ГОСТ 26063-84*
Группа П70
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Роботы промышленные
УСТРОЙСТВА ЗАХВАТНЫЕ
Типы, номенклатура основных параметров, присоединительные размеры
Industrial robots. Grippers.
Types, nomenclature of basic parametrs, connecting dimensions
ОКП 38 7500
Дата введения 1985-01-01
Постановлением Государственного комитета СССР по стандартам от 26 июня 1984 г. N 2122 срок введения установлен с 01.01.85
Постановлением Госстандарта от 16.04.92 N 416 снято ограничение срока действия
ВЗАМЕН ГОСТ 26063-83
* ПЕРЕИЗДАНИЕ (январь 1997 г.) с Изменениями N 1, 2, 3, утвержденными в ноябре 1985 г., октябре 1986 г., апреле 1992 г. (ИУС 2-86, 1-87, 7-92)
1. Настоящий стандарт распространяется на вновь проектируемые захватные устройства промышленных роботов номинальной грузоподъемностью от 1 до 200 кг и устанавливает их типы, номенклатуру основных параметров и присоединительные размеры фланцевых мест крепления и диаметров цилиндрических хвостовиков.
Стандарт не распространяется на захватные устройства промышленных роботов, выпуск которых начат до введения стандарта в действие.
Пояснения некоторых терминов в области захватных устройств промышленных роботов приведены в приложении.
Стандарт не распространяется на автоматически заменяемые захватные устройства.
Требования настоящего стандарта являются обязательными, кроме п.14.
(Измененная редакция, Изм. N 2, 3).
2. Захватные устройства промышленных роботов по принципу действия подразделяют на типы: механические захватные устройства; вакуумные захватные устройства; магнитные захватные устройства; прочие.
(Измененная редакция, Изм. N 1).
3. Механические захватные устройства промышленных роботов подразделяют на: с приводом, без привода.
4. Механические захватные устройства по типу привода подразделяют на: пневматические; гидравлические; электромеханические; прочие.
(Измененная редакция, Изм. N 1).
5. Вакуумные захватные устройства подразделяют на: активные присоски; пассивные присоски.
6. Магнитные захватные устройства подразделяют на: электромагнитные; с постоянными магнитами.
7. Сменные захватные устройства по способу замены подразделяют на: заменяемые вручную; заменяемые автоматически.
7а. В зависимости от конструкции присоединительных поверхностей захватные устройства подразделяются на:
- захватные устройства с фланцем;
- захватные устройства с цилиндрическим хвостовиком;
- другие.
(Введен дополнительно, Изм. N 2).
8. Присоединительные размеры фланцев роботов для присоединения захватных устройств должны соответствовать указанным на чертеже и в табл.1*.
______________
* Размеры соответствуют стандарту ИСО.
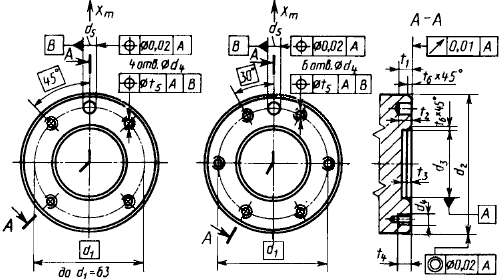
Таблица 1
Размеры в мм
|
|
| Число отверстий | |||||||||
Ряд 1 | Ряд 2 | не менее | ||||||||||
25 | 31,5 | 16 | М4 | 4 | 6 | 4 | 4 | См. п.10 | 0,1 | 0,5 | 4 | |
31,5 | 40 | 20 | М5 | 5 | 5 | |||||||
40 | 50 | 25 | М6 | 6 | 6 | 6 | Не менее 1 | |||||
50 | 63 | 31,5 | ||||||||||
63 | 80 | 40 | ||||||||||
80 | 100 | 50 | М8 | 8 | 8 | 0,15 | 6 | |||||
100 | 125 | 63 | ||||||||||
125 | 160 | 80 | М10 | 10 | 8 | 10 | 8 | |||||
160 | 200 | 100 | ||||||||||
200 | 250 | 125 | М12 | 12 | 12 | 0,2 | ||||||
250 | 315 | 160 | ||||||||||
Пример условного обозначения фланцев с диаметром расположения крепежных отверстий 40 мм:
Фланец 40 ГОСТ 26063-84
Примечание. Размеры диаметров фланцев по ряду 1 являются предпочтительными.
