ГОСТ Р 57613-2017
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЭЛЕКТРОДЫ ГРАФИТИРОВАННЫЕ И НИППЕЛИ К НИМ
Технические условия
Graphite electrodes and nipples. Specifications
ОКС 25.180.10
Дата введения 2018-08-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Уральский электродный институт" (ОАО "Уралэлектродин")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 109 "Электродная продукция"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 16 августа 2017 г. N 898-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ. Февраль 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Графитированные электроды и ниппели к ним (далее - электроды и ниппели) являются важным элементом электродуговых печей при производстве стали и сплавов. Они являются расходуемыми токоподводами линии высокого напряжения, позволяющими разжечь и поддерживать горение дуги между торцами электродов и металлом, и в определенной степени лимитируют производительность электропечных агрегатов.
Современная модернизация электросталеплавильного производства путем интенсификации плавления лома в электрических печах с использованием мощных трансформаторов и внедрение внепечной обработки стали изменили условия эксплуатации электродов и, соответственно, повысились требования к их качеству. В свою очередь модернизация техники и технологии электродного производства обеспечили существенное повышение качества электродной продукции.
Вместе с тем условия эксплуатации электродов в различных технологических процессах плавки металлов при различных электрических параметрах дуговых печей при производстве сталей, ферросплавов, абразивов, цветных металлов существенно отличаются. Соответственно каждому типу печей требуются электроды с определенным комплексом свойств.
Электродная промышленность выпускает широкий ассортимент электродов как по типоразмерам, так и по физико-механическим свойствам в соответствии с потребностями металлургического комплекса.
1 Область применения
Настоящий стандарт распространяется на графитированные электроды диаметром от 75 до 750 мм и ниппели к ним (далее - электроды и ниппели), предназначенные для дуговых сталеплавильных, рафинировочных ферросплавных, руднотермических печей, дуговых агрегатов "печь-ковш", печей постоянного тока и других электротермических устройств.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие документы:
ГОСТ 12.1.005 Система стандартов безопасности труда. Воздух рабочей зоны. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.3.009 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 12.4.011 Система стандартов безопасности труда. Средства защиты работающих. Общие требования и классификация
ГОСТ 12.4.021 Система стандартов безопасности труда. Системы вентиляционные. Общие требования
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 9078 Поддоны плоские. Общие технические условия
_______________
Действует ГОСТ 33757-2016 "Поддоны плоские деревянные. Технические условия".
ГОСТ 9142 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9570 Поддоны ящичные и стоечные. Общие технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23775 Изделия углеродные. Метод определения предела прочности на сжатие, изгиб, разрыв (диаметральное сжатие)
ГОСТ 23776-79 Изделия углеродные. Методы измерения удельного электрического сопротивления
ГОСТ 28840 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ Р 53228 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 53350 (ИСО 668:1995) Контейнеры грузовые серии 1. Классификация, размеры и масса
ГОСТ Р 54253 Материалы углеродные. Метод определения температурного коэффициента линейного расширения
ГОСТ Р 56973 Графитированные электроды для электродуговых печей. Эксплуатация
ГОСТ Р МЭК 60239 Графитированные электроды для электродуговых печей. Размеры и обозначения
СП 2.2.1.1312 Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р МЭК 60239.
4 Марки и размеры
4.1 В зависимости от используемого сырья, технологических особенностей производства и типа потребляющих печных агрегатов электроды изготовляют марок: ЭГСП-UHP, ЭГПК-SHP, ЭГП-НР, ЭГ-RP,
где Э - электрод;
Г - графитированный;
С - специальный;
П - пропитанный;
К - композитный;
UHP - тип потребляющих печных агрегатов - дуговые печи сверхвысокой мощности и мощные ковшовые печи с плотностью тока на электродах до 35 А/см;
SHP - тип потребляющих печных агрегатов - дуговые и ковшовые печи высокой мощности с плотностью тока на электродах до 30 А/см;
HP - тип потребляющих печных агрегатов - дуговые печи средней мощности с плотностью тока на электродах до 25 А/см;
RP - тип потребляющих печных агрегатов - дуговые печи низкой мощности с плотностью тока на электродах до 20 А/см.
Ниппели изготовляют марок: НС, Н,
где Н - ниппель;
С - специальный.
4.2 Размеры, допуски длины и диаметра электродов, размеры, допуски и резьбовые элементы для электродных гнезд и ниппелей конусовидной формы, используемых с электродами, и их обозначения соответствуют требованиям ГОСТ Р МЭК 60239.
