ГОСТ Р 54892-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МОНТАЖ УСТАНОВОК РАЗДЕЛЕНИЯ ВОЗДУХА И ДРУГОГО КРИОГЕННОГО ОБОРУДОВАНИЯ
Общие положения
Installation of air separation plants and other cryogenic equipment. General provisions
ОКС 23.020
Дата введения 2012-06-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 РАЗРАБОТАН рабочей группой в составе Закрытого акционерного общества "Кислородмонтаж" и Национального агентства контроля и сварки
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Техника и технологии добычи и переработки нефти и газа" Управления технического регулирования и стандартизации Федерального агентства по техническому регулированию и метрологии
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 февраля 2012 г. N 12-ст
4 При разработке настоящего стандарта рабочей группой в текст были включены основные нормативные положения международного стандарта ЕН 10204:2004* "Изделия металлические. Типы актов приемочного контроля" (ЕН 10204:2004 "Metallic products. Types of inspection documents")
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомления и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии
Введение
Настоящий стандарт разработан на основании Федерального закона "О техническом регулировании".
Настоящий стандарт относится к виду стандартов на процессы (работы, услуги) производства, эксплуатации, хранения, перевозки, реализации и утилизации продукции (оборудования, технического изделия, объекта капитального строительства).
Разделы 4-8 и 10-20 разработаны с использованием действовавшего ранее в отрасли криогенной техники норматива ОСТ 26-04-538-79 "Воздухоразделительные установки. Общие требования к монтажу".
Требования указанного отраслевого стандарта в настоящем стандарте значительно переработаны (исключены виды оборудования и контроля, снятые с производства и др.) и дополнены современными видами оборудования, способами монтажа и контроля.
Кроме того, эти разделы дополнены требованиями международных стандартов, а также использованы порядок и положения, действующие у современных ведущих мировых производителей криогенного оборудования.
Раздел 3 разработан вновь. Он дополняет термины и определения отрасли криогенной техники, имеющиеся в ГОСТ 21957.
Раздел 9 разработан вновь с учетом современных способов сварки, пайки и применяемых при этом сварочных технологий и материалов. В нем даны рекомендации по сварке основных марок материалов, используемых, а также предполагаемых к использованию в области криогенной техники, требования к качеству сварных швов, исправлению дефектов.
При этом использованы те международные нормативы, требования которых рекомендуется учитывать при выполнении сварки и пайки.
В настоящий стандарт введены новые разделы 21, 22 и 23, в которых собраны современные требования к выполнению описанных в данных разделах видах работ (услуг) с учетом требований действующих технических регламентов (норм и правил) и нормативных правовых актов.
Приложения А-20 разработаны вновь на основании приложений, имевшихся в ОСТ 26-04-538-79, однако они переработаны в целях настоящего стандарта с учетом требований действующих технических регламентов (норм и правил), нормативных правовых актов и существующей международной практики.
Рекомендуемое приложение Д разработано вновь с учетом материалов, подготовленных ФГУ ВНИИПО МЧС России по результатам своих разработок в области обеспечения пожарной безопасности кислородных производств объектов ракетно-космической техники.
В целях повышения ответственности изготовителя (исполнителя, поставщика, посредника) за качество поставляемого оборудования и выполняемых монтажных работ (услуг и т.п.) в настоящем стандарте применен международный стандарт ЕН 10204:2004.
Настоящим стандартом в соответствии с ЕН 10204:2004 вводятся различные типы актов приемочного контроля, предоставляемые изготовителем (исполнителем, поставщиком, посредником) в соответствии с требованиями договора (контракта) на поставку продукции (выполнение работ, оказания услуг).
Описание указанных актов приведено в ЕН 10204:2004.
1 Область применения
1.1 Настоящий стандарт разработан в соответствии с Федеральным законом от 21.07.97 г. N 116-ФЗ [1].
1.2 Настоящий стандарт устанавливает общие положения по организации методов (способов, приемов, режимов, норм и т.п.) выполнения работ (оказания услуг) по монтажу оборудования криогенной техники: установок разделения воздуха и других криогенных систем, отдельного оборудования и трубопроводов при строительстве, техническом перевооружении, реконструкции, капитальном ремонте объектов капитального строительства, методов контроля качества этих работ (услуг) и порядка их приемки.
Положения настоящего стандарта направлены на качественное выполнение работ (оказание услуг) всеми участниками инвестиционного процесса на объекте капитального строительства, предупреждение возникновения аварийных ситуаций и случаев производственного травматизма.
1.3 Настоящий стандарт распространяется на все типы установок разделения воздуха и других криогенных систем, а также на отдельное криогенное оборудование и трубопроводы, работающее в комплексе с ними и монтируемое как в пределах территории станции разделения воздуха, так и в отдельных цехах, зданиях, сооружениях, на обособленных площадках, участках и т.п.
1.4 Настоящий стандарт распространяется также на все типы установок очистки аргона, установок получения редких газов и другое подобное оборудование.
1.5 Требования настоящего стандарта распространяются на выполнение различного рода работ и оказание услуг по монтажу оборудования, имеющего величину суммарной наработки (ресурс) не более установленных в технической документации значений.
1.6 Требования настоящего стандарта распространяются также на оборудование, выработавшее установленный ресурс, при условии выполнения работ по диагностированию его технического состояния и определению остаточного срока эксплуатации в соответствии с РД 03-421-01 [2].
Указанное положение устанавливается по заключению разработчика настоящего стандарта, либо изготовителей этого оборудования, либо сертифицированной организации, аккредитованной и специализирующейся в области разработки оборудования криогенной техники.
1.7 Отдельные положения настоящего стандарта распространяются на другое оборудование, монтируемое на станции разделения воздуха: установки, использующие другие (не криогенные) способы получения продуктов разделения воздуха, кислородные и азотные генераторы в полном объеме; холодильное и компрессорное оборудование в части аппаратов и коммуникаций; системы очистки и охлаждения воды; системы водоподготовки и другое оборудование.
1.8 Настоящий стандарт применяется при строительстве, техническом перевооружении, реконструкции, ремонте объектов капитального строительства (станций разделения воздуха, отдельных производств, обособленных участков и т.п.), а также при реконструкции, сервисном обслуживании и различного вида ремонтах оборудования криогенной техники.
Отдельные положения настоящего стандарта могут применяться при демонтаже, консервации, расконсервации, ликвидации и утилизации указанного оборудования.
1.9 Настоящий стандарт предназначен для применения организациями независимо от их организационно-правовых форм и форм собственности, проектирующими и эксплуатирующими указанное оборудование, выполняющими и принимающими работы по его монтажу, общестроительными и специализированными строительно-монтажными организациями, а также изготовителями (поставщиками, посредниками) данного оборудования в части, относящейся к их профилю.
1.10 Положения настоящего стандарта обязательны для применения к техническим изделиям и оборудованию (работам и услугам), размещаемым (выполняемым) на опасных производственных объектах.
Ссылку на соответствие условиям настоящего стандарта следует указывать в технических заданиях (далее по тексту - ТЗ), технических условиях, паспортах (формулярах) и руководствах по эксплуатации на данное оборудование.
1.11 Существующие объекты криогенной техники, запроектированные и построенные ранее без учета требований настоящего стандарта, после вступления его в законную силу необходимо привести в соответствие с его положениями в сроки, согласованные в установленном порядке.
1.12 Настоящий стандарт не распространяется на иное оборудование, монтируемое на станции разделения воздуха, в том числе: электротехническое, силовое, инженерных сетей (канализация, отопление, водо-, тепло-, газо-, энергоснабжение и т.п.), связи, сигнализации, противопожарное и другое оборудование, монтаж которого ведется по отдельным нормативным документам.
