ГОСТ Р ИСО 10791-1-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Центры обрабатывающие
Часть 1
КОНТРОЛЬ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ ОБРАБАТЫВАЮЩИХ ЦЕНТРОВ С ГОРИЗОНТАЛЬНЫМ ШПИНДЕЛЕМ И ДОПОЛНИТЕЛЬНЫМИ ШПИНДЕЛЬНЫМИ ГОЛОВКАМИ (ГОРИЗОНТАЛЬНАЯ ОСЬ )
Machining centres. Part 1. Geometric tests for machines with horizontal spindle and with accessory heads (horizontal -axis)
ОКС 25.040.10
Дата введения 2010-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ОАО "ЭНИМС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 70 "Станки"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 июня 2009 г N 205-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10791-1:1998* "Условия испытания обрабатывающих центров. Часть 1. Контроль геометрической точности обрабатывающих центров с горизонтальным шпинделем и сменными шпиндельными головками (горизонтальная ось Z)" [ISO 10791-1:1998 "Test conditions for machining centres - Part 1: Geometric tests for machines with horizontal spindle and with accessory heads (horizontal Z-axis)", IDT].
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочного международного стандарта соответствующий ему национальный стандарт, сведения о котором приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Обрабатывающий центр является станком с числовым программным управлением, способным выполнять различные операции механической обработки, включая фрезерование, расточку, сверление и нарезку резьбы, а также автоматическую смену инструмента из магазина или подобного накопителя в соответствии с установленной на станке программой.
Предметом серии стандартов ISO 10791 является максимально широкая и полная информация о методах контроля обрабатывающих центров, которые могут быть проведены во время их проверки, приемки, технического обслуживания.
Требования серии стандартов ISO 10791 согласованы с соответствующими стандартами серии ИСО 230. Нормы и правила проведения контроля обрабатывающих центров с горизонтальным или вертикальным шпинделем или с дополнительными шпиндельными головками различных типов распространяются на обрабатывающие центры, работающие автономно или интегрированные в гибкие производственные системы. Стандарты ISO 10791 устанавливают также максимально допустимые значения для результатов контроля, соответствующие общей цели и нормативной точности обрабатывающих центров.
Требования стандартов серии ISO 10791 допускается применять также в целом или частично к многочисленным фрезерным и расточным станкам, если их компоновка, основные узлы и их перемещения совместимы с методами контроля, описанными в настоящем стандарте.
Серия стандартов ISO 10791 состоит из следующих стандартов под общим наименованием "Методы контроля обрабатывающих центров":
- часть 1. Контроль геометрической точности обрабатывающих центров с горизонтальным шпинделем и дополнительными шпиндельными головками (горизонтальная ось Z);
- часть 2. Контроль геометрической точности обрабатывающих центров с вертикальным шпинделем или дополнительными шпиндельными головками с вертикальной первичной поворотной осью (вертикальная ось Z);
- часть 3. Контроль геометрической точности станков со встроенными индексируемыми шпиндельными головками или шпиндельными головками с непрерывным позиционированием (вертикальная ось Z);
- часть 4. Точность и повторяемость позиционирования по линейным и круговым осям узлов обрабатывающих центров;
- часть 5. Точность и повторяемость позиционирования палеты - спутника, несущего обрабатываемую деталь;
- часть 6. Точность подач, скоростей и интерполяций;
- часть 7. Точность обработанного образца;
- часть 8. Оценка производительности контурной обработки в трех координатных плоскостях;
- часть 9. Оценка рабочего времени смены инструмента и смены палет;
- часть 10. Оценка температурных деформаций;
- часть 11. Оценка генерируемого шума;
- часть 12. Оценка уровня вибрации.
1 Область применения
Настоящий стандарт устанавливает методы проверки геометрической точности обрабатывающих центров (фрезерных, расточных и т.п. станков с программным управлением) с горизонтальным шпинделем (горизонтальная ось Z) в соответствии с основными требованиями ИСО 230-1.
Настоящий стандарт следует применять к обрабатывающим центрам, имеющим четыре основные оси, управляемыми по программе, из которых три являются линейными (X, Y, Z) с перемещением до 2000 мм, а одна - круговой (координата В'), но относящейся также и к дополнительным движениям, таким как перемещение выдвижных шпинделей или дополнительных шпиндельных головок. Движения, отличные от вышеназванных, считаются специфическими особенностями, и соответствующие проверки не включены в настоящий стандарт.
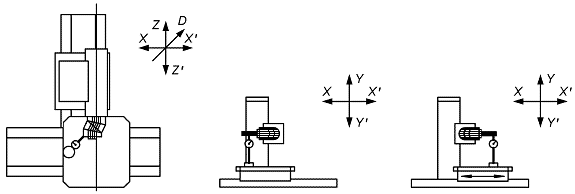
В приложениях А, В и С настоящего стандарта рассмотрены три возможных типа дополнительных шпиндельных головок:
- приложение А: индексируемые шпиндельные головки с осью поворота D, расположенной под углом 45° к оси шпинделя станка с механической индексацией на различные относительные угловые позиции (например, с помощью пары плоских зубчатых колес типа Хирт); соответствующие проверки относительного положения шпинделя этих головок приведены в AG1-AG9;
- приложение В: шпиндельные головки с поворотом по двум взаимно перпендикулярным осям (проверки BG1-BG7);
- приложение С: шпиндельные головки с осью поворота D, расположенной под углом 45° к оси шпинделя станка аналогично первому типу, но с непрерывным позиционированием по двум программируемым круговым координатам; соответствующие проверки (CG1-CG7) позволяют определять точность геометрических параметров, которые оказывают влияние на точность относительного положения шпинделя, за исключением собственно точности позиционирования по этим двум осям; эти проверки допускается также использовать для более глубокого исследования индексируемых головок с осью поворота D, расположенной под углом 45° к оси шпинделя станка, если их перемещения и фиксаторы это позволяют.
Настоящий стандарт применяют к станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированной ссылки применяют только указанное издание ссылочного стандарта, для недатированной - последнее издание (включая все изменения).
ISO 230-1:1996, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions (Методы испытаний металлорежущих станков. Часть 1. Точность геометрических параметров станков при испытании на холостом ходу и при чистовых режимах обработки)
________________
Заменен на ISO 230-1:2012.
3 Общие положения
3.1 Единицы величин
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах; угловые размеры - в градусах, угловые отклонения и соответствующие допуски - как основной метод - через отношения отклонения к определенной длине измерения, но в некоторых случаях для наглядности допускается применять микрорадианы или угловые секунды.
Следует руководствоваться следующими соотношениями:
0,010/1000=10 микрорадиан2".
3.2 Ссылка на ИСО 230-1
При применении настоящего стандарта следует руководствоваться требованиями ИСО 230-1, особенно при установке станка перед проверками, прогревании шпиндельного и других перемещаемых узлов, описании методов измерения и рекомендуемой точности контрольно-измерительного оборудования.
В таблицах при проверках, описанных в разделе 4 и приложениях А-С, даны ссылки на соответствующие пункты ИСО 230-1, если проводимые проверки соответствуют требованиям этого стандарта.
3.3 Последовательность проверок
Последовательность проведения проверок, указанная в настоящем стандарте, не является обязательной. Для упрощения установки и настройки средств измерений допускается проводить проверки в любой последовательности, удобной для исполнителя.
