ГОСТ 25827-2014
(ISO 297:1988, ISO 7388-1:2007, ISO 7388-2:2007)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ХВОСТОВИКИ ИНСТРУМЕНТОВ С КОНУСОМ 7:24 ДЛЯ РУЧНОЙ И АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА. ТИПЫ A, AD, AF, U, UD, UF, J, JD И JF
Размеры и обозначение
Tool shanks with а 7:24 taper of shank for without automatic and for automatic tool changers. Forms A, AD, AF, U, UD, UF, J, JD И JF. Dimensions and symbol
МКС 25.060.20
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИ ИНСТРУМЕНТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 июня 2014 г. N 45)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 июня 2015 г. N 537-ст межгосударственный стандарт ГОСТ 25827-2014 (ISO 297:1988, ISO 7388-1:2007, ISO 7388-2:2007) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт является модифицированным по отношению к международным стандартам: ISO 297:1988* "Хвостовики инструментов с конусностью 7:24 для ручной смены инструмента" ("7:24 tapers for tool shanks for manual changing", MOD); ISO 7388-1:2007 "Хвостовики инструментов с конусностью 7:24 для автоматической смены инструмента. Часть 1. Размеры и обозначения хвостовиков форм A, AD, AF, U, UD и UF" ("Tool shanks with 7:24 taper for automatic tool changers - Part 1: Dimensions and designation of shanks of forms A, AD, AF, U, UD and UF", MOD); ISO 7388-2:2007 "Хвостовики инструментов с конусностью 7:24 для автоматической смены инструмента. Часть 2. Размеры и обозначения хвостовиков форм J, JD и JF" ("Tool shanks with 7:24 taper for automatic tool changers - Part 2: Dimensions and designation of shanks of forms J, JD and JF", MOD).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 29 "Инструмент", подкомитетом SC 2 "Высокоскоростные режущие стальные инструменты и приспособления к ним", Международной организации по стандартизации (ISO).
Дополнительные показатели и их значения внесены в текст стандарта и выделены полужирным курсивом*.
________________
* В оригинале обозначения и номера стандартов и нормативных документов в разделе 5 "Обозначение" выделены курсивом, остальные по тексту документа приводятся обычным шрифтом. - .
Ссылки на международные стандарты, которые приняты в качестве межгосударственных стандартов, заменены в разделе "Нормативные ссылки" и тексте стандарта ссылками на соответствующие модифицированные межгосударственные стандарты.
Перечень технических отклонений с разъяснением причин их внесения приведен в приложении ДА.
Наименование настоящего стандарта изменено относительно наименования указанных международных стандартов для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6)
6 ВЗАМЕН ГОСТ 25827-93
7 ПЕРЕИЗДАНИЕ. Август 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
1.1 Настоящий стандарт распространяется на хвостовики инструментов с конусом 7:24 для ручной и автоматической смены инструментов.
1.2 Хвостовики для ручной смены инструмента следует изготавливать с конусами от 30 до 80.
1.3 Хвостовики инструментов для автоматической смены инструмента следует изготавливать с конусами от 30 до 60, трех типов: A, U, и J следующих исполнений:
- AD, UD, и JD - с центральным отверстием для подвода смазочно-охлаждающей жидкости (СОЖ);
- AF, UF и JF - с боковыми отверстиями для подвода смазочно-охлаждающей жидкости (СОЖ).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ ISO 7388-3 Вставки резьбовые для крепления хвостовиков инструментов с конусом 7:24 типов AC, AD, AF, UC, UD, UF, JD и JF. Размеры
ГОСТ 14034 Отверстия центровые. Размеры
ГОСТ 19860 Конусы внутренние и наружные конусностью 7:24. Допуски
ГОСТ 30064 Концы шпинделей сверлильных, расточных и фрезерных станков. Размеры. Технические требования
ГОСТ 30893.1 (ИСО 2768-1-89) Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
ГОСТ 30893.2 (ИСО 2768-2-89) Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Размеры
3.1 Основные размеры хвостовиков для ручной смены инструмента
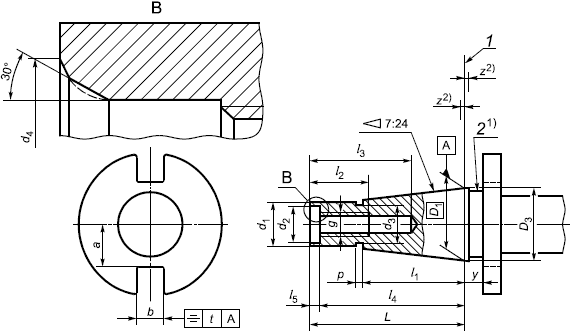
3.1.1 Размеры конической части хвостовика должны соответствовать указанным на рисунке 1 и в таблице 1.
|
________________
Допускается изготовление хвостовиков без канавки для выхода шлифовального круга между базовым диаметром и фланцем. При этом диаметр цилиндрической переходной поверхности D
=D
.