4.3 Размеры электродов должны соответствовать указанным в таблице 1 (по ГОСТ Р МЭК 60239).
Таблица 1 - Размеры электродов по диаметру и номинальной длине, стандартные
В миллиметрах
Диаметр | Номинальная длина | ||
Номинальный | Максимальный | Минимальный | |
75 | 78 | 73 | 1000/1200/1500 |
100 | 103 | 98 | |
130 | 132 | 127 | |
150 | 154 | 149 | 1200/1500/1800 |
175 | 179 | 174 | |
200 | 205 | 200 | 1500/1800 |
225 | 230 | 225 | |
250 | 256 | 251 | 1500/1800/2100 |
300 | 307 | 302 | |
350 | 358 | 352 | 1500/1800/2100/2400 |
400 | 409 | 403 | |
450 | 460 | 454 | 1500/1800/2100/2400/2700 |
500 | 511 | 505 | |
550 | 562 | 556 | |
600 | 613 | 607 | |
650 | 663 | 659 | |
700 | 714 | 710 | |
750 | 765 | 761 | 2400/2700 |
4.4 По согласованию с потребителем электроды изготовляют с размерами, указанными в таблице 2. При заказе и поставке электродов с такими размерами перед обозначением их диаметров добавляется буква Р (рядовые размеры).
Таблица 2 - Размеры электродов по диаметру и номинальной длине, рядовые
В миллиметрах
Диаметр | Номинальная длина | ||
Номинальный | Максимальный | Минимальный | |
75 | 77 | 73 | 1000/1200/1500 |
100 | 102 | 98 | |
130 | 127 | 123 | |
150 | 153 | 148 | 1200/1500/1800 |
200 | 202 | 198 | 1500/1800 |
225 | 228 | 223 | |
250 | 253 | 247 | 1500/1800/2100 |
300 | 303 | 297 | |
350 | 353 | 347 | 1500/1800/2100/2400 |
400 | 403 | 397 | |
4.5 Электроды изготовляют с ниппельным гнездом с резьбой двух типов:
- у электродов с номинальным диаметром от 75 до 750 мм могут быть исполнены гнезда с четырьмя витками резьбы на 1 дюйм (25,4 мм), (тип Т4), шаг резьбы 6,35 мм;
- у электродов с номинальным диаметром от 225 до 550 мм могут быть исполнены гнезда с тремя витками резьбы на 1 дюйм (25,4 мм), (тип Т3), шаг резьбы 8,47 мм.
Для гнезд электродов с номинальным диаметром от 350 до 700 мм с резьбой типа Т4 можно использовать два различных значения глубины гнезда: нормальные гнезда (тип N) и длинные гнезда (тип L), относящиеся к двум разным значениям длины ниппеля.
Для гнезд электродов с номинальным диаметром от 350 до 500 мм с резьбой типа Т3 можно использовать два различных значения глубины гнезда: нормальные гнезда (тип N) и длинные гнезда (тип L), относящиеся к двум разным значениям длины ниппеля.
Размерные требования к исполнению резьбовых соединений с конической резьбой приведены в ГОСТ Р МЭК 60239 или в технологической документации, утвержденной в установленном порядке на предприятии-изготовителе.
4.6 По согласованию с потребителем электроды диаметром до 200 мм включительно и ниппели к ним изготовляют с цилиндрической резьбой в соответствии с таблицей 3 и рисунками 1 и 2. В заказе потребителя для электродов диаметром 200 мм должен быть указан тип резьбы.
Таблица 3 - Размеры ниппелей и ниппельных гнезд электродов с цилиндрической резьбой
В миллиметрах
Номи- | Ниппель | Ниппельное гнездо | |||||||
d | L | Глубина Н | Шаг резьбы | ||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
75 | 41,2 | -0,5 | 103,0 | -1,0 | 35,1 | +0,5 | 53,0 | +2,0 | 8,47 |
100 | 66,7 | 135,0 | 60,6 | 69,0 | |||||
125, 130 | 69,8 | 153,0 | 63,7 | 78,0 | |||||
150 | 88,9 | 169,0 | 82,8 | 86,0 | |||||
200 | 122,2 | 203,0 | 116,1 | 103,0 | |||||
4.7 Допуски сечений резьбы ниппелей и гнезд могут быть отрегулированы с учетом теплофизических свойств материала ниппелей и электродов и условий работы дуговых печей и указаны в технологической документации, утвержденной в установленном порядке на предприятии-изготовителе.
