ГОСТ 23415-79
(СТ СЭВ 5145-85)
Группа Э46
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛЕНТА БУМАЖНАЯ С ТРАНСПОРТНЫМИ ОТВЕРСТИЯМИ
Общие технические условия
Paper tape with feed holes. General specifications
Срок действия с 01.01.80
до 01.07.95*
_______________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4, 1994 год) - .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТЧИКИ:
З.П.Полякова (руководитель темы), В.И.Ващекин, О.Д.Казакевич, Т.М.Дмитренко, Н.В.Шебалина, Л.Л.Приходько, В.М.Фурсова
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12.01.79 N 73
2. СРОК ПРОВЕРКИ - 1994 г.
ПЕРИОДИЧНОСТЬ ПРОВЕРКИ - 5 лет
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | 4.2 |
ГОСТ 427-75 | 4.2 |
ГОСТ 489-88 | 2.2 |
ГОСТ 1641-75 | 5.1 |
ГОСТ 2991-85 | 5.2 |
ГОСТ 5959-80 | 5.1а |
ГОСТ 6861-73 | 2.2 |
ГОСТ 7717-88 | 2.2 |
ГОСТ 8047-78 | 3.3 |
ГОСТ 9094-89 | 2.2 |
ГОСТ 9095-89 | 2.2 |
ГОСТ 9142-90 | 5.1 |
ГОСТ 13523-78 | 4.1 |
ГОСТ 13525.5-68 | 2.17 |
ГОСТ 14192-77 | 5.1 |
ГОСТ 15846-79 | 5.1а |
ГОСТ 18510-87 | 1.3; 2.2 |
ГОСТ 21552-84 | 5а.1 |
5. ПРОВЕРЕН В 1990 г. СРОК ДЕЙСТВИЯ ПРОДЛЕН ДО 01.07.95 Постановлением Госстандарта СССР от 27.03.90 N 598
6. ПЕРЕИЗДАНИЕ (АВГУСТ 1993 г.) С ИЗМЕНЕНИЯМИ 1, 2, 3, утвержденными в апреле 1986 г.; июне 1988 г.; марте 1990 г. (ИУС 8-86, 9-88, 6-90)
Настоящий стандарт распространяется на бумажную рулонную и фальцованную ленту с транспортными отверстиями (далее - ленту), предназначенную для применения в печатающих устройствах электронных вычислительных машин и систем обработки данных в качестве носителя информации.
Стандарт соответствует СТ СЭВ 5145-85 в части ленты типа А.
(Измененная редакция, Изм. N 1, 2, 3).
1. ТИПЫ, ОСНОВНЫЕ РАЗМЕРЫ
1.1. Лента должна изготовляться типов, указанных в табл.1.
Таблица 1
Тип ленты | Характеристика ленты | Обозначение |
ЛР | Рулонная однослойная | ЛР |
А и В | Фальцованная однослойная | 1-1 |
А | Фальцованная однослойная из бумаги, обработанной химическим способом | 1-2 |
Фальцованная многослойная для печати оригинала и копий: | ||
А и В | с прокладкой из копировальной бумаги |
|
А и В | из бумаги, обработанной химическим способом |
|
А и В | из бумаги с односторонним нанесением красящего вещества |
|
Примечания:
1. - число слоев ленты, включая оригинал.
2. 1, 2 и 3 - обозначения, характеризующие бумагу.
(Измененная редакция, Изм. N 3).
1.2. Размер и шаг транспортных отверстий, допускаемые отклонения их расположения, а также положение поперечных и продольных насечек для лент типов А и В должны соответствовать указанным на черт.1 и 2.
Ширина ленты типа А должна выбираться из ряда: (150±1); (180±1)*; (250±1)*; (300±1); (315±2); (340±1)*; (375±1)*; (400±1)*; (420±1) и (450±1)* мм.