Предельное отклонение положения основной плоскости.
1 - основная плоскость; 2 - канавка для выхода шлифовального круга
Рисунок 1
Таблица 1
Размеры в миллиметрах | |||||||
Обозначение конуса | Коническая часть хвостовика | Цилиндрическая часть | |||||
хвостовика | D | z | L | d | p | d | |
30 | 31,75 | 0,4 | 68,4 | 48,4 | 17,4 | 3 | 16,5 |
40 | 44,45 | 93,4 | 65,4 | 25,3 | 5 | 24,0 | |
45 | 57,15 | 106,8 | 82,8 | 32,4 | 6 | 30,0 | |
50 | 69,85 | 126,8 | 101,8 | 39,6 | 8 | 38,0 | |
55 | 88,90 | 164,8 | 126,8 | 50,4 | 9 | 48,0 | |
60 | 107,95 | 206,8 | 161,8 | 60,2 | 10 | 58,0 | |
65 | 133,35 | 246,0 | 202,0 | 75,0 | 12 | 72,0 | |
70 | 165,10 | 296,0 | 252,0 | 92,0 | 14 | 90,0 | |
75 | 203,20 | 370,0 | 307,0 | 114,0 | 16 | 110,0 | |
80 | 254,00 | 469,0 | 394,0 | 140,0 | 18 | 136,0 | |
* D | |||||||
Окончание таблицы 1
Размеры в миллиметрах | |||||||||||
Обозначение конуса | Канавка | Резьбовое отверстие | |||||||||
хвостовика | y | b | а, не более | t | d | d | g |
|
|
| |
30 | 1,6 | 16,1 | 16,2 | 0,12 | 13 | 16,0 | М12 | 24 | 34 | 62,9 | 5,5 |
40 | 22,5 | 17 | 21,5 | М 16 | 32 | 43 | 85,2 | 8,2 | |||
45 | 3,2 | 19,3 | 29,0 | 21 | 26,0 | М 20 | 40 | 53 | 96,8 | 10,0 | |
50 | 25,7 | 35,3 | 0,2 | 26 | 32,0 | М 24 | 47 | 62 | 115,3 | 11,5 | |
55 | 45,0 | 36,0 | 153,3 | ||||||||
60 | 60,0 | 32 | 44,0 | М30 | 59 | 76 | 192,8 | 14,0 | |||
65 | 4,0 | 32,4 | 72,0 | 0,3 | 38 | 52,0 | М36 | 70 | 89 | 230,0 | 16,0 |
70 | 86,0 | 280,0 | |||||||||
75 | 5,0 | 40,5 | 104,0 | 50 | 68,0 | М40 | 92 | 115 | 350,0 | 20,0 | |
80 | 6,0 | 132,0 | 449,0 | ||||||||
3.1.2 Размеры фланца хвостовика должны соответствовать указанным на рисунке 2 и в таблице 2.