4.8 Допускается поставка электродов с местным углублением поверхности. Местным углублением поверхности считается часть поверхности электрода, которой не коснулся инструмент в процессе механической обработки. Диаметр электрода с учетом местных углублений поверхности не должен быть меньше минимального размера более чем на 3 мм. Количество электродов с местным углублением поверхности не должно превышать 10% поставки.
4.9 Ниппели к электродам могут быть изготовлены с пылесборными пазами и укомплектованы стопорными пробками. Количество пазов и отверстий под стопорные пробки, а также размеры пазов и отверстий под стопорные пробки и допуски на размеры определяются технологической документацией, утвержденной в установленном порядке на предприятии-изготовителе.
|
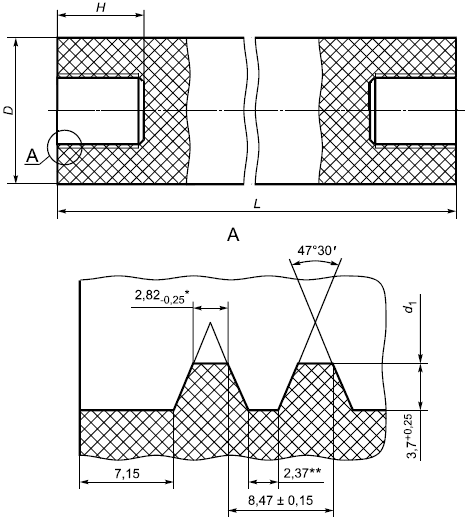
______________
* Размер обеспечивается инструментом.
** Размер для справок.
Примечания
1 Накопленное отклонение шага резьбы в пределах длины свинчивания не должно быть более ±0,15 мм.
2 Начало нитки резьбы ниппельного гнезда должно быть зачищено до полного профиля резьбы на глубину не более 15 мм от торца.
3 Форма дна ниппельного гнезда электрода определяется кинематикой движения режущего инструмента. У дна ниппельного гнезда не допускается недорез более 14,8 мм.
Рисунок 1 - Графитированный электрод с цилиндрической резьбой
|
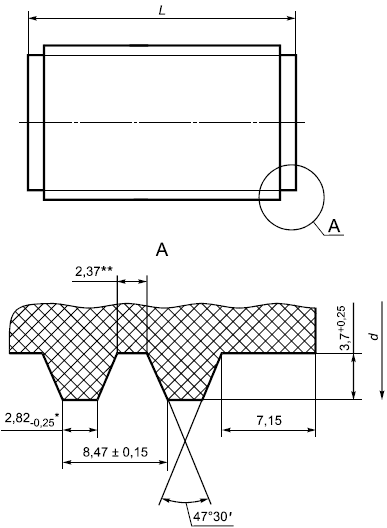
_______________
* Размер обеспечивается инструментом.
** Размер для справок.
Примечания
1 Накопленное отклонение шага резьбы в пределах длины свинчивания не должно быть более ±0,15 мм.
2 Начало нитки резьбы ниппеля должно быть зачищено до полного профиля резьбы на длину не более 15 мм от торца.
3 Допуск угла профиля резьбы должен укладываться в поле допуска на размер 2,82 мм обеспечивается инструментом.
4 На торцевых поверхностях ниппеля допускается фаска шириной не более 4 мм.
Рисунок 2 - Графитированный ниппель с цилиндрической резьбой
4.10 По согласованию с потребителем допускается поставка электродов и ниппелей с размерами и значениями предельных отклонений, отличающимися от приведенных в настоящем стандарте и ГОСТ Р МЭК 60239.
4.11 На электродах диаметром 250 мм и более на поверхности в районе дна ниппельного гнезда наносится белая линия, ограничивающая зону зажима стыка электродов в электрододержателе при эксплуатации.
4.12 Электроды обозначают согласно номинальному диаметру, номинальной длине и обозначению гнезда.
Пример условного обозначения электродов при их заказе и в документации другой продукции, в которой они могут быть применены:
Графитированный электрод марки ЭГСП, предназначенный для дуговых печей сверхвысокой мощности (UHP), диаметром 600 мм, длиной 2400 мм, с ниппельным гнездом с резьбой для ниппеля диаметром 317 мм, с шагом резьбы 4 витка на дюйм (6,35 мм), длинным ниппелем:
- ЭГСП-UHP 600x2400x317T4L по ГОСТ Р 57613-2017.
4.13 Ниппели обозначают согласно номинальному диаметру, его длине и обозначению соответствующего ниппельного гнезда электродов.
