ГОСТ 23752-79
(CT СЭВ 2742-80,
СТ СЭВ 2743-80)
Группа Э30
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАТЫ ПЕЧАТНЫЕ
Общие технические условия
Printed circuit boards. General specifications
Дата введения 1980-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТЧИКИ
Е.С.Попова (Руководитель темы); Ю.В.Маркеев; А.И.Богданова; Г.М.Хробинский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.07.79 N 2581
3. Срок проверки 1992 г.; периодичность проверки 5 лет
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта, перечисления, приложения |
ГОСТ 9.301-86 | 2.3.1.3 |
ГОСТ 645-79 | 5.2.3 |
ГОСТ 1908-82 | 5.2.3 |
ГОСТ 10316-78 | 2.1.2; 2.2.1; 2.3.1.2 |
ГОСТ 10317-79 | 1.1 |
ГОСТ 10354-82 | 5.2.3 |
ГОСТ 13032-77 | 4.2.22 |
ГОСТ 15886-70 | 4.2.22 |
ГОСТ 21930-76 | 4.2.8, Приложение 4 |
ГОСТ 21931-76 | 4.2.8, Приложение 4 |
ГОСТ 23216-78 | 5.2.4 |
ГОСТ 23751-86 | 1.2; 2.2.2 |
ГОСТ 23864-79 | 2.3.1.3 |
ГОСТ 26246-84 | 2.1.2; 2.2.1; 2.3.1.2, Приложение 4 |
ГОСТ 26765.11-85 | 1.1 |
ГОСТ 27200-87 | 3.1.3; 3.2.4 |
5. ПЕРЕИЗДАНИЕ (ноябрь 1990 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в марте 1981 г., апреле 1983 г., мае 1985 г., январе 1987 г. (ИУС 6-81, 8-83, 8-85, 4-87, 1-89)
6. Проверен в 1986 г. Срок действия продлен до 01.01.93* (Постановление Госстандарта СССР от 23.01.87 N 85)
________________
* Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 5-6, 1993 год). - .
Настоящий стандарт распространяется на односторонние (ОПП), двусторонние (ДПП) и многослойные печатные платы (МПП) на гибком и жестком диэлектрическом основании и гибкие печатные кабели (ГПК).
(Измененная редакция, Изм. N 1, 2, 4, 5).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Основные размеры печатных плат (ПП) должны соответствовать ГОСТ 10317-79.
1.2. Печатные платы и ГПК должны быть разработаны в соответствии с требованиями ГОСТ 23751-86.
(Измененная редакция, Изм. N 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Общие требования
2.1.1. ПП и ГПК должны соответствовать требованиям конструкторской документации (КД) и настоящего стандарта или техническим условиям, утвержденным в установленном порядке.
2.1.2. Фольгированные и нефольгированные электроизоляционные материалы, применяемые для изготовления ПП и ГПК, должны соответствовать требованиям ГОСТ 10316-78, ГОСТ 26246-84 и нормативно-технической документации (НТД), утвержденной в установленном порядке на материалы конкретного типа, и подвергаться входному контролю.
2.1.3. Деформация при изгибе или скручивании ПП с жестким основанием, за исключением зоны концевых контактов, на 100 мм длины не должна превышать значений, указанных в табл.1.
Таблица 1
мм
Толщина печатной платы | Деформация печатной платы | ||||
ОПП | ДПП | МПП | |||
на основе бумаги | на основе стеклоткани | на основе бумаги | на основе стеклоткани | ||
Св. 1,0 до 1,5 включ. | 1,5 | 0,9 | 0,9 | 0,8 | 0,5 |
" 1,5 " 2,0 " | 1,2 | 0,8 | 0,6 | 0,6 | 0,4 |
" 2,0 | 0,9 | 0,6 | 0,5 | 0,5 | 0,4 |
Примечание. Значения деформации для ПП толщиной 1,0 мм и менее не устанавливают.
При использовании диэлектрика высшей категории качества на основе стеклоткани деформация не должна быть более 0,4 мм.
Деформация в зоне концевых контактов не должна быть более 0,5 мм, для МПП - 0,4 мм.
2.1.4. Отклонение от перпендикулярности сторон прямоугольной ПП не должно быть более 0,2 мм на 100 мм, если в КД не указаны другие значения.
2.1.5. Гибкие печатные платы (ГПП) и ГПК должны быть устойчивы к перегибам и выдерживать соответственно не менее 5 и 150 циклов перегибов.
2.1.6. После механических воздействий, установленных в КД на РЭС, ПП и ГПК должны соответствовать требованиям настоящего стандарта.
2.2. Требования к основанию
2.2.1. Основание ПП и ГПК должно быть однородным без посторонних включений, расслоений, трещин, загрязнений.
На основании ПП и ГПК допускаются:
дефекты диэлектрика, допускаемые ГОСТ 10316-78, ГОСТ 26246-84 или НТД на материалы;
одиночные вкрапления металла, следы от удаления невытравленных участков фольги, не уменьшающие минимально допустимые расстояния между элементами проводящего рисунка;
одиночные царапины, точечные посветления в местах пересечения нитей, проявление текстуры стеклоткани, участки белесости с неоголенной текстурой стеклоткани, изменение цвета, не ухудшающие электрические и конструктивные параметры ПП и ГПК.
(Измененная редакция, Изм. N 5).
2.2.2. Контуры ПП и ГПК, пазов, вырезов, неметаллизированных отверстий должны быть обработаны без заусенцев и зазубрин.
Поверхностные сколы, посветления (ореолы), по ширине не должны превышать значений, указанных в табл.2, при этом минимальное расстояние от скола, посветления до соседнего элемента проводящего рисунка должно быть не менее 0,3 мм для ПП 1 и 2-го класса точности; 0,15 мм для ПП 3 и 4-го классов точности; 0,1 мм для ПП 5-го класса точности по ГОСТ 23751-86.
2.3. Требования к проводящему рисунку
2.3.1. Общие требования
2.3.1.1. Элементы проводящего рисунка на ПП и ГПК должны иметь ровные края, не иметь разрывов, темных пятен, вздутий, отслоений.
Таблица 2
Допустимая ширина поверхностных сколов и посветлений
мм
Толщина материала основания | Класс точности по ГОСТ 23751-86 | ||
1-2 | 3-4 | 5 | |
До 0,5 включ. | 0,3 | 0,15 | 0,10 |
Св. 0,5 до 0,8 включ. | 0,5 | 0,20 | 0,15 |
" 0,8 " 1,0 " | 0,8 | 0,25 | 0,20 |
" 1,0 " 1,5 " | 1,0 | 0,35 | 0,25 |
" 1,5 " 2,0 " | 1,2 | 0,50 | 0,35 |
" 2,0 " 2,5 " | 1,4 | 0,70 | 0,50 |
" 2,5 | 1,7 | 0,80 | 0,60 |
Примечание. По согласованию с представителем заказчика допускаются другие значения, не ухудшающие электрических и конструктивных параметров ПП.
Неровности по краю элементов проводящего рисунка не должны уменьшать их минимально допустимые размеры и расстояния между ними, указанные в КД.
Примечание. Элементы проводящего рисунка, не несущие функциональной механической и электрической нагрузки, контролю не подлежат.
2.3.1.2. Качество поверхности проводящего рисунка без защитного покрытия должно соответствовать требованиям ГОСТ 10316-78 и ГОСТ 26246-84 или НТД на фольгированные материалы.
2.3.1.3. Защитное металлическое покрытие на поверхности элементов проводящего рисунка должно быть сплошным, без разрывов, отслоений, раковин, пор и посторонних включений. Качество покрытия должно соответствовать требованиям ГОСТ 9.301-86 и ГОСТ 23864-79.
Допускаются:
отсутствие покрытия на торцах элементов проводящего рисунка;
царапины, не нарушающие целостности покрытия;
отдельные утолщения и наплывы, не превышающие 0,2 мм;
следы от конструктивных элементов установок оплавления и контроля, не нарушающие целостности покрытия.