|
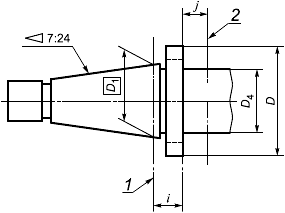
1 - основная плоскость; 2 - зона крепления инструмента
Рисунок 2
Таблица 2
Размеры в миллиметрах | |||||
Обозначение конуса хвостовика | D | i | D* | D | j, не менее |
30 | 31,75 | 9,6 | 50,0 | 36 | 9 |
40 | 44,45 | 11,6 | 63,0 | 50 | 11 |
45 | 57,15 | 15,2 | 80,0 | 68 | 13 |
50 | 69,85 | 97,5 | 78 | 16 | |
55 | 88,90 | 17,2 | 130,0 | 110 | |
60 | 107,95 | 19,2 | 156,0 | 136 | |
65 | 133,35 | 22,0 | 195,0 | ** | |
70 | 165,10 | 24,0 | 230,0 | ||
75 | 203,20 | 27,0 | 280,0 | ||
80 | 254,00 | 34,0 | 350,0 | ||
* По согласованию с заказчиком допускается увеличение размера D до значений, равных диаметру наружной поверхности конца шпинделя по ГОСТ 30064. ** Размеры - по согласованию с заказчиком. | |||||
3.2 Основные размеры хвостовиков для автоматической смены инструмента
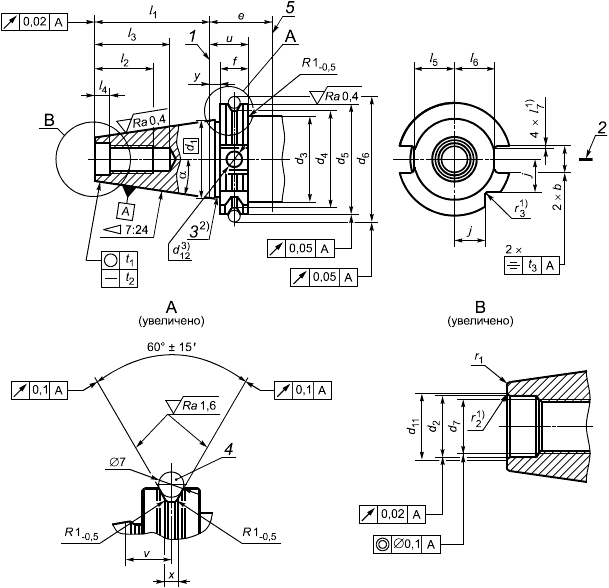
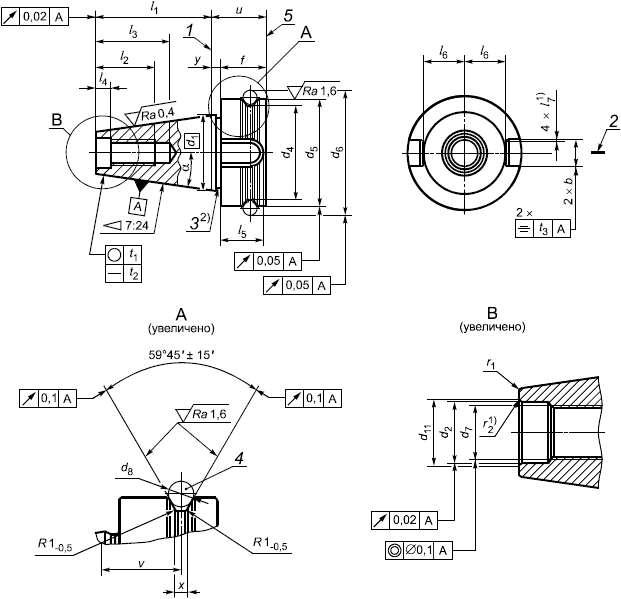
3.2.1 Размеры хвостовиков типов А и U должны соответствовать указанным на рисунке 3 и в таблице 3.
|
________________
Радиус или фаска - по усмотрению изготовителя.
По усмотрению изготовителя.
Глубина 0,4 мм.
1 - основная плоскость; 2 - база отсчета для определения положения режущей кромки инструмента; 3 - переход между конусом и фланцем; 4 - измерительный ролик; 5 - зона крепления инструмента
Рисунок 3
Таблица 3
Размеры в миллиметрах | |||||||||||||
Обозначение конуса хвостовика | 30 | 40 | 45 | 50 | 60 | ||||||||
A | U | A | U | A | U | A | U | A | U | ||||
b | 16,1 | 19,3 | 25,7 | ||||||||||
d | 31,75 | 44,45 | 57,15 | 69,85 | 107,95 | ||||||||
d | 13 | 17 | 21 | 25 | 32 | ||||||||
d | Номин. | 45 | 31,75 | 50 | 44,45 | 63 | 57,15 | 80 | 69,95 | 130 | 107,95 | ||
Пред. откл. | не более | ±0,15 | не более | ±0,15 | не более | ±0,15 | не более | ±0,15 | не более | ±0,15 | |||
d | 44,3 | 39,15 | 56,25 | 75,25 | 91,25 | 147,7 | 132,8 | ||||||
d | 50 | 46,05 | 63,55 | 82,55 | 97,5 | 98,5 | 155 | 139,75 | |||||
d | 59,3 | 54,85 | 72,3 | 91,35 | 107,25 | 108,25 | 164,25 | 149,5 | |||||
d | М12 | M16 | М20 | М24 | М30 | ||||||||
d | 14,5 | 19 | 23,5 | 28 | 36 | ||||||||