3.4 Целесообразность проведения конкретных проверок
При испытаниях станка не всегда есть необходимость или возможность проведения всех проверок, описанных в настоящем стандарте. Если контроль станка предусмотрено проводить во время сдачи-приемки, потребитель вправе оговорить в договоре на поставку оборудования выполнение тех проверок, которые следует провести, ориентируясь на характер обрабатываемых деталей и/или характеристики станка, которые важны в данном случае. Простая ссылка на настоящий стандарт при проведении приемосдаточных испытаний без четкого определения конкретных проверок, которые следует проводить, и соглашения по соответствующим расходам не могут рассматриваться как обязательные для любой из сторон договора.
3.5 Средства измерений
Средства измерения в разделе 4 и приложениях А-С приведены только как возможные варианты, в качестве примера. Допускается использование иных средств измерения, обеспечивающих требуемую точность. Измерительные головки (индикаторы часового типа, рычажные головки, рычажно-зубчатые головки и т.п. приборы для измерения длин) должны иметь цену деления не менее 0,001 мм.
3.6 Испытания станка на точность обработки образцов-изделий
Испытания станка на точность обработки образцов-изделий следует проводить только на чистовых режимах обработки, при которых возможно надежно оценивать влияние возникающих усилий резания. Испытания на черновых режимах не допускаются.
3.7 Схемы измерений
Схемы измерения при контроле геометрической точности с целью упрощения в настоящем стандарте приведены только для одного типа станков.
При выборе схем измерений следует стремиться к возможному сокращению количества элементов схемы с целью минимизации суммарной погрешности метода.
3.8 Сменные столы
Для станков, работающих с несколькими сменными столами, проверки, относящиеся к их геометрической точности и перемещениям по осям координат (проверки G15-G22), следует проводить только на одном сменном столе-представителе, зафиксированном в рабочей позиции, если иное не оговорено в договоре между производителем/поставщиком и потребителем.
3.9 Компенсирующее программное обеспечение
Если имеется возможность компенсации определенных геометрических отклонений за счет программного обеспечения, оговоренная в договоре между производителем/поставщиком и потребителем, соответствующие проверки допускается проводить как с этой компенсацией, так и без нее. Использование компенсирующего программного обеспечения должно быть отражено в результатах проверки.
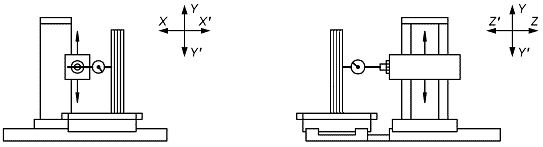
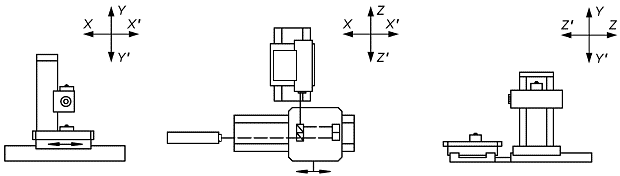
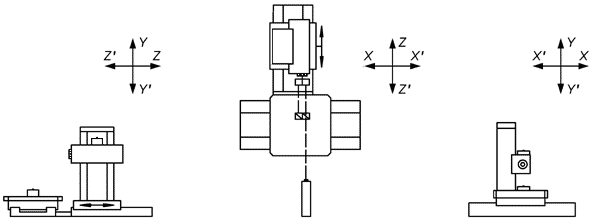
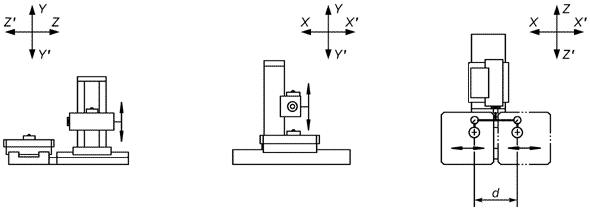
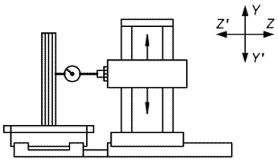
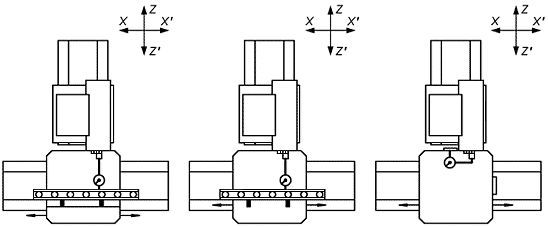
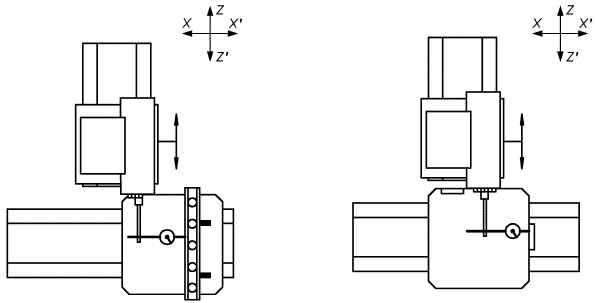
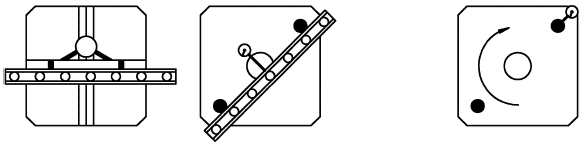
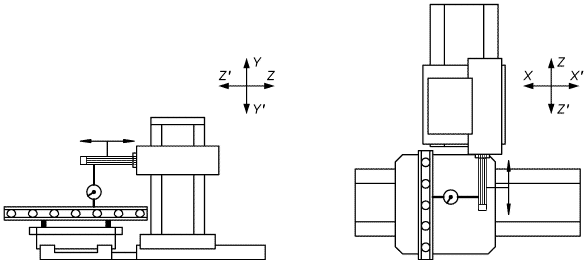
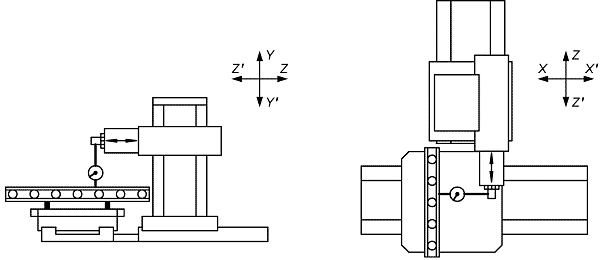
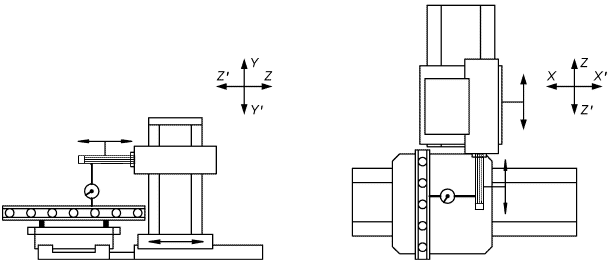
3.10 Компоновки станков
Станки, рассматриваемые в настоящем стандарте, представлены в 12 основных обобщающих компоновках в зависимости от конструкции и от узлов, перемещающихся по линейным осям. Эти компоновки обозначаются числами от 01 до 12, как показано на рисунке 1. Классификация этих компоновок дана в таблице 1.