1.13 Настоящий стандарт не распространяется на оборудование для работы с водородом, гелием, ацетиленом, двуокисью углерода, природным газом и другими техническими газами и веществами, имеющими свои специфические особенности.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 3834-1-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 1. Критерии выбора соответствующего уровня требований
ГОСТ Р ИСО 3834-2-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 2. Всесторонние требования к качеству
ГОСТ Р ИСО 3834-3-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 3. Стандартные требования к качеству
ГОСТ Р ИСО 3834-4-2007 Требования к качеству выполнения сварки плавлением металлических материалов. Часть 4. Элементарные требования к качеству
ГОСТ Р ИСО 4136-2009 Испытания разрушающие сварных соединений металлических материалов. Испытание на растяжение образцов, вырезанных поперек шва
ГОСТ Р ИСО 5817-2009 Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества
ГОСТ Р ИСО 9001-2008 Системы менеджмента качества. Требования
ГОСТ Р ИСО 10042-2009 Сварка. Сварные соединения из алюминия и его сплавов, полученные дуговой сваркой. Уровни качества
ГОСТ Р ИСО/МЭК 17050-1-2009 Оценка соответствия. Декларация поставщика о соответствии. Часть 1. Общие требования
ГОСТ Р ИСО/МЭК 17050-2-2009 Оценка соответствия. Декларация поставщика о соответствии. Часть 2. Подтверждающая документация
ГОСТ Р 50628-2000 Совместимость технических средств электромагнитная. Устойчивость машин электронных вычислительных персональных к электромагнитным помехам. Требования и методы испытаний
ГОСТ Р 50839-2000 Совместимость технических средств электромагнитная. Устойчивость средств вычислительной техники и информатики к электромагнитным помехам. Требования и методы испытаний
ГОСТ Р 50862-2005 Сейфы, сейфовые комнаты и хранилища. Требования и методы испытаний на устойчивость к взлому и огнестойкость
ГОСТ Р 51232-98 Вода питьевая. Общие требования к организации и методам контроля качества
ГОСТ Р 51318.22-99 Совместимость технических средств электромагнитная. Радиопомехи индустриальные от оборудования информационных технологий. Нормы и методы испытаний
ГОСТ Р 51321.1-2007 Устройства комплектные низковольтные распределения и управления. Часть 1. Устройства, испытанные полностью или частично. Общие технические требования и методы испытаний
ГОСТ Р 51321.2-2009 Устройства комплектные низковольтные распределения и управления. Часть 2. Дополнительные требования к шинопроводам
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р МЭК 60332-3-21-2005 Испытания электрических и оптических кабелей в условиях воздействия пламени. Часть 3-21. Распространение пламени по вертикально расположенным пучкам проводов или кабелей. Категория A F/R
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.602-95 Единая система конструкторской документации. Ремонтные документы
ГОСТ 9.010-80 Единая система защиты от коррозии и старения. Воздух сжатый для распыления лакокрасочных материалов. Технические требования и методы контроля
ГОСТ 12.0.004-90 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.018-93 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.2.052-81 Система стандартов безопасности труда. Оборудование, работающее с газообразным кислородом. Общие требования безопасности
ГОСТ 12.4.026-76 Система стандартов безопасности труда. Цвета сигнальные и знаки безопасности
ГОСТ 15.311-90 Система разработки и постановки продукции на производство. Постановка на производство продукции по технической документации иностранных фирм
ГОСТ 201-76 Тринатрийфосфат. Технические условия
ГОСТ 245-76 Реактивы. Натрий фосфорнокислый однозамещенный 2-водный. Технические условия
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 859-2001 Медь. Марки
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1460-81 Карбид кальция. Технические условия
ГОСТ 1779-83 Шнуры асбестовые. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2263-79 Натр едкий технический. Технические условия
ГОСТ 2424-83 Круги шлифовальные. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2933-83 Аппараты электрические низковольтные. Методы испытаний
ГОСТ 3134-78 Уайт-спирит. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 4328-77 Реактивы. Натрия гидроокись. Технические условия
ГОСТ 4640-93 Вата минеральная. Технические условия
ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 5152-84 Набивки сальниковые. Технические условия
ГОСТ 5222-72 Проволока из кремнемарганцовой бронзы. Технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия
ГОСТ 5520-79 Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытания на стойкость к межкристаллитной коррозии
ГОСТ 6376-74 Анемометры ручные со счетным механизмом. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8295-73 Графит смазочный. Технические условия
ГОСТ 8429-77 Бура. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия
ГОСТ 9337-79 Реактивы. Натрий фосфорно-кислый 12-водный. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 9544-2005 Арматура трубопроводная запорная. Классы и нормы герметичности затворов
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 10832-91 Песок и щебень перлитовые вспученные. Технические условия
ГОСТ 10885-85 Сталь листовая горячекатаная двухслойная коррозионно-стойкая. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 11878-66 Сталь аустенитная. Методы определения содержания ферритной фазы в прутках
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 13252-91 Затворы обратные на номинальное давление 25 МПа (250 кгс/см
). Общие технические условия
ГОСТ 14202-69 Трубопроводы промышленных предприятий. Опознавательная окраска, предупреждающие знаки и маркировочные щитки
ГОСТ 14254-96 Степени защиты, обеспечиваемые оболочками (код IP)
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размеры
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТ 16214-86 Лента поливинилхлоридная электроизоляционная с липким слоем. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18143-72 Проволока из высоколегированной коррозионностойкой и жаростойкой стали. Технические условия
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18661-73 Сталь. Измерение твердости методом ударного отпечатка
ГОСТ 18704-78 Кислота борная. Технические условия
ГОСТ 19738-74 Припои серебряные. Марки
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
ГОСТ 21957-76 Техника криогенная. Термины и определения
ГОСТ 23178-78 Флюсы паяльные высокотемпературные фторборатно- и боридно-галогенидные. Технические условия
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 24054-80 Изделия машиностроения и приборостроения. Методы испытаний на герметичность. Общие требования
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 26329-84 Машины вычислительные и системы обработки данных. Допустимые уровни шума технических средств и методы их определения
ГОСТ 26388-84 Соединения сварные. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ГОСТ 26389-84 Соединения сварные. Методы испытаний на сопротивляемость образованию горячих трещин при сварке плавлением
ГОСТ 27201-87 Машины вычислительные электронные персональные. Типы, основные параметры, общие технические требования
ГОСТ 28546-2002 Мыло туалетное твердое. Общие технические условия
ГОСТ 29298-2005 Ткани хлопчатобумажные и смешанные бытовые. Общие технические условия
ГОСТ 30247.0-94 Конструкции строительные. Методы испытаний на огнестойкость. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на информационном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 атмосфера помещения, обогащенная кислородом: Атмосфера, в которой в результате максимально возможного аварийного выброса газообразного или пролива жидкого кислорода, его среднеобъемная концентрация в помещении или в пожароопасной зоне этого помещения может превысить 23% объемных.
3.2 блок: Набор оборудования, включающий аппараты, связанные между собой геометрически, функционально либо трубопроводами.
Примечания
1 Блок может иметь наименования: "блок аппаратов", "блок оборудования", "блок охлаждения", "блок осушки", "блок теплообменников" и др. Указанное деление технического изделия на блоки определяется условиями выпуска оборудования высокой заводской готовности.
2 Блок включает в себя все составные части: кожух, каркасы, узлы, машины, сосуды, аппараты, соединительные трубопроводы, арматуру, приборы контроля и управления и др., перечисленные в спецификации на блок.
3 Аппараты блока могут размещаться как на общей раме, так и без нее, если имеют большие габариты и вес.
4 На блок может оформляться отдельный комплект эксплуатационной документации по ГОСТ 2.601, если требуется вести отдельно учет его работы и технического обслуживания.
3.3 блок комплексной очистки; БКО: Набор оборудования, предназначенного для очистки сжатого атмосферного воздуха.
Примечания
1 Аппараты БКО могут размещаться как на общей раме (в каркасе, кожухе и т.п.), так и без нее, если имеют большие габариты.
2 На БКО оформляется отдельный комплект эксплуатационной документации по ГОСТ 2.601, если требуется вести отдельно учет его работы и технического обслуживания.
3.4 блок разделения воздуха; БРВ: Набор оборудования, предназначенного для разделения атмосферного воздуха, заключенный в общий кожух, заполненный изоляцией.
Примечания
1 Оборудование БРВ эксплуатируется частично или полностью при криогенных температурах.