Ширина ленты типа В должна выбираться из ряда: (150±2); (180±2)*; (210±2); (230±2); (250±2)*; (300±2); (315±2); (340±2)*; (375±2)*; (400±2)*; (420±2) и (450±2)* мм.
Ширина ленты типа ЛР должна выбираться из ряда: (210±2); (250±2) и (420±2) мм.
Шаг фальцовки должен выбираться из ряда: (50,8±0,4); (76,2±0,4); (101,6±0,4); (152,4±0,4); (203,2±0,4) и (304,8±0,4) мм.
Примечание. Размеры, отмеченные звездочкой, являются предпочтительными.
1.3. Условное обозначение ленты должно состоять из слова "Лента", обозначения ленты, ширины, шага фальцовки (для лент типов А и В) и обозначения настоящего стандарта. Дополнительно для лент типов ЛР и В в знаменателе приводят условное обозначение печатного макета и бумаги, из которой лента изготовляется.
Пример условного обозначения ленты типа А четырехслойной, обработанной химическим способом, шириной 450 мм, с шагом фальцовки 304,8 мм:
Лента 4-2-450-304,8 ГОСТ 23415-79
Лента типа А
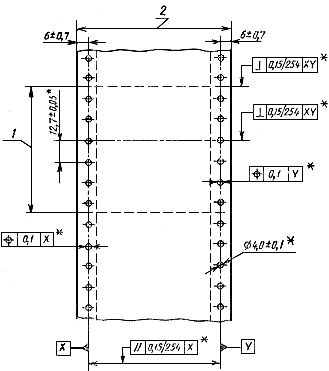
1 - шаг фальцовки; 2 - ширина ленты
Черт.1
_______________
* Размер обеспечивается оборудованием.
То же, для ленты типа В однослойной, для печати оригинала, шириной 210 мм, шагом фальцовки 304,8 мм, из писчей бумаги N 1 по ГОСТ 18510-87, масса 1 м которой равна 70 г, с печатным макетом:
![]()
То же, для ленты типа ЛР шириной 420 мм, из писчей бумаги N 1 по ГОСТ 18510-87, масса 1 м которой равна 70 г, без печатного макета:
![]()
(Измененная редакция, Изм. N 1).
Лента типов В и ЛР
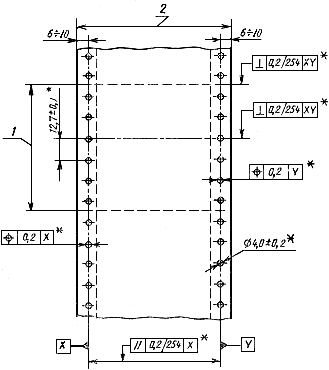
1 - шаг фальцовки, 2 - ширина ленты
Примечание. Поперечные и продольные насечки только для ленты типа В.
Черт.2
_______________
* Размер обеспечивается оборудованием.
(Измененная редакция, Изм. N 1, 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Лента должна изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Лента должна изготовляться из бумаги, указанной в табл.2. Допускается применение других видов бумаг, технические показатели которых не уступают показателям бумаг, приведенным в табл.2, если масса 1 м бумаги для однослойной ленты не более 80 г, для многослойной - не более 60 г.