(Измененная редакция, Изм. N 1).
2.3.1.4. Контактные площадки и металлизированные отверстия должны равномерно смачиваться припоем (обладать паяемостью).
2.3.2. Требования к печатным проводникам
Печатные проводники должны быть четкими, без разрывов.
Отдельные протравы (не более пяти на 1 дм площади ПП) не должны превышать по длине ширину печатного проводника, при этом оставшаяся ширина печатного проводника (суммарная) должна быть не менее минимально допустимой по КД.
Допускаются участки с частичным отсутствием защитного покрытия общей площадью не более 0,2 мм на одном печатном проводнике, но не более чем на пяти.
2.3.3. Требования к контактным площадкам и концевым печатным контактам
2.3.3.1. Выход отверстия за край контактной площадки не допускается.
На поверхности контактной площадки с металлизированным отверстием, но не в месте перехода печатного проводника в контактную площадку, допускаются несквозные следы от инструмента и точечные протравы.
Количество протрав на одной контактной площадке диаметром 1,3 мм и более для ПП 1-3 классов точности не должно превышать трех;
для ПП 4-5 классов точности - двух;
для ПП любого класса точности на контактной площадке диаметром менее 1,3 мм - одной.
Количество протрав на 1 дм площадки не должно быть более пяти.
На поверхности контактной площадки под планарный вывод допускается не более трех точечных протрав на одной контактной площадке в контактной группе и не более пяти таких контактных площадок, связанных с проводниками, на ПП.
Число контактных площадок с указанными отклонениями, не связанных с проводниками, не регламентируется.
(Измененная редакция, Изм. N 5).
2.3.3.2. Контактные площадки ПП с металлизированными отверстиями должны выдерживать не менее 4 (МПП-3), без металлизированных отверстий - не менее 3 (МПП-2) циклов перепаек.
2.3.3.3. Поверхность концевых печатных контактов и контактов переключателей должна быть ровной, без отслоений, царапин, трещин.
Допускается:
вмятина площадью не более 0,04 мм;
две протравы площадью не более 0,04 мм каждая при расстоянии между ними не менее 1 мм;
одна протрава площадью не более 0,05 мм, расположенная выше рабочей зоны контакта.
Ширина полоски с отсутствием гальванического покрытия в месте перехода концевого контакта к печатному проводнику не должна быть более 2 мм.
(Измененная редакция, Изм. N 5).
2.3.4. Требования к металлизированным отверстиям
2.3.4.1. Средняя толщина слоя меди в отверстии должна быть не менее 25 мкм для МПП и 20 мкм для ДПП.
2.3.4.2. Неметаллизированный участок в отверстии не должен превышать по окружности 1/4 ее длины, а вдоль отверстия не должен быть более 0,1 толщины ПП, но не в месте перехода отверстия к контактной площадке.
Число таких отверстий не должно превышать:
3 - для ПП с числом отверстий до 1000;
5 - для ПП с числом отверстий св. 1000 до 3000;
10 - для ПП с числом отверстий св. 3000.
Допускается заполнение припоем переходных металлизированных отверстий, а также заполнение смолой несквозных переходных металлизированных отверстий МПП. Смола не должна протекать на контактные площадки наружных слоев платы. Допускается наличие газовых пузырей в смоле, не вызывающих нарушения целостности поверхности.
(Измененная редакция, Изм. N 5).
2.3.5. Требования к экранам
На поверхности экранов, но не в местах пайки, допускается отсутствие защитного покрытия не более чем на трех участках площадью менее 2 мм каждый и наличие пяти протрав площадью не более 1 мм
каждый на 1 дм
поверхности ПП.
Примечание. По согласованию с главным конструктором изделия и представителем заказчика форма экранов и прорезей в них на готовой ПП может отличаться от графического изображения в КД.
2.4. Требования к маркировочным знакам
2.4.1. Маркировочные знаки, нанесенные краской, должны быть устойчивыми к воздействию нейтральных растворителей, применяемых при изготовлении ПП, ГПК и сборке печатных узлов.
2.4.2. Маркировочные знаки должны быть ясно читаемы. Допускается частичное нарушение изображения маркировочных знаков, не затрудняющее их чтение.
Маркировочные знаки из проводникового материала или токопроводящей краски могут касаться одного из элементов проводящего рисунка, при этом расстояние до соседнего элемента проводящего рисунка не должно быть менее указанного в КД.
2.5. Требования к электрическим параметрам
2.5.1. Элементы проводящего рисунка должны обеспечивать правильность монтажных соединений, целостность цепей и отсутствие коротких замыканий.
2.5.2. Значение сопротивления электрических цепей устанавливают в КД на ПП или ГПК. При отсутствии таких указаний проверку по данному пункту требований не проводить.
2.5.3. Металлизированные отверстия должны выдерживать кратковременную токовую нагрузку из расчета 600 А/мм.
2.5.4. Сопротивление изоляции между двумя электрически не связанными элементами проводящего рисунка, кроме цепей питания, должно быть не менее указанного в табл.3.
Сопротивление изоляции между электрически не связанными цепями совместной протяженностью более 350 мм и цепями питания должно быть не менее 1000 МОм в нормальных климатических условиях, 100 МОм в условиях относительной влажности (93±3)% при температуре (25±10) °С и 1 МОм в любых других климатических условиях, если другие значения не указаны в КД.
2.5.5. Электрическая прочность изоляции ПП и ГПК между элементами проводящего рисунка должна обеспечивать отсутствие пробоев как по объему, так и по поверхности диэлектрического основания при испытательных напряжениях, указанных в табл.4.
2.6. Требования по устойчивости к климатическим воздействиям
2.6.1. ПП и ГПК должны обеспечивать работоспособность при воздействии на них климатических факторов одной из групп жесткости, указанных в табл.5.
Группу жесткости, определяющую перечень воздействующих факторов, устанавливает конструктор и указывают в КД.
При необходимости в перечень воздействующих факторов могут быть введены дополнительные виды испытаний или воздействующие факторы, установленные по более жесткой группе. Дополнительные требования указывают в КД.
2.6.2. Печатные платы должны выдерживать термоудар в кремнийорганической жидкости.
Разд.2. (Измененная редакция, Изм. N 4, 5).
Таблица 3
Сопротивление изоляции
МОм
Материал основания | Нормальные условия | Относительная влажность (93±3)% | Повышенная температура | ||||||
при температуре (25±10) °С | при температуре (40±2) °С | (85±3) °С | (100±3) °C | (120±5) °C | |||||
1 ч | 2 сут | 4 сут | 10 сут | 21 сут и более | 2 ч | 2 ч | 2 ч | ||
Гетинакс | 5000 | 300 | 1 | 0,5 | - | - | 20 | - | - |
Стеклотекстолит | 10000 | 700 | 30 | 20 | 5 | 1 | 300 | 200 | 100 |
Лавсан, полиимид | 10000 | 700 | - | 20 | 5 | 1 | - | 200 | - |
Примечания:
1. Значения сопротивления изоляции для других материалов указывают в КД.
2. Допускается по согласованию с заказчиком результаты проверки сопротивления изоляции в условиях относительной влажности (93±3)% при температуре (25±10) °С, проводимой при пооперационном контроле ПП, распространять на приемо-сдаточные испытания.