|
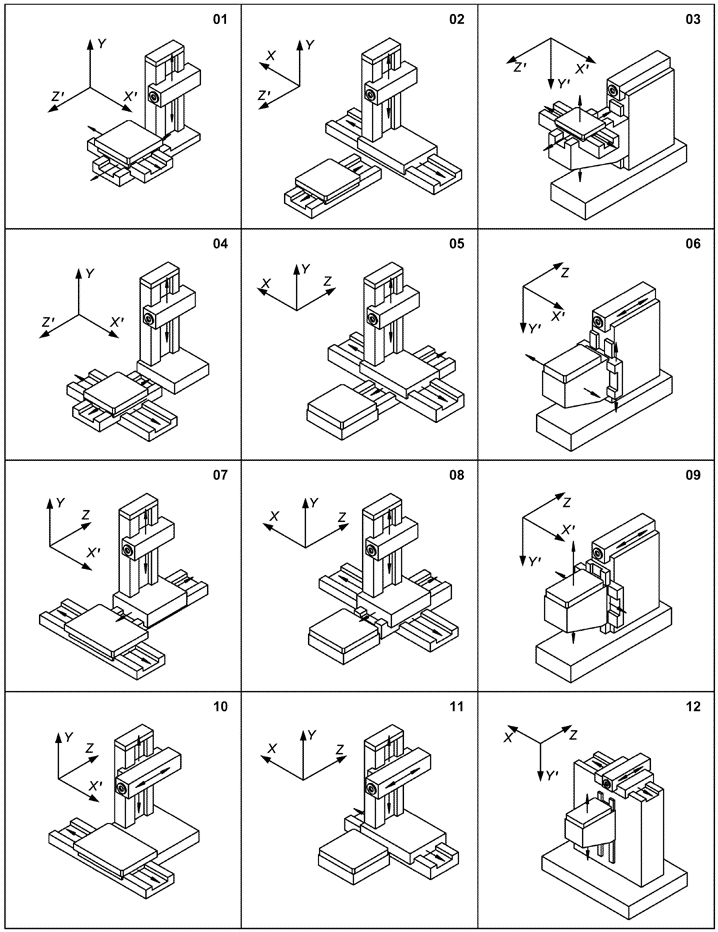
Рисунок 1 - Компоновки обрабатывающих центров с горизонтальным шпинделем
Таблица 1 - Классификация компоновок обрабатывающих центров с горизонтальным шпинделем с указанием узлов, перемещаемых по осям координат
Номер компоновки | ||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 |
01 | Стол | Шпиндельная бабка | Стол | |||
02 | Колонна | Шпиндельная бабка | Стол | |||
03 | Стол | Консоль | Стол | |||
04 | Стол | Шпиндельная бабка | Стол | |||
05 | Колонна | Шпиндельная бабка | Колонна | |||
06 | Консоль | Консоль | Шпиндельная бабка | |||
07 | Стол | Шпиндельная бабка | Колонна | |||
08 | Колонна | Шпиндельная бабка | Колонна | |||
09 | Консоль | Консоль | Шпиндельная бабка | |||
10 | Стол | Шпиндельная бабка | Шпиндельная бабка | |||
11 | Колонна | Шпиндельная бабка | Шпиндельная бабка | |||
12 | Шпиндельная бабка | Консоль | Шпиндельная бабка |
3.11 Обозначения обрабатывающих центров
Обозначение - это короткий код при определении компоновки обрабатывающего центра, который должен состоять из следующих элементов:
a) наименования изделия - "Обрабатывающий центр";
b) номера настоящего стандарта;
c) типа станка - для станков с горизонтальным шпинделем "Н";
d) номера компоновки, указанного на рисунке 1 и в таблице 1, графа 1.
Пример - обрабатывающий центр с горизонтальным шпинделем, колонной, перемещающейся по оси, шпиндельной бабкой, перемещающейся по оси
, и столом, перемещающимся по оси Z, обозначается следующим образом:
Обрабатывающий центр ГОСТ Р ИСО 10791-1-2009 тип Н02
3.12 Минимальный допуск
При установлении допуска на длину, отличающегося от допуска, приведенного в настоящем стандарте, минимальный допуск должен быть равен 0,005 мм (см. ИСО 230-1:1996, пункт 2.3.11).
4 Контроль геометрической точности
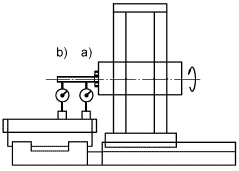
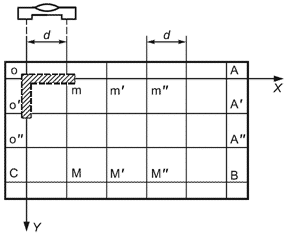
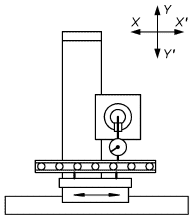
4.1 Прямолинейность линейных перемещений
Проверка прямолинейности перемещения стола по оси |
| |
Схема измерений | ||
|
| |
Допуск для а) и b) при: | Измеренные отклонения для | |
Средства измерений: а) поверочная линейка, концевые меры длины и измерительная головка, или оптические средства измерений; b) поверочная линейка, концевые меры длины и измерительная головка, или микроскоп и натянутая струна, или оптические средства измерений. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1 Для всех компоновок станков поверочную линейку, натянутую струну или отражатель при оценке прямолинейности следует устанавливать на столе. Если движения шпинделя можно заблокировать, то измерительную головку, микроскоп или лазерный интерферометр следует крепить на шпинделе; в противном случае измерительный прибор следует размещать на шпиндельной бабке станка. Линия измерения должна проходить как можно ближе к центру стола. | ||
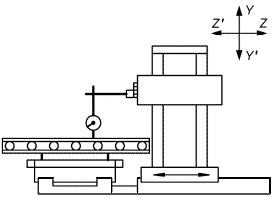
Проверка прямолинейности перемещения колонны по оси |
| ||
Схема измерений
| |||
а) | b) | ||
Допуск для а) и b) при: | Измеренные отклонения для | ||
Средства измерений: а) поверочная линейка, концевые меры длины и измерительная головка или оптические средства измерений; b) поверочная линейка, концевые меры длины и измерительная головка, или микроскоп и натянутая струна, или оптические средства измерений. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1 Для всех компоновок станков поверочную линейку, натянутую струну или отражатель при оценке прямолинейности следует устанавливать на столе. Если движения шпинделя можно заблокировать, то измерительная головка, микроскоп или лазерный интерферометр следует крепить на шпинделе; в противном случае измерительный прибор следует размещать на шпиндельной бабке станка. Линия измерения должна проходить как можно ближе к центру стола. | |||
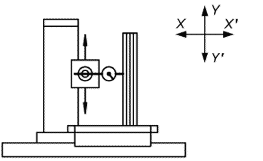
Проверка прямолинейности перемещения шпиндельной бабки по оси |
| ||
Схема измерений
| |||
а) | b) | ||
Допуск для а) и b) при: | Измеренные отклонения для | ||
Средства измерений: для а) и b): поверочный угольник и измерительная головка, или микроскоп и натянутая струна, или оптические средства измерений. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1. Для всех компоновок станков поверочный угольник, натянутую струну или отражатель при измерении прямолинейности следует устанавливать как можно ближе к центру стола. Если движения шпинделя можно заблокировать, то измерительную головку, микроскоп или лазерный интерферометр следует крепить на шпинделе; в противном случае измерительный прибор следует размещать на шпиндельной бабке станка. | |||
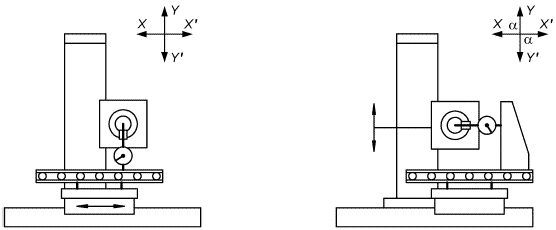
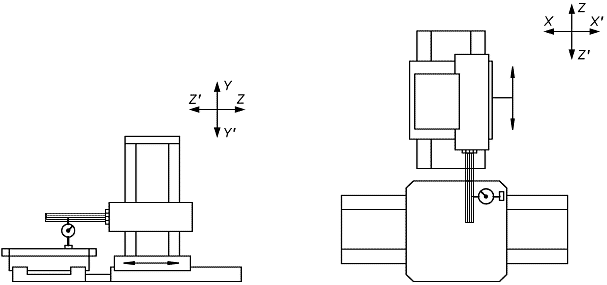
4.2 Угловые отклонения при линейных перемещениях
Проверка угловых отклонений при перемещении по оси а) в вертикальной плоскости b) в горизонтальной плоскости с) в вертикальной плоскости |
| |||
Схема измерений
| ||||
а) | b) | с) | ||
Допуск для а), b) и с) - 0,060 мм / 1000 мм (60 микрорадиан или 12"). | Измеренные отклонения: а) b) с) | |||
Средства измерений: а) (ЕСХ) - уровень или оптические средства измерения углового отклонения; b) (ЕВХ) - оптические средства измерения углового отклонения; с) (ЕАХ) - уровень. | ||||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.231.3, 5.232.2, 5.233.2. Средства измерений следует устанавливать на подвижном узле: а) (ЕСХ) - продольно; b) (ЕВХ) - горизонтально; с) (ЕАХ) - поперечно. Если перемещение по оси Измерения следует проводить по меньшей мере в пяти точках, равномерно расположенных вдоль перемещения, в обоих направлениях в каждой точке. Разница между минимальными и максимальными показаниями не должна превышать допуск. | ||||
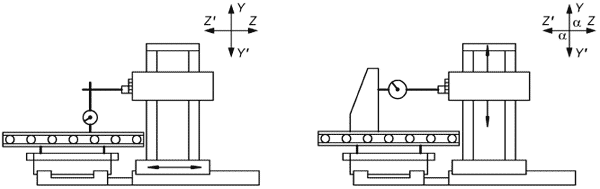
Проверка угловых отклонений при перемещении по оси а) в вертикальной плоскости b) в горизонтальной плоскости с) в вертикальной плоскости |