Таблица 2
Наименование бумаги | Номер и (или) марка бумаги | Масса 1 м |
Бумага копировальная по ГОСТ 489-88 | УО-18 | 18 |
Бумага писчая цветная по ГОСТ 6861-73 | N 1 высшего сорта | 55, 60, 70 |
N 1 первого сорта | 55, 60, 70 | |
N 2 высшего сорта | 55, 60, 65, 70, 80 | |
N 2 первого сорта | 55, 60, 65, 70, 80 | |
Бумага для печати офсетная по ГОСТ 9094-89 | N 1 марки А | 70 |
Бумага для печати типографская по ГОСТ 9095-89 | N 1 марки А | 60, 65, 70, 80 |
N 1 марки Б | 65, 70 | |
N 2 марки А | 60, 70 | |
N 2 марки Б | 60 | |
N 3 | 60 | |
Бумага типографская тонкая по ГОСТ 9095-89 | N 1, N 2 | 40, 48 |
Бумага диаграммная по ГОСТ 7717-88 | Д-50 | 50 |
ДВ-60 | 60 | |
Д-70 | 70 | |
Бумага писчая по ГОСТ 18510-87 | N 0 | 60, 65, 70, 80 |
N 1 марки А | 65, 70, 80 | |
N 1 марки Б | 65, 70, 80 | |
N 1 марки В | 60, 65, 70, 80 | |
N 2 | 63 | |
Бумага с химическим покрытием | - | 55 |
Бумага для бесконечных формуляров | - | 60 |
Бумага самокопирующая | - | 56, 58 |
Бумага влагопрочная | - | 60 |
(Измененная редакция, Изм. N 2, 3).
2.3. Транспортные отверстия должны быть полностью пробиты, кромки отверстий должны быть ровными.
Допускается изготовлять ленту без транспортных отверстий.
(Измененная редакция, Изм. N 1, 2).
2.4. Допускается изготовление транспортных отверстий с зубчатыми кромками.
Все точки зубчатых кромок должны находиться между вписанной окружностью диаметром (4±0,1) мм для ленты типа А и (4±0,2) мм для ленты типа В и ЛР и описанной, диаметром не более 4,5 мм.
(Измененная редакция, Изм. N 2).
2.5. Расстояние между центрами транспортных отверстий в интервале 20 шагов должно быть:
(254±0,3) мм - для ленты типа А.
(254±0,5) мм - для ленты типа В.
(Измененная редакция, Изм. N 3).
2.6. Лента типов А и В должна иметь поперечные насечки, позволяющие ее фальцевать в стопы и разделять на отдельные листы.
Поперечные насечки должны быть выполнены четко и проходить по средней линии между соседними транспортными отверстиями. Допускается для ленты типа В несимметричность поперечной насечки относительно соседних транспортных отверстий не более 1 мм. Поперечные насечки не должны просекать края ленты.
(Измененная редакция, Изм. N 1, 3).
2.7. Продольные насечки располагают параллельно оси транспортной дорожки.
Допускается изготовлять ленту без продольных насечек или с насечками вдоль одной кромки.
(Измененная редакция, Изм. N 1).
2.8. Число листов в стопе для ленты типа А выбирают в зависимости от ширины ленты, числа копий и массы бумаги из ряда: 175; 200; 225; 250*; 300; 325; 350; 500*; 600; 700; 750*; 900; 1000* и 1500*.
Примечание. Размеры, отмеченные звездочкой, являются предпочтительными.
(Измененная редакция, Изм. N 1, 3).
2.9. В зависимости от прочности и слойности бумаги суммарное расстояние между насечками, взятое по линии насечки, должно быть для однослойной ленты не менее 25% и для многослойной - не менее 18% всей ширины ленты.
(Измененная редакция, Изм. N 2).
2.10. (Исключен, Изм. N 1).
2.11. В многослойной ленте все слои ленты и копировальной бумаги должны быть плотно соединены на расстоянии не более 15 мм от кромок любым способом, кроме соединения жесткими элементами. Применяемая технология соединения слоев ленты не должна оказывать отрицательного действия на работу печатающих устройств.
Транспортные отверстия при соединении слоев ленты должны совпадать. Несовпадение в одном фальце не должно превышать 2,6 мм.
2.12. Ширина копировальной бумаги должна быть меньше ширины ленты не более чем на 30 мм.
Копировальная бумага должна быть расположена между транспортными отверстиями и не должна закрывать их.
2.11; 2.12. (Измененная редакция, Изм. N 1).
2.13. Лента типа ЛР должна выпускаться в рулонах на пластмассовых втулках с внутренним диаметром 18 мм.
2.14. Длина ленты в рулоне должна быть не менее 70 м.