Таблица 4
Испытательное напряжение (амплитудное) для определения электрической прочности изоляции
В
Расстояние между элементами проводящего рисунка, мм | Гетинакс | Стеклотекстолит, лавсан, полиимид | ||||||
Нормаль- | Относительная влажность (93±3)% при температуре (40±2) °С в течение 48 ч | Пониженное давление, Па | Нормаль- | Относительная влажность (93±3)% при | Пони- | |||
53600 | 666 | 53600 | 666 | |||||
От 0,10 до 0,15 включ. | - | - | - | - | 100 | 75 | 50 | 30 |
Св. 0,15 " 0,2 " | - | - | - | - | 200 | 120 | 100 | 75 |
" 0,2 " 0,3 " | 280 | 200 | 100 | 75 | 400 | 200 | 150 | 100 |
" 0,3 " 0,4 " | 500 | 300 | 250 | 100 | 700 | 500 | 350 | 150 |
" 0,4 " 0,7 " | 700 | 500 | 350 | 175 | 900 | 700 | 500 | 250 |
" 0,7 " 1,2 " | 900 | 700 | 500 | 250 | 1200 | 900 | 600 | 300 |
" 1,2 " 2,0 " | 1200 | 900 | 600 | 300 | 1800 | 1100 | 900 | 400 |
" 2,0 " 3,5 " | 1500 | 1100 | 750 | 350 | 2500 | 1300 | 1200 | 500 |
" 3,5 " 5,0 " | 2000 | 1500 | 1000 | 450 | 3500 | 1800 | 1700 | 650 |
" 5,0 " 7,5 " | 3000 | 2000 | 1500 | 600 | 4500 | 2500 | 2000 | 750 |
" 7,5 " 10,0 " | 4000 | 2500 | 1700 | 700 | 6000 | 3500 | 3000 | 900 |
Св. 10,0 " 15,0 " | 5500 | 3500 | 2000 | 900 | 7000 | 5000 | 3500 | 1000 |
Примечание. Электрическую прочность изоляции в условиях повышенной влажности (93±3)% при температуре (40±2) °С проверяют при наличии указаний в КД.
Таблица 5
Наименование воздействующего фактора | Допускаемые значения воздействующего фактора по группам жесткости | ||||
1 | 2 | 3 | 4 | ||
Температура окружающей среды, °С | Верхнее значение | 55 | 85 | 100 | 120 |
Нижнее значение | -25 | -40 | -60 | ||
Относительная влажность воздуха, % | 75 | 98 | 98 | ||
при температуре до 35 °С | при температуре до 40 °С | ||||
Смена температур, °С | От -25 | От -40 | От -60 | От -60 | |
Атмосферное давление, Па (мм рт.ст.) | Нормальное | 53600 | 666 | ||
3. ПРАВИЛА ПРИЕМКИ
3.1. Общие положения
3.1.1. Приемку ПП и ГПК осуществляют по результатам контроля на соответствие требованиям КД и настоящего стандарта.
По результатам контроля ряда параметров, установленных стандартом, ПП и ГПК классифицируют как годные или дефектные. Результаты контроля заносят в сопроводительный документ и ставят отметку о приемке.
3.1.2. Для проверки соответствия ПП и ГПК требованиям настоящего стандарта проводят приемо-сдаточные, периодические и типовые испытания.
3.1.3. ПП и ГПК предъявляют к приемке партиями. За партию принимают ПП и ГПК, изготовленные за ограниченный период времени по единой технологической документации, внесенные в предъявительский документ. Допускается предъявлять к приемке партию в объеме сменной выработки. В предъявленной партии допускается наличие ПП, отремонтированных по ГОСТ 27200-87.
Количество ПП и ГПК в партии, порядок комплектования и предъявления устанавливает предприятие-изготовитель по согласованию с представителем заказчика.
3.2. Приемо-сдаточные испытания
3.2.1. Приемо-сдаточные испытания ПП или ГПК следует проводить в объеме и последовательности, указанных в табл.6.
Таблица 6
Наименование показателя | Номер пункта | Число проверяемых изделий при различных уровнях контроля | |||
технических требований | методов испытаний | облегченного | нормального | усиленного | |
Соответствие конструкторской документации* | 2.1.1 | 4.2.1 | 30% | 50% | 100% |
30% | 50% | 100% | |||
(для контроля диаметров монтажных отверстий) | |||||
Соответствие используемых материалов требованиям ГОСТ 10316-78, ГОСТ 26246-84 и НТД на материал | 2.1.2 | 4.2.2 | 100% | 100% | 100% |
Внешний вид и конструкция | 2.2.1, | 4.2.7 | 30% | 50% | 100% |
Перпендикулярность сторон | 2.1.4 | 4.2.4 | 30% | 50% | 100% |
Деформация | 2.1.3 | 4.2.3 | 30% | 50% | 100% |
Правильность монтажных соединений | 2.5.1 | 4.2.12 | 30% | 50% | 100% |
Сопротивление электрических цепей | 2.5.2 | 4.2.13 | 30% | 50% | 100% |
Сопротивление изоляции при температуре (25±10) °С и относительной влажности (93±3)% | 2.5.4 | 4.2.15 | 30% | 50% | 100% |
Паяемость | 2.3.1.4 | 4.2.8 | 2-3 | 30% | 50% |
Толщина слоя меди в отверстии | 2.3.4.1 | 4.2.10 | 10% | 20% | 30% |
(не менее 1 шт.) | |||||
________________
* Диаметр переходных отверстий не контролируют.
Объем выборки должен соответствовать табл.7.
3.2.2. При приемо-сдаточных испытаниях по согласованию с представителем заказчика устанавливают следующие уровни контроля: нормальный, усиленный или облегченный.
Таблица 7
шт.
Объем партии | Объем выборки |
До 3 | Полный объем |
От 4 до 25 | 3 |
" 25 " 50 | 5 |
" 51 " 100 | 7 |
" 101 " 200 | 11 |
" 201 " 500 | 17 |
" 501 " 1000 | 25 |
" 1001 " 5000 | 55 |
" 5001 " 10000 | 75 |
Испытания начинают с нормального уровня.
Переход от нормального уровня контроля к усиленному следует осуществлять, если показатель уровня качества по итогам приемки за отчетный период снизился по сравнению с предыдущим отчетным периодом на 0,1% и более.
Переход от усиленного уровня контроля к нормальному следует осуществлять, если показатель уровня качества достиг или превысил показатель, при котором ранее велась приемка по нормальному уровню.
Переход от нормального уровня контроля к облегченному следует осуществлять, если выполнены следующие условия:
показатель уровня качества поддерживался стабильным в течение трех отчетных периодов или имел тенденцию роста при приемке по нормальному уровню;
технологический процесс стабилен, не было зарегистрировано его нарушений.
Переход от облегченного уровня контроля к нормальному следует осуществлять при наличии хотя бы одного из условий:
показатель уровня качества по итогам приемки за отчетный период снизился по сравнению с предыдущим отчетным периодом на 0,1% и более;
зарегистрировано нарушение технологического процесса.
(Измененная редакция, Изм. N 5).
3.2.3. В сопроводительном листе на партию предъявленных ПП и ГПК изготовитель должен поставить дату изготовления до предъявления их на приемку ОТК.
Форма сопроводительного листа на партию предъявляемых ПП или ГПК приведена в рекомендуемом приложении 1.
3.2.4. Партию ПП, ГПК считают принятой, если подвергнутые испытаниям ПП, ГПК, в том числе отремонтированные по ГОСТ 27200-87, соответствуют требованиям настоящего стандарта и объеме приемо-сдаточных испытаний.
3.2.5. Партию ПП, ГПК считают непринятой, если хотя бы одно из контролируемых изделий не соответствует требованиям одного из пунктов табл.6.
3.2.6. Непринятую партию следует возвратить предприятию-изготовителю для выявления причин несоответствия параметров изделий техническим требованиям и устранения дефектов.
Приемка возвращенной партии возобновляется после устранения причин несоответствия техническим требованиям, восстановления изделий или замены их на новые.
Повторные испытания проводят на удвоенном (для выборки) числе изделий этой же партии в полном объеме приемо-сдаточных испытаний.
3.2.7. Если в процессе повторных испытаний будет обнаружено несоответствие контролируемых изделий хотя бы одному из требований приемо-сдаточных испытаний, то предъявленную партию изделий бракуют.
В зависимости от характера и причин несоответствия вопрос возможности использования годных изделий из забракованной партии решается главным инженером предприятия-изготовителя совместно с представителем заказчика.