2 Оборудование БРВ включает в себя машины, аппараты, трубопроводы, арматуру, приборы контроля и управления и др., перечисленные в спецификации на блок.
3 На БРВ оформляется отдельный комплект эксплуатационной документации по ГОСТ 2.601, если требуется вести отдельно учет его работы и технического обслуживания.
3.5 болт с контролируемым натяжением: Болт, расчетное натяжение которого регламентируется с погрешностью не более 25% от номинальной величины.
Примечание - Сборка и затяжка соединений на болтах с контролируемым натяжением выполняется с применением динамометрических ключей по установленной процедуре с отметками в специальном журнале.
3.6 дефект: Каждое отдельное несоответствие установленным требованиям.
Примечание - Различают дефекты технического изделия, блока, сосуда под давлением, аппарата, машины, трубопровода, арматуры, датчика, прибора, разъемного и неразъемного соединения и т.п.
3.7 динамическое испытание: Испытание, при котором нагнетание жидкости или газа для поддержания давления продолжается и регулируется в течение всего времени его проведения.
Примечание - Динамическое испытание является элементом испытаний на прочность и плотность и проводится во время их выполнения.
3.8 индивидуальные испытания: Работы по испытаниям смонтированного оборудования с устранением выявленных дефектов.
Примечание - Индивидуальные испытания являются разновидностью технологических испытаний по ГОСТ 16504 и проводятся после монтажа оборудования по месту эксплуатации технического изделия.
3.9 инструкция по монтажу блока; ИМ блока: Технический документ, описывающий порядок сборки и монтажа отдельного блока.
Примечание - ИМ блока может как входить в состав эксплуатационной документации (в комплект поставки изготовителя), так и разрабатываться в составе монтажной документации применительно к конкретному месту эксплуатации.
3.10 инструкция по монтажу оборудования; ИМ оборудования: Технический документ, описывающий порядок размещения и монтажа оборудования, включая машины, блоки, аппараты и трубопроводы.
Примечание - Сведения по монтажу оборудования технического изделия могут содержаться как в составе руководства по эксплуатации технического изделия (в комплекте поставки изготовителя), так и разрабатываться в виде отдельной ИМ в составе монтажной документации применительно к конкретному месту эксплуатации.
3.11 инструкция по монтажу технического изделия; ИМ технического изделия: Технический документ, описывающий порядок размещения и ведения монтажа оборудования технического изделия в полном объеме.
Примечания
1 Полный объем технического изделия включает в себя его составные части: блоки, узлы, машины, сосуды, аппараты, соединительные трубопроводы, арматуру, приборы контроля и управления и другие элементы, необходимые для его эксплуатации.
2 ИМ технического изделия может как входить в состав эксплуатационной документации (в комплект поставки изготовителя), так и разрабатываться в составе монтажной документации применительно к конкретному месту эксплуатации.
3.12 испытание на перепуск: Пневматическое испытание рабочим давлением отдельной полости изделия с контролем падения давления в ней.
Примечания
1 Испытание на перепуск является разновидностью испытания на плотность.
2 Падение давления - один из методов контроля при испытании на плотность.
3.13 испытание на плотность: Гидравлическое либо пневматическое испытание рабочим давлением с выдержкой в течение установленного времени.
Примечания
1 Испытание на плотность является разновидностью приемочных испытаний по ГОСТ 16504.
2 Испытание на плотность технологических трубопроводов регламентируется ПБ 03-585-03 [3].
3 Испытание на герметичность является разновидностью испытания на плотность и проводится по ГОСТ 24054.
3.14 испытание на прочность: Гидравлическое либо пневматическое испытание пробным давлением с выдержкой в течение установленного времени.
Примечания
1 Испытание на прочность является разновидностью приемочных испытаний по ГОСТ 16504.
2 Испытание на прочность технологических трубопроводов регламентируется ПБ 03-585-03 [3].
3.15 комплексное опробование: Работы по подготовке к пуску и пуск.
Примечания
1 Комплексное опробование является отличительной особенностью испытаний оборудования криогенной техники и разновидностью натурных испытаний по ГОСТ 16504.
2 Комплексное опробование проводится после индивидуальных испытаний в соответствии с указаниями руководства по эксплуатации с выходом на параметры, указанные в ТЗ, технических условиях либо программе и методике (далее по тексту - ПМ) комплексного опробования.
3.16 криогенное оборудование: Специальное оборудование, предназначенное для получения и переработки криогенными методами продуктов разделения воздуха и редких газов, которое полностью либо частично эксплуатируется при температурах ниже 120 К (минус 153,15 °С).
Примечания
1 К криогенным методам получения продуктов разделения воздуха относится, в частности, низкотемпературная ректификация.
2 К криогенному оборудованию относятся криогенные системы, предназначенные для накопления, хранения, транспортирования и газификации жидких продуктов разделения воздуха, в том числе: газификационные установки (передвижные и стационарные), газификаторы, емкости и резервуары (транспортные и стационарные), реципиенты, наполнительные рампы, машины, аппараты, криогенные трубопроводы, металлорукава, шланги и т.п.
3 К криогенному оборудованию относится кислородное оборудование для получения продуктов разделения воздуха и редких газов из атмосферного воздуха, в том числе установки разделения воздуха, основанные на низкотемпературной ректификации воздуха, использовании сорбентов (установки КЦА), использовании полупроницаемых мембран, установки получения редких газов, установки очистки аргона, кислородные и азотные генераторы и т.п.
4 Все криогенное оборудование в полном составе относится к опасным производственным объектам.
5 Продукты разделения воздуха - основные компоненты атмосферного воздуха: кислород, азот и аргон.
3.17 механомонтажные работы: Работы, предусмотренные сборочными и монтажными чертежами, ИМ на монтаж и проектом размещения оборудования.
Примечание - Механомонтажные работы в общем случае включают в себя размещение оборудования, изготовление и разводку трубопроводов, сборку кожухов и металлоконструкций и другие работы, оговоренные технической документацией на монтаж.
3.18 объем сосуда: Общий внутренний объем каждой полости сосуда, включая объем штуцеров до первого присоединения, но исключая объем постоянно встроенных внутренних элементов.
3.19 опасный производственный объект: Предприятия или их цехи, участки, площадки, а также иные производственные объекты, на которых получают, используют, перерабатывают, образуют, хранят, транспортируют, уничтожают опасные вещества (воспламеняющиеся, окисляющие, горючие, взрывчатые, токсичные, высокотоксичные вещества, представляющие опасность для окружающей природной среды) и используют оборудование, работающее под давлением более 0,07 МПа или при температуре нагрева воды более 115 °С. [ГОСТ Р 52720-2007, статья 2.30] |
3.20 опрессовка: Испытание технического изделия (сосуда, аппарата, трубопровода) на плотность с выдержкой в течение установленного времени.
Примечания
1 Опрессовка является разновидностью пневматических испытаний на плотность и проводится на полностью смонтированном техническом изделии (сосуде, аппарате, трубопроводе).
2 Различают виды опрессовки: теплая опрессовка, холодная опрессовка, сравнительная теплая опрессовка.
3 Теплая опрессовка проводится при положительной температуре для выявления неплотностей сварных швов, соединений и других дефектов монтажа и сборки.
4 Холодная опрессовка является отличительной особенностью оборудования криогенной техники и проводится при криогенной температуре для выявления неплотностей сварных швов, соединений и других дефектов монтажа и сборки после захолаживания (термических деформаций).
5 Сравнительная теплая опрессовка проводится при положительной температуре после холодной опрессовки для выявления неплотностей сварных швов, соединений и других дефектов монтажа и сборки после отогрева.
3.21 поверхность, контактирующая с кислородной средой: Любая поверхность, которая соприкасается с кислородной средой при нормальном протекании технологических процессов, а также поверхность, которая может вступать в контакт с кислородной средой в результате ошибок производственного персонала или в пределах предусмотренного допусками выхода технологических процессов за установленные эксплуатационными документами значения технических параметров.
Примечание - Кислородная среда - это любая среда (жидкостная или газообразная), которая содержит 23% об. и более кислорода.