| |||
Схема измерений
| ||||
a) | b) | с) | ||
Допуск для а), b) и с) - 0,060 мм / 1000 мм (60 микрорадиан или 12"). | Измеренные отклонения: а) b) с) | |||
Средства измерений: a) (EAZ) - уровень или оптические средства измерений углового отклонения; b) (EBZ) - оптические средства измерений углового отклонения; с) (ECZ) - уровень. | ||||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.231.3, 5.232.2, 5.233.2. Средства измерений следует устанавливать на подвижных узлах: a) (EAZ) - продольно; b) (EBZ) - горизонтально; с) (ECZ) - поперечно. Если перемещение по оси Измерения следует проводить по меньшей мере в пяти точках, равномерно расположенных вдоль перемещения, в обоих направлениях в каждой точке. Разница между минимальными и максимальными показаниями не должна превышать допуск. | ||||
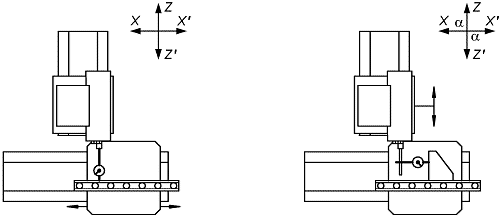
Проверка угловых отклонений при перемещении по оси а) в вертикальной плоскости b) в вертикальной плоскости с) в горизонтальной плоскости |
| |||
Схема измерений
| ||||
а) | b) | с) | ||
Допуск для а), b) и с) - 0,060 мм / 1000 мм (или 60 микрорадиан или 12''). | Измеренные отклонения: | |||
Средства измерений: а) и b) (EAY, ECY) - уровень или оптические средства измерений угловых отклонений; с) (EBY) - цилиндрический угольник, уровень и измерительная головка или прецизионный куб и измерительная головка. | ||||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.231.3, 5.232.2, 5.233.2. Измерения следует проводить по меньшей мере в пяти точках, равномерно расположенных вдоль перемещения в обоих направлениях движения. Разница между минимальными и максимальными показаниями не должна превышать допуск. Инструменты должны быть помещены на подвижных узлах (шпиндельной бабке или столе). a) (EAY) - уровень на шпиндельной бабке продольно, на столе поперечно; b) (EBY) - уровень на шпиндельной бабке поперечно, на столе продольно. Если перемещение по оси Для с) (ECY) цилиндрический угольник следует разместить на столе, примерно параллельно оси
где Результат вычисления не должен превышать допуск. | ||||
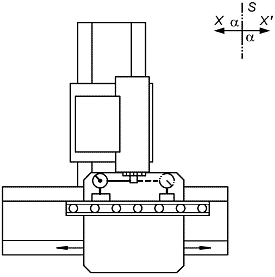
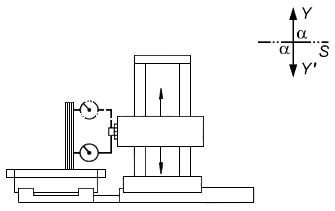
4.3 Перпендикулярность линейных перемещений
Проверка перпендикулярности перемещений шпиндельной бабки по оси |
| ||
Схема измерений
| |||
Этап 1 | Этап 2 | ||
Допуск - 0,02 мм / 500 мм. | Измеренное отклонение | ||
Средства измерений: поверочная линейка или поверочная плита, поверочный угольник и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункт 5.522.4. Этап 1. Поверочную линейку или поверочную плиту следует устанавливать параллельно оси Этап 2. Ось Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае измерительную головку следует размещать на шпиндельной бабке станка. Конкретное значение угла | |||
Проверка перпендикулярности перемещения шпиндельной бабки по оси |
| ||
Схема измерений
| |||
Этап 1 | Этап 2 | ||
Допуск - 0,02 мм / 500 мм. | Измеренное отклонение | ||
Средства измерений: поверочная линейка или поверочная плита, поверочный угольник и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункт 5.522.4. Этап 1. Поверочную линейку или поверочную плиту следует установить параллельно оси Этап 2. Ось Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае измерительную головку следует размещать на шпиндельной бабке станка. Конкретное значение угла | |||
Проверка перпендикулярности перемещений колонны по оси |
| ||
Схема измерений
| |||
Этап 1 | Этап 2 | ||
Допуск - 0,02 мм / 500 мм. | Измеренное отклонение | ||
Средства измерений: поверочная линейка, поверочный угольник и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункт 5.522.4. Этап 1. Поверочную линейку следует устанавливать параллельно оси Этап 2. Ось Эту проверку допускается также проводить без поверочной линейки, установив одну сторону угольника вдоль одной оси и проверяя вторую ось по другой его стороне. Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае измерительную головку следует размещать на шпиндельной бабке станка. Конкретное значение угла | |||
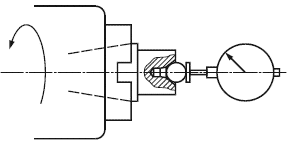
4.4 Шпиндель
Проверка осевого биения шпинделя. |
| |
Схема измерений
| ||
Допуск - 0,005 мм. | Измеренное отклонение | |
Средства измерений: измерительная головка с плоским контактным наконечником. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.621.1 и 5.622.2. Эту проверку следует проводить на всех рабочих шпинделях станка. | ||
Проверка биения внутреннего конуса шпинделя: |
| |
Схема измерений
| ||
Допуск: для неразъемного шпинделя для: a) 0,007 мм, b) 0,015 мм; для шпинделей дополнительных головок для: a) 0,01 мм, b) 0,02 мм. | Измеренные отклонения: a) b) | |
Средства измерений: контрольная оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.611.4, 5.612.3/ Эту проверку следует проводить на всех рабочих шпинделях станка при повороте каждого шпинделя не менее чем на два оборота, в соответствии с ИСО 230-1:1996, пункт 5.611.4 (примечание). Количество оборотов шпинделя должно обеспечивать выявление максимального значения биения. | ||
Проверка параллельности оси шпинделя и перемещения колонны по оси |
| ||
Схема измерений
| |||
а) | b) | ||
Допуск для а) и b) - 0,015 мм / 300 мм. | Измеренные отклонения: a) b) | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.412.1, 5.422.3. Ось Для а) перемещение по оси Для b) перемещение по оси | |||
Проверка перпендикулярности оси шпинделя к перемещению стола по оси |
| |
Схема измерений
| ||
Допуск - 0,015 мм / 300 мм (между двумя точками, где производятся измерения). | Измеренное отклонение | |
Средства измерений: поверочная линейка, коленчатая оправка и инструментальная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32, 5.512.4. Перемещения по осям Поверочную линейку следует установить параллельно оси Данные по перпендикулярности можно определять также из проверок G9 и G12b). Конкретное значение угла | ||
Проверка перпендикулярности оси шпинделя к перемещению шпиндельной бабки по оси |
| |
Схема измерений
| ||
Допуск - 0,015 мм / 300 мм, где 300 мм - расстояние между двумя точками, где производятся измерения. | Измеренное отклонение | |
Средства измерений: угольник, коленчатая оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32, 5.512.42. Перемещения по осям Угольник следует установить так, чтобы его сторона, по которой производят отсчет, была параллельна оси Данные по перпендикулярности можно определять также из проверок G8 и G12a). Конкретное значение угла | ||
4.5 Стол или сменный стол
Проверка плоскостности стола |
| |
Схема измерений
| ||
Допуск для а) и b) при | Измеренное отклонение для | |
Средства измерений: уровень или поверочная линейка и концевые меры длины, измерительная головка или оптические средства измерений. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.322, 5.323, 5.324. Оси Плоскостность стола должна быть проверена дважды: первый раз с фиксацией поворотного стола, затем без фиксации (если возможно). Оба измеренных отклонения не должны превышать допуск. | ||
Проверка параллельности поверхности стола _______________
|
| |
Схема измерений
| ||
Допуск при | Измеренное отклонение для | |
Средства измерений: поверочная линейка, концевые меры длины, измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.422.1 и 5.422.2. Перемещения по оси Измерительный наконечник измерительной головки следует установить приблизительно в точке, соответствующей рабочему положению режущего инструмента. Измерения следует выполнять при помощи поверочной линейки, установленной параллельно поверхности стола. Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае ее следует размещать на шпиндельной бабке станка. | ||
Проверка параллельности поверхности стола _______________
|
| |
Схема измерений
| ||
Допуск при | Измеренное отклонение для | |
Средства измерений: поверочная линейка, концевые меры длины, измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.422.1, 5.422.2. Перемещение по оси Измерительный наконечник измерительной головки следует располагать приблизительно в точке, соответствующей рабочему положению режущего инструмента. Измерения следует выполнять с использованием поверочной линейки, установленной параллельно поверхности стола. Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае ее следует размещать на шпиндельной бабке станка. | ||
Проверка перпендикулярности поверхности стола а) в вертикальной плоскости b) в вертикальной плоскости _______________
|
| ||
Схема измерений | |||
|
| ||
Допуск для а) и b) - 0,015 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: призма или цилиндрический угольник, измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункт 5.522.2: а) перемещение по оси b) перемещение по оси Призма, цилиндрический угольник должны быть расположены в центре стола. Если движения шпинделя можно зафиксировать, измерительную головку следует крепить на нем; в противном случае ее следует размещать на шпиндельной бабке станка. Отклонения от перпендикулярности можно также определять: а) из проверок G7 и G16; b) из проверок G8 и G17. | |||
Проверка параллельности между перемещением стола по оси а) продольной средней линией или базовым Т-образным пазом, или b) центральной линией установочных отверстий (если они в продольном направлении), или с) продольной установочной гранью стола _______________
|
| |||
Схема измерений
| ||||
а) | b) | с) | ||
Допуск для а), b) и с) - 0,015 мм / 300 мм. | Измеренные отклонения: | |||
Средства измерений: измерительная головка, поверочная линейка, концевые меры длины и образцовые штифты. | ||||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.422.1, 5.422.2. Перемещение по оси Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае ее следует размещать на шпиндельной бабке станка. Для проверки по b) следует использовать два образцовых штифта соответствующего диаметра с выступающими частями того же диаметра, к которым следует приложить поверочную линейку. | ||||
Проверка параллельности между перемещением стола по оси а) центральной линией установочных отверстий (если они в поперечном направлении) или b) поперечной установочной гранью стола _______________
|
| ||
Схема измерений
| |||
а) | b) | ||
Допуск для а) и b) - 0,015 мм / 300 мм. | Измеренные отклонения: a) b) | ||
Средства измерений: измерительная головка, поверочная линейка и образцовые штифты. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.422.1, 5.422.2. Перемещение по оси Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае ее следует размещать на шпиндельной бабке станка. Для проверки по b) следует использовать два образцовых штифта соответствующего диаметра с выступающими частями того же диаметра, к которым следует приложить поверочную линейку. | |||
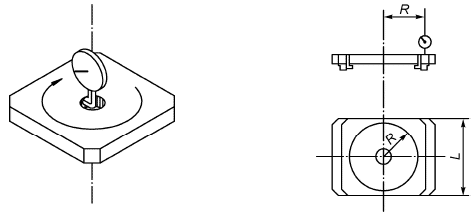
Проверка: а) биения центрального отверстия стола b) биения поверхности _______________
|
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для | Измеренные отклонения: | ||
Средства измерений: а) измерительная головка; b) концевые меры длины и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996: a) пункт 5.612.3: перемещения по осям Если движения шпинделя можно заблокировать, измерительную головку следует крепить на нем; в противном случае ее следует размещать на шпиндельной бабке станка. b) пункт 5.632: перемещение по оси Радиус Эту проверку следует проводить на всех столах, вращающихся вокруг вертикальной или горизонтальной оси, соответственно изменяя обозначение оси. | |||
Проверка: а) пересечения с осью вращения стола центральной линии продольного среднего Т-образного паза, или линии, соединяющей установочные отверстия, или линии поперечного поводкового паза (если таковой имеется); b) равноудаленности установочных отверстий от оси вращения стола _______________
|
| ||
Схема измерений
| |||
а) | b) | ||
Допуск для а) и b) - 0,030 мм. | Измеренные отклонения: | ||
Средства измерений: а) поверочная линейка, концевые меры длины или образцовые штифты и измерительная головка; b) образцовые штифты и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996: а) к концевым мерам длины, установленным в Т-образный паз, следует приложить поверочную линейку; измерительную головку, закрепленную на неподвижной части станка, обнулить после установки поверочной линейки; затем поверочную линейку снять, стол повернуть на 180°, поверочную линейку установить вновь по другой стороне концевых мер длины, при этом новые показания измерительной головки не должны превышать допуск. Если имеются установочные отверстия, следует использовать вместо концевых мер длины два образцовых штифта соответствующего диаметра с выступающими частями того же диаметра. Эта проверка должна быть проведена на всех столах, вращающихся вокруг вертикальной или горизонтальной оси, соответственно изменяя обозначение оси. | |||
4.6 Дополнительные оси, параллельные оси 
Проверка прямолинейности осевого перемещения выдвижного шпинделя: |
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,015 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: поверочная линейка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1: а) перемещение по оси b) перемещение по оси Следует учитывать, что в случае а) отклонение включает нормальный прогиб шпинделя. | |||
Проверка прямолинейности перемещения пиноли (ползуна): |
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,015 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: поверочная линейка, концевые меры длины и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.211, 5.23, 5.231.2, 5.232.1, 5.233.1: а) перемещение по оси b) перемещение по оси | |||
Проверка параллельности осевого перемещения шпинделя и перемещения колонны по оси
|
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,025 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: поверочная линейка, концевые меры длины и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.422.2, 5.422.5: а) перемещение по оси b) перемещение по оси Следует учитывать, что в случае а) отклонение включает нормальный прогиб шпинделя. Если двумя перемещениями можно управлять одновременно, следует задавать перемещения двух узлов так, чтобы измерительный наконечник измерительной головки всегда касался поверочной линейки или концевых мер длины в одной и той же точке. Если это невозможно, поверочную линейку следует устанавливать параллельно оси | |||
Проверка |
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,025 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: поверочная линейка, концевые меры длины и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.422.2, 5.422.5: а) перемещения по оси b) перемещения по оси Если двумя перемещениями можно управлять одновременно, следует задавать перемещения двух узлов так, чтобы измерительный наконечник измерительной головки всегда касался поверочной линейки или концевых мер длины в одной и той же точке. Если это невозможно, поверочную линейку следует устанавливать параллельно оси | |||
Приложение А
(обязательное)
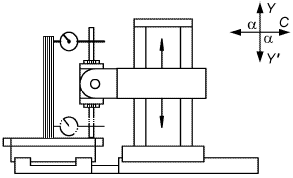
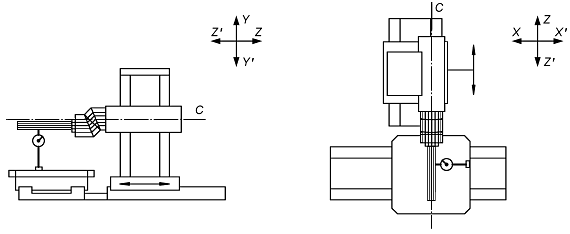
Поворотные индексируемые шпиндельные головки с осью поворота , расположенной под углом 45° к оси шпинделя станка
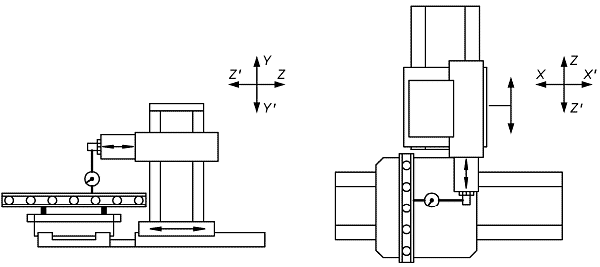
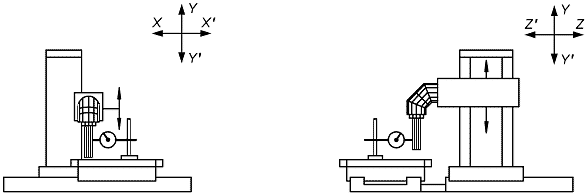
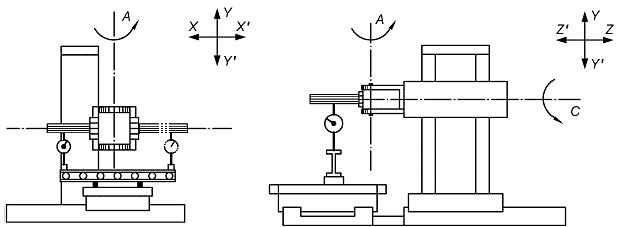
Проверка параллельности оси шпинделя |
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,025 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.412.1 и 5.422.3. Проверку следует проводить при среднем положении узла, перемещающегося по оси Для а) перемещение по оси Для b) перемещение по оси | |||
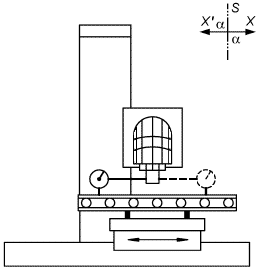
Проверка перпендикулярности оси шпинделя |
| |
Схема измерений
| ||
Допуск - 0,025 мм / 300 мм. | Измеренное отклонение | |
Средства измерений: поверочная линейка, коленчатая оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Поверочную линейку следует установить параллельно оси Отклонения от перпендикулярности можно также определять из проверок G9 и AG1 b). Конкретное значение угла | ||
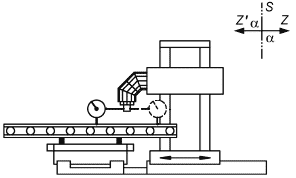
Проверка перпендикулярности оси шпинделя |
| |
Схема измерений
| ||
Допуск - 0,025 мм / 300 мм. | Измеренное отклонение | |
Средства измерений: угольник, коленчатая оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Измерительную сторону угольника следует установить параллельно оси Отклонение от перпендикулярности можно также определять из проверок G8 и AG1 а). Конкретное значение угла | ||
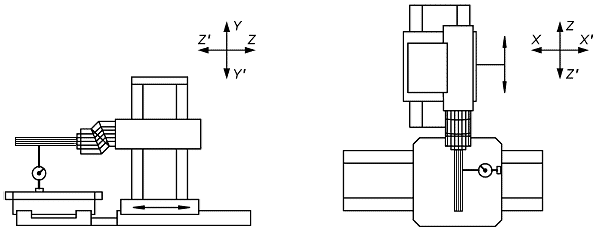
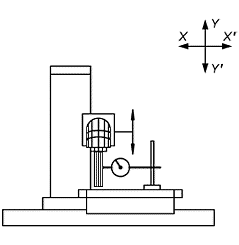
Проверка параллельности оси шпинделя
|
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,025 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.412.1 и 5.422.3. Проверку следует проводить при среднем положении узла, перемещающегося по оси Для а) перемещение по оси Для b) перемещение по оси | |||
Проверка перпендикулярности оси шпинделя |
| |
Схема измерений
| ||
Допуск - 0,025 мм / 300 мм. | Измеренное отклонение | |
Средства измерений: поверочная линейка, коленчатая оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1 и 5.512.42. Перемещение по оси Поверочную линейку следует установить параллельно оси Отклонение от перпендикулярности можно также определять из проверок G7 и AG4 а). Конкретное значение угла | ||
Проверка перпендикулярности оси шпинделя |
| |
Схема измерений
| ||
Допуск - 0,025 мм / 300 мм. | Измеренное отклонение | |
Средства измерений: поверочная линейка, коленчатая оправка и инструментальная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1 и 5.512.42. Перемещение по оси Поверочную линейку следует установить параллельно оси Отклонение от перпендикулярности можно также определять из проверок G8 и AG4 b). Конкретное значение угла | ||
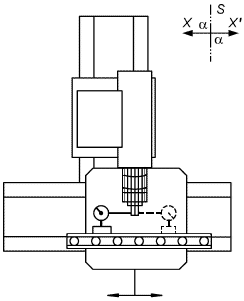
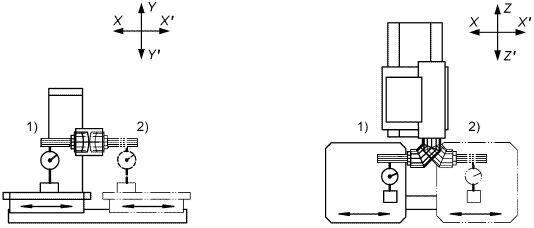
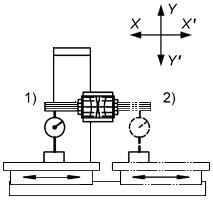
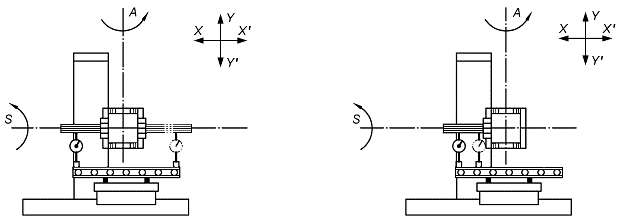
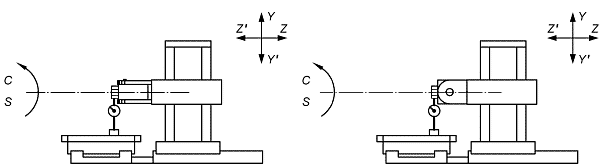
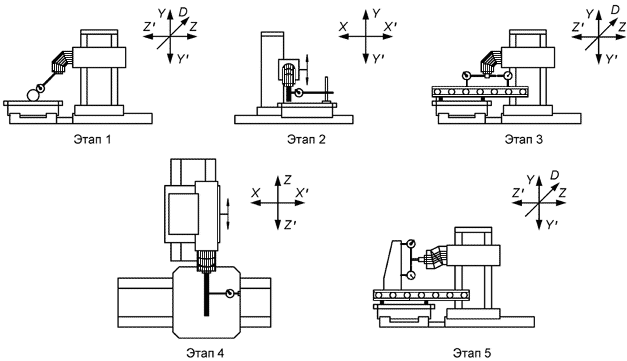
Проверка параллельности оси шпинделя 1) при шпинделе в левой позиции: а) в вертикальной плоскости b) в горизонтальной плоскости 2) при шпинделе в правой позиции: а) в вертикальной плоскости b) в горизонтальной плоскости |
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,025 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.412.1 и 5.422.3. Для а) перемещение по оси Для b) перемещение по оси | |||
Проверка разности высоты оси шпинделя |
| |
Схема измерений
| ||
Допуск - 0,03 мм. | Измеренное отклонение | |
Средства измерений: контрольная оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1. Отклонение по геометрической точности можно вычислять из измерений 1) а) и 2) а) проверки AG7, рассматривая только значения у торца шпинделя, чтобы игнорировать отклонения по параллельности. | ||
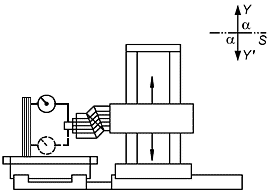
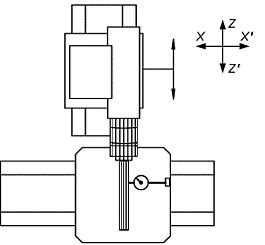
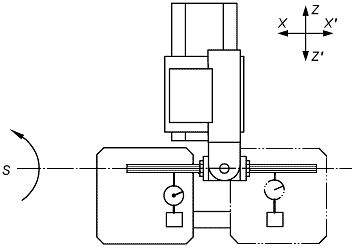
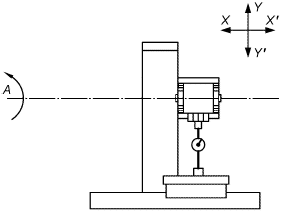
Проверка того, что ось шпинделя |
| ||
Схема измерений | |||
|
| ||
Допуск - 0,020 мм. | Измеренное отклонение | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1. Перемещение по оси Этап 1. Закрепить измерительную головку на столе, установить шпиндель в горизонтальном положении вдоль оси Этап 2. Чтобы избежать накладок с измерительной головкой, отвести бабку только за счет движений по осям Когда перемещения на этапе 2 закончены, половина показания измерительной головки не должна превышать допуск. Отклонения, оцениваемые в этой проверке, можно также определить, проведя проверку AG4 а) после AG1 b) без перемещения по оси | |||
Приложение В
(обязательное)
Поворотные шпиндельные головки с двумя взаимно перпендикулярными осями поворота
Проверка перпендикулярности оси |
| |
Схема измерений
| ||
Допуск - 0,025 мм / 500 мм. | Измеренное отклонение | |
Средства измерений: поверочная линейка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Поверочную линейку следует установить параллельно оси Измерительную головку следует установить либо на корпус вилки, либо на шпиндельную бабку, т.е. в этом случае шпиндель устанавливается перпендикулярно к оси Конкретное значение угла | ||
Проверка перпендикулярности оси |
| |
Схема измерений
| ||
Допуск - 0,025 мм / 500 мм. | Измеренное отклонение | |
Средства измерений: угольник и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Угольник следует установить параллельно оси Измерительную головку следует установить либо на корпусе вилки, или на шпиндельную бабку, т.е. в этом случае шпиндель устанавливается перпендикулярно к оси Конкретное значение угла | ||
Проверка перпендикулярности между собой осей |
| ||
Схема измерений
| |||
Этап 1 | Этап 2 | ||
Допуск - 0,035 мм / 500 мм. | Измеренное отклонение | ||
Средства измерений: поверочная линейка или поверочная плита, контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1. Перемещение по оси Поверочную линейку следует установить параллельно оси Этап 1. Настроить угловое положение вилки (ось Этап 2. Повернуть шпиндельную головку (ось Этап 3. Повернуть вилку (ось Половина разницы между двумя измерениями этапа 2, деленная на расстояние между точкой касания оправки наконечником измерительной головки и осью Примечание - Половина суммы двух измерений на этапе 2 (среднее значение), деленная на расстояние между индикатором и осью | |||
Проверка перпендикулярности оси шпинделя |
| ||
Схема измерений
| |||
Этап 1 | Этап 2 | ||
Допуск - 0,040 мм / 500 мм. | Измеренное отклонение | ||
Средства измерений: поверочная линейка или поверочная плита, контрольная оправка и измерительная головка. | |||
Данные наблюдений и ссылки на ИСО 230-1. Перемещение по оси Поверочную линейку следует расположить параллельно оси Этап 1. Использовать настройку, проведенную на этапе 1 предыдущей проверки (BG3). Этап 2. Измерить отклонение параллельности оси шпинделя | |||
Проверка того, что ось шпинделя |
| |
Схема измерений
| ||
Допуск - 0,020 мм. | Измеренное отклонение | |
Средства измерений: контрольная оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1. Перемещение по оси Повернуть шпиндельную головку в поперечном направлении в одну сторону и настроить ось Измерительную головку установить в нулевое положение и закрепить ее на столе. Чтобы избежать накладок с измерительной головкой, отвести шпиндельную головку только перемещениями вдоль осей Настроить ось Половина нового показания не должна превышать допуск. | ||
Проверка совпадения оси шпинделя
|
| ||
Схема измерений
| |||
a) | b) | ||
Допуск - | Измеренное отклонение | ||
Средства измерений: измерительная головка или контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1. Настроить ось Показания, считанные в двух плоскостях а) и b), следует разделить на два и сравнить с допусками. Измерение b) в плоскости, перпендикулярной к оси Для этой проверки обе оси | |||
Проверка того, что оси |
| |
Схема измерений
| ||
Допуск - 0,020 мм. | Измеренное отклонение | |
Средства измерений: измерительная головка и поверочная плита. | ||
Данные наблюдений и ссылки на ИСО 230-1. Перемещение по оси Поверочную плиту следует установить параллельно плоскости Если шпиндель может быть зафиксирован, измерительную головку следует установить на нем. Отрегулировать оси Повернуть обе оси Половина нового показания не должна превышать допуск. | ||
Приложение С
(обязательное)
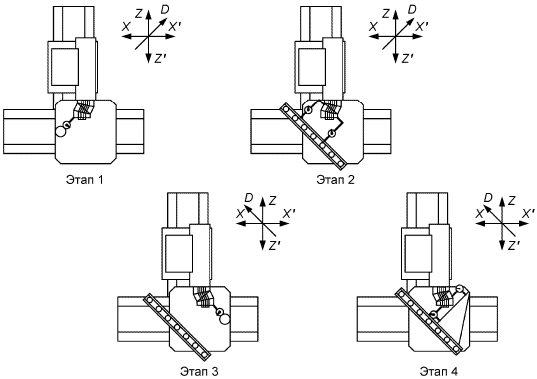
Поворотные шпиндельные головки с непрерывным позиционированием с осью поворота , расположенной под углом 45° к оси шпинделя станка
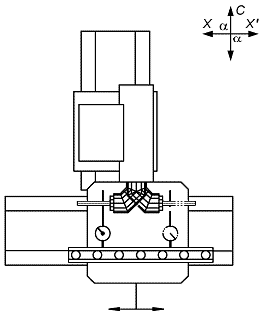
Проверка перпендикулярности оси |
| |
Схема измерений
| ||
Допуск - 0,035 мм / 500 мм. | Измеренное отклонение | |
Средства измерений: поверочная линейка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Поверочную линейку следует установить параллельно оси Измерительную головку следует установить на основание шпиндельной головки, в этом случае шпиндель головки можно установить перпендикулярно к оси Конкретное значение угла | ||
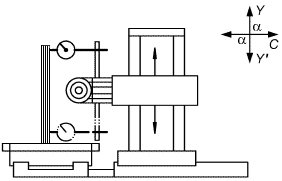
Проверка перпендикулярности оси |
| |
Схема измерений
| ||
Допуск - 0,035 мм / 500 мм. | Измеренное отклонение | |
Средства измерений: угольник и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.512.1, 5.512.32 и 5.512.42. Перемещение по оси Угольник следует установить параллельно оси Измерительную головку следует установить на основание шпиндельной головки, в этом случае шпиндель головки можно установить перпендикулярно к оси Конкретное значение угла | ||
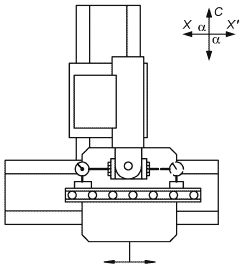
Проверка параллельности оси |
| ||
Схема измерений
| |||
a) | b) | ||
Допуск для а) и b) - 0,020 мм / 300 мм. | Измеренные отклонения: | ||
Средства измерений: контрольная оправка и измерительная головка. | |||
Примечания и ссылки на ИСО 230-1:1996, пункты 5.412.1 и 5.422.3. Проверка может быть выполнена, только если шпиндельную головку возможно повернуть по оси Ось Для а) перемещение по оси Для b) перемещение по оси Сориентировать шпиндель в горизонтальном положении вдоль направления Повернуть основание шпиндельной головки (ось В обеих плоскостях среднее значение двух отклонений, считанных до и после поворота на 180°, не должно превышать допуска. | |||
Проверка точности угла наклона 45° оси шпинделя |
| |
Схема измерений
| ||
Допуск - 0,020 мм / 300 мм. | Измеренное отклонение | |
Средства измерений: контрольная оправка, поверочная линейка, угольник, цилиндрический угольник, коленчатая оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1. Этап 1. Настроить основание шпиндельной головки (ось Этап 2. Настроить шпиндельную головку (ось Этап 3. Измерить перпендикулярность оси шпинделя шпиндельной головки к поверочной линейке, установленной параллельно оси Этап 4. Настроить шпиндельную головку (ось Этап 5. Измерить перпендикулярность оси шпинделя шпиндельной головки к угольнику, установленному на поверочной линейке. Отметить показания и направление отклонения. Половина алгебраической разницы между отклонениями, измеряемыми на этапах 3 и 5, не должна превышать допуск. (Это не следует путать с половиной алгебраической суммы, которая имеет совершенно другое значение). | ||
Проверка точности угла наклона 45° между осями |
| |
Схема измерений
| ||
Допуск - 0,020 мм / 300 мм. | Измеренное отклонение | |
Средства измерений: поверочная линейка, угольник, цилиндрический угольник, коленчатая оправка и измерительная головка. | ||
Примечания и ссылки на ИСО 230-1. Этап 1. Настроить основание шпиндельной головки (ось Этап 2. Установить поверочную линейку на столе перпендикулярно к оси вращения Этап 3. Используя ту же процедуру, как на этапе 1, настроить основание шпиндельной головки с другой стороны. Этап 4. Измерить перпендикулярность оси вращения Половина измеренного отклонения не должна превышать допуск. | ||
Проверка того, лежат ли шпиндель |
| |||
Схема измерений
| ||||
Этап 1 | Этап 2 | Этап 3 | ||
Допуск - 0,020 мм. | Измеренное отклонение | |||
Средства измерений: поверочная линейка, угольник, цилиндрический угольник и измерительная головка. | ||||
Примечания и ссылки на ИСО 230-1. Перемещение по оси Этап 1. Настроить основание шпиндельной головки (ось Этап 2. Настроить шпиндельную головку (ось Этап 3. Настроить шпиндельную головку (ось Когда настройка на этапе 3 будет завершена, половина показания измерительной головки не должна превышать допуск. | ||||
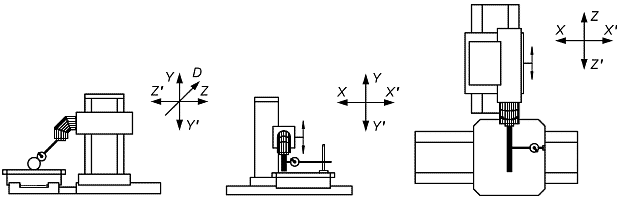
Проверка того, лежат ли |
| |||
Схема измерений
| ||||
Этап 1 | Этап 2 | Этап 3 | ||
Допуск - 0,020 мм. | Измеренное отклонение | |||
Средства измерений: контрольная оправка и измерительная головка. | ||||
Примечания и ссылки на ИСО 230-1. Перемещение по оси Этап 1. Настроить основание шпиндельной головки (ось Этап 2. Настроить шпиндельную головку (ось Этап 3. Повернуть основание шпиндельной головки (ось | ||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочного международного стандарта национальному стандарту
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 230-1:1996 | IDT | ГОСТ Р ИСО 230-1-2010 "Испытания станков. Часть 1. Методы измерения геометрических параметров" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичный стандарт. | ||
Библиография
[1] | ISO 841:2001 | Industrial automation systems - Physical device control - Coordinate system and motion nomenclature (Системы промышленной автоматизации и интеграции. Числовое программное управление станков. Системы координат и обозначение перемещений) |
[2] | ISO 8526-1:1990 | Modular units for machine tools - Workholding pallets - Part 1: Workholding pallets up to 800 mm nominal size (Модули для металлорежущих станков. Спутники с устройством фиксации деталей. Спутники с устройством фиксации деталей с номинальным размером до 800 мм) |
[3] | ISO 8526-2:1990 | Modular units for machine tools - Workholding pallets - Part 2: Workholding pallets of nominal size greater than 800 mm (Модули для металлорежущих станков. Спутники с устройством фиксации деталей. Часть 2. Спутники с устройством фиксации деталей с номинальным размером более 800 мм) |
УДК 621.9.02-434.5:006.354 | ОКС 25.040.10 |
Ключевые слова: методы контроля, обрабатывающие центры, геометрическая точность, проверка, средства измерений, схема измерения, отклонение, допуск | |
Электронный текст документа
и сверен по:
, 2020
{kind=link}