d | - | 9,52 | - | 9,52 | - | 9,52 | - | 9,52 | - | 9,52 | |||
е | 35 | 38 | |||||||||||
15,9 | |||||||||||||
j | 15 | - | 18,5 | - | 24 | - | 30 | - | 49 | - | |||
| 47,8 | 68,4 | 82,7 | 101,75 | 161,9 | ||||||||
| 24 | 32 | 40 | 47 | 59 | ||||||||
| 33,5 | 42,5 | 52,5 | 61,5 | 76 | ||||||||
| 5,5 | 8,2 | 10 | 11,5 | 14 | ||||||||
Номин. | 16,3 | 22,7 | 29,1 | 35,5 | 54,5 | ||||||||
Пред. откл. | -0,3 | -0,4 | |||||||||||
Номин. | 18,8 | 25 | 31,3 | 37,7 | 59,3 | 56,8 | |||||||
Пред. откл. | -0,3 | -0,4 | |||||||||||
| 1,6 | 2 | |||||||||||
Номин. | 0,6 | 1,2 | 2 | 2,5 | 3,5 | ||||||||
Пред. откл. | -0,3 | -0,5 | |||||||||||
| 0,8 | 1 | 1,2 | 1,5 | 2 | ||||||||
| 1,6 | 2 | |||||||||||
t | 0,001 | 0,002 | 0,003 | ||||||||||
t | 0,002 | 0,003 | 0,004 | ||||||||||
t | 0,12 | 0,2 | |||||||||||
u | 19,1 | ||||||||||||
v | 11,1 | ||||||||||||
x | 3,75 | ||||||||||||
y | 3,2 | ||||||||||||
8°17'50'' | |||||||||||||
| |||||||||||||
3.2.2 Для хвостовиков исполнений AD и UD диаметр центрального отверстия для подвода СОЖ - d указан на рисунке 4.
Диаметр d должен быть меньше или равен диаметру резьбы отверстия хвостовика и диаметру резьбы резьбовой вставки по ГОСТ ИСО 7388-3*.
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 7388-3, здесь и далее по тексту. - .
|
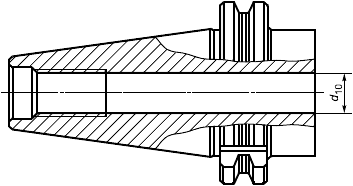
Рисунок 4
3.2.3 Для хвостовиков исполнений AF и UF размеры боковых отверстий для подвода СОЖ указаны на рисунке 5 и в таблице 4.
Боковые отверстия для подвода СОЖ должны выдерживать рабочее давление до 5 МРа; конструкция - на усмотрение изготовителя.
|
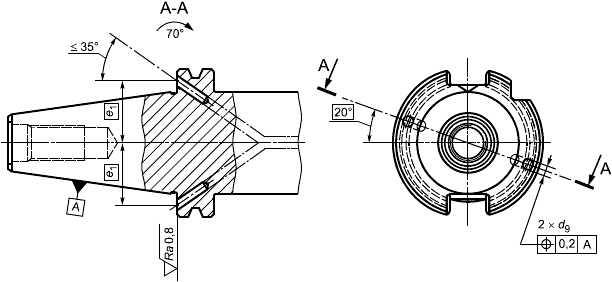
Рисунок 5
Таблица 4
Размеры в миллиметрах | ||
Обозначение конуса хвостовика | d | e |
30 | 4 | 21 |
40 | 27 | |
45 | 5 | 35 |
50 | 6 | 42 |
60 | 8 | 66 |
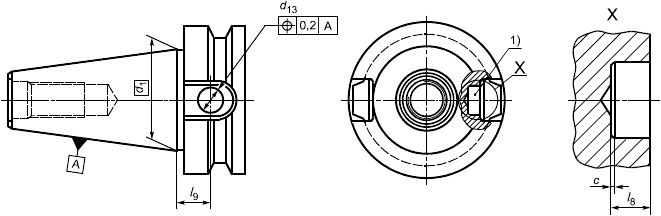
3.2.4 Хвостовики типов A, U, исполнений AD, UD, AF и UF могут изготавливаться с гнездом для носителя информации, размеры которого должны соответствовать указанным на рисунке 6 и в таблице 5.
|
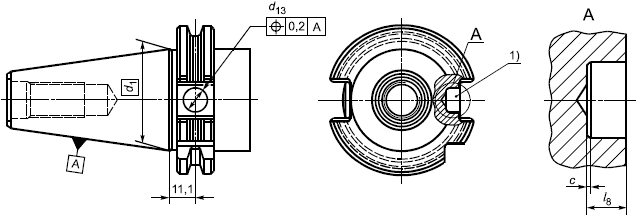
________________
Гнездо для носителя информации расположено на оси расположения режущей кромки инструмента.