3.22 проект размещения оборудования: Технический документ, описывающий порядок, условия размещения и монтажа оборудования на месте эксплуатации, включая производственные помещения (здания, сооружения, коммуникации и т.п.) и прилегающую к ним территорию в установленных границах.
Примечание - Проект размещения оборудования должен быть разработан на любую территорию (станцию, производство, цех, участок, отдельную площадку и т.п.), на которой размещается и эксплуатируется криогенное оборудование или его отдельные элементы постоянно либо периодически.
3.23 редкий газ: Компонент атмосферного воздуха очень малой концентрации.
Примечания
1 Редкими газами являются неон, гелий, криптон, ксенон и радон.
2 Допустимо использовать равнозначный термин "благородные газы".
3.24 руководство по эксплуатации; РЭ: Документ, содержащий сведения о конструкции, принципе действия, характеристиках (свойствах) изделия, его составных частях и указания, необходимые для правильной и безопасной эксплуатации изделия (использования по назначению, технического обслуживания, текущего ремонта, хранения и транспортирования) и оценок его технического состояния при определении необходимости отправки его в ремонт, а также сведения по утилизации изделия и его составных частей. [ГОСТ 2.601-2006, пункт 5.1.2, таблица 1] |
3.25 сосуд под давлением: Герметически закрытая емкость, предназначенная для ведения технологических процессов, а также для хранения и транспортирования газообразных и жидких веществ, в которой поддерживается давление в установленных пределах.
Примечания
1 Границами сосуда под давлением являются входные и выходные штуцера до первого соединения.
2 В сосуде под давлением могут быть несколько полостей под различным давлением.
3 Сосуд под давлением в случае необходимости может включать в себя прикрепленные к корпусу элементы, например фланцы, трубные решетки, штуцера, патрубки, муфты, лапы, опоры, строповые устройства и т.п.
3.26 станция разделения воздуха: Специальным образом подготовленная территория (цех, участок, площадка и т.п.), на которой находятся производственные здания, сооружения и коммуникации, а также размещается и эксплуатируется любое криогенное оборудование и системы, либо их отдельные элементы.
Примечания
1 К данному определению относится любая территория (цех, участок, отдельно расположенная площадка и т.п.), на которой выполняются работы с применением криогенного оборудования, в т.ч. временно или периодически, включая его хранение.
2 Станция разделения воздуха в полном объеме относится к опасным производственным объектам.
3 Станция разделения воздуха должна быть организована в соответствии с утвержденным в установленном порядке проектом размещения оборудования и иметь в своем составе указанный проект с шифром "Исполнительный".
3.27 статическое испытание: Испытание, при котором по достижении конечного давления нагнетание (подача) жидкости или газа прекращается и коллектор подачи давления отсоединяется.
Примечание - Статическое испытание является элементом испытаний на прочность и плотность и проводится во время их выполнения.
3.28 технические условия; ТУ: Технический документ, содержащий полные требования, важные для изготовления технического изделия.
Примечание - ТУ могут содержать также требования, установленные в технических регламентах (нормах и правилах), стандартах и других нормативных правовых актах.
3.29 технический осмотр: Контроль, осуществляемый в основном при помощи органов чувств и, в случае необходимости, средств контроля, номенклатура которых установлена соответствующей документацией. [ГОСТ 16504-81, статья 113] |
Примечания
1 Технический контроль является самостоятельным видом контроля и не заменяет собой визуальный осмотр и измерительный контроль, который выполняется на сварных соединениях по отдельным нормативным документам.
2 В качестве средств контроля используют увеличивающие устройства (лупа, микроскоп и т.п.), мыльный раствор, лампу дневного света, лампу ультрафиолетового излучения, протирочные материалы и др.
3 Допускается использовать другие средства контроля по указанию технической документации (к примеру, пузырьковый с затоплением сосудов в ванне с водой, использование различного содержания воздушно-гелиевых смесей и др.).
3.30 технологическая схема испытаний: Технологическая схема изделия, общая либо по узлам, на которой показаны все испытуемые сети.
3.31 трубопровод: Сосуд протяженной длины, предназначенный для перемещения веществ в газообразном или жидком состояниях.
Примечания
1 К трубопроводам относятся отдельные трубы, системы труб с арматурой или без нее, соединительные элементы, элементы оснащения, шланги и, в случае необходимости, другие элементы, соединенные с трубами и работающие под давлением.
2 Система трубопроводов и связанных с ними сосудов с установленной арматурой, находящаяся под одинаковым давлением, составляет трубопроводную сеть.
3 По давлению системы трубопроводов (трубопроводные сети) разделяются следующим образом:
- система трубопроводов низкого давления - с давлением не выше 1,0 МПа (10 кгс/см) включительно;
- система трубопроводов среднего давления - с давлением не выше 10 МПа (100 кгс/см) включительно;
- система трубопроводов высокого давления - с давлением свыше 10 МПа (100 кгс/см).
3.32 установка разделения воздуха; ВРУ: Набор оборудования, предназначенный для получения из атмосферного воздуха технических газов (кислород, азот и аргон), а также смесей и концентратов редких газов (неоно-гелиевая смесь, криптон-ксеноновый концентрат).
Примечание - Термин "воздухоразделительная установка" применять в технической документации не рекомендуется.
4 Общие положения
4.1 Общие требования по организации строительного производства для последующего выполнения монтажных работ по СНиП 12-01-2004 [4] и другим действующим техническим регламентам (нормам и правилам), нормативным правовым актам.
4.2 К производству монтажных работ необходимо приступать только после окончания и приемки подготовительных работ и работ нулевого цикла.
В объем подготовительных работ в общем виде входят:
- возведение временных зданий и сооружений для монтажных работ и санитарно-бытового обслуживания рабочих, постройка железнодорожных путей и автодорог в объеме, указанном в проекте организации строительства;
- подводка электроэнергии, воды и сжатого воздуха к местам потребления;
- подготовка и планировка монтажной площадки, устройство складских и сборочных площадей, очистка их от строительного мусора, излишних строительных материалов и т.п.;
- монтаж и сдача в эксплуатацию монтажного оборудования, обеспечивающего начало и бесперебойное производство монтажных работ в соответствии с календарным графиком строительства.
В объем работ нулевого цикла в общем виде входят:
- подготовка оснований для строительных конструкций;
- подготовка фундаментов под монтаж оборудования;
- подготовка опор под стальные конструкции.
Указанные работы ведутся по утвержденным проектам организации строительства и проектам производства работ по видам работ:
- на подготовительный период;
- геодезических;
- крановых;
- монтажных;
- санитарно-технических;
- изолировочных;
- отделочных;
- других при необходимости.
4.3 Строительные и подготовительные работы следует выполнять по утвержденному в установленном порядке проекту организации строительства, СНиП III-B.5-62 [5], другим действующим техническим регламентам (нормам и правилам) и нормативным правовым актам, в том числе государственных надзорных органов.
4.4 При поставке оборудования технических изделий следует учитывать рекомендации (приведены в приложении А).
Оборудование технических изделий, поставляемое различными изготовителями (поставщиками, посредниками), в том числе и иностранного производства, должно быть комплектным и иметь полный комплект технической документации на русском языке.
Перевод технической документации на русский язык должен быть лингвистически грамотным и технически корректным, с учетом имеющихся в отрасли криогенной техники специфических терминов и определений.
Примечания
1 В целях настоящего стандарта техническая документация - это документация на техническое изделие, которая разработана изготовителем (разработчиком) данного изделия и служит для его изготовления, монтажа, эксплуатации, ремонта и утилизации.
2 Техническая документация включает в себя конструкторскую, технологическую, нормативно-техническую, эксплуатационную, монтажную и другие виды документации.
3 Номенклатура технической документации определяется изготовителем (разработчиком) с учетом действующих стандартов, технических регламентов (норм и правил) и других нормативных правовых актов.
4.5 Эксплуатационная документация по составу, объему и оформлению должна соответствовать требованиям ГОСТ 2.601, ПБ 03-576-03 [6], ПБ 03-585-03 [3], а также действующих технических регламентов (норм и правил) и других нормативных правовых актов.