Пример условного обозначения ниппелей при их заказе и в документации другой продукции, в которой они могут быть применены:
Ниппель марки НС диаметром 317 мм, с шагом резьбы 4 витка на дюйм (6,35 мм), длинный:
- НС 317T4L по ГОСТ Р 57613-2017.
4.14 По согласованию с потребителем допускается изменение маркировки.
5 Технические требования
5.1 Физико-механические показатели электродов и ниппелей должны соответствовать указанным в таблицах 4 и 5, масса ниппелей должна соответствовать указанной в таблице 6.
Таблица 4 - Физико-механические показатели электродов
Наименование показателя | Номинальный диаметр, мм | Марка электродов | |||
ЭГ-RP | ЭГП-НР | ЭГПК-SHP | ЭГСП-UHP | ||
1 Удельное электрическое сопротивление, мкОм·м | 75-200 | 5,0-11,0 | 5,0-7,5 | 4,5-6,0 | 4,0-5,5 |
225-750 | 7,0-11,0 | 5,0-7,5 | 4,5-6,5 | 4,0-6,0 | |
2 Предел прочности на изгиб, МПа | 75-200 | 8,0-15,0 | 10,0-18,0 | ||
225-450 | 6,5-14,0 | 9,0-17,0 | 9,0-14,0 | ||
500-750 | 6,5-9,5 | 8,0-15,0 | 8,0-13,0 | ||
3 Объемная плотность, г/см | 75-200 | 1,55-1,67 | 1,65-1,76 | 1,65-1,78 | |
225-450 | 1,55-1,65 | 1,65-1,75 | 1,65-1,78 | ||
500-750 | 1,54-1,64 | 1,65-1,75 | |||
4 Температурный коэффициент линейного расширения, ·10 | |||||
от 20°С до 520°С | 225-750 | - | - | 1,7 | 1,5 |
от 20°С до 100°С | - | - | 0,2-0,9 | 0,2-0,7 | |
Таблица 5 - Физико-механические показатели ниппелей
Наименование показателя | Марка ниппеля | |
НС | Н | |
1 Удельное электрическое сопротивление, мкОм·м, не более | 5,5 | 7,0 |
2 Предел прочности на изгиб, МПа, не менее, для электродов диаметром: 75-200 мм | - | 12,0 |
225-400 мм | 15,0 | 14,0 |
450-750 мм | 18,0 | - |
3 Объемная плотность, г/см | 1,70 | 1,65 |
450-750 мм | 1,74 | - |
4 Температурный коэффициент линейного расширения, ·10 | ||
от 20°С до 520°С | 1,5 | - |
от 20°С до 100°С | 0,2-0,7 | - |
Таблица 6 - Масса ниппелей
Диаметр электрода, мм | Обозначение ниппеля | Масса ниппеля, кг, не менее | |
Марка ниппеля | |||
НС | Н | ||
250 | 152T4N | 4,5 | 4,3 |
300 | 177T4N | 7,1 | 6,9 |
350 | 203T4N | 11,0 | 10,6 |
350 | 203T4L | 12,6 | 12,0 |
400 | 222T4N | 15,3 | 14,9 |
400 | 222T4L | 17,0 | 16,5 |
450 | 241T4L | 21,0 | - |
500 | 269T4L | 32,8 | - |
550x1800-2400 | 298T4L | 41,3 | - |
550x2700 | 298T4L | 42,0 | - |
600x1800-2400 | 317T4L | 48,0 | - |
600x2700 | 317T4L | 49,0 | - |
650 | 355T4L | * | - |
700 | 374T4L | * | - |
750 | 406T4L | * | - |
* Масса ниппеля определится после сбора статистических данных. | |||
5.2 Отклонение от перпендикулярности торца электрода относительно его образующей поверхности не должно быть более 0,2 мм для электродов диаметром до 300 мм включительно, 0,3 мм для электродов диаметром от 350 до 600 мм включительно, 0,2 мм для электродов диаметром от 650 до 750 мм включительно.
5.3 Отклонение от прямолинейности (вогнутость) в плоскости торцевых поверхностей электрода не должно быть более 0,15 мм. Выпуклость не допускается.
5.4 На поверхности электрода не допускаются:
а) сколы кромок торца глубиной более 8 мм, суммарной длиной более 40 мм;
б) поверхностные дефекты глубиной более 8 мм, длиной более 20 мм;
в) трещины.
5.5 Отклонение от соосности ниппельного гнезда относительно образующей поверхности электрода не должно быть более 1,5 мм.