Рисунок 6
Таблица 5
В миллиметрах | |
с, | 0,3x45° |
d | 10 |
| 4,6 |
Примечания 1 По усмотрению изготовителя фаска с 2 Диаметр d | |
3.2.5 Размеры хвостовиков типа J должны соответствовать указанным на рисунке 7 и в таблице 6.
|
________________
Радиус или фаска - по усмотрению изготовителя.
По усмотрению изготовителя.
1 - основная плоскость; 2 - плоскость расположения вершины режущей кромки инструмента; 3 - переход между конусом и фланцем; 4 - измерительный ролик; 5 - зона крепления инструмента
Рисунок 7
Таблица 6
Размеры в миллиметрах | ||||||
Обозначение конуса хвостовика | 30 | 40 | 45 | 50 | 60 | |
b | 16,1 | 19,3 | 25,7 | |||
d | 31,75 | 44,45 | 57,15 | 69,85 | 107,95 | |
d | 12,5 | 17 | 21 | 25 | 31 | |
d | 38 | 53 | 73 | 85 | 135 | |
d | 46 | 63 | 85 | 100 | 155 | |
d | 56,03 | 75,56 | 100,09 | 118,89 | 180,22 | |
d | М12 | М16 | М20 | М24 | М30 | |
d | 8 | 10 | 12 | 15 | 20 | |
d | 14,5 | 19 | 23,5 | 28 | 36 | |
20 | 25 | 30 | 35 | 45 | ||
| 48,4 | 65,4 | 82,8 | 101,8 | 161,8 | |
| 24 | 30 | 36 | 45 | 56 | |
| 34 | 43 | 50 | 62 | 76 | |
| 7 | 9 | 11 | 13 | 16 | |
| 17 | 21 | 26 | 31 | 34 | |
Номин. | 16,3 | 22,6 | 29,1 | 35,4 | 60,1 | |
Пред. откл. | -0,3 | -0,4 | ||||
| 1,6 | 2 | ||||
0,5 | 1 | |||||
| 0,8 | 1 | 1,2 | 1,5 | 2 | |
t | 0,001 | 0,002 | 0,003 | |||
t | 0,002 | 0,003 | 0,004 | |||
t | 0,12 | 0,2 | ||||
u | 22 | 27 | 33 | 38 | 48 | |
N | 13,6 | 16,6 | 21,2 | 23,2 | 28,2 | |
X | 4 | 5 | 6 | 7 | 11 | |
y | 2 | 3 | ||||
8°17'50'' | ||||||
| ||||||
3.2.6 Для хвостовиков исполнения JD диаметр центрального отверстия для подвода СОЖ - d указан на рисунке 8.
Диаметр d должен быть меньше или равен диаметру резьбы отверстия хвостовика и диаметру резьбы резьбовой вставки по ГОСТ ИСО 7388-3.
|
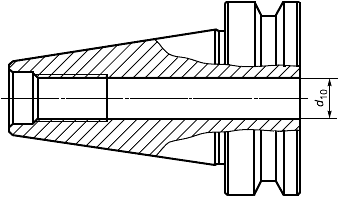
Рисунок 8
3.2.7 Для хвостовиков исполнения JF размеры боковых отверстий для подвода СОЖ указаны на рисунке 9 и в таблице 7.