4.6 Технические изделия, а также отдельное оборудование, комплектующие изделия, приборы и материалы импортного производства помимо комплекта товаросопроводительных и эксплуатационных документов должны также иметь документы, предусмотренные ГОСТ 15.311 (по согласованию).
4.7 К выполнению строительных и монтажных работ (оказанию услуг) на объектах капитального строительства оборудования ВРУ и другого криогенного оборудования допускаются организации любой формы собственности (далее - монтажные организации), имеющие аттестованные кадры соответствующей квалификации, оборудование и механизмы для выполнения строительных и монтажных работ (оказания услуг) требуемой сложности, а также производственный опыт выполнения таких работ (оказания услуг).
Монтажные организации должны соответствовать всем требованиям СДА-18-2008 [7], а также других нормативов Системы документов по аккредитации (СДА) по своей специализации.
Указанные сведения монтажные организации предоставляют по требованию заказчика (застройщика) при проведении тендера или оформлении договора (контракта) на выполнение работ (услуг).
4.8 Строительные и монтажные работы следует проводить в соответствии с проектом размещения оборудования на объекте капитального строительства, разработанным в полном объеме и оформленным надлежащим образом, при наличии декларации промышленной безопасности, а также положительных заключений экспертизы проекта размещения оборудования и декларации промышленной безопасности, оформленных надлежащим образом.
Монтажные работы необходимо вести в соответствии с технической документацией изготовителя, ИМ технического изделия и его составных частей, а также проектной документацией с учетом требований настоящего стандарта, действующих технических регламентов (норм и правил) и других нормативных правовых актов.
Заказчик (застройщик) передает монтажной организации по акту техническую и проектную документацию на оборудование в трех экземплярах на русском языке в объеме, пригодном для качественного производства работ.
Примечания
1 В целях настоящего стандарта проектная документация - это документация по размещению оборудования технического изделия на объекте капитального строительства (станция разделения воздуха и др.), которая разработана лицом, осуществляющим подготовку проектной документации (далее - разработчик), и служит для его размещения на территории, в здании, сооружении и т.п., монтажа и подготовки к эксплуатации.
2 Проектная документация включает в себя документацию по организации строительного производства, проект размещения оборудования в установленном объеме и монтажную документацию для монтажа всех частей оборудования и коммуникаций, сдачи его заказчику (застройщику) и подготовки к эксплуатации.
3 Номенклатура проектной документации определяется ее разработчиком с учетом требований действующих стандартов, технических регламентов (норм и правил) и других нормативных правовых актов.
4.9 Работы на опасном производственном объекте необходимо проводить под авторским надзором лица, осуществляющего подготовку проектной документации и разработавшего проект размещения оборудования, по СНиП 1.06.05-85 [8].
4.10 До начала монтажных работ необходимо провести организационно-техническую подготовку по СНиП 12-1-2004* [4], СНиП 3.05.05-84 [9], СНиП 3.05.07-85 [10] и подготовить по результатам выполнения строительно-монтажных работ на территории, в зданиях и сооружениях, где будут размещены оборудование и коммуникации, следующие документы:
________________
* Вероятно, ошибка оригинала. Следует читать: СНиП 12-01-2004, здесь и далее по тексту. - .
- акт-допуск для производства строительно-монтажных работ на территории по СНиП 12-03-2001 [12];
- акты исполнительной документации по РД-11-02-2006 [11];
- акты на приемку фундаментов под монтаж оборудования по установленной форме (оформляются в соответствии с приложением Б);
- акты на приемку сооружений (помещений) под монтаж оборудования по установленной форме (оформляются в соответствии с приложением В);
4.11 Лицо, осуществляющее строительство (выполняющее работы, услуги), является основным исполнителем на объекте капитального строительства с выполнением (по согласованию с заказчиком, застройщиком) одновременно функции генерального подрядчика.
Примечания
1 В целях настоящего стандарта лицо, осуществляющее строительство (работы, услуги), - головная монтажная организация, выполняющая строительные и монтажные работы и привлекающая при необходимости другие организации для выполнения работ не по своей специализации.
Головная монтажная организация осуществляет координацию выполняемых работ на объекте другими исполнителями, в т.ч. в условиях действующего производства.
2 В целях настоящего стандарта лицо, осуществляющее подготовку проектной документации, - головная проектная организация, выполняющая подготовку проектной документации и привлекающая при необходимости другие проектные организации для выполнения других частей проекта не по своей специализации.
Разработчик осуществляет координацию выполняемых работ другими проектными организациями по выполнению своих частей проекта размещения оборудования.
3 В целях настоящего стандарта шеф-монтажная организация - организация любой формы собственности, как юридическое лицо, так и физическое лицо, выполняющее своими специалистами (далее - шеф-инженеры) техническое руководство выполнения монтажных работ, проведения испытаний и пусконаладочных работ.
4.12 Перед началом работ необходимо разработать:
- подробный рабочий план-график проведения строительных и монтажных работ с указанием точных сроков выполнения всеми исполнителями отдельных этапов работ;
- график объемов выполненных работ по срокам сетевого плана-графика, который будет представлять собой суммарную стоимость выполняемых работ по срокам каждого этапа.
4.13 При выполнении строительных и монтажных работ необходимо проводить еженедельный анализ и корректировку данных плана-графика и графика объемов выполненных работ. Эти данные могут быть использованы в качестве базы для промежуточной оплаты принятых заказчиком выполненных объемов работ.
4.14 До начала работ необходимо разработать план обеспечения контроля качества по ГОСТ Р ИСО 9001.
Этот план должен содержать инструкции и методики, указанные в нем, а также требования стандартов, технических регламентов (норм и правил), других нормативных правовых актов по изготовлению и монтажу оборудования.
Заказчик (эксплуатирующая организация) проводит на любом этапе проверки для подтверждения соответствия выполняемых работ установленному плану обеспечения контроля качества.
Государственный строительный надзор проводится специально уполномоченными лицами в процессе выполнения строительства (монтажных работ) по заранее утвержденной программе проведения проверок в соответствии с РД-11-04-2006 [13].
4.15 До начала работ на объекте следует разработать проект производства монтажных работ на монтаж оборудования и трубопроводов по СНиП 12-1-2004 [4] и СНиП 3.05.05-84 [9].
4.16 До начала работ на объекте следует разработать проект производства работ кранами по подъемам и перемещениям оборудования, а также технологические карты погрузочно-разгрузочных работ по РД-11-06-2007 [14].
4.17 Комплектующее оборудование и материалы, применяемые для монтажа, должны соответствовать монтажным чертежам и удовлетворять требованиям стандартов и ТУ на них.
4.18 Все отступления от технической и проектной документации, монтажных чертежей, РЭ, ИМ и ТУ или ТЗ на техническое изделие до начала работ необходимо согласовать в установленном порядке со всеми исполнителями.
4.19 До начала работ следует подготовить:
- журнал регистрации вводного инструктажа по ГОСТ 12.0.004;
- журнал регистрации инструктажа на рабочем месте по ГОСТ 12.0.004;
- журнал регистрации противопожарного инструктажа по установленной действующими нормативными документами форме;
- другие документы, оговоренные действующими нормативными правовыми актами и документами по охране труда;
- общий журнал работ по РД-11-05-2007 [15];
- журнал сварочных работ (форма журнала и правила его ведения приведены в приложении Г);
- журнал регистрации технических решений об отклонении по согласованной форме;
- специальные журналы работ (к примеру, журнал работ по монтажу строительных конструкций, журнал замоноличивания монтажных стыков, журнал работ по устройству свайных фундаментов, журнал бетонных работ, журнал производства антикоррозионных работ и др.).
Виды и номенклатура специальных журналов работ определяются объемом и технологией выполняемых работ, требованиями действующих технических регламентов (норм и правил), других нормативных правовых актов и устанавливаются до начала работ на объекте.
Процедура регистрации общего журнала, журнала сварочных работ и специальных журналов работ по РД-11-05-2007 [15].