5.6 Отклонение от крутости ниппельного гнезда по внутреннему диаметру не должно быть более 0,6 мм на участке до 60°.
5.7 На торцах ниппеля не учитываются углубления от зацентровки, зажимного устройства и необработанные участки до половины поверхности торца.
5.8 На поверхности ниппеля и ниппельного гнезда не допускаются:
а) более двух дефектов ниток резьбы размером от 5 до 15 мм каждый;
б) трещины.
5.9 На поверхности электрода, ниппеля и ниппельного гнезда не учитываются структурные трещины и дефекты размером менее 5 мм.
Примечание - Структурные трещины - трещины шириной не более 0,3 мм, расположенные вокруг зерен углеродного материала.
5.10 На трех средних нитках резьбы ниппеля не учитываются дефекты резьбы, обусловленные технологией изготовления ниппеля.
5.11 По согласованию с потребителем допускается поставка электродов и ниппелей с отличными от требований настоящего стандарта характеристиками по геометрическим параметрам, допускам и физико-механическим показателям.
6 Требования безопасности
6.1 Основным вредным производственным фактором при производстве электродов и ниппелей, отборе проб, проведении анализов является пыль углерода. Предельно допустимая концентрация (ПДК) пыли углерода в воздухе рабочей зоны производственных помещений - 6,0 мг/м по ГОСТ 12.1.005.
6.2 По степени воздействия на организм человека пыль углерода относится к третьему классу опасности по ГОСТ 12.1.007.
6.3 Общие санитарно-гигиенические требования к воздуху рабочей зоны в производственных помещениях при изготовлении, транспортировании и хранении электродов и ниппелей - по ГОСТ 12.1.005.
6.4 Производственные помещения должны быть оборудованы общеобменной приточно-вытяжной вентиляцией в соответствии с ГОСТ 12.4.021, СП 2.2.1.1312, обеспечивающей содержание вредных веществ в концентрациях не выше предельно допустимой.
В помещениях должны быть вода, аптечка с медикаментами для оказания первой помощи, необходимый противопожарный инвентарь.
6.5 Погрузочно-разгрузочные работы - по ГОСТ 12.3.009 и [1].
6.6 Требования безопасности при производстве, транспортировании и хранении электродов и ниппелей - по ГОСТ 12.1.007.
6.7 Безопасность проведения анализов должна определяться инструкциями по охране труда предприятия, утвержденными в установленном порядке.
6.8 Требования безопасности при работе с испытательными машинами при определении предела прочности - по ГОСТ 28840.
6.9 Требования безопасности при проведении испытаний на удельное электрическое сопротивление должны соответствовать [2] и [3].
6.10 Работающие с электродами и ниппелями должны быть обеспечены средствами индивидуальной защиты по ГОСТ 12.4.011.
7 Комплектность
7.1 Электроды поставляют в комплекте с ниппелями (один ниппель на каждый электрод). Удельное электрическое сопротивление ниппелей не должно быть больше удельного электрического сопротивления электродов.
7.2 Электроды диаметром 250-750 мм поставляют с вкрученным ниппелем с одной стороны в комплекте со стопорными пробками.
Допускается фиксация вкрученного ниппеля в гнезде в соответствии с технологической документацией предприятия-изготовителя.
7.3 По согласованию с потребителем допускается поставка электродов отдельно от ниппелей и ниппелей без стопорных пробок.
8 Правила приемки
8.1 Приемку электродов и ниппелей осуществляют партиями. За партию считают количество заготовок одной кампании графитации, оформленных документом о качестве, удостоверяющим соответствие электродов и ниппелей требованиям настоящего стандарта.
Примечание - Кампания графитации - количество электродов и ниппелей, полученных в процессе термической обработки по заданному технологическому режиму в отдельной графитировочной печи.
Документ о качестве должен содержать:
- наименование или товарный знак поставщика;
- обозначение настоящего стандарта;
- марку и диаметр электрода и/или диаметр электрода, для которого предназначен ниппель;
- физико-механические показатели;
- количество и массу ниппелей и электродов по маркам;
- номер и дату выдачи документа;
- номер контролера или штамп ОТК.
Документ о качестве вместе со счетом должен быть получен потребителем не позднее прибытия электродов.
8.2 Для контрольной проверки соответствия электродов и ниппелей требованиям настоящего стандарта проводят приемо-сдаточные испытания.
8.3 Приемо-сдаточным испытаниям подвергают электроды и ниппели, отобранные от каждой партии методом случайной выборки в объеме, последовательности и количестве, указанных в таблице 7.
Таблица 7
Наименование показателя | Пункт | Количество заготовок от партии, подлежащих контролю | |
технических требований | метода контроля | ||
1 Геометрические параметры: | |||
- электродов | 4.3, 4.4, 4.6, 4.8, 4.10 | 9.1 | 15%, но не менее 10 заготовок от сменной выработки одного сечения |
- ниппелей | 4.2, 4.5, 4.6, 4.9, 4.10 | 9.1 | 10%, но не менее 10 заготовок от сменной выработки одного сечения |
2 Удельное электрическое сопротивление: | |||
- электродов диаметром менее 225 мм | 5.1 | 9.2 | 15%, но не менее 10 шт. |
- электродов диаметром от 225 мм и более, ниппелей или ниппельных заготовок для электродов всех диаметров | 5.1 | 9.2 | 100% |
3 Предел прочности на изгиб | 5.1 | 9.3 | 1,0%, но не менее 3 шт. |
4 Объемная плотность: | |||
- электродов | 5.1 | 9.4 | 1,0%, но не менее 3 шт. |
- ниппелей | 5.1 | 9.4 | 1,0%, но не менее 3 шт. |
5 Температурный коэффициент линейного расширения: | |||
- электродов диаметром от 250 до 400 мм | 5.1 | 9.5 | 0,3% от каждой пятой партии |
- электродов диаметром от 450 до 750 мм | 5.1 | 9.5 | 0,3% от каждой второй партии, но не менее 3 шт. |
6 Масса ниппелей: | |||
- к электродам диаметром от 250 до 400 мм | 5.1 | 9.6 | 20% от сменной выработки |
- к электродам диаметром 450 мм и более | 5.1 | 9.6 | 100% |
7 Отклонение: | |||
- от перпендикулярности торца электрода относительно его образующей поверхности | 5.2 | 9.1 | 3,0%, но не менее 10 шт. |
- от прямолинейности в плоскости торцевых поверхностей | 5.3 | 9.1 | 3,0%, но не менее 10 шт. |
8 Сколы, поверхностные дефекты, трещины на электродах | 5.4 | 9.7 | 100% |
9 Отклонение: | |||
- от соосности ниппельного гнезда относительно образующей поверхности электрода | 5.5 | 9.1 | 3,0%, но не менее 10 шт. |
- от крутости ниппельного гнезда по внутреннему диаметру | 5.6 | 9.1 | 3,0%, но не менее 10 шт. |
10 Дефекты ниток резьбы, трещины на ниппелях и ниппельных гнездах | 5.8 | 9.7 | 100% |
11 Комплектность | 10 | 9.8 | 100% |
8.4 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному показателю таблиц 1-6 проводят повторные испытания удвоенного числа электродов и ниппелей той же партии по тому же показателю.
Результаты повторных приемо-сдаточных испытаний распространяются на всю партию.
8.5 При получении неудовлетворительных результатов повторных приемо-сдаточных испытаний хотя бы по одному показателю проводят 100%-ный контроль по данному показателю.
9 Методы контроля
9.1 Геометрические параметры электродов и ниппелей проверяют измерительным или специальным инструментом в соответствии с нормативными и технологическими документами, утвержденными в установленном порядке.
Размеры электрода проверяют универсальным или специальным измерительным инструментом: диаметр электрода - инструментом, обеспечивающим точность измерения 0,1 мм; длину электрода - инструментом, обеспечивающим точность измерения 1 мм.
9.2 Удельное электрическое сопротивление электродов и ниппельных заготовок определяют по ГОСТ 23776-79, раздел 1. Расстояние между потенциальными зондами должно быть (600±3,0) мм. Относительная погрешность измерения при доверительной вероятности 0,95 не превышает ±5%.
Удельное электрическое сопротивление ниппелей определяют по ГОСТ 23776-79, раздел 4.
При проведении измерений по разделу 4 ГОСТ 23776-79 используют значения коэффициента К, приведенные в таблице 8; радиус расположения токовых зондов (50±2) мм, число токовых зондов в одном датчике - 20.
Таблица 8
Размеры в миллиметрах
Номинальный диаметр электрода/длина ниппеля | Коэффициент К |
75/103,0 | 0,0100 |
100/135,0 | 0,0177 |
125/153,0 | 0,0167 |
150/169,0 | 0,0380 |
200; 225/177,80 | 0,0549 |
250/190,50 | 0,0948 |
300/215,90 | 0,1075 |
350/254,00 | 0,1087 |
350/304,80 | 0,0615 |
400/304,80 | 0,1009 |
400/355,60 | 0,0711 |
450/304,80 | 0,1147 |
450/355,60 | 0,0897 |
500/355,60; 500/372,50 | 0,1135 |
500/457,00 | 0,0853 |
550/355,60; 500/372,50 | 0,1244 |
550/457,00 | 0,1167 |
600/457,20 | 0,1230 |
650/558,8 | * |
700/558,8 | * |
750/609,60 | * |
* Коэффициент К определится после сбора статистических данных. | |
Допускается применение средств измерений типа "УЭСМЕТР" (ОАО "Уралэлектродин"), "ЗОНД" и других с погрешностью не более указанной выше.
Граница относительной погрешности результата измерения с однократным наблюдением при применении средств измерений с погрешностью не более 5% при доверительной вероятности Р=0,95 составляет 15%.
9.3 Пробы для изготовления образцов при определении предела прочности на изгиб отбирают параллельно оси прессования от одного из торцов электродных и/или ниппельных заготовок, отобранных в соответствии с 8.3, в равных количествах от нижнего торца одной заготовки и верхнего торца другой и т.д.
Изготовление образцов и определение предела прочности - по ГОСТ 23775.
9.4 Объемную плотность определяют на образцах для испытания на изгиб по 9.3 путем измерения по ГОСТ 23775 и взвешивания. Измерение проводят штангенциркулем по ГОСТ 166 с погрешностью измерения не более 0,05 мм. Образцы взвешивают на весах лабораторных типа ВЛК-500-М по ГОСТ Р 53228 или аналогичного типа с погрешностью измерения массы образца по шкале не более ±0,1 г.
Объемную плотность образца Дк, г/см, вычисляют по формуле
![]() , (1)
, (1)
где Р - масса образца, г;
V - объем образца, см.
Вычисление объемной плотности проводят с точностью до третьего десятичного знака с последующим округлением до второго десятичного знака.
За результат испытания принимают среднее арифметическое всех определений.
Основная относительная погрешность определения объемной плотности составляет 1,0%.
9.5 Пробы для изготовления образцов при определении температурного коэффициента линейного расширения в интервале температур от 20°С до 520°С отбирают параллельно оси прессования от одного из торцов электродных и/или ниппельных заготовок, отобранных в соответствии с 8.3, в равных количествах от нижнего торца одной заготовки и верхнего торца другой и т.д.
Изготовление образцов и определение температурного коэффициента линейного расширения в интервале температур от 20°С до 520°С - по ГОСТ Р 54253.
Допускается применение других средств измерения с погрешностью не выше указанной в ГОСТ Р 54253.
Температурный коэффициент линейного расширения (ТКЛР) в интервале температур от 20°С до 100°С, ![]() вычисляют по формуле
вычисляют по формуле
![]() , (2)
, (2)
где - поправочный коэффициент, вычисляемый по формуле
![]() , (3)
, (3)
где Т - температура, при которой проводилось определение ТКЛР.
9.6 Массу ниппелей проверяют на весах с погрешностью взвешивания не более 0,5% от верхнего предела измерения.
9.7 Дефекты ниток резьбы, трещины на ниппелях и ниппельных гнездах проверяют внешним осмотром и измерительным инструментом, обеспечивающим погрешность измерения не более 1 мм.
9.8 Соответствие комплектности, маркировки и упаковки проверяют внешним осмотром.
10 Маркировка, упаковка
10.1 Электроды диаметром от 75 до 200 мм маркируют штампом с указанием марки.
10.2 На дно ниппельного гнезда каждого электрода диаметром 225 мм и более должен быть наклеен маркировочный ярлык с указанием:
- наименования или товарного знака поставщика;
- номера партии;
- номера электрода (для специальных электродов диаметром 225 мм и более);
- диаметра, длины;
- массы в килограммах;
- марки;
- обозначения настоящих технических условий;
- штампа ОТК или номера контролера.
10.3 Ниппели к электродам диаметром от 75 до 200 мм маркируют штампом с указанием марки. На торце каждого ниппеля к электродам диаметром 225 мм и более должен быть наклеен маркировочный ярлык с указанием:
- наименования или товарного знака поставщика;
- номера партии, номера ниппеля;
- марки и типа ниппеля;
- массы ниппеля в килограммах;
- обозначения настоящих технических условий;
- штампа ОТК или номера контролера.
Допускается маркировка ниппелей к электродам диаметром от 250 до 400 мм штампом с указанием марки.
Допускается нанесение маркировки другим способом.
10.4 Допускается прикрепление бирки на торце каждого ниппеля к электродам диаметром до 225 мм.
10.5 Допускается внесение дополнительной информации при маркировке.
10.6 При отгрузке электроды формируются в транспортные пакеты, согласованные с потребителем, управлением железной дороги и другими перевозчиками грузов. По согласованию с потребителем допускается отгрузка электродов без упаковки.
10.7 Электроды при отправке в полувагонах должны быть упакованы.
10.8 Упаковка разрабатывается предприятием-изготовителем продукции и должна обеспечивать сохранность груза при транспортировании.
10.9 Торец электрода диаметром 250 мм и более и ниппельное гнездо, в том числе с вкрученным ниппелем, защищают от механических повреждений специальными заглушками из полистирола или других упаковочных материалов.
10.10 Упаковка электродов при транспортировании в универсальных контейнерах по ГОСТ Р 53350, специализированных складных контейнерах СКС-3-5У по [4], крытых вагонах и на автомашинах должна соответствовать схемам, разработанным предприятием-изготовителем.
10.11 Электроды в районы Крайнего Севера и отдаленные районы упаковывают в соответствии с ГОСТ 15846 и отправляют в контейнерах или пакетах. Условия хранения электродов и ниппелей в части воздействия климатических факторов внешней среды - по ГОСТ 15150.
10.12 В случае отгрузки ниппелей отдельно от электродов ниппели упаковывают по маркам в ящики из гофрированного картона по ГОСТ 9142.
Допускается ниппели, упакованные в картонные ящики, формировать в пакет на плоском поддоне по ГОСТ 9078 или в ящичном поддоне по ГОСТ 9570.
Допускается упаковка ниппелей в дощатые неразборные ящики по ГОСТ 2991 или специальную тару, изготовленную по чертежам изготовителя. Свободное пространство между стенками ящика и ниппелями заполняют картонными прокладками или другим упаковочным материалом, предохраняющим ниппели от повреждения и исключающим его примерзание к резьбе.
На каждый ящик и пакет с ниппелями наносят краской или приклеиванием бумажного ярлыка манипуляционный знак "Хрупкое. Осторожно" по ГОСТ 14192.
10.13 Маркировку, характеризующую упакованную продукцию, наносят на маркировочный ярлык или на заглушку торца электрода.
Ярлык изготовляют из фанеры, картона или бумаги и прикрепляют к грузовому месту. Ярлык должен выдерживать длительное воздействие атмосферной влаги и солнечного света.
Ярлык должен содержать следующие данные:
- наименование или товарный знак поставщика;
- наименование, марку;
- номер электрода и ниппеля (для специальных электродов диаметром 225 мм и более);
- обозначение настоящих технических условий;
- диаметр электрода или диаметр электрода, для которого предназначен ниппель;
- количество электродов или ниппелей;
- массу нетто;
- номер партии;
- штамп ОТК или номер контролера.
Допускается наносить на маркировочный ярлык дополнительную информацию.
10.14 На всю деревянную упаковку электродов и ящики для ниппелей на обоих торцах, а также на всех ложементах электродов, предназначенных для отгрузки на экспорт, наносят знак фумигации в соответствии с международными фитосанитарными требованиями.
11 Указания по эксплуатации
Эксплуатация электродов и ниппелей - в соответствии с ГОСТ Р 56973 и с соблюдением требований, установленных технической документацией, утвержденной в установленном порядке.
12 Гарантии изготовителя
12.1 Изготовитель гарантирует соответствие графитированных электродов и ниппелей требованиям, приведенным в настоящем стандарте, при соблюдении потребителем условий транспортирования, хранения и эксплуатации.
12.2 Гарантийный срок хранения электродов и ниппелей не устанавливается.
Библиография
[1] | Правила устройства и безопасной эксплуатации грузоподъемных кранов ПБ10-382-00, утвержденные Госгортехнадзором России |
[2] | Правила технической эксплуатации электроустановок потребителей (ПТЭЭП), утвержденные Минэнерго России |
[3] | Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок (ПОТ Р М-016-2001), утвержденные Минэнерго России |
[4] | ТУ 48-12-54 Контейнеры специализированные складные СКС-3-5У |
УДК 621.3.035:006.354 | ОКС 25.180.10 |
Ключевые слова: графитированные электроды, ниппели, электродуговые печи | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}