3.2.8. По окончании приемо-сдаточных испытаний представители ОТК и заказчика ставят клеймо на ПП, ГПК и подписывают протокол о приемке. Форма протокола приведена в рекомендуемом приложении 2.
При малых габаритах изделий и отсутствии свободного места клеймо о приемке допускается ставить на бирке.
3.3. Периодические испытания
3.3.1. Периодические испытания ПП и ГПК проводят с целью периодического контроля качества изделий, стабильности технологического процесса их изготовления.
3.3.2. Периодические испытания проводят не реже одного раза в шесть месяцев в объеме и последовательности, указанных в табл.8.
3.3.3. Периодическим испытаниям подвергают ПП и ГПК каждого метода изготовления, принятого на предприятии. Для испытаний отбирают изделия, прошедшие приемо-сдаточные испытания, в количестве, достаточном для проведения испытаний с учетом повторных испытаний.
Периодические испытания в опытном и мелкосерийном производстве проводят на пяти изделиях, в серийном и крупносерийном - на десяти изделиях независимо от изготавливаемого количества.
Допускается группировать изделия по группам жесткости в соответствии с табл.5 независимо от номенклатуры.
3.3.4. ПП и ГПК считают выдержавшими испытания, если они удовлетворяют всем требованиям периодических испытаний.
Результаты испытаний оформляют протоколом. Форма протокола приведена в рекомендуемом приложении 3.
Таблица 8
Наименование показателя | Номер пункта | Количество проверяемых плат | ||
технических требований | методов испытаний | в опытном производстве | в серийном производстве | |
Соответствие конструкторской документации | 2.1.1 | 4.2.1 | 5 | 10 |
Внешний вид | 2.2.1, 2.2.2, 2.3.1.1, 2.3.1.2, | 4.2.7 | 5 | 10 |
Деформация | 2.1.3 | 4.2.3 | 5 | 10 |
Устойчивость к перегибам | 2.1.5 | 4.2.5 | 5 | 10 |
Устойчивость к перепайке | 2.3.3.2 | 4.2.9 | 2 | 3 |
Паяемость | 2.3.1.4 | 4.2.8 | 2 | 3 |
Устойчивость маркировки к воздействию нейтральных растворителей | 2.4.1 | 4.2.11 | 2 | 3 |
Толщина слоя меди в отверстиях | 2.3.4.1 | 4.2.10 | 2 | 3 |
Сопротивление изоляции | 2.5.4 | 4.2.15 | 3 | 7 |
Электрическая прочность изоляции | 2.5.5 | 4.2.16 | 3 | 7 |
Устойчивость металлизированных отверстий к токовой нагрузке | 2.5.3 | 4.2.14 | 3 | 7 |
Устойчивость к воздействию температур | 2.6.1 | 4.2.17 | 3 | 7 |
Влагоустойчивость | 2.6.1 | 4.2.18 | 3 | 7 |
Холодоустойчивость | 2.6.1 | 4.2.19 | 3 | 7 |
Теплоустойчивость | 2.6.1 | 4.2.20 | 3 | 7 |
Устойчивость к пониженному давлению | 2.6.1 | 4.2.21 | 3 | 7 |
Устойчивость к термоудару в кремнийорганической жидкости | 2.6.2 | 4.2.22 | 3 | 7 |
Примечание. ПП, прошедшие испытания по пп.2.3.3.2, 2.3.1.4, 2.3.4.1, 2.4.1, в дальнейших испытаниях не используют.
(Измененная редакция, Изм. N 5).
3.3.5. При несоответствии ПП и ГПК хотя бы по одному из пунктов требований периодических испытаний приемку очередных партий, изготовленных по той же конструкторской и технологической документации, а также отгрузку ранее принятых партий приостанавливают для анализа причин дефектов и их устранения. Повторные испытания проводят на удвоенном числе предъявляемых изделий в полном объеме периодических испытаний.
Проверку других партий не приостанавливают.
3.3.6. При несоответствии ПП и ГПК хотя бы одному из пунктов требований периодических испытаний при повторном проведении испытаний приемку и отгрузку изделий прекращают до проведения анализа причин дефектов и устранения в производстве обнаруженных недостатков.
В зависимости от характера и причин несоответствия изделий требованиям стандарта предприятие-изготовитель и представитель заказчика принимают совместное решение в отношении задела изделий, отгруженных с предприятия-изготовителя, и возобновления приемки.
3.3.7. ПП и ГПК, подвергшиеся периодическим испытаниям, в аппаратуре и в ЗИПе не используют.
3.4. Типовые испытания
3.4.1. Типовые испытания ПП и ГПК проводят при принципиальном изменении в конструкции (например изменение материала основания, проводникового материала, материала покрытия и другие) или технологии изготовления для оценки эффективности и целесообразности внесения изменений.
Решение о необходимости проведения типовых испытаний принимает главный конструктор по согласованию с представителем заказчика.
3.4.2. Число ПП и ГПК, необходимое для проведения типовых испытаний, устанавливает главный конструктор совместно с предприятием-изготовителем и представителем заказчика.
3.4.3. Типовые испытания ПП и ГПК проводят в объеме и последовательности, установленных главным конструктором изделия совместно с предприятием-изготовителем, представителем заказчика и головным предприятием по технологии. Номенклатура показателей - по табл.9. Результаты типовых испытаний оформляют протоколом.
3.4.4. Положительные результаты типовых испытаний ПП и ГПК являются основанием для введения изменений в конструкторскую и технологическую документацию.
Разд.3. (Измененная редакция, Изм. N 4).
Таблица 9
Наименование показателя | Номер пункта | |
технических требований | методов испытаний | |
Соответствие КД | 1.1, 1.2, 2.1.1 | 4.2.1 |
Деформация | 2.1.3 | 4.2.3 |
Устойчивость к перегибам | 2.1.5 | 4.2.5 |
Устойчивость к механическим воздействиям | 2.1.6 | 4.2.6 |
Внешний вид и конструкция | 2.2.1, 2.2.2, | 4.2.7 |
Паяемость | 2.3.1.4 | 4.2.8 |
Устойчивость к перепайкам | 2.3.3.2 | 4.2.9 |
Толщина слоя меди в отверстии | 2.3.4.1 | 4.2.10 |
Устойчивость маркировки к воздействию нейтральных растворителей | 2.4.1 | 4.2.11 |
Правильность монтажных соединений | 2.5.1 | 4.2.12 |
Сопротивление электрических цепей | 2.5.2 | 4.2.13 |
Устойчивость металлизированных отверстий к токовой нагрузке | 2.5.3 | 4.2.14 |
Сопротивление изоляции | 2.5.4 | 4.2.15 |
Электрическая прочность изоляции | 2.5.5 | 4.2.16 |
Устойчивость к воздействию температур | 2.6.1 | 4.2.17 |
Влагоустойчивость | 2.6.1 | 4.2.18 |
Холодоустойчивость | 2.6.1 | 4.2.19 |
Теплоустойчивость | 2.6.1 | 4.2.20 |
Устойчивость к пониженному давлению | 2.6.1 | 4.2.21 |
Устойчивость к термоудару в кремнийорганической жидкости или в расплавленном припое | 2.6.2 | 4.2.22 |
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Подготовка к испытаниям
4.1.1. Все испытания, если это не оговорено особо, проводят в нормальных климатических условиях, характеризующихся температурой (25±10) °С, относительной влажностью 45-80%, атмосферным давлением 630-800 мм рт.ст.
Примечание. При температуре воздуха выше 30 °С относительная влажность не должна превышать 70%.
4.1.2. Перед началом испытаний с поверхности испытуемых ПП и ГПК удаляют временное защитное технологическое покрытие в соответствии с технологическим процессом, действующим на предприятии-изготовителе. Допускается проводить испытания с защитным покрытием.
Перед началом испытаний к элементам проводящего рисунка ПП, подлежащим испытанию, при необходимости, следует подпаять технологические провода длиной 1-1,5 м. В качестве технологических проводов используют провода, сопротивление изоляции которых не менее чем на один порядок выше сопротивления ПП.