При большом объеме выполняемых работ крупных технических изделий допускается готовить журналы сварочных работ и специальные журналы работ по отдельным видам (этапам) работ для отдельных единиц изделий: здание, сооружение, коммуникация, блок, машина, аппарат, трубопровод и т.п.
При этом указанные выше журналы будут содержать только общие сведения, а также перечень, номера и наименования входящих в них журналов.
4.20 Работы по сборке и монтажу ВРУ и другого криогенного оборудования в общем виде включают в себя механомонтажные и пусконаладочные работы по оформленной и утвержденной в установленном порядке проектной документации.
4.21 Механомонтажные работы включают: размещение аппаратов, арматуры, машинного оборудования, изготовление, разводку, сварку и пайку трубопроводов, сборку кожухов и металлоконструкций и прочие работы, предусмотренные ИМ, монтажными чертежами изготовителя и проектом размещения (для ВРУ, подлежащих сборке на месте эксплуатации), либо размещение блоков, межблочных аппаратов, арматуры и машин, изготовление, разводку, сварку, пайку трубопроводов и прочие работы, предусмотренные ИМ и проектом размещения (для ВРУ, поставляемых в блочном исполнении), монтаж, наладку и испытание средств вычислительной техники, систем управления и другого электрооборудования, программного обеспечения, индивидуальные испытания смонтированного оборудования, включающие испытания монтажных швов на прочность, испытания оборудования и трубопроводов на прочность и плотность, проведение теплых опрессовок с устранением неплотностей, проверку герметичности многопоточных теплообменных аппаратов, проведение холодной опрессовки с последующим отогревом и проведением сравнительной теплой опрессовки, заземление, изоляцию блоков, аппаратов и трубопроводов.
Эти работы выполняются монтажной организацией с обязательным участием шеф-инженеров.
Окончание механомонтажных работ завершается подписанием акта рабочей комиссии о приемке оборудования после индивидуальных испытаний.
С момента подписания данного акта оборудование считается принятым у монтажной организации после монтажа.
4.22 Пусконаладочные работы включают в себя комплексное опробование оборудования и приемо-сдаточные испытания.
4.22.1 Комплексное опробование включает подготовку оборудования к пуску, захолаживание аппаратов и пуск в соответствии с указаниями РЭ или ПМ с выходом на параметры, указанные в ТУ или ТЗ, переключения и частичные отогревы аппаратов, предусмотренные РЭ или ПМ, а также остановку, слив жидкости и полный отогрев оборудования.
Эти работы выполняются производственным персоналом заказчика (эксплуатирующей организации) с обязательным участием шеф-инженеров.
Окончание работ завершается подписанием акта рабочей комиссии о приемке оборудования после комплексного опробования.
4.22.2 Приемо-сдаточные испытания технического изделия включают работу его на режимах и с продолжительностью, указанных в ТУ, ТЗ или ПМ испытаний.
Эти работы выполняются производственным персоналом заказчика (эксплуатирующей организации) с обязательным участием шеф-инженеров.
Окончание испытаний завершается подписанием акта рабочей комиссии о приемке изделия после приемо-сдаточных испытаний.
4.23 Монтаж оборудования проводят под надзором шеф-инженеров изготовителя (разработчика). Шеф-монтажный персонал должен иметь высшее специальное образование, соответствующую квалификацию и опыт работы в данной области техники.
Для выполнения шеф-монтажных работ допускается привлекать специалистов других организаций, отвечающих указанным требованиям.
Персонал монтажной организации не имеет права выполнять функции шеф-инженеров при выполнении работ на одном объекте.
4.24 Монтаж опытных (головных) образцов оборудования необходимо проводить также под авторским надзором его изготовителя (разработчика).
Авторский надзор необходимо осуществлять по СП 11-110-99 [16] либо по документам разработчика (изготовителя) данного оборудования.
4.25 В общем виде монтаж криогенного оборудования на станции разделения воздуха включает в себя следующие работы:
- приемка оборудования и его хранение до начала монтажа, в том числе:
а) приемка оборудования, изделий и материалов на объект;
б) осмотр оборудования, изделий и материалов после приемки;
в) перемещения тяжеловесного оборудования на объекте;
г) чистка оборудования и изделий перед их хранением;
д) защита внутренних поверхностей от загрязнений;
е) хранение оборудования, изделий и материалов до начала монтажа;
- подготовка трубопроводов к монтажу, в том числе:
а) изготовление трубопроводов и трубных сборок;
б) испытания трубопроводов и трубных сборок;
в) обезжиривание трубопроводов и трубных сборок;
г) обработка внутренней поверхности трубопроводов и трубных сборок;
д) нанесение покрытия и защита внутренних поверхностей трубопроводов и трубных сборок от загрязнений;
е) хранение трубопроводов и трубных сборок до начала монтажа;
- монтаж оборудования, арматуры и трубопроводов, в том числе:
а) передача оборудования, изделий, материалов, трубопроводов и трубных сборок в монтаж;
б) осмотр и очистка оборудования, изделий, материалов, трубопроводов и трубных сборок;
в) испытания оборудования, арматуры и трубопроводов перед монтажом (при необходимости);
г) обезжиривание оборудования, трубопроводов, изделий и материалов (при необходимости);
д) подготовка оборудования и трубопроводов к монтажу;
е) монтаж оборудования, арматуры и трубопроводов;
ж) установка датчиков и прокладка кабельных коммуникаций;
и) испытания оборудования и трубопроводов после монтажа;
к) монтаж средств вычислительной техники;
л) испытания средств вычислительной техники после монтажа;
- индивидуальные испытания, в том числе теплые опрессовки, оборудования и трубопроводов;
- холодная опрессовка (при необходимости) оборудования и трубопроводов с последующим проведением сравнительной теплой опрессовки;
- изолирование и отделка блоков, оборудования и трубопроводов;
- комплексное опробование смонтированного оборудования;
- приемо-сдаточные испытания технического изделия;
- наладка рабочего режима (при необходимости).
Конкретный порядок работ и их объем может отличаться от указанного выше, и его следует уточнить и отразить в документации на монтаж.
4.26 Порядок организационных мероприятий в процессе подготовки и ведения работ необходимо выполнять в виде периодических совещаний с представителями всех сторон, участвующих в работах.
На этих совещаниях рассматриваются все вопросы предстоящего этапа работ, документы, которые разработаны для выполнения работ, и документы, которые должны быть оформлены по результатам выполнения работ.
Все указанные материалы следует собирать в Папки документов.
Решения совещаний являются обязательными для всех исполнителей.
При необходимости разработанные документы могут корректироваться исполнителями с согласованием этих корректировок до начала работ.
4.27 Совещания проводятся по следующим основным этапам монтажных работ с рассмотрением на них Папок документов:
- монтажа - общая организация работ на объекте;
- подъемов - подъемы и перемещения тяжеловесного оборудования;
- обезжиривания - обезжиривание машин, оборудования, арматуры и трубопроводов;
- обработки - обработка внутренних поверхностей оборудования, арматуры, трубопроводов и трубных сборок;
- сварки - выполнение сварных и паяных соединений;
- оборудования - монтаж компрессорного, машинного и технологического оборудования;
- трубопроводов - изготовление и монтаж трубопроводов и трубных сборок;
- испытаний - испытания трубопроводов и трубных сборок после монтажа;
- средств вычислительной техники - монтаж контрольно-измерительных приборов и оборудования средств вычислительной техники;
- индивидуальных испытаний - индивидуальные испытания смонтированного технологического оборудования и трубопроводов;
- изолирования - изолирование оборудования и трубопроводов;
- комплексного опробования - комплексное опробование смонтированного оборудования технического изделия;
- приемо-сдаточных испытаний - приемо-сдаточные испытания технического изделия.
Конкретный порядок проведения совещаний, а также перечень рассматриваемых документов необходимо установить на первичном совещании.
