ГОСТ 16461-93
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТОЛЫ СИЛОВЫЕ ПРЯМОЛИНЕЙНОГО ДВИЖЕНИЯ АГРЕГАТНЫХ СТАНКОВ
Основные размеры. Нормы точности
Slide units for modular type machine tools. Basic dimensions.
Standards of accuracy
ОКП 38 1800
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3. Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 N 160 межгосударственный стандарт ГОСТ 16461-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4. ВЗАМЕН ГОСТ Р 50069-92
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8-82 | 2.1 |
ГОСТ 6636-69 | 1.2, 1.3 |
ГОСТ 22267-76 | 2.2, 2.5, 2.7, 2.9 |
ГОСТ 27843-88 | 2.11 |
Настоящий стандарт распространяется на унифицированные силовые столы прямолинейного движения с механическим или гидравлическим приводами классов точности Н, П и В для отдельных или встраиваемых в автоматические линии агрегатных станков.
Требования настоящего стандарта являются обязательными за исключением пп.1.2, 1.3.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры силовых столов должны соответствовать указанным на черт.1 и в табл.1.
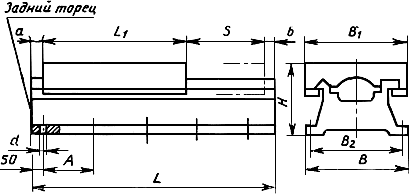
Черт.1
Примечание. Чертеж не определяет конструкцию стола. Расположение штифтов не регламентируется.
Таблица 1
| ||||||||
125 | 125 | 100 | Кратное 50 | 450 | 250 | 180 | 160 | 12 |
160 | 160 | 135 | 520 | 320 | 200 | 160 | 12 | |
200 | 200 | 170 | 690 | 400 | 220 | 250 | 14 | |
250 | 250 | 220 | 790 | 500 | 250 | 250 | 14 | |
320 | 320 | 280 | 1070 | 630 | 280 | 400 | 14 | |
400 | 400 | 355 | 1240 | 800 | 320 | 400 | 18 | |
500 | 500 | 450 | 1440 | 1000 | 360 | 400 | 18 | |
630 | 630 | 580 | 1690 | 1250 | 400 | 400 | 18 | |
800 | 800 | 740 | 2040 | 1600 | 450 | 400 | 22 |
1.2. Допускается изготовление силовых столов с большими или меньшими, чем указано в табл.1 ходами и длиной платформы
по ряду Ra 10 предпочтительных чисел по ГОСТ 6636, а при необходимости по ряду Ra 20 предпочтительных чисел. При этом
![]() мм не менее, тогда
мм не менее, тогда ![]() (не менее 40 мм).
(не менее 40 мм).
1.3. Допускается изготовление силовых столов с меньшими по сравнению с указанными в табл.1 значениями высоты , выбираемыми по ряду Ra 20 предпочтительных чисел по ГОСТ 6636.
1.4. Предельные отклонения расстояний между осями двух любых отверстий под крепежные винты ±0,2 мм.
1.5. Предельные отклонения размеров: Н14; ![]() .
.
2. ТОЧНОСТЬ СИЛОВЫХ СТОЛОВ
2.1. Общие требования к испытаниям столов на точность - по ГОСТ 8.
2.2. Схемы и способы измерений геометрических параметров - по ГОСТ 22267 и настоящему стандарту.
2.3. Допуски при проверках силовых столов не должны превышать значений, указанных в пп.2.52.11.
2.4. По согласованию с изготовителем потребитель может выбрать только те проверки, из указанных в настоящем стандарте, которые характеризуют интересующие потребителя свойства, но эти проверки должны быть определены при заказе.
2.5. Плоскостность рабочей поверхности платформы стола
Таблица 2
Длина платформы, мм | Допуск, мкм, для столов класса точности | ||
Н | П | В | |
До 250 | 15 | 10 | 6 |
Св. 250 до 400 | 20 | 12 | 8 |
" 400 " 630 | 25 | 15 | 10 |
" 630 " 1000 | 30 | 20 | 12 |
" 1000 " 1600 | 40 | 25 | 15 |
" 1600 | 50 | 30 | 20 |
Выпуклость не допускается | |||
Измерения - по ГОСТ 22267, разд.4, метод 2 или метод 3.
Измерения в каждом сечении производят в точках, отстоящих друг от друга на расстоянии 0,1 длины измерения, но не менее 100 мм.
2.6. Параллельность рабочей поверхности платформы стола основанию его направляющей плиты в продольном и поперечном направлениях.
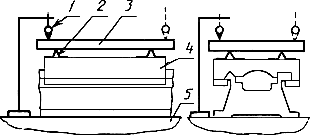
Черт.2
Таблица 3
Длина платформы, мм | Допуск, мкм, для столов класса точности | ||
Н | П | В | |
До 160 | 12 | 8 | 6 |
Св. 160 до 250 | 15 | 10 | 8 |
" 250 " 400 | 20 | 12 | 10 |
" 400 " 630 | 25 | 15 | 12 |
" 630 " 1000 | 30 | 20 | 15 |
" 1000 " 1250 | 40 | 25 | 20 |
" 1250 " 1600 | 50 | 30 | 25 |
Стол устанавливают на контрольную плиту 5. Поверочную линейку 3 устанавливают с помощью опор 2 на рабочую поверхность платформы 4 стола так, чтобы расстояние между рабочими поверхностями платформы и линейки на ее концах было одинаковым.
Измерительный прибор 1 устанавливают на контрольной плите так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был направлен перпендикулярно этой поверхности.
При замерах линейку устанавливают не менее чем в трех сечениях как в продольном, так и поперечном направлениях. Измерения проводят в двух крайних точках, расстояние между которыми должно быть равно длине (ширине) платформы.
Отклонение от параллельности равно наибольшей алгебраической разности показаний измерительного прибора в каждом сечении.
2.7. Параллельность рабочей поверхности платформы стола направлению ее перемещения
Таблица 4
Длина хода, мм | Допуск, мкм, для столов класса точности | ||
Н | П | В | |
До 250 | 15 | 10 | 8 |
Св. 250 до 400 | 20 | 12 | 10 |
" 400 " 630 | 25 | 15 | 12 |
" 630 " 1000 | 30 | 20 | 15 |
" 1000 " 1600 | 40 | 25 | 20 |
Измерения - по ГОСТ 22267, разд.6, метод 1а.
2.8. Прямолинейность перемещения платформы стола в горизонтальной и вертикальной плоскостях
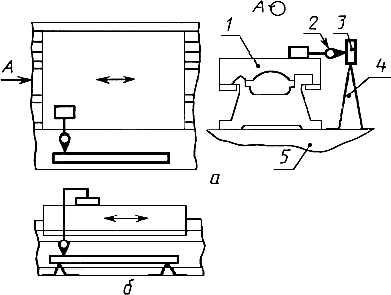
Черт.3
Таблица 5
Длина хода, мм | Допуск, мкм, для столов класса точности | ||
Н | П | В | |
До 250 | 12 | 8 | 5 |
Св. 250 до 400 | 15 | 10 | 6 |
" 400 " 630 | 20 | 12 | 8 |
" 630 " 1000 | 25 | 15 | 10 |
" 1000 " 1600 | 30 | 20 | 12 |
Стол устанавливают на контрольной плите 5. Поверочную линейку 3 устанавливают на этой же плите на опорах 4 рядом с проверяемым столом параллельно направлению перемещения его платформы 1 так, чтобы показания измерительного прибора 2, установленного на платформе, были одинаковыми в крайних точках длин перемещения, при этом измерительный наконечник прибора должен касаться рабочей поверхности линейки и быть перпендикулярным ей.
Измерения проводят по всей длине хода платформы в горизонтальной (а) и вертикальной (б) плоскостях.
Отклонение от прямолинейности равно наибольшей алгебраической разности показаний измерительного прибора.
2.9. Постоянство положения рабочей поверхности платформы стола при ее перемещении.
а) Допуск в продольном направлении на всех длинах хода, мм/м, для столов класса точности:
Н | 0,030 |
П | 0,020 |
В | 0,015 |
б) допуск в поперечном направлении на длине хода 400 мм:
Таблица 6
Ширина основания направляющей плиты, мм | Допуск, мм/м, для столов класса точности | ||
Н | П | В | |
До 250 | 0,040 | 0,025 | 0,020 |
Св. 250 до 500 | 0,030 | 0,020 | 0,015 |
" 500 " 800 | 0,020 | 0,015 | 0,010 |
Измерения - по ГОСТ 22267, разд.13, метод 1.
Измерения проводят с интервалами (шагами) в 0,1 всей длины хода, но не менее чем через 100 мм.
Измерения в поперечном направлении при длине хода менее 400 мм проводят на всей длине хода.
2.10. Постоянство конечного положения платформы стола при ее перемещении до силового упора.
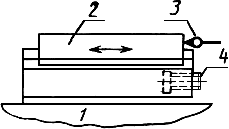
Черт.4
Таблица 7
Ширина основания направляющей плиты, мм | Допуск (размах), мкм, для столов с приводом | |
электромеханическим | гидравлическим | |
До 250 | 20 | 25 |
Св. 250 до 500 | 30 | |
" 500 " 800 | 40 | |
Стол устанавливают на стенде 1. Платформу 2 перемещают со скоростью подачи в ее переднее конечное положение, определяемое силовым упором 4, а измерительный прибор 3 укрепляют вне стола так, чтобы его измерительный наконечник касался поверхности переднего торца платформы в ее конечном положении и был направлен перпендикулярно этой поверхности.
Платформу отводят от силового упора на расстояние не менее 5 мм.
Платформу перемещают в переднее конечное положение, определяемое силовым упором не менее трех раз, и каждый раз фиксируют показания измерительного прибора. Замеры проводят при величине рабочей подачи от 150 мм/мин до 300 мм/мин для силовых столов с гидравлическим приводом, а для столов с электромеханическим приводом при скорости, соответствующей наладке каждого силового стола.
Изменение конечного положения платформы равно наибольшей алгебраической разности показаний измерительного прибора.
2.11. Точность позиционирования (распространяется на однокоординатные силовые столы):
2.11.1. Точность двустороннего позиционирования .
2.11.2. Повторяемость двустороннего позиционирования ![]() .
.
2.11.3. Зона нечувствительности .
2.11.4. Точность одностороннего позиционирования .
2.11.5 Повторяемость одностороннего позиционирования .
Таблица 8
Длина хода, мм | Допуск, мкм, для столов класса точности | |||||||||
П | В | |||||||||
|
| |||||||||
До 400 | 16 | 8 | 5 | 12 | 6 | 12 | 6 | 3 | 10 | 4 |
Св. 400 до 630 | 20 | 10 | 6 | 16 | 8 | 16 | 8 | 4 | 12 | 6 |
" 630 " 1000 | 25 | 12 | 8 | 20 | 10 | 20 | 10 | 5 | 16 | 8 |
" 1000 " 1600 | 30 | 16 | 10 | 25 | 12 | 25 | 12 | 6 | 20 | 10 |
Измерения - по ГОСТ 27843*, разд.3, метод 1 или метод 4.
______________
* На территории Российской Федерации действует ГОСТ 27843-2006. - .
Измерения проводят в произвольных точках, расположенных с интервалом не кратным шагу измерительных устройств силового стола. Количество контролируемых точек должно быть 13, а расстояние между ними не более 0,08 величины наибольшей длины хода платформы стола. Крайние из точек располагают на расстоянии не более 0,25 от начала и конца перемещения подвижной платформы.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1995
{kind=link}