Припаивание технологических проводов следует выполнять в следующей последовательности:
припаять медные луженые выводы (штыри) длиной 10-15 мм;
припаять к выводам (штырям) технологические провода;
произвести промывку ПП и ГПК в соответствии с требованиями технологического процесса;
собрать технологические провода в жгуты и закрепить на ПП.
Примечание. Допускается припаивать технологические провода непосредственно к контактным площадкам или в металлизированные отверстия ПП.
Провести проверку на соответствие п.2.5.4 при температуре (25±10) °С и относительной влажности (93±3)%.
При несоответствии испытуемых изделий требованиям этого пункта произвести повторную промывку. На дальнейшие испытания допускаются изделия, соответствующие п.2.5.4.
(Измененная редакция, Изм. N 5).
4.1.3. При испытании ГПК необходимо использовать промежуточную ПП, на которую механически закрепляют ГПК и производят распайку на контактные площадки, имеющие вывод на разъемную часть ПП. Остальные операции - аналогично п.4.1.2.
4.1.4. При климатических испытаниях ПП и ГПК следует располагать вертикально таким образом, чтобы расстояние между ними было не менее 20 мм. Расстояние от ПП и ГПК до стенок камеры должно быть не менее 50 мм.
Все климатические испытания проводят без электрической нагрузки. Перед каждым видом климатических испытаний ПП и ГПК в течение 2 ч выдерживают в сушильном шкафу при температуре 100-110 °С - для стеклотекстолита и полиимида и 60-85 °С - для гетинакса и лавсана с последующей выдержкой в нормальных климатических условиях не менее 24 ч и проводят контроль сопротивления изоляции в нормальных условиях на соответствие требованиям п.2.5.4.
Камеры, используемые для испытаний, должны обеспечивать возможность поддержания в любой точке рабочей емкости требуемых климатических условий (температуры, влажности, давления) в соответствии с табл.10.
(Измененная редакция, Изм. N 5).
4.2. Проведение испытаний
4.2.1. Проверку габаритных, установочных и других размеров ПП и ГПК на соответствие КД согласно п.2.1.1 проводят при помощи мерительного инструмента, обеспечивающего требуемую точность.
Проверку диаметров монтажных отверстий проводят выборочно. Для контроля выбирают по три группы отверстий каждого диаметра, расположенных в различных местах (предпочтительно по диагонали). В каждой группе должно быть 3-5 отверстий.
Примечания:
1. Допускается проверку диаметров монтажных отверстий проводить при помощи калибра-пробки.
2. Внутренние слои МПП подвергают контролю в процессе их изготовления.
Таблица 10
Наименование воздействующего фактора | Значение воздействующего фактора по группам жесткости | ||||
1 | 2 | 3 | 4 | ||
Температура окружающей среды | Повышенная температура, °С | 85±3 | 100±3 | 120±5 | |
Пониженная температура, °С | -60±3 | ||||
Время выдержки, ч | 2 | ||||
Повышенная влажность | Относительная влажность, % | 93±3 | |||
Температура, °С | 40±2 | ||||
Время выдержки, сут | 2 | 4 | 10 | 21 | |
Циклическое воздействие | Верхнее значение температуры, °С | 55±3 | 85±3 | 100±3 | 120±5 |
Нижнее значение температуры, °С | -40±3 | -60±3 | |||
Количество циклов | 2 | 4 | 9 | ||
Давление, Па (мм рт.ст.) | Нормальное | 53600 | 666 | ||
(Измененная редакция, Изм. N 5).
4.2.2. Контроль используемых материалов на соответствие п.2.1.2 проводят путем проверки наличия отметки о входном контроле в документе, составленном в соответствии с инструкцией о входном контроле, действующей на предприятии-изготовителе ПП и ГПК.
4.2.3. Проверку деформации на соответствие п.2.1.3 проводят при помощи линейки, вес которой при наложении на испытуемую ПП не изменяет значения ее деформации.
Линейку размером более длины диагонали используемой ПП накладывают на ПП, лежащую вогнутой стороной вверх. Определяют место максимального отклонения вогнутой поверхности от линейки и измеряют его с точностью 0,1 мм. Измеряют расстояние между точками касания линейки с поверхностью ПП с точностью до 0,5 мм. Значение деформации ПП на 100 мм длины, , определяют по формуле
![]() , (1)
, (1)
где - максимальное расстояние от поверхности ПП до линейки, мм;
- расстояние между точками опоры линейки, мм.
Для измерения значения деформации в зоне концевых контактов линейку располагают над концевыми контактами параллельно краю ПП.
Примечание. По согласованию с представителем заказчика допускается значение деформации измерять при помощи калибровочной щели.
4.2.4. Проверку отклонения от перпендикулярности сторон прямоугольной ПП на соответствие п.2.1.4 проводят путем сравнения ПП с калиброванными угольниками, один из которых выполнен с верхним предельным отклонением от перпендикулярности, другой - с нижним.
Примечание. В случае обеспечения требований п.2.1.4 инструментом или оборудованием допускается проверку по данному пункту не проводить.
(Измененная редакция, Изм. N 5).
4.2.5. Проверку устойчивости ГПП и ГПК к перегибам на соответствие п.2.1.5 проводят на любом приспособлении, обеспечивающем радиус и угол изгиба, указанные в КД, при отсутствии таких указаний радиус изгиба должен быть не менее 10 мм для ГПП и 3 мм для ГПК, а угол изгиба 90° в обе стороны. После испытаний испытуемые ГПП и ГПК должны соответствовать требованиям пп.2.2.1; 2.2.2; 2.3.1.2; 2.3.1.3; 2.5.1.
При проведении типовых испытаний количество перегибов должно на 50% превышать требования, установленные в КД.
4.2.6. Проверку устойчивости ПП и ГПК к механическим воздействиям на соответствие п.2.1.6 проводят в составе РЭС по требованиям и методике на РЭС.
4.2.7. Проверку внешнего вида на соответствие пп.2.2.1, 2.2.2, 2.3.1.1-2.3.1.3, 2.3.2, 2.3.3.1, 2.3.3.3, 2.3.4.2, 2.3.5, 2.4.2 проводят визуально, при необходимости, с использованием оптического мерительного инструмента, обеспечивающего требуемую точность.
При наличии на ПП и ГПК отклонений, требующих проведения дополнительных испытаний, объем и режимы этих испытаний устанавливают по согласованию с ОТК и представителем заказчика.
4.2.8. Проверку паяемости на соответствие п.2.3.1.4 проводят на образцах (тест-платах, образцах-спутниках, готовых ПП или вырезанных из них образцах) с числом испытуемых точек (металлизированных отверстий и/или контактных площадок) не менее 20.
При испытании ПП с использованием флюса ФКСп (40% канифоли, 60% этилового спирта) и припое ПОС 61 или ПОССу 61-0,5 - по ГОСТ 21931-76 температура воздействующего припоя должна быть в пределах 235-240 °С.
При испытании ПП с использованием флюса ФКДТ и припоев ПОСВи 36-4, по соответствующей НТД или ПОСК 50-18 по ГОСТ 21930-76, температура воздействующего припоя должна быть в пределах 195-200 °С.
Примечание. Типы флюса и припоя, используемые при проверке паяемости ПП должны соответствовать требованиям КД на РЭС.
Испытания проводят в следующей последовательности:
с испытуемого образца удаляют консервирующее покрытие;
наносят флюс методом погружения и дают возможность стечь излишкам флюса в течение 2-3 мин;
на испытуемый образец воздействуют расплавленным припоем методом погружения или волной. Время контакта с припоем образцов толщиной до 2,0 мм - 3 с, свыше 2,0 мм - 5 с;
с поверхности образца удаляют остатки флюса.