4.28 На первичном совещании помимо рассмотрения общих организационных вопросов необходимо рассмотреть также Папку монтажа в составе следующих документов:
- комплект проектной документации на размещение и монтаж технического изделия;
- комплект технической документации на техническое изделие;
- комплекты документов, разработанных монтажной организацией и ее соисполнителями по видам своих работ;
- ИМ на техническое изделие и его составные части;
- документы, указанные в 4.10 и 4.19 настоящего стандарта;
- комплект сертификатов соответствия и разрешений на применение данного технического изделия и всех его составных частей, включая комплектующие изделия;
- проекты производства работ по подъемам и перемещениям, а также на монтажные и другие работы;
- сетевой план-график выполнения работ;
- график объемов выполненных работ;
- план обеспечения контроля качества работ;
- перечень руководителей и специалистов, обеспечивающих выполнение монтажных работ, аттестованных по РД-03-19-2007 [17], с копиями действующих квалификационных удостоверений;
- другие документы (при необходимости).
На этом же совещании рассмотреть и предварительно определить объем и содержание каждого этапа, перечень привлекаемых соисполнителей по этапам, перечень Папок документов, а также согласовать общие сроки выполнения работ.
Необходимость ведения специальных журналов работ, а также их номенклатуру, форму и состав указываемых в них сведений также следует установить на этом совещании.
4.29 На первичном совещании необходимо рассмотреть форму и содержание и утвердить перечень основных монтажных актов, которые будут оформлять по ходу выполнения работ. Этот перечень в общем виде включает в себя следующие основные монтажные акты:
- акты исполнительной документации по РД-11-02-2006 [11];
- акт на приемку фундамента под монтаж оборудования;
- акт приемки сооружения (помещения) под монтаж оборудования;
- акт наружного осмотра оборудования (арматуры);
- акт о выявленных дефектах оборудования;
- акт о выявленных дефектах арматуры;
- акт на приемку оборудования в монтаж;
- акт обезжиривания;
- сертификат чистоты;
- акт испытаний технологического оборудования;
- акт испытания арматуры;
- акт о регулировке предохранительного клапана;
- акт испытаний машинного оборудования;
- акт контроля расположения аппаратов в блоке (оборудования криогенной системы);
- акт готовности опорных конструкций под монтаж оборудования (коммуникаций);
- акт на выверку ректификационной колонны;
- акт на установку фильтрующих элементов;
- акт на загрузку адсорбента (реагента);
- акт растяжки компенсаторов;
- акт промывки/продувки трубопровода (трубопроводной сети);
- акт на установку диафрагмы;
- акт проверки монтажа трубопроводов на соответствие монтажно-технологической схеме;
- акт на проведение работ по заземлению;
- акт о проведении гидравлического испытания трубопровода (общего гидравлического испытания трубопроводной сети);
- акт о проведении пневматического испытания трубопровода (общего пневматического испытания трубопроводной сети);
- акт о проведении испытаний замыкающих кольцевых швов трубопроводов (трубопроводных сетей);
- акт о теплой опрессовке (сравнительной теплой опрессовке);
- акт испытания на плотность (перепуск давления из одной системы в другую и падение давления);
- акт о холодной опрессовке;
- акт продувки;
- акт рабочей комиссии о приемке оборудования после индивидуальных испытаний;
- акт о готовности к изолированию;
- акт на изолирование;
- акт рабочей комиссии о приемке оборудования технического изделия после комплексного опробования;
- акт рабочей комиссии о приемке технического изделия после приемо-сдаточных испытаний.
Состав основных монтажных актов следует уточнить в зависимости от вида и объемов работ.
4.30 Количество основных монтажных актов не регламентируется и зависит от объема и номенклатуры монтируемого оборудования.
Формы основных монтажных актов приведены в обязательных приложениях к настоящему стандарту.
4.31 Помимо основных монтажных актов в процессе выполнения работ возможно оформление дополнительных актов (протоколов, сертификатов, заключений и т.п.) на отдельные виды и объемы работ в соответствии с действующими техническими регламентами (нормами и правилами) и нормативными правовыми актами по приводимым в них формам.
Необходимость и формы этих документов следует рассмотреть во время проведения первичных совещаний по каждому этапу.
Дополнительные акты (протоколы, сертификаты, заключения и т.п.), оформляемые сторонними организациями на свои части работ, необходимо принимать по установленным в этих организациях формам, предварительно проверив их соответствие виду выполняемых работ.
4.32 В процессе выполнения работ на каждом этапе необходимо вести акты проведения проверок произвольной формы, в которых надлежит указывать кратко все работы этапа, исполнительные документы, по которым проводятся эти работы, отметки о выполнении работ и подписи проверяющих лиц, в том числе от монтажной организации, шеф-монтажной организации и заказчика (эксплуатирующей организации).
Рекомендуемое содержание этих актов:
- работы, проводимые на этапе подготовки первичного совещания;
- документы, разрабатываемые на этапе подготовки;
- формы отчетных актов;
- итоги первичного совещания;
- работы по этапу;
- контрольные проверки;
- отчетные документы по этапу;
- рассмотрение отчетных документов;
- утверждение Папки работ по этапу.
4.33 После выполнения работ по каждому этапу следует проводить повторные совещания, на которых рассматривают оформленные по этапу документы и утверждают Папки документов.
5 Меры безопасности
5.1 При выполнении монтажных работ (оказании услуг) необходимо выполнять все требования техники безопасности, изложенные в действующих законах об охране труда, стандартах системы безопасности труда в части, относящейся к данному оборудованию и работам, а также в других действующих технических регламентах (нормах и правилах) и нормативных правовых актах, в частности, СНиП 12-03-2001 [12] и ОСТ 26-04-2153-77 [18].
5.2 При выполнении монтажных работ (оказании услуг), в том числе при проведении любых видов испытаний оборудования и трубопроводов, необходимо выполнять требования федеральных законов от 22.07.2008 г. N 123-ФЗ [19] и от 21.12.94 г. N 69-ФЗ [20] по правилам пожарной безопасности, а также других действующих технических регламентов (норм и правил) и нормативных правовых актов в данной области.
5.3 При выполнении любых работ, связанных с обращением жидкого и газообразного кислорода, необходимо учитывать соответствующие рекомендации (приведены в приложении Д).
5.4 Перед выполнением любого вида работ в местах действия опасных и вредных факторов необходимо оформлять наряд-допуск по форме СНиП 12-03-2001 [12] .
5.5 При выполнении монтажных работ необходимо руководствоваться инструкцией по технике безопасности, действующей в монтажной организации и разработанной с учетом ОСТ 26-04-2600-83 [21], а также требованиями технических регламентов (норм и правил) и нормативных правовых актов.
5.6 Инструкцию и другие документы по технике безопасности следует вывешивать на рабочей площадке на специальном стенде для ознакомления с ними рабочего персонала.
5.7 До начала работ необходимо составить подробный план обеспечения техники безопасности при выполнении монтажных работ.
Этот план, как минимум, должен содержать:
- общие меры по выполнению действующих норм техники безопасности и правил охраны труда;
- конкретные меры по выполнению норм техники безопасности и правил охраны труда на каждом этапе по видам работ;
- административные методы по обеспечению выполнения этих норм и правил;
- содержание, периодичность и методы инструктажа и обучения производственного персонала нормам техники безопасности и правилам охраны труда;
- диаграмма уровней ответственности с указанием руководителей и сотрудников, которые несут ответственность за соблюдение этих норм и правил на каждом этапе и месте проведения работ.
5.8 Производственный персонал должен быть обучен, аттестован и проинструктирован, иметь соответствующие удостоверения и проходить периодическую переаттестацию и инструктаж согласно действующим правилам и нормам с отметками в журналах регистрации по видам инструктажа.
Сроки аттестации персонала должны быть действительны на все время выполнения работ до их полного окончания.
5.9 Технологические приспособления, оснастка, транспортные и грузоподъемные средства, сварочные материалы и оборудование, инструмент, контрольно-измерительные приборы, применяемые при монтаже и испытаниях, должны находиться в исправном состоянии и быть аттестованы в установленном порядке.
Сроки аттестации должны быть действительны на все время выполнения работ до их полного окончания.