2.15. Намотка ленты в рулонах должна быть плотной и равномерной по всей длине ленты. Внутренний конец ленты к втулке не приклеивается.
2.16. Ширина рулона после намотки не должна превышать ширину ленты по обрезу более чем на 0,2 мм, без учета предельных отклонений на ширину ленты по обрезу.
2.17. На ленте не допускаются складки, морщины, разрывы, склейки, прозрачные пятна, залощенные и матовые полосы, видимые невооруженным глазом, и посторонние включения.
Показатель внутрирулонных дефектов, которые не могут быть обнаружены в процессе изготовления ленты, определяется по ГОСТ 13525.5-68 и не должен превышать значения, установленного в действующих стандартах на соответствующую бумагу.
(Измененная редакция, Изм. N 2, 3).
2.18. Лента и копировальная бумага должны быть непрерывными. Не допускаются склейки, механические загрязнения и скопления конфетти. Обрез кромок должен быть ровным, без разрывов и вмятин.
(Измененная редакция, Изм. N 1).
2.19. В зависимости от назначения ленты по согласованию с потребителем устанавливается вид оттиска, размер линий и символов. Оттиск должен быть четким, без наплыва краски и смешения.
(Измененная редакция, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия ленты требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
3.2. При приемосдаточных испытаниях должно проверяться соответствие лент требованиям пп.1.2; 1.3; 2.2-2.9 и 2.11-2.19.
(Измененная редакция, Изм. N 1).
3.3. Приемка должна производиться партиями. Партией считают количество лент одного наименования и ширины, предъявляемых к приемке по одному документу.
Отбор пробных стоп и рулонов - по ГОСТ 8047-78.
(Измененная редакция, Изм. N 2).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей должны проводиться повторные испытания на удвоенном количестве образцов, взятых от той же партии.
3.5. Результаты повторной проверки распространяются на всю партию.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Кондиционирование ленты перед испытанием должно производиться по ГОСТ 13523-78 при температуре (23±1) °С и относительной влажности воздуха 50±2%. Продолжительность кондиционирования должна быть не менее 2 ч.
(Измененная редакция, Изм. N 3).
4.2. Проверку ленты на соответствие требованиям пп.1.2; 2.4; 2.5; 2.9; 2.11-2.14 и 2.16 проводят средствами измерений, обеспечивающими необходимую точность.
Погрешность измерений - по ГОСТ 8.051-81.
Примечание. Линейные размеры с предельными отклонениями более 1,0 мм определяют линейкой по ГОСТ 427-75, менее 1,0 мм - штриховыми мерами 3-го разряда.
(Измененная редакция, Изм. N 1).
4.2а. Измерения ширины ленты (п.1.2) проводят в пяти местах через каждые 200 мм.
(Введен дополнительно, Изм. N 1).
4.3. Шаг фальцовки (п.1.2) должен определяться измерением расстояния между двумя поперечными насечками и выражаться средним арифметическим двух измерений последовательно расположенных линий насечек.
(Измененная редакция, Изм. N 1).
4.4. (Исключен, Изм. N 2).
4.5. Расстояние от оси транспортных отверстий до ближней кромки ленты (п.1.2) должно определяться измерением расстояния от кромки ленты до ближней и до дальней кромок отверстия.
Расстояние в мм определяется по формуле
![]() ,
,
где - расстояние от края ленты до ближней кромки отверстия, мм;
- расстояние от края ленты до дальней кромки отверстия, мм.
За результат измерения принимается среднее арифметическое значение трех определений расстояний . По каждой стороне ленты величина должна определяться отдельно.
(Измененная редакция, Изм. N 1).
4.6. (Исключен, Изм. N 2).
4.7. Расстояние между центрами транспортных отверстий в миллиметрах в интервале 20-ти шагов определяют измерением суммы расстояний между ближними (
) и дальними (
) кромками первого и двадцатого транспортных отверстий, деленной пополам:
![]() .
.