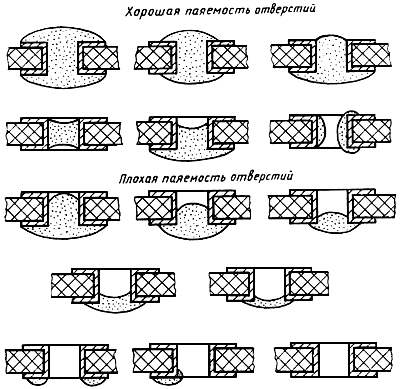
Качество паяемости оценивают визуально, сличением с черт.1.
Внешний вид поверхности контактных площадок должен соответствовать требованиям п.2.3.1.3.
Не менее 95% испытуемых отверстий должно быть заполнено припоем в соответствии с черт.1 для хорошей паяемости.
Допускается проводить проверку паяемости в соответствии с рекомендуемым приложением 4.
(Измененная редакция, Изм. N 5).
4.2.9. Проверку устойчивости к перепайкам на соответствие п.2.3.3.2 проводят на контактных площадках или в монтажных металлизированных отверстиях, расположенных по диагонали испытуемого образца, методом припаивания и отпаивания медной луженой проволоки.
Перепайку производят электропаяльником мощностью от 20 до 40 Вт при температуре жала паяльника 250-270 °С при использовании припоев ПОС 61 и ПОССу 61-0,5 и 210-220 °С при использовании припоев ПОСК 50-18 и ПОСВи 36-4.
Флюсы выбирают в соответствии с п.4.2.8.
Для перепайки на контактных площадках на испытуемых образцах выбирают 5-10 контактных площадок.
Отрезок предварительно облуженной проволоки диаметром 0,35-0,8 мм и длиной 100-150 мм устанавливают на контактную площадку под прямым углом к поверхности испытуемого образца в соответствии с черт.2а и припаивают паяльником.
Черт.1.
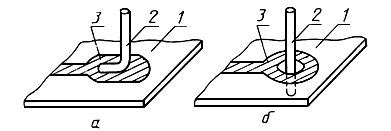
1 - плата;
2 - проволока; 3 - контактная площадка (металлизированное отверстие)
Черт.2
Во время пайки и последующего охлаждения контактной площадки медная проволока должна быть неподвижной. Через 8-10 мин отпаивают проволоку прикасанием паяльника и отделением ее от контактной площадки.
После охлаждения контактной площадки через 8-10 мин вновь припаивают проволоку к контактной площадке и так далее.
Первый цикл перепайки включает пайку, отпайку и вновь пайку, последующие циклы - отпайку и пайку. Каждый последующий цикл перепайки производят не ранее, чем через 30 мин. После трех циклов (для МПП - двух) перепайки проводят внешний осмотр при помощи лупы 4.
Время пайки и отпайки проволоки должно быть не более 3 с.
При перепайке на контактных площадках с металлизированными отверстиями на испытуемых образцах выбирают 5-10 металлизированных отверстий. Отрезок предварительно облуженной проволоки длиной 100-150 мм и диаметром, на 0,3-0,4 мм меньшим диаметра испытуемого отверстия, устанавливают таким образом, чтобы проволока проходила через отверстие под прямым углом к ПП в соответствии с черт.2б, и припаивают паяльником.
Во время пайки и последующего охлаждения медная проволока должна быть неподвижной. Через 8-10 мин отпаивают проволоку и так далее.
Время пайки и отпайки проволоки должно быть не более 3 с для ПП толщиной до 2,0 мм включительно и 5 с для ПП толщиной более 2,0 мм.
Каждый последующий цикл перепайки - не ранее, чем через 30 мин. После четырех (для МПП - трех) циклов перепайки проводят внешний осмотр при помощи лупы 4.
При проведении типовых испытаний количество циклов перепаек устанавливают 7 (МПП - 5) на контактных площадках с металлизированными отверстиями, 5 (МПП - 3) - без металлизированных отверстий.
Испытание не проводят на отверстиях, контактные площадки которых связаны с экранами и шинами питания.
После испытаний на ПП не должно быть вздутий, отслоений проводящего рисунка, расслоений материала основания.
(Измененная редакция, Изм. N 5).
4.2.10. Проверку толщины слоя меди в отверстии на соответствие п.2.3.4.1 проводят на металлографических шлифах отверстий любого участка готовой ПП, образца-спутника или тест-купона. Проверке подвергают 4-6 отверстий.
Плоскость шлифа должна быть перпендикулярна поверхности контактной площадки, при этом осевая линия отверстия должна находиться в плоскости шлифа.
На каждом отверстии проводят по три измерения: одно - в середине и два по краям.
За толщину принимают среднее арифметическое значение трех измерений, причем минимальное значение одного из измерений должно быть не менее 20 мкм для МПП и 15 мкм для ДПП. Измерениям не подлежат места отклонений по п.2.3.4.2.
Измерение проводят оптическим измерительным прибором, имеющим цену деления не более 0,005 мм.
Толщину меди в отверстии допускается контролировать электрическими измерительными приборами, погрешность измерения которых не превышает 20%.
4.2.11. Проверку устойчивости маркировки, выполненной маркировочной краской, к воздействию нейтральных растворителей на соответствие п.2.4.1 проводят в нормальных климатических условиях, при этом температура растворителя должна быть равной температуре окружающей среды. Испытание проводят в азеотропной смеси, состоящей из 4% этилового спирта и 96% трихлортрифторэтана.
До испытаний ПП в зоне маркировки подвергают воздействию пайки, исключив процесс отмывки от флюса.
Допускается, по согласованию с представителем заказчика, использовать следующие растворители:
этиловый спирт, толуол, трихлорэтан, трихлорэтилен, горячую воду температурой от 60 до 70 °С, спирто-бензиновую смесь (с соотношением 1:1).
Проверку проводят, протирая участок поверхности образца с маркировкой суконной прокладкой площадью 5-7 см.
Испытываемую ПП помещают в кювету с растворителем, при этом поверхность ПП должна быть полностью покрыта растворителем. Трение создают вручную возвратно-поступательным движением с усилием прижатия 0,5 Н - 1,0 на см.
По окончании 20-25 циклов возвратно-поступательных движений ПП извлекают из растворителя, просушивают и проводят визуальный контроль.
4.2.10, 4.2.11. (Измененная редакция, Изм. N 5).
4.2.12. Проверку правильности монтажных соединений, целостности цепей и отсутствия коротких замыканий на соответствие п.2.5.1 проводят прозвонкой с использованием автоматизированных или ручных средств контроля.
При использовании автоматизированных средств контроль проводят на основании машинных распечаток.
При ручных средствах контроля проверку проводят на 5-10 электрических цепях.
Допускается для ОПП и ДПП, по согласованию с представителем заказчика, проверку проводить визуально, при необходимости с использованием лупы 4-10.
(Измененная редакция, Изм. N 5).
4.2.13. Проверку сопротивления электрических цепей на соответствие п.2.5.2 проводят на печатных проводниках, указанных в КД. Погрешность измерения не должна превышать 10%. Ток поддерживают достаточно малым, чтобы избежать нагрева проводников.
4.2.14. Проверку устойчивости металлизированных отверстий к кратковременной токовой нагрузке на соответствие п.2.5.3 проводят на ПП, пропуская в течение 3 с (для типовых испытаний - 5 с) постоянный или переменный ток в соответствии с табл.11, на 8-10 отверстиях наименьшего диаметра.
Таблица 11
Диаметр отверстия, мм | Испытательный ток, А | |
ДПП | МПП | |
0,3 | 11 | 14 |
0,4 | 15 | 18 |
0,5 | 18 | 23 |
0,6 | 22 | 28 |
0,7 | 26 | 32 |
0,8 | 30 | 37 |
0,9 | 34 | 42 |
1,0 | 37 | 47 |
1,1 | 41 | 51 |
1,3 | 49 | 61 |
1,5 | 56 | 70 |
Перед началом и после окончания испытаний измеряют сопротивление испытуемого отверстия четырехзондовым методом или методом, эквивалентным ему. Сопротивление отверстий определяют как среднее арифметическое значение трех измерений. Измерительный ток при измерении не должен превышать 1 А. Результат второго измерения не должен отличаться от первого более, чем на 30%. Погрешность измерения не должна превышать 20%.