5.10 Применение фланцевых соединений оборудования, арматуры и трубопроводов, находящихся в зоне насыпной изоляции, как при изготовлении оборудования, так и при его монтаже, не допускается.
5.11 Все испытания необходимо проводить под руководством и в присутствии ответственного лица в строгом соответствии с ПМ, РЭ, инструкциями, правилами по технике безопасности и техническими требованиями чертежей.
5.12 При проведении пневматических испытаний резервуаров (отдельно или в составе криогенных систем) персонал, проводящий испытания, необходимо размещать в укрытиях или за защитным кожухом.
При проведении пневматических испытаний необходимо выполнять требования РД 26-12-29-88 [22].
5.13 При проведении любых испытаний необходимо руководствоваться инструкцией по технике безопасности при эксплуатации технического изделия, разработанной с учетом требований РЭ, ПБ 03-576-03 [6], ПБ 03-585-03 [3], ПБ 11-544-03 [23].
5.14 Любые работы в закрытых помещениях либо в плохо вентилируемых объемах (емкости, резервуары, трубопроводы, сосуды и т.п.), где содержание кислорода в воздухе может быть менее 19 об. % или более 23 об. %, допустимо выполнять только после проведения анализа воздуха на содержание кислорода.
При этом работы следует проводить с обязательным присутствием еще двух рабочих, которые находятся вне закрытого объема и на прямой связи с работающим внутри для его страховки.
5.15 Все работы по очистке, промывке и обезжириванию трубопроводов, арматуры, сборочных единиц и деталей следует проводить в специальных помещениях, оборудованных приточно-вытяжной вентиляцией.
5.16 Использование азота в закрытых пространствах (объемах) запрещено из-за опасности удушения.
В этом случае следует использовать сухой воздух.
5.17 Общие принципы поведения производственного персонала в аварийной ситуации включают в себя следующее:
- определение степени аварийной ситуации и необходимых действий;
- наличие списка аварийных телефонов на площадке;
- наличие средств оказания первой помощи пострадавшим;
- наличие мест для личной эвакуации персонала;
- использование аварийных систем связи для оповещения руководства.
Конкретные действия персонала в аварийных ситуациях надо ввести в состав инструкции по технике безопасности и вывесить на стенде.
5.18 Весь производственный персонал на монтажной площадке должен иметь соответствующее виду работ защитное оснащение:
- шлемы для защиты головы;
- очки или козырьки для защиты глаз;
- маски для защиты лица;
- перчатки для защиты рук;
- усиленную обувь для защиты ног;
- средства индивидуальной защиты органов дыхания;
- ремни безопасности для работы на высоте.
5.19 При работе с изолирующими материалами (перлит, шлаковата, стекловолокно и т.п.), адсорбентами (цеолиты и т.п.) и реагентами (катализаторы и т.п.) различных марок обязательно применение защитных масок, очков, респираторов, рукавиц и соблюдение всех установленных мер техники безопасности.
5.20 При работах внутри изолированных кожухов БРВ необходимо защищать уши работающих от звуковых ударов, которые могут возникать при падении материалов и инструментов с высоты внутри блока, а также ударов по кожуху снаружи.
5.21 При открытии и закрытии арматуры допускается применять только специально предназначенные для этого приспособления.
6 Охрана окружающей среды
6.1 При выполнении монтажных работ необходимо на всех этапах осуществлять мероприятия по охране окружающей среды, которые должны включать рекультивацию земель, предотвращение потерь природных ресурсов, предотвращение или очистку вредных выбросов в почву, водоемы и атмосферу.
Указанные мероприятия должны быть предусмотрены в проектно-сметной документации.
6.2 При планировании и выполнении мероприятий по охране окружающей среды необходимо руководствоваться требованиями федеральных законов от 10.01.02 г. N 7-ФЗ [24] и от 04.05.99 г. N 96-ФЗ [25], постановления Правительства Российской Федерации от 03.08.92 г. N 545 [26], системы стандартов в области охраны природы и улучшения использования природных ресурсов (группы стандартов 17.1, 17.2, 17.4, 17.5), а также других действующих нормативных правовых актов в данной области.
6.3 Все химические реагенты, используемые при монтажных работах, требуют особого обращения с собой и специальных средств защиты.
Производственный персонал должен постоянно получать необходимую информацию о применяемых химических реагентах, рисках при работе с ними и мерах защиты, а также проходить специальное обучение и регулярный инструктаж с отметками в журнале регистрации инструктажа на рабочем месте до начала выполнения работ.
6.4 В случае утечки или случайного выброса химический реагент должен быть немедленно собран (локализован) с помощью инертного абсорбирующего материала, который следует иметь в резервном хранилище.
6.5 При опасности выброса химических реагентов все потенциальные источники воспламенения следует выявить и устранить, окружающая зона должна постоянно проветриваться, а персонал должен быть эвакуирован.
В такую зону может входить только специально обученный персонал в защитной одежде и с индивидуальными средствами защиты.
6.6 Воздух и азот, используемые для удаления паров растворителей после обезжиривания, должны выводиться из помещений по специальным трубопроводам с учетом требований, изложенных в проекте размещения оборудования.
6.7 Жидкие отходы перед сбросом в канализацию следует очищать в соответствии с существующими инструкциями и действующими нормативами.
6.8 Производственные и бытовые стоки, образующиеся на монтажной площадке, необходимо очищать и обезвреживать в порядке, предусмотренном ППР.
6.9 Водомасляная эмульсия должна разделяться на нефтепродукты и воду. Нефтепродукты должны направляться на регенерацию или утилизацию.
6.10 Твердые производственные отходы следует утилизировать и вывозить на специальные полигоны.
6.11 Отходы пескоструйной обработки являются особыми отходами и должны размещаться в специально предназначенной для таких отходов зоне.
6.12 Все растворители перед утилизацией необходимо нейтрализовать.
Растворители, содержащие менее 30% примесей, могут быть направлены на переработку.
Растворители, которые не могут быть переработаны, следует сжигать в специальных цистернах с очисткой дымовых газов от сажи и копоти.
7 Поставка оборудования
7.1 Общие положения
7.1.1 Оборудование, поставляемое на монтажную площадку объекта капитального строительства различными изготовителями (поставщиками, посредниками), может поступать в следующих видах и комплектах.
7.1.1.1 Оборудование в блочном изготовлении максимальной заводской готовности, прошедшее у изготовителя, как минимум, испытания на прочность и плотность, обезжиренное (при необходимости), законсервированное и упакованное для доставки к месту монтажа.
Его необходимо установить, подключить трубопроводами к другому оборудованию, испытать и сдать в эксплуатацию в составе технического изделия.
Примечание - К такому оборудованию относятся БРВ и БКО, входящие в состав ВРУ малой и средней производительности, установки получения редких газов, установки очистки аргона, а также другое оборудование, смонтированное в блоки и узлы высокой заводской готовности.
Это оборудование должно иметь в комплекте поставки в составе эксплуатационной документации РЭ на изделие в целом, а также РЭ или инструкции по эксплуатации на составляющие его блоки, узлы и комплектующие изделия.
Это оборудование следует устанавливать и обвязывать соединительными трубопроводами по проекту размещения оборудования на станции в соответствии с ИМ и другой технической и монтажной документацией.
7.1.1.2 Оборудование, поставляемое отдельными узлами, аппаратами, машинами и трубопроводами, прошедшее у изготовителя, как минимум, испытания на прочность и плотность, упакованное и законсервированное для доставки к месту монтажа.
Это оборудование на монтажной площадке подвергается сборке в блоки с последующими испытаниями и сдачей в составе технического изделия.
Примечание - К такому оборудованию относятся БРВ, БКО и другие блоки, входящие в состав ВРУ крупной производительности, установки получения редких газов, установки очистки аргона, а также другое подобное оборудование.
Это оборудование должно иметь в комплекте поставки в составе эксплуатационной документации РЭ на изделие в целом, а также РЭ или инструкции по эксплуатации на составляющие его блоки, узлы и комплектующие изделия.
Кроме того, должны быть ИМ на блоки, а также ИМ на изделие.
Это оборудование следует устанавливать и обвязывать трубопроводами по проