ГОСТ 34004-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СТАЛЬНЫЕ ОБСАДНЫЕ, НАСОСНО-КОМПРЕССОРНЫЕ, БУРИЛЬНЫЕ И ТРУБЫ ДЛЯ ТРУБОПРОВОДОВ
Дефекты поверхности резьбовых соединений. Термины и определения
Steel casing, tubing, drill and line pipes. Surface defects of thread connections. Terms and definitions
МКС 23.040.60
Дата введения 2017-09-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 октября 2016 г. N 92-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
(Поправка. ИУС N 3-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 декабря 2016 г. N 2095-ст межгосударственный стандарт ГОСТ 34004-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2017 г.
5 В настоящем стандарте учтены основные нормативные положения следующих стандартов:
- API RP 5B1 "Калибрование и контроль резьбы обсадных, насосно-компрессорных и линейных труб" ("Gauging and Inspection of Casing, Tubing, and Line Pipe Threads", NEQ) в части терминологии несовершенств поверхности и визуального контроля качества поверхности резьбовых соединений;
- API Std 5T1 "Стандарт по терминологии несовершенств" ("Standard on Imperfection Terminology", NEQ) в части терминологии несовершенств поверхности резьбовых соединений
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2022 год, введенная в действие с 12.10.2021
Поправка внесена изготовителем базы данных
Введение
Установленные в настоящем стандарте термины расположены в систематизированном порядке, отражающем систему понятий данной области знаний.
Для каждого понятия установлен один стандартизованный термин.
Не рекомендуемые к применению термины-синонимы приведены в круглых скобках после стандартизованного термина и обозначены пометкой "Нрк".
В стандарте приведены иноязычные эквиваленты стандартизированных терминов на английском (код языка - еn) языке.
Стандартизованные термины набраны полужирным шрифтом, нерекомендуемые термины-синонимы - курсивом, эквивалентные термины на английском языке - светлым шрифтом.
В стандарте приведен алфавитный указатель терминов на русском языке, а также алфавитный указатель на английском языке. В алфавитных указателях данные термины приведены отдельно с указанием номера статьи.
Дополнительно к определению терминов приведены примеры фотографического или графического изображения понятий.
После определения терминов приведены примечания, поясняющие, в каких случаях понятия являются дефектами, содержащие описание их возможного расположения, основные причины возникновения и рекомендации по удалению.
Примечания сформированы на основе общепринятых требований к качеству поверхности резьбовых соединений обсадных, насосно-компрессорных, бурильных труб и труб для трубопроводов, применяемых в нефтяной и газовой промышленности. В зависимости от условий эксплуатации в нормативных и технических документах могут быть установлены другие требования к качеству поверхности резьбовых соединений.
В настоящем стандарте учтены термины, применяемые в API RP 5B1 и API Std 5T1, за исключением терминов, относящихся к геометрическим параметрам резьбовых соединений (острый торец, неполная фаска, тонкие витки, толстые витки, выход резьбы на торец), а также групповых терминов (следы от абразивного воздействия, следы от перемещения, следы от инструмента).
В настоящем стандарте такие понятия, как плена и закат, объединены под одним термином плена, так как они практически неразличимы при визуальном контроле, термин "расслоение" отнесен к нерекомендуемым терминам, так как расслоение не является дефектом поверхности.
1 Область применения
Настоящий стандарт устанавливает термины и определения в области качества поверхности резьбовых соединений обсадных, насосно-компрессорных, бурильных труб и труб для трубопроводов, применяемых в нефтяной и газовой промышленности.
Примечание - Требования к качеству поверхности резьбовых соединений, а также возможность удаления дефектов поверхности должны быть установлены в нормативной и технической документации на резьбовые соединения.
Настоящий стандарт следует применять при визуальном приемо-сдаточном контроле качества поверхности резьбовых соединений.
Настоящий стандарт допускается применять при визуальном входном контроле и контроле качества поверхности резьбовых соединений в процессе эксплуатации.
Настоящий стандарт следует применять совместно с ГОСТ 11708, ГОСТ 21014, ГОСТ 25762, ГОСТ ISO 9000 и [1].
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 25762-83 Обработка резанием. Термины, определения и обозначения общих понятий
ГОСТ ISO 9000-2011 Системы менеджмента качества. Основные положения и словарь
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
3.1 резьбовое соединение: Конструктивный элемент изделия, участвующий в соединении этого изделия с другим изделием, включает в себя кроме резьбы другие элементы - торец, фаску, уступ, расточку, проточку, в зависимости от конструкции резьбового соединения. | еn | thread connection |
3.2 несовершенство (Нрк. допустимый дефект): Несплошность или неоднородность поверхности, имеющая вид, расположение и (или) размер, допустимые установленными требованиями к качеству поверхности резьбового соединения. | еn | Imperfectstion |
Примечания | ||
3.3 дефект (Нрк. недопустимый дефект): Несплошность или неоднородность поверхности, имеющая вид, расположение и (или) размер, недопустимые установленными требованиями к качеству поверхности резьбового соединения. | еn | defect |
Примечания |
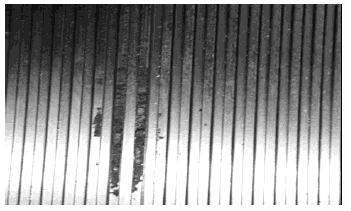
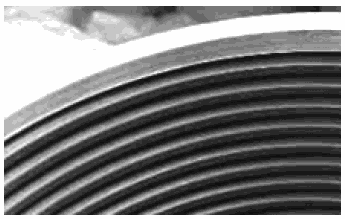
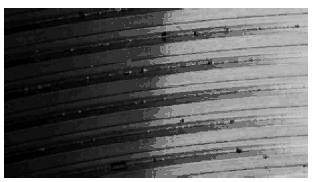
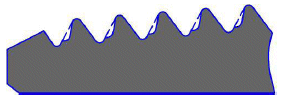
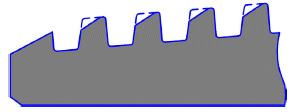
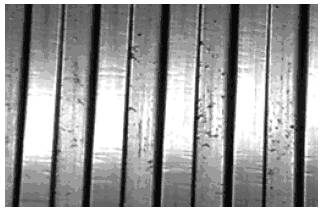
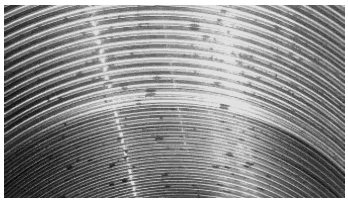
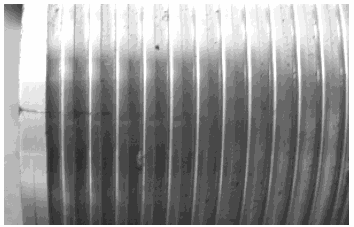
3.4 витки с черновинами (Нрк. черные вершины, черновины, черные витки): Витки резьбы с вершинами, на которых сохранилась поверхность исходной заготовки (см. рисунок 1). | еn | black-crested threads |
| ||
| ||
Примечания |


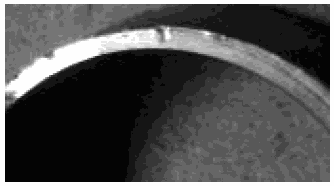
3.5 вмятина (Нрк. впадина, выемка, забоина, надав, отпечаток, раковина, убоина): Нелинейное углубление с пологими стенками и плоским дном (см. рисунок 2). | еn | dent, dinge, mashe |
| ||
| ||
Примечания |
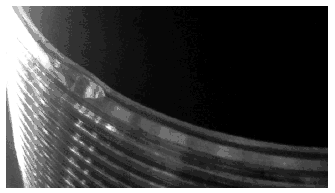
3.6 гребень (Нрк. заусенец, выступ, буртик): Тонкая длинная полоска металла, выступающая над вершиной витка резьбы и кромкой фаски (см. рисунок 3). | еn | fin |
| ||
Примечания |
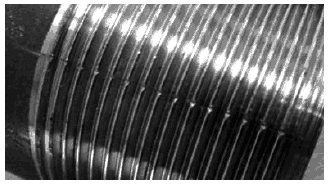
3.7 забоина (Нрк. вмятина, впадина, выемка, надав, отпечаток, раковина, убоина): Нелинейное углубление с непологими стенками и неплоским (острым) дном (см. рисунок 4). | еn | dent, dinge, mashe |
а) Забоины на торце
| ||
Примечания |
3.8 задир (Нрк. рванина, царапина): Линейное повреждение с остатками содранного металла (см. рисунок 5). | еn | gall |
| ||
Примечания |

3.9 заусенец (Нрк. выступ, гребень, завал кромки, буртик): Тонкая короткая полоска металла, выступающая над вершиной витка резьбы или загнутая к его боковой стороне (см. рисунок 6). | еn | burr, feather |
| ||
Примечания |
3.10 налипание (Нрк. бугорки, бугристость, заедание, шероховатость, шишки): Выступ металла неровной формы, плотно прилегающий к основному металлу или отслаивающийся от него (см. рисунок 7). | еn | galling, metall |
| ||
Примечания |
3.11 плена (Нрк. волосовина, закат, отслоение, расслоение, трещина): Нелинейный разрыв, представляющий собой плотно прилегающее отслоение металла, может сопровождаться выпадением отслоившихся участков с образованием раковины (см. рисунок 8). | еn | lap, scale, seam, skin, sliver |
| ||
Примечания |

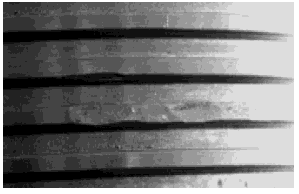
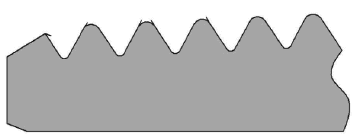
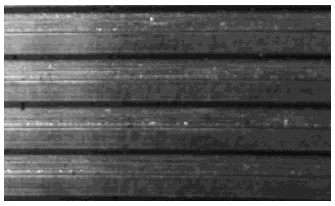
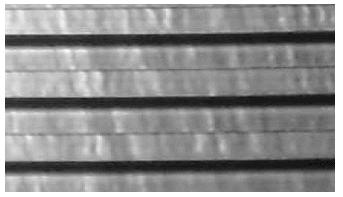
3.12 подрез (Нрк. надрез, порез, лыска, срез): Отсутствие части боковой стороны, вершины или впадины профиля по всей протяженности витка резьбы (см. рисунок 9). | еn | cut |
| ||
Примечания |
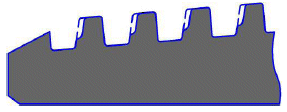
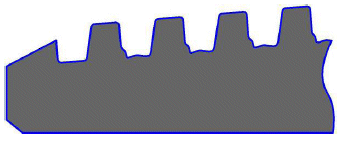
3.13 прерванные витки (Нрк. ломаная резьба, неполные витки, разорванная резьба, язык): Витки резьбы с отсутствующими участками профиля (см. рисунок 10). | еn | broken threads |
| ||
Примечания |
3.14 раковина (Нрк. впадина, выемка, выкрашивание, углубление): Нелинейное углубление с непологими стенками (см. рисунок 11). | еn | pit, surface cavity |
| ||
Примечания |

3.15 рванина (Нрк. вырыв, надрыв, разрыв, рваная резьба): Повреждение, сопровождаемое разрывом или отрывом металла (см. рисунок 12). | еn | flaw, gap, rupture |
| ||
Примечания |

3.16 риска (Нрк. бороздка, канавка, песочина, полоска, седина, трещинка, штришок, царапина): Линейное углубление с плоским или неплоским дном, короткое или длинное, протяженностью по всему витку резьбы (см. рисунок 13). | еn | grind, groove |
| ||
Примечания |
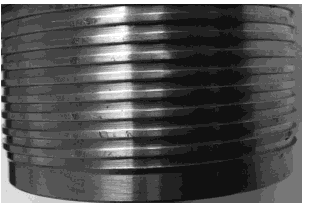
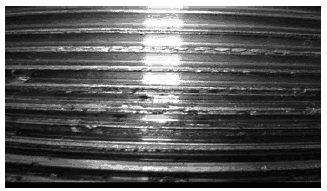
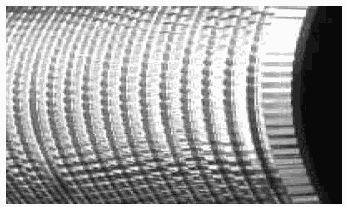
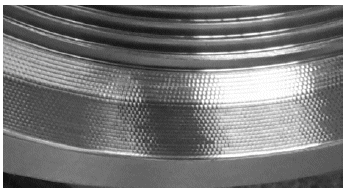
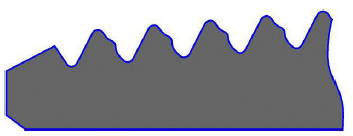
3.17 следы вибрации (Нрк. волнистость, дробление, дрожь, огранка, пьяная резьба, рябь): Множественные периодически повторяющиеся неровности профиля (см. рисунок 14). | еn | chattered threads, drunken threads, wavy threads |
| ||
Примечания |
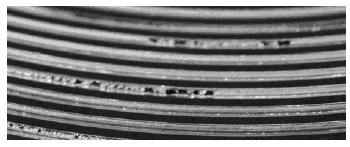
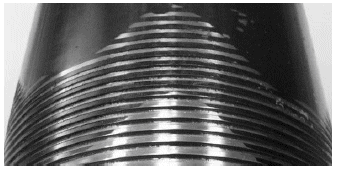
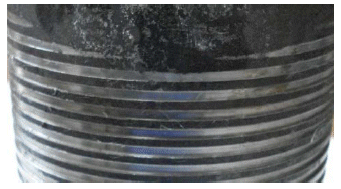
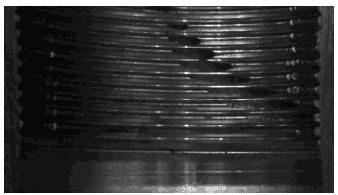
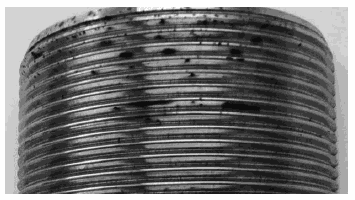
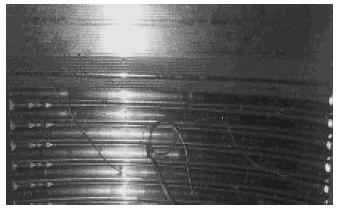
3.18 следы коррозии (Нрк. ржавчина): Разрушение, обусловленное химическими или электрохимическими процессами окисления металла (см. рисунок 15). | еn | corrosion marks |
| ||
Примечания |

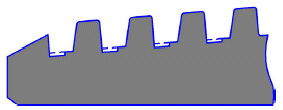
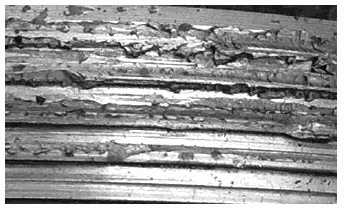
3.19 сорванные витки (Нрк. задиры, рванины, рваная резьба, смятие): Поврежденные витки резьбы с полной потерей профиля (см. рисунок 16). | еn | torn threads, tears |
| ||
Примечания |

3.20 трещина (Нрк. закат, плена, разрыв, расслоение): Линейный разрыв, идущий вглубь металла, зачастую сквозной (см. рисунок 17). | еn | crack |
| ||
Примечания |
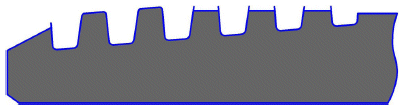
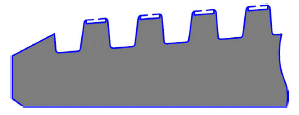
3.21 уступы (Нрк. ступеньки): Неровности профиля витков резьбы неправильной формы с резкими перепадами (см. рисунок 18). | еn | shoulders, steps |
| ||
Примечания |
3.22 усы (Нрк. заусенцы): Металлические нити, соединенные одним концом с поверхностью основного металла (см. рисунок 19). | еn | wicker, whisker |
| ||
Примечания |
Алфавитный указатель терминов на русском языке
Бороздка | 3.16 |
Бугорки | 3.10 |
Бугристость | 3.10 |
Буртик | 3.6, 3.9 |
Вершины черные | 3.4 |
Витки с черновинами | 3.4 |
Витки черные | 3.4 |
Витки прерванные | 3.13 |
Витки неполные | 3.13 |
Витки сорванные | 3.19 |
Вмятина | 3.5 |
Вмятина | 3.7 |
Волнистость | 3.17 |
Волосовина | 3.11 |
Впадина | 3.5, 3.7, 3.14 |
Выемка | 3.5, 3.7, 3.14 |
Выкрашивание | 3.14 |
Вырыв | 3.15 |
Выступ | 3.6, 3.9 |
Дефект | 3.3 |
Дефект допустимый | 3.2 |
Дефект недопустимый | 3.3 |
Гребень | 3.6 |
Гребень | 3.9 |
Дробление | 3.17 |
Дрожь | 3.17 |
Забоина | 3.7 |
Забоина | 3.5 |
Завал кромки | 3.9 |
Задир | 3.8 |
Задир | 3.19 |
Заедание | 3.10 |
Закат | 3.11, 3.20 |
Заусенец | 3.9 |
Заусенец | 3.6, 3.22 |
Канавка | 3.16 |
Лыска | 3.12 |
Надав | 3.5, 3.7 |
Надрез | 3.12 |
Надрыв | 3.15 |
Налипание | 3.10 |
Несовершенство | 3.2 |
Огранка | 3.17 |
Отпечаток | 3.5, 3.7 |
Отслоение | 3.11 |
Песочина | 3.16 |
Плена | 3.11 |
Плена | 3.20 |
Подрез | 3.12 |
Полоска | 3.16 |
Порез | 3.12 |
Разрыв | 3.15, 3.20 |
Раковина | 3.14 |
Раковина | 3.5, 3.7 |
Расслоение | 3.11, 3.20 |
Резьба рваная | 3.15, 3.19 |
Резьба ломаная | 3.13 |
Резьба разорванная | 3.13 |
Резьба пьяная | 3.17 |
Рванина | 3.15 |
Рванина | 3.8, 3.19 |
Ржавчина | 3.18 |
Риска | 3.16 |
Рябь | 3.17 |
Седина | 3.16 |
Следы вибрации | 3.17 |
Следы коррозии | 3.18 |
Смятие | 3.19 |
Соединение резьбовое | 3.1 |
Срез | 3.12 |
Ступеньки | 3.21 |
Трещина | 3.20 |
Трещина | 3.11 |
Трещинка | 3.16 |
Убоина | 3.5, 3.7 |
Углубление | 3.14 |
Уступы | 3.21 |
Усы | 3.22 |
Черновины | 3.4 |
Шероховатость | 3.10 |
Шишки | 3.10 |
Штришок | 3.16 |
Царапина | 3.8, 3.16 |
Язык | 3.13 |
Алфавитный указатель терминов на английском языке
Black-crested threads | 3.4 |
Broken threads | 3.13 |
Burr | 3.9 |
Chattered threads | 3.17 |
Corrosion marks | 3.18 |
Crack | 3.20 |
Cut | 3.12 |
Defect | 3.3 |
Dent | 3.5 |
Dinge | 3.5 |
Drunken threads | 3.17 |
Feather edge | 3.9 |
Fin | 3.6 |
Flaw | 3.15 |
Galling | 3.10 |
Gall | 3.8 |
Gap | 3.15 |
Grind | 3.16 |
Groove | 3.16 |
Imperfection | 3.2 |
Lap | 3.11 |
Mashe | 3.5 |
Metall mark | 3.10 |
Pit | 3.14 |
Rupture | 3.15 |
Scale | 3.11 |
Seam | 3.11 |
Shoulders | 3.21 |
Skin | 3.11 |
Sliver | 3.11 |
Steps | 3.21 |
Surface cavity | 3.14 |
Tears | 3.19 |
Thread connection | 3.1 |
Torn threads | 3.19 |
Wavy threads | 3.17 |
Whisker | 3.22 |
Wicker | 3.22 |
Библиография
[1] | ОСТ 14-82-82 | Отраслевая система управления качеством продукции черной металлургии. Ведомственный контроль качества продукции. Трубы стальные бесшовные катаные. Дефекты поверхности. Термины и определения |
УДК 620.191:621.99:006.354 | МКС 23.040.60 |
Ключевые слова: несовершенство, дефект, исходная заготовка, резьбовое соединение, резьба, торцы, уступы, расточки, проточки, фаски, обработка резанием, резьбонарезание, визуальный контроль, свинчивание, транспортирование, хранение | |
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}