ГОСТ IЕС 61029-2-10-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Машины переносные электрические
ЧАСТНЫЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ И МЕТОДЫ ИСПЫТАНИЙ ОТРЕЗНЫХ ШЛИФОВАЛЬНЫХ МАШИН
Safety of transportable motor-operated electric tools. Part 2-10. Particular requirements for cutting-off grinders
МКС 25.140.20, 25.080.60
ОКП 48 3331
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "ИНТЕРСКОЛ" (ЗАО "ИНТЕРСКОЛ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 262 "Инструмент механизированный и ручной"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 ноября 2013 г. N 61-П).
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Настоящий стандарт идентичен международному стандарту IEC 61029-2-10* Safety of transportable motor-operated electric tools - Part 2-10:Particular requirements for cutting-off grinders (Инструменты передвижные с электроприводом. Безопасность. Часть 2-10. Частные требования к отрезным шлифовальным станкам).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом Межгосударственной электротехнической комиссии IEC/TC "Безопасность ручного электрического механизированного инструмента"
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, имеются в ФГУП "".
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
Настоящий межгосударственный стандарт взаимосвязан с техническими регламентами Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования", ТР ТС 004/2011 "О безопасности низковольтного оборудования" и реализует их требования безопасности.
5 Приказом Федерального агентства по техническому регулированию и метрологии от 19 марта 2014 г. N 185-ст межгосударственный стандарт ГОСТ IEC 61029-2-10-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт входит в комплекс стандартов, устанавливающих требования безопасности переносных электрических машин и методы их испытаний.
Настоящий стандарт применяют совместно с ГОСТ IEC 61029-1-2012 "Машины переносные электрические. Общие требования безопасности и методы испытаний", идентичным международному стандарту IEC 61029-1:1990 "Инструменты передвижные с электроприводом. Безопасность. Часть 1: Общие требования".
Настоящий стандарт устанавливает частные требования безопасности и методы испытаний отрезных шлифовальных машин, которые дополняют, изменяют или заменяют соответствующие разделы, подразделы, пункты, таблицы и рисунки IEC 61029-1:1990.
Номера разделов, пунктов, таблиц и рисунков соответствуют приведенным в IEC 61029-2-10:1998. Пункты, дополняющие IEC 61029-1:1990, имеют нумерацию, начиная со 101.
В настоящем стандарте методы испытаний отрезных шлифовальных станков выделены курсивом*.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - .
1 Область применения
По IEC 61029-1 со следующими изменениями:
1.1 Дополнение:
Настоящий стандарт распространяется на отрезные шлифовальные машины, в основном предназначенные для резки металла плоским отрезным абразивным кругом диаметром не более 406 мм при номинальной окружной скорости не более 80 м/с.
2 Нормативные ссылки*
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
По IEC 61029-1.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
По IEC 61029-1 со следующими изменениями:
3.21 Замена:
Нормальная нагрузка (normal load): Нагрузка, при которой машина непрерывно работает при таком крутящем моменте на шпинделе, при котором потребляемая мощность в ваттах равна номинальной потребляемой мощности.
Примечание - Нормальная нагрузка основана на номинальном напряжении или на верхнем пределе диапазона номинального напряжения.
Дополнение:
3.101 отрезные шлифовальные машины (cutting-off grinders): Машины, предназначенные для резки металла плоским абразивным отрезным кругом, закрепленным на шпинделе привода. Привод закреплен на верхнем конце рычага, а его нижний конец шарнирно соединен с основанием. Стол машины имеет зажимное устройство для крепления обрабатываемой детали. Привод с закрепленным на его шпинделе абразивным кругом имеет возможность перемещения к столу (рисунок 101).
3.102 рабочий шпиндель (tool spindle): Шпиндель отрезной шлифовальной машины, служащий для установки на него плоского абразивного отрезного круга и приведения его во вращение.
3.103 защитный кожух (guard): Устройство, частично охватывающее плоский абразивный отрезной круг для защиты пользователей от случайного прикосновения к нему при нормальной эксплуатации, а также от разлета обломков круга внутри защищенной зоны в случае его разрыва.
3.104 фланец в сборе (flange assembly): Средство зажима плоского абразивного отрезного круга на шпинделе машины.
3.105 плоский фланец с выемкой (straight recessed flange): Фланец с центральной выемкой для применения с абразивным отрезным кругом (рисунок 106).
3.106 устройство крепления обрабатываемой детали (workpiece fixing device): Устройство, служащее для закрепления и удержания обрабатываемой детали.
4 Общие требования
По IEC 61029-1.
5 Испытания. Общие положения
По IEC 61029-1.
6 Номинальное напряжение
По IEC 61029-1.
7 Классификация
По IEC 61029-1.
8 Маркировка
По IEC 61029-1 со следующими изменениями:
8.1 Дополнение:
- номинальная частота вращения холостого хода в об/мин;
- максимальный диаметр () используемого круга;
- указание направления вращения абразивного круга.
8.6 Дополнение:
Указание направления вращения шпинделя должно быть выполнено на машине в виде выступающей или утопленной стрелки или иными не менее различимыми и неудаляемыми средствами.
8.13 Дополнение:
Руководство или информационный листок должны содержать все необходимые сведения по безопасной работе с отрезными шлифовальными машинами, в том числе о способах работы, смене абразивных кругов, техническом обслуживании, сборке, транспортировании и т.п.
Помимо этого необходимо включить следующие указания:
- носить защитные очки;
- не пользоваться поврежденными абразивными кругами;
- не использовать отрезные шлифовальные машины без установленных на них защитных кожухов;
- использовать только абразивные круги, рекомендованные изготовителем и имеющие маркировку с указанием частоты вращения, которая равна или выше указанной в маркировке машины;
- прочитывать инструкции по эксплуатации, предоставленные изготовителем круга.
Примечание - Для иллюстрации способов работы могут быть использованы рисунки.
Помимо этого необходимо включить следующие указания:
- указание о способе присоединения пылесборника при его наличии;
- для отрезных шлифовальных машин с плоскими фланцами - рекомендуемую толщину и размер отверстия круга для плоских абразивных отрезных кругов.
9 Защита от поражения электрическим током
По IEC 61029-1.
10 Пуск
По IEC 61029-1.
11 Потребляемая мощность и ток
По IEC 61029-1.
12 Нагрев
По IEC 61029-1.
13 Ток утечки
По IEC 61029-1.
14 Подавление радио- и телепомех
По IEC 61029-1.
15 Защита от проникновения посторонних твердых тел и влагостойкость
По IEC 61029-1.
16 Сопротивление изоляции и электрическая прочность
По IEC 61029-1.
17 Надежность
По IEC 61029-1.
18 Ненормальный режим работы
По IEC 61029-1.
19 Устойчивость и механическая безопасность
По IEC 61029-1 со следующими изменениями:
19.1 Дополнение:
Отрезные шлифовальные машины оборудуются надлежащей системой защитных кожухов, которую невозможно удалить без помощи инструмента.
Система защитных кожухов должна отвечать требованиям 18.1.101.
Примечание - Допускаются иные средства обеспечения необходимой степени механической безопасности при условии, что они также эффективны и надежны, как оговоренные средства.
19.1.101 Защитные кожухи
Защитный кожух входит в состав отрезной шлифовальной машины.
Часть абразивного круга, не производящая резание, должна полностью охватываться неподвижным защитным кожухом.
Остальная часть абразивного круга должна быть защищена подвижным защитным кожухом, закрывающим обод абразивного круга с обеих сторон и автоматически возвращаемым в нерабочее положение при отводе абразивного круга от обрабатываемой детали.
Защитные кожухи должны отвечать приведенным ниже требованиям.
19.1.102 Толщина защитных кожухов
Таблица 101 - Минимальная толщина защитного кожуха
| Прочность на растяжение, Н/мм | |||
>200 | >390 | |||
|
|
|
| |
<250 | 3 | 1,5 | 1,5 | 1,5 |
250 | 4 | 2 | 2 | 1,5 |
300 | 4 | 3 | 2 | 1,5 |
где | ||||
Конструкция и изготовление защитных кожухов должны:
- либо соответствовать указанным в таблице 101 толщине и материалу,
- либо отвечать приведенным ниже требованиям.
Шлифовальная машина должна быть закреплена в подходящем положении.