9. Центрирование по диаметру является предпочтительным диаметру
, центрирование по диаметру
зависит от условий применения.
Отверстие предназначено для центрирующего штифта различной формы (цилиндрической, ромбовидной и т.д.). Использование штифта зависит от условий применения. Центр отверстия для штифта должен быть расположен на оси
системы координат присоединительных поверхностей.
10. Минимальная глубина резьбовых отверстий зависит от материала присоединительных устройств рабочего органа.
11. Допуск размеров фланцев - по ГОСТ 25346-89.
12. Геометрические допуски - по ГОСТ 2.308-79.
13. Резьбовые отверстия - по ГОСТ 8724-81*.
______________
* На территории Российской Федерации действует ГОСТ 8724-2002. - .
14. Допускается выполнять фланец полым. В этом случае диаметр центрального отверстия не должен превышать диаметр .
8-14. (Измененная редакция, Изм. N 3).
15. Диаметры цилиндрических хвостовиков захватных устройств должны выбирать из ряда: 6,0; 10,0; 12,5 (14,0); 20,0; 25,0; 30,0; 40,0; 50,0; 60,0; 80,0; 100,0; 125,0 мм.
Примечание. Значение, приведенное в скобках, непредпочтительно.
(Измененная редакция, Изм. N 2).
16. Номенклатура основных параметров захватных устройств промышленных роботов приведена в табл.2.
Таблица 2
Наименование параметра | Обозначение параметра |
Номинальная сила захватывания, Н | |
Масса захватного устройства, кг | |
Время захватывания (отпускания), с | |
Характерные размеры захватываемого предмета, мм: | |
- максимальные | - |
- минимальные | - |
Габаритные размеры захватного устройства, мм | |
Показатели надежности: | |
- установленная безотказная наработка, ч | - |
- установленный срок службы до капитального ремонта, лет | - |
- средняя наработка на отказ, циклов | - |
- средний срок службы до капитального ремонта, лет | |
Вид привода | |
Параметры питания: | |
- напряжение, В | |
- потребляемая мощность, Вт | |
- давление рабочего тела, МПа | |
Условия эксплуатации: | |
- диапазон температуры, °С | |
- относительная влажность, % |
Примечание. В случае оснащения захватных устройств датчиками в номенклатуру основных параметров вводят их технические характеристики.
(Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ
Справочное
ПОЯСНЕНИЯ НЕКОТОРЫХ ТЕРМИНОВ, ПРИМЕНЯЕМЫХ В НАСТОЯЩЕМ СТАНДАРТЕ
Термин | Пояснение |
Захватное устройство промышленного робота | Рабочий орган промышленного робота для захватывания и удерживания предмета производства или технологической оснастки |
Вакуумное захватное устройство: | |
активное | Устройство, в котором разрежение воздуха в зоне контакта с предметом производства или технологической оснасткой создается принудительно |
пассивное | Устройство, в котором разрежение воздуха в зоне контакта с предметом производства или технологической оснасткой создается за счет вытеснения воздуха при деформировании упругого рабочего элемента |
Номинальная сила захватывания | Сила, с которой контактирующие с предметом производства или инструментом части захватного устройства действуют нормально к зажимаемой поверхности |
Время захватывания (отпускания) | Время от момента подачи сигнала устройством управления на захватывание (отпускание) до момента завершения процесса захватывания (отпускания) |
(Измененная редакция, Изм. N 1, 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1997
{kind=link}