(Измененная редакция, Изм. N 2).
4.8. (Исключен, Изм. N 1).
4.9. Соответствие ленты требованиям пп.1.1; 1.3; 2.1; 2.2; 2.3; 2.6-2.8; 2.15; 2.17; 2.18; 2.19.
(Измененная редакция, Изм. N 1, 2).
4.10. (Исключен, Изм. N 1).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение ленты - по ГОСТ 1641-75 со следующими дополнениями:
ленту упаковывают в ящики из гофрированного картона по ГОСТ 9142-90. Дополнительно выполняют обвязку упаковки синтетической лентой или другим обвязочным материалом или применяют обечайку. Допускается применение других видов упаковки, обеспечивающих защиту ленты от внешних воздействующих факторов при транспортировании и хранении;
упаковку в ящик ленты типа В производят без предварительного выстилания его оберточной и водонепроницаемой бумагой;
при упаковке в ящик нескольких стоп ленты стопы должны быть разделены прокладками из плотной бумаги или картона, размеры которых должны быть не менее размера листа;
при упаковке в полиэтиленовую пленку углы ленты не должны сгибаться и разрываться.
На каждую упаковочную единицу наклеивают ярлык (при упаковывании в полиэтиленовую пленку ярлык вкладывают внутрь упаковки), содержащей следующие данные:
наименование предприятия-изготовителя или его товарный знак;
условное обозначение ленты в соответствии с п.1.3;
число листов в стопе в соответствии с п.2.8, число стоп в упаковке для ленты типа А и количество метров для ленты типов В и ЛР;
массу нетто и брутто для ленты типов В и ЛР;
дату изготовления;
номер упаковщика;
штамп ОТК для ленты типов В и ЛР;
манипуляционные знаки по ГОСТ 14192-77*: "Боится сырости", "Крюками непосредственно не брать", "Верх, не кантовать" и надпись "Не бросать".
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
(Измененная редакция, Изм. N 3).
5.1а. При отправке в районы Крайнего Севера и труднодоступные районы, а также мелкими партиями упаковку проводят в неразборные ящики из листовых древесных материалов по ГОСТ 5959-80 в соответствии с требованиями ГОСТ 15846-79*.
_______________
* На территории Российской Федерации действует ГОСТ 15846-2002. - .
Допускается другой вид упаковки, обеспечивающий сохранность ленты при транспортировании и хранении.
(Измененная редакция, Изм. N 2).
5.2. При морских перевозках лента должна быть упакована в деревянные ящики типа II по ГОСТ 2991-85.
Допускается упаковка ленты в неразборные ящики из листовых древесных материалов.
(Измененная редакция, Изм. N 2).
5.3. Транспортирование должно производиться в упакованном виде любыми видами закрытого транспорта.
5.4. Лента должна храниться в упакованном виде в закрытых помещениях, защищенных от воздействия атмосферных осадков и почвенной влаги, при температуре от 5 до 40 °С и относительной влажности от 40 до 80%. Хранение ленты вблизи отопительных систем и на каменном полу недопустимо.
При хранении ленты должны быть приняты меры, обеспечивающие ее защиту от механических повреждений и изменений условий окружающей среды.
(Измененная редакция, Изм. N 1, 2).
5.5. (Исключен, Изм. N 1).
5а. УКАЗАНИЯ ПО ПРИМЕНЕНИЮ
5а.1. Условия эксплуатации ленты должны соответствовать нормальным климатическим условиям эксплуатации средств вычислительной техники по ГОСТ 21552-84.
Перед эксплуатацией ленту необходимо выдержать в фабричных упаковках в рабочем помещении в течение не менее 24 ч. Затем ленту распаковывают и выдерживают в климатических условиях эксплуатации не менее 12 ч.
Разд.5а. (Введен дополнительно, Изм. N 1).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие ленты требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения, установленных стандартом.
Гарантийный срок хранения лент - 1 год с момента изготовления.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1993
{kind=link}