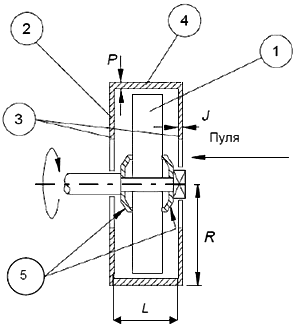
Неармированный абразивный круг, имеющий максимальный размер и толщину, назначенные изготовителем, или специальный испытательный круг такой же формы и массы устанавливают для работы на номинальной частоте вращения шлифовальной машины и заключенный в защитный кожух подвергают следующему испытанию:
- разрыв вызывается выпущенной по кругу пулей или иным подходящим способом. Испытание повторяют три раза, без смены защитного кожуха;
- защитный кожух должен оставаться прикрепленным к шлифовальной машине, не терять эффективности и не иметь видимых трещин при обследовании признанным методом обнаружения трещин, например проникающим красителем или магнитной дефектоскопией. Допускаются незначительные деформации и поверхностные повреждения. Любые крепежные средства, такие, как хомуты и болты, должны оставаться эффективными и подвергаться ответственному обследованию на предмет повреждения.
Примечание - Это испытание является опасным и должно проводиться только в соответствующем образом выполненном и оборудованном испытательном помещении. Это испытание следует проводить внутри полностью защищенного укрытия, которое способно задерживать обломки круга и прочие осколки.
19.1.103 Неподвижный защитный кожух
Защитный кожух должен иметь такую конструкцию, при которой угол раскрытия не должен превышать 165° (рисунок 102).
Во избежание разлета осколков круга перед машиной нижняя передняя часть защитного кожуха должна быть расположена ниже горизонтальной плоскости, пересекающей ось шпинделя, при всех положениях рычага (0).
Если подвижный защитный кожух выполнен из листовой стали толщиной, равной по меньшей мере толщине , и он перекрывает неподвижный защитный кожух, его можно использовать для обеспечения защиты от разрыва круга, и в этом случае на него не распространяется указанное выше требование, что
0.
19.1.104 Подвижный защитный кожух
Подвижный защитный кожух должен иметь конструкцию, которая дополнительно к неподвижному защитному кожуху не допускает физического контакта с кругом.
Должны выполняться следующие минимальные требования.
Минимальные размеры определяются при верхнем положении рычага (рисунки 103 и 104), при этом:
- расстояние сводится к минимуму для обеспечения свободного перемещения рычага;
- размеры и
больше максимального радиуса круга.
Любые зазоры между неподвижными и подвижными защитными кожухами не должны допускать касания круга испытательным пальцем (рисунок 1*).
________________
* Вероятно, ошибка оригинала. Следует читать: "рисунок 101". - .
Подвижный защитный кожух может быть либо сплошным, либо в виде проволочной сетки или перфорированного материала. В двух последних случаях отверстия должны отвечать требованию проверки испытательным пальцем.
Более подробно:
- если предполагается перекрытие между неподвижным и подвижным защитным кожухом (рисунок 103), оно должно быть достаточным для предотвращения доступа к кругу в зоне перекрытия;
- при отсутствии перекрытия зазор между неподвижным и подвижным защитным кожухом не должен превышать 4 мм (соответствует положениям ,
и
на рисунке 104).
Конструкция машины не должна допускать случайного подъема подвижного защитного кожуха при установке и снятии деталей.
Машина также должна иметь конструкцию, исключающую любое случайное опускание подвижного защитного кожуха в случае необходимости его подъема для смены круга.
19.1.105 Машины должны иметь заднее защитное ограждение за кругом для исключения разлета искр, обломков круга и других осколков. Заднее защитное ограждение должно отвечать требованиям, приведенным на рисунке 105, как указано ниже:
- его высота над столом машины должна быть такой, чтобы при верхнем положении рычага верхняя точка защитного ограждения (точка В) была выше касательной круга, проведенной через точку А неподвижного защитного кожуха (0);
- его ширина, симметричная относительно плоскости круга, должна быть такой, чтобы угол между сторонами, проведенными из центра круга к боковым сторонам заднего защитного кожуха, составлял не менее 18°.
19.3 Этот пункт не применяют.
19.101 Устройство крепления обрабатываемой детали
Машины должны иметь устройство для крепления обрабатываемой детали, которое должно быть прикреплено к столу. Использование устройства для крепления обрабатываемой детали должно быть возможным без снятия защитных кожухов. Высота губок должна составлять не менее половины максимальной глубины резания отрезной шлифовальной машины.
Зажимные губки должны иметь возможность регулировки для зажима обрабатываемых деталей всех размеров (до максимально возможного).
19.102 Плоские фланцы с выемкой
Фланцы должны отвечать следующим требованиям:
В случае, когда линейная скорость абразивного круга меньше или равна 63 м/с:
![]() ;
; ![]() ;
; ![]() ; номинальная величина
; номинальная величина 1,0 мм.
В случае, когда линейная скорость абразивного круга больше 63 м/с:
![]() ;
; ![]() ;
; ![]() ; номинальная величина
; номинальная величина 1,0 мм,
где (см. рисунок 106) - диаметр абразивного круга в миллиметрах;
- диаметр фланца в миллиметрах;
- ширина кольцевой части фланца в миллиметрах;
- ширина поверхности зажима фланца в миллиметрах;
- ширина кольцевой части абразивного круга в миллиметрах;
- глубина выемки.
Оба фланца комплекта фланцев должны иметь одинаковые диаметр контакта () и ширину поверхности зажима (
). По меньшей мере один из фланцев должен быть установлен на рабочем шпинделе на шпонке, на резьбе или по горячей посадке.
19.103 Рабочий шпиндель
19.103.1 Характеристики и размеры
Шпиндель должен быть изготовлен из стали с прочностью на растяжение не менее 650 Н/мм и относительным удлинением не менее 10%.
19.103.2 Конец шпинделя
Конструкция отрезных шлифовальных машин должна исключать освобождение абразива в рабочих условиях.
Соответствие проверяют осмотром.
19.104 Отрезные шлифовальные машины должны иметь средства, не допускающие прикосновения к кругу под столом.
20 Механическая прочность
По IEC 61029-1.
21 Конструкция
По IEC 61029-1 со следующими изменениями.
21.17 Дополнение:
Конструкция отрезных шлифовальных машин должна обеспечивать автоматический возврат машины в нерабочее положение при отпускании рукоятки подачи (позиция 6 на рисунке 101).
21.18 Дополнение:
Настройка стола или обрабатываемая деталь не должна влиять на приведение в действие главного выключателя или устройства управления и не должна ограничивать доступ к ним.
21.101 Отрезные шлифовальные машины могут иметь средства пылеотсоса или пылесбора либо устройства для присоединения внешнего оборудования пылеотсоса или пылесбора.
22 Внутренняя проводка
По IEC 61029-1.
23 Комплектующие изделия
По IEC 61029-1.
24 Подключение к сети и внешние гибкие кабели и шнуры
По IEC 61029-1 со следующими изменениями.
24.2 Замена:
Несъемные гибкие кабели или шнуры не должны быть меньше по классу, чем усиленные гибкие кабели с полихлоропреновой оболочкой (условное обозначение 60245 IEC 57).
25 Зажимы для внешних проводов
По IEC 61029-1.
26 Заземление
По IEC 61029-1.
27 Винты и соединения
По IEC 61029-1.
28 Пути утечки, воздушные зазоры и толщина изоляции
По IEC 61029-1.
29 Теплостойкость, огнестойкость и стойкость к образованию токопроводящих мостиков
По IEC 61029-1.
30 Коррозионная стойкость
По IEC 61029-1.
31 Радиация
По IEC 61029-1.
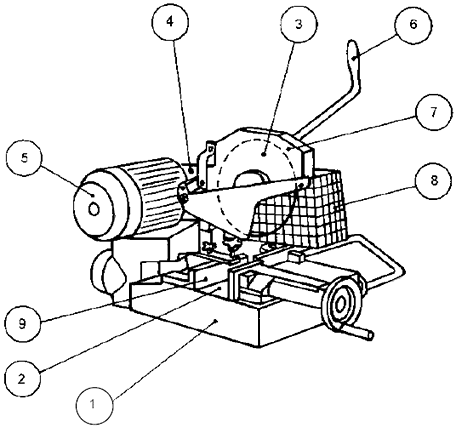
1 - верстак; 2 - стол; 3 - круг; 4 - рычаг; 5 - электродвигатель; 6 - рукоятка подачи; 7 - неподвижный защитный кожух; 8 - подвижный защитный кожух; 9 - устройство крепления обрабатываемой детали.
Примечание - Рисунок приведен только для справки.
Рисунок 101 - Отрезная шлифовальная машина
1 - круг;
2 - защитный кожух; 3 - боковые стороны защитного кожуха; 4 - боковая поверхность защитного кожуха; 5 - фланцы; - толщина боковой стенки защитного кожуха;
- толщина боковых стенок защитного кожуха;
- ширина защитного кожуха;
- внутренний радиус защитного кожуха.
Рисунок 102а
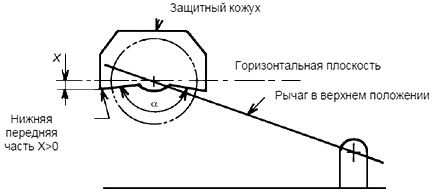
Рисунок 102b
Рисунок 102 - Неподвижный защитный кожух
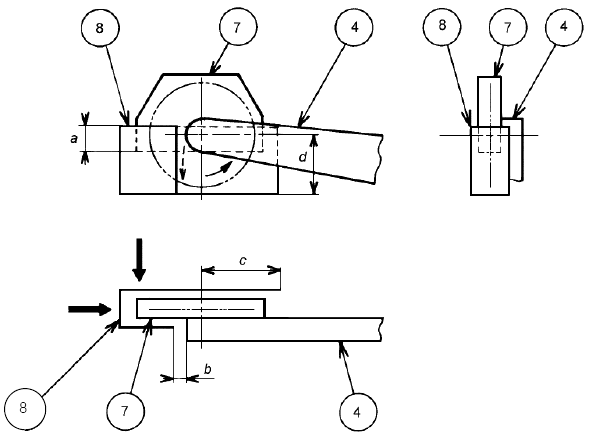
Рисунок 103 - Подвижный защитный кожух с перекрытием
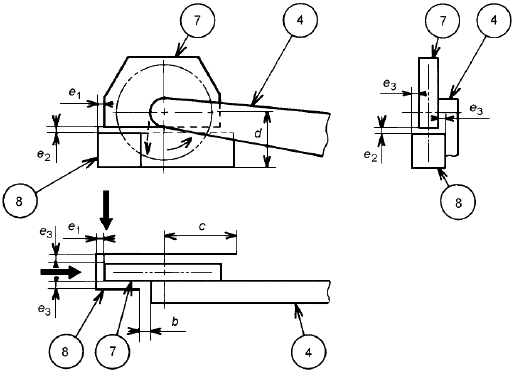
4 - рычаг;
7 - неподвижный защитный кожух; 8 - подвижный защитный кожух.
Рисунок 104 - Подвижный защитный кожух без перекрытия
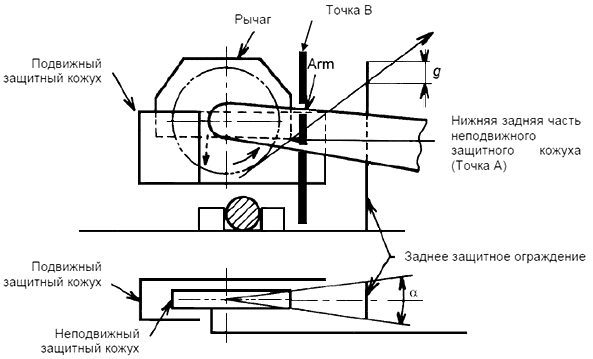
Рисунок 105 - Заднее защитное ограждение
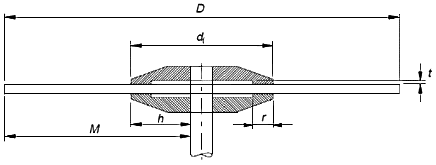
Рисунок 106 - Плоские фланцы с выемкой для плоских абразивных отрезных кругов
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1
Обозначение и наименование международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
IEC 61029-1 Инструменты передвижные с электроприводом. Безопасность. Часть 1: Общие требования | IDT | ГОСТ IEC 61029-1 Машины переносные электрические. Общие требования безопасность и методы испытаний |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: | ||
__________________________________________________________________________
УДК 621.924.5:006.354 МКС 25.140.20, 25.080.60 ОКП 48 3331 IDT
Ключевые слова: машины переносные электрические, безопасность, отрезные шлифовальные машины
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
{kind=link}