Боковые отверстия для подвода СОЖ должны выдерживать рабочее давление до 5 МРа; конструкция - на усмотрение изготовителя.
|
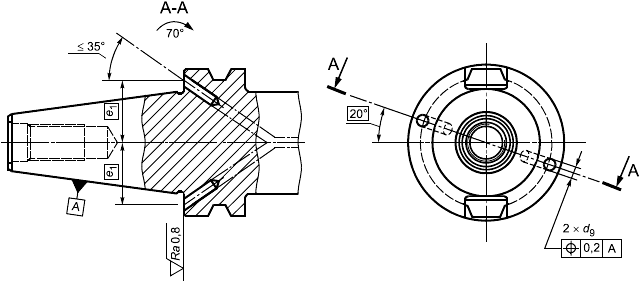
Рисунок 9
Таблица 7
Размеры в миллиметрах | ||
Обозначение конуса хвостовика | d | e |
30 | 2 | 20 |
40 | 4 | 27 |
45 | 5 | 35 |
50 | 6 | 42 |
60 | 8 | 66 |
3.2.8 Хвостовики типа J, исполнений JD и JF могут изготавливаться с гнездом для носителя информации, размеры которого должны соответствовать указанным на рисунке 10 и в таблице 8.
|
________________
Гнездо для носителя информации расположено на оси расположения режущей кромки инструмента.
Рисунок 10
Таблица 8
Размеры в миллиметрах | |||||
Обозначение конуса хвостовика | 30 | 40 | 45 | 50 | 60 |
с | 0,3x45° | ||||
d | 10 | ||||
| 4,6 | ||||
11 | 14,5 | 18 | 20,5 | ||
Примечания 1 По усмотрению изготовителя фаска с 2 Диаметр d | |||||
4 Характеристики
4.1 Размеры и форма центрового отверстия - в соответствии с ГОСТ 14034:
- форма Н - для хвостовиков для ручной смены инструментов;
- форма F - для хвостовиков для автоматической смены инструментов.
4.2 Хвостовики инструментов с конусом 7:24 должны быть термообработаны с учетом требуемой прочности, твердости, глубины закаливаемого слоя. При этом должны быть обеспечены требования к жесткости и износу.
4.3 Неуказанные предельные отклонения - по классу допуска m в соответствии с ГОСТ 30893.1 и классу К в соответствии с ГОСТ 30893.2.
4.4 Степень точности конусов АТ4, АТ5, допуски угла и формы конуса - по ГОСТ 19860. Отклонение угла конуса от номинального располагать в "плюс".
5 Обозначение
5.1 Обозначение хвостовиков инструментов с конусом 7:24 для ручной смены инструмента в соответствии с настоящим стандартом должно включать в себя:
а) слово "Хвостовик";
б) обозначение конуса хвостовика;
в) обозначение ГОСТ.
Пример условного обозначения хвостовика с конусом 7:24 для ручной смены инструмента с конусом 40:
Хвостовик 40 ГОСТ 25827-2014
5.2 Обозначение хвостовиков инструментов с конусом 7:24 для автоматической смены инструмента в соответствии с настоящим стандартом должно включать в себя:
а) слово "Хвостовик";
б) обозначение типа или исполнения хвостовика A, AD, AF, U, UD, UF, J, JD или JF;
в) обозначение конуса хвостовика;
г) "D" для конструкции с гнездом для носителя информации;
д) обозначение ГОСТ
Пример условного обозначения хвостовика с конусом 7:24 для автоматической смены инструмента типа А с конусом 40:
Хвостовик А 40 ГОСТ 25827-2014
То же для хвостовика формы U с гнездом для носителя информации:
Хвостовик U 40 - D ГОСТ 25827-2014
Приложение ДА
(справочное)
Перечень технических отклонений с разъяснением причин их внесения
Перечень технических отклонений приведен в таблицах ДА.1, ДА.2.
Таблица ДА.1
Структурный элемент (раздел) | Модификация |
Раздел 4 "Сведения о материале и термообработке" | Изменить наименование раздела 4 на "Характеристики" |
Дополнить пунктом 4.1: | |
Пояснение - Дополнительные требования введены для возможности изготовления хвостовиков инструмента на предприятиях. | |
Таблица ДА.2
Структурный элемент (раздел) | Модификация |
Раздел 2 Нормативные ссылки | Ссылка на ISO 2768-1:1989 "Допуски общие. Часть 1. Допуски на линейные и угловые размеры без указания допусков на отдельные размеры" заменен ссылкой на ГОСТ 30893.1-2002 |
Ссылка на ISO 2768-2:1989 "Допуски общие. Часть 2. Геометрические допуски для деталей без указания допусков на отдельные размеры" заменена ссылкой на ГОСТ 30893.2-2002 | |
| |
УДК 621.9.022:006.354 | МКС 25.060.20 |
Ключевые слова: хвостовики инструментов с конусом 7:24 для ручной смены инструмента, хвостовики инструментов с конусом 7:24 для автоматической смены инструмента | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}