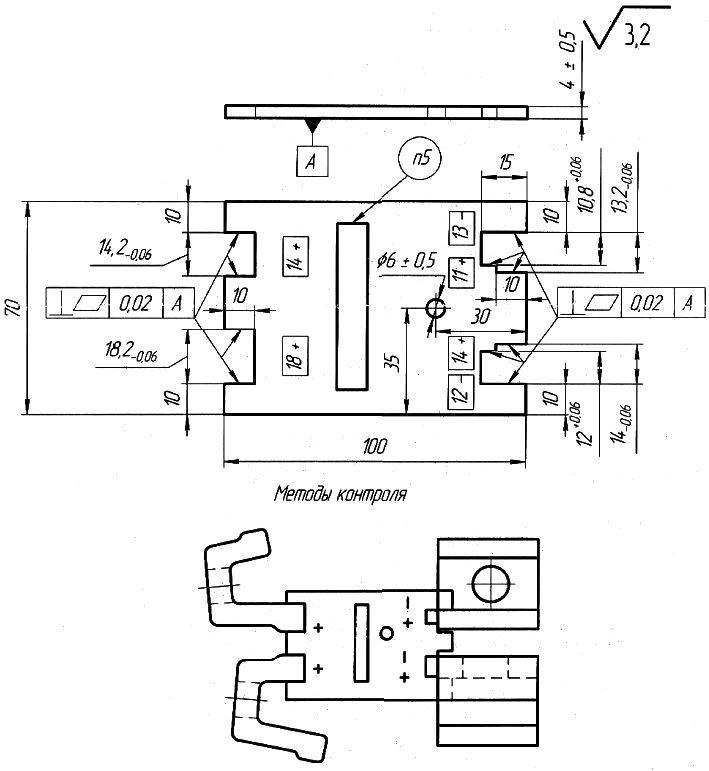
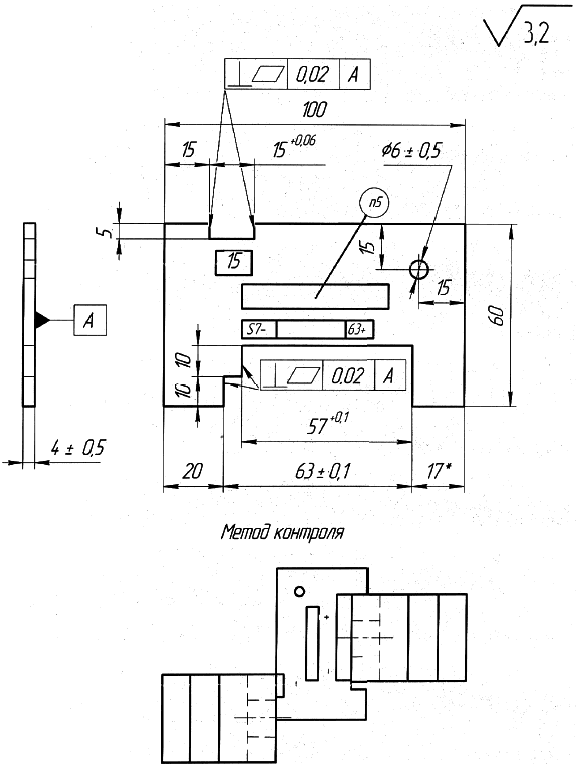
7.1 Контроль внешнего вида клемм (см. 5.1.2-5.1.6) и проверку размеров (см. 4.1) следует проводить без применения увеличительных приборов с помощью средств измерений по ГОСТ 166, ГОСТ 2216 или приспособлением (см. рисунок 2) и шаблонами (см. рисунок 3 и4).
|
* Размеры для справок.
Примечания
1 Неуказанные предельные отклонения размеров от минус 1 мм до плюс 1 мм.
2 Твердость 59-65 HRC.
3 Сталь марки Ст3 по ГОСТ 380 цементировать, глубина цементированного слоя от 0,6 до 1,0 мм. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки Ст3.
4 Острые грани притупить в виде фаски 1,0x45°.
5 Маркировать: клемма ПК, цеховой номер шаблона.
Рисунок 2 - Приспособление для измерения вмятин и утяжки металла на опорных поверхностях
|
Примечания
1 Неуказанные предельные отклонения размеров от минус 1 мм до плюс 1 мм.
2 Твердость 59-65 HRC.
3 Сталь марки Ст3 по ГОСТ 380 цементировать, глубина цементированного слоя от 0,6 до 1,0 мм. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки Ст3.
4 Острые грани притупить в виде фаски 1,0x45°.
5 Маркировать: клемма ПК, цеховой номер шаблона.
Рисунок 3 - Шаблон для измерения толщины полок клеммы (плюсовой и минусовой) при высоте уса не более 2,0 мм
|
* Размеры для справок.
Примечания
1 Неуказанные предельные отклонения размеров от минус 1 мм до плюс 1 мм.
2 Твердость от 59-65 HRC.
3 Сталь марки Ст3 по ГОСТ 380 цементировать, глубина цементированного слоя от 0,6 до 1,0 мм. Допускается замена на сталь других марок с механическими свойствами не ниже, чем у стали марки Ст3.
4 Острые грани притупить в виде фаски 1,0x45°.
5 Маркировать: клемма ПК, цеховой номер шаблона.
Рисунок 4 - Шаблон для измерения длины (плюсовой и минусовой) и продольного смещения отверстия (непроходной)
Допускается применять другие шаблоны, обеспечивающие требуемую точность.
7.2 Наличие дефектов поверхности (см. 5.1.7, 5.1.8) и их глубину проверяют пробной вырубкой или методами неразрушающего контроля по ГОСТ 30415.
7.3 Механические свойства материала для изготовления клемм (см. 5.1.1) контролируют растяжением образцов. Испытания проводят по ГОСТ 1497 на цилиндрических образцах пятикратной длины диаметром 6 мм.
При относительном удлинении, соответствующем нормам, указанным в ГОСТ 535, верхнее значение временного сопротивления не ограничивается.
7.4 Контроль маркировки партии клемм (см. 5.2) проводят визуально, без применения увеличительных приборов.
7.5 Для целей обязательного подтверждения соответствия клемм от партии, прошедшей приемо-сдаточные испытания, методом отбора "вслепую" по ГОСТ 18321-73 (подраздел 3.4) отбирают:
а) для внешнего осмотра и проверки размеров - не менее 1% образцов;
б) для испытаний механических свойств - один образец.
8 Транспортирование и хранение
8.1 Перевозку клемм осуществляют любым видом транспорта в соответствии с действующими условиями погрузки и крепления грузов на данном виде транспорта.
8.2 Условия транспортирования и хранения - 8 по ГОСТ 15150.
9 Гарантии изготовителя
Гарантийный срок эксплуатации клемм не менее пяти лет со дня укладки в путь.
Приложение А
(справочное)
Таблица А.1 - Площадь поперечного сечения профиля при массе клеммы
Площадь сечения профиля, см | Масса, кг | |
1 м проката | одной клеммы | |
14,7 | 11,5 | 0,64 |
Примечание - Масса клемм определена, исходя из номинальных размеров и плотности стали 7850 кг/м | ||
УДК 625:006.354 | МКС 45.080 |
Ключевые слова: клеммы рельсового скрепления, конструкция, размеры, шаблоны, партия | |
Электронный текст документа
и сверен по:
, 2019
{kind=link}