Металлизированные отверстия и контактные площадки не должны иметь подгаров, отслоений, изменения цвета поверхности. Побеление диэлектрика вокруг контактных площадок не допускается.
4.2.15. Проверку сопротивления изоляции на соответствие требованиям п.2.5.4 проводят между тремя-пятью парами элементов проводящего рисунка с максимальной протяженностью или площадью взаимного перекрытия и минимальным расстоянием между ними или цепями питания.
Испытания ПП и ГПК проводят в соответствии с табл.3 и после выдержки в течение 1 ч без изъятия их из камеры проводят измерение. Сопротивление изоляции измеряют прибором с погрешностью, не превышающей 20%, при испытательном напряжении, не превышающем допустимое по ГОСТ 23751-86 для данного расстояния между испытуемыми элементами проводящего рисунка.
Показания прибора отсчитывают через 1 мин после приложения испытательного напряжения или через меньшее время, если значение сопротивления изоляции не изменяется.
4.2.16. Проверку электрической прочности изоляции на соответствие требованиям п.2.5.5 проводят напряжением постоянного или переменного тока синусоидальной формы на трех-пяти парах элементов проводящего рисунка, в том числе цепях питания.
Эффективное напряжение , В, определяют по формуле
![]() , (2)
, (2)
где ![]() - амплитудное напряжение синусоидального тока, В.
- амплитудное напряжение синусоидального тока, В.
Напряжение прикладывают с постепенным увеличением от нуля до требуемого значения в течение 5-10 с. Требуемое испытательное напряжение выдерживают в течение 1 мин, при этом не должно возникать кругового искрения, дугового разряда или пробоя.
Для проверки электрической прочности изоляции в условиях повышенной влажности ПП и ГПК помещают в камеру влажности, устанавливают требуемый режим и без изъятия из камеры подают испытательное напряжение.
4.2.17. Проверку ПП, ГПК на устойчивость к циклическому изменению температур на соответствие п.2.6.1 проводят в камерах тепла и холода. Перед началом испытаний в одной из камер устанавливают повышенную, в другой - пониженную температуру, в соответствии с группой жесткости по табл.10. Испытуемые ПП и ГПК помещают в камеру холода и выдерживают в течение 2 ч. По истечении этого времени извлекают из камеры холода и помещают в камеру тепла, в которой выдерживают в течение 2 ч. Время переноса ПП и ГПК из одной камеры в другую не должно превышать 2 мин.
Число циклов смены температур определяется группой жесткости по табл.10. При проведении типовых испытаний число циклов не должно быть менее 50.
По окончании периода выдержки в камере тепла устанавливают нормальную температуру. Испытуемые ПП и ГПК выдерживают в нормальных условиях в течение 2 ч, после чего извлекают их из камеры и подвергают внешнему осмотру. На ПП, ГПК не должно быть вздутий, отслоений.
ПП и ГПК должны соответствовать требованиям пп.2.1.3, 2.5.1.
Примечание. Испытания на воздействие смены температур можно проводить в одной камере, при этом скорость изменения температур в камере должна быть не менее (1±0,2) °С/мин.
4.2.18. Проверку влагоустойчивости ПП и ГПК на соответствие п.2.6.1 проводят в камере влажности. ПП и ГПК выдерживают в камере при температуре (40±3) °С в течение 30 мин, после чего в камере устанавливают режим, соответствующий группе жесткости при испытаниях в соответствии с табл.10. В установленном режиме ПП, ГПК выдерживают в течение времени, указанного для данной группы жесткости (для типовых испытаний - более 30 сут). По истечении указанного времени без изъятия из камеры ПП и ГПК проверяют на соответствие п.2.5.4. В процессе проведения испытаний на поверхности ПП и ГПК не допускается наличие росы.
4.2.19. Проверку холодоустойчивости ПП и ГПК на соответствие п.2.6.1 проводят в камере холода. В камере устанавливают режим, соответствующий группе жесткости при испытаниях, указанный в табл.10, и выдерживают ПП и ГПК в течение 2 ч (для типовых испытаний - 5 ч) с момента достижения предельной температуры. ПП и ГПК извлекают из камеры и выдерживают в нормальных условиях в течение 2 ч, после чего подвергают их внешнему осмотру. На ПП, ГПК не должно быть вздутий, отслоений, трещин. ПП и ГПК должны соответствовать требованиям п.2.5.1.
4.2.20. Проверку теплоустойчивости ПП и ГПК на соответствие п.2.6.1 проводят в камере тепла. В камере устанавливают требуемый режим в соответствии с группой жесткости при испытаниях, указанный в табл.10. ПП и ГПК выдерживают в течение 2 ч (для типовых испытаний - 5 ч) с момента достижения предельной температуры. По истечении указанного времени без изъятия из камеры тепла проверяют сопротивление изоляции испытуемых ПП и ГПК на соответствие п.2.5.4. После окончания испытаний ПП и ГПК извлекают из камеры, выдерживают в нормальных условиях в течение 2 ч и проводят внешний осмотр. На ПП и ГПК не должно быть вздутий и отслоений.
4.2.14-4.2.20. (Измененная редакция, Изм. N 5).
4.2.21. Проверку устойчивости к воздействию пониженного атмосферного давления ПП и ГПК на соответствие п.2.6.1 проводят в барокамере при нормальной температуре. В камере устанавливают требуемый режим в соответствии с группой жесткости при испытаниях, указанных в табл.10. Без изъятия ПП и ГПК из барокамеры проверяют электрическую прочность изоляции на соответствие п.2.5.5.
4.2.22. Проверку устойчивости ПП к термоудару на соответствие п.2.6.2 проводят в кремнийорганической жидкости марки ПФМС-4 по ГОСТ 15866-70. При проверке в кремнийорганической жидкости ее нагревают до температуры (260±5) °С, тщательно перемешивают. ПП погружают в жидкость и удерживают на глубине не менее 25 мм от поверхности жидкости в горизонтальном положении в течение (5±1) с для ПП из гетинакса, (10±1) с для ПП из стеклотекстолита. После извлечения испытуемого образца из жидкости и охлаждения его на воздухе до температуры окружающей среды его погружают на 5-6 с в растворитель 646, после чего просушивают струей чистого воздуха промывают в спирто-бензиновой смеси (с соотношением 1:1) или в нейтральном растворителе и снова просушивают струей чистого воздуха.
Проводят внешний осмотр. На испытуемом образце не должно быть расслоений, вздутий, трещин, отслоений проводящего рисунка. Испытуемый образец должен соответствовать требованиям пп.2.5.1, 2.5.3.
Разд.4. (Измененная редакция, Изм. N 4, 5).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка
5.1.1. ПП, ГПК маркируют в соответствии с требованиями КД. Маркировку наносят на поверхность ПП. Для малогабаритных изделий маркировку допускается выполнять на бирке.
5.1.2. Маркировку выполняют методом получения проводящего рисунка и (или) маркировочной краской.
5.1.3. Маркировка должна содержать:
товарный знак предприятия-изготовителя (по согласованию с представителем заказчика);
обозначение ПП, ГПК;
дату изготовления (год и месяц);
порядковый номер изменения.
Примечания:
1. Товарный знак ставится при поставке изделий на другие предприятия-потребители.
2. По согласованию с представителем заказчика маркировка может содержать и другую информацию.
5.2. Упаковка
5.2.1. Перед упаковкой на ПП, ГПК наносят консервирующее покрытие.
По согласованию с предприятием-потребителем допускается консервирующее покрытие не наносить.
5.2.2. Упаковка может быть индивидуальной и групповой. Она должна исключать возможность механических повреждений ПП, ГПК при транспортировании и попадание пыли, влаги и других загрязнений на их поверхность.
5.2.3. В качестве упаковочных материалов используют конденсаторную по ГОСТ 1908-82 или кабельную по ГОСТ 645-79* бумагу, полиэтиленовые мешки по ГОСТ 10354-82 и другие материалы, не являющиеся источниками загрязнения или повреждения поверхности ПП, ГПК.
________________
* Действует ГОСТ 645-89. - .
5.2.4. Для поставок ПП и ГПК на другие предприятия-потребители упаковка должна соответствовать категории КУ-ЗА, тип внутренней упаковки ВУ-1, тип тары ТЭ-11, ТЭ-12, ТЭ-13 или ТФ-11; ТФ-12, ТФ-13 по ГОСТ 23216-78.
Упаковывание ПП, ГПК осуществляют в соответствии с НТД, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 5).
5.2.5. Распаковывание ПП и ГПК в зимнее время следует проводить в отапливаемом помещении, предварительно выдержав их в этом помещении нераспечатанными не менее 4 ч.
5.2.6. Тип внутренней упаковки и тары для межцехового транспортирования ПП и ГПК на территории предприятия устанавливает завод-изготовитель.
5.3. Транспортирование
5.3.1. ПП и ГПК транспортируют любым видом транспорта на любое расстояние. Условия транспортирования должны соответствовать группе С ГОСТ 23216-78.
5.4. Хранение
5.4.1. ПП и ГПК хранят в складских помещениях категории 1 (Л) по ГОСТ 23216-78.
В помещениях, где хранятся ПП и ГПК, а также в соседних с ними не должны находиться химикаты и другие материалы, являющиеся источниками агрессивных паров.
5.4.2. Срок хранения ПП с неоплавленным защитным покрытием со дня изготовления до установки и припайки на нее навесных электрорадиоэлементов - 6 мес, с оплавленным - 9 мес.
Срок хранения ГПК со дня изготовления до установки в состав РЭС - 6 мес.
В случае истечения срока хранения перед запуском их в производство следует провести повторный контроль ОТК на соответствие пп.2.3.1.1-2.3.1.4, 2.5.4 настоящего стандарта.
Срок хранения ПП и ГПК в составе ЗИП РЭС при соблюдении требований п.5.4.1 - 20 лет со дня приемки.
Разд.5. (Измененная редакция, Изм. N 4).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие ПП и ГПК требованиям настоящего стандарта при соблюдении потребителем условий транспортирования, хранения и эксплуатации.
6.2. Гарантийный срок эксплуатации ПП и ГПК - 20 лет со дня ввода их в эксплуатацию.
6.3. Гарантийная наработка ПП и ГПК - 50000 ч со дня ввода их в эксплуатацию.
Разд.6. (Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
СОПРОВОДИТЕЛЬНЫЙ ЛИСТ N _________
НА ПАРТИЮ ПП (ГПК)
Номер партии материала | ||||||
Номер чертежа | Дата выпуска | |||||
Но- мер пар- тии | Объем партии | Но- мер опера- ции | Наимено- | Дата прове- | Испол- | Коли- чество приня- тых ПП | Коли- чество неприня- | При- | Предста- | Номера тест- | Номера металло- |
Технолог | ||||||
подпись | инициалы и фамилия | |||||
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРОТОКОЛ
ПРИЕМО-СДАТОЧНЫХ ИСПЫТАНИЙ ПП (ГПК)
изготовленных | |||||||||
методом из материала | |||||||||
Партия N | Число испытываемых ПП (ГПК) | ||||||||
Дата изготовления ПП (ГПК) | 19 | ||||||||
Дата проведения испытаний | 19 | ||||||||
Наименование испытания | Номер пункта по ГОСТ | Результаты испытаний | |||
технических | методов испытаний | Исполнитель | ОТК | ПЗ | |
Соответствие конструкторской документации | 1.1, 1.2, | 4.2.1 | |||
Соответствие используемых диэлектрических материалов требованиям ГОСТ 10316-78, ГОСТ 26246-84 и НТД на материалы | 2.1.2 | 4.2.2 | |||
Внешний вид и конструкция | 2.2.1, | 4.2.7 | |||
Внешний вид и конструкция | 2.3.3.1, | ||||
Перпендикулярность сторон | 2.1.4 | 4.2.4 | |||
Деформация | 2.1.3 | 4.2.3 | |||
Правильность монтажных соединений | 2.5.1 | 4.2.12 | |||
Сопротивление электрических цепей | 2.5.2 | 4.2.13 | |||
Сопротивление изоляции при температуре (25±10) °С и относительной влажности (93±3)% | 2.5.4 | 4.2.15 | |||
Паяемость | 2.3.1.4 | 4.2.8 | |||
Толщина слоя меди в отверстии | 2.3.4.1 | 4.2.10 | |||
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ПРОТОКОЛ
ПЕРИОДИЧЕСКИХ ИСПЫТАНИЙ ПП (ГПК)
изготовленных | ||||||||||
методом из материала | , партия N | |||||||||
число испытываемых ПП (ГПК) | шт. | |||||||||
Дата изготовления ПП (ГПК) | 19 | г., партия | ||||||||
Дата проведения испытаний | 19 | г. | ||||||||
Наименование испытания | Номер пункта ГОСТ | Требования ГОСТ | Результаты испытаний | |
технических требований | методов испытаний | |||
Исполнитель | |||||
подпись | фамилия и инициалы | ||||
Представитель ОТК | |||||
подпись | фамилия и инициалы | ||||
Представитель заказчика | |||||
подпись | фамилия и инициалы | ||||
ПРИЛОЖЕНИЕ 4
Рекомендуемое
МЕТОДИКА ПРОВЕДЕНИЯ НЕРАЗРУШАЮЩЕГО
КОНТРОЛЯ ПАЯЕМОСТИ ПП И ГПК
Паяемость ПП и ГПК следует определять электропаяльником и оценивать по качеству заполнения металлизированных отверстий припоем и качеству лужения контактных площадок.
1. Определение паяемости поверхности металлизированные отверстий.
1.1. На ПП выбирают 8-10 металлизированных отверстий, расположенных по диагонали. Испытания следует проводить с флюсом ФКСп (40% канифоли и 60% этилового спирта), изготавливаемым нормативно-технической документации на флюс конкретного типа, и припоем ПОС 61 по ГОСТ 21930-76 или ПОССу 61-0,5 по ГОСТ 21930-76.
1.2. Паяемость отверстий определяют электропаяльником мощностью от 20 до 40 Вт (в зависимости от толщины платы) при условии соответствия конструкции паяльника требованиям ГОСТ 26246-84, в следующей последовательности:
флюсуют отверстия флюсом при помощи кисти;
паяют отверстия припоем однократным прикасанием жала паяльника к контактной площадке отверстия, не перекрывая полностью отверстие стержнем паяльника; температура пайки от 250 до 280 °С, время пайки печатных плат толщиной 0,8-1,0 мм - 2 с; 1,5 мм - 3 с; 2 мм - 4 с; 2,5-3,0 мм - 5 с;
удаляют остатки флюса и проверяют качество заполнения отверстий припоем на соответствие черт.1 настоящего стандарта.
2. Определение паяемости контактных площадок ПП и ГПК.
2.1. На ПП или ГПК выбирают 5-10 контактных площадок, расположенных по диагонали.
Испытание проводят с флюсом и припоем тех марок, которые указаны в п.1.1 настоящего приложения.
2.2. Паяемость контактных площадок определяют электропаяльником мощностью от 20 до 400 Вт при условии соответствия конструкции паяльника требованиям ГОСТ 26246-84 в следующей последовательности:
флюсуют контактные площадки флюсом при помощи кисти;
лудят контактные площадки припоем однократным прикасанием жала паяльника при температуре от 250 до 270 °С в течение 2-3 с;
удаляют остатки флюса;
проверяют качество лужения.
Поверхности контактных площадок ПП и ГПК должны быть покрыты гладким непрерывным слоем припоя.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1991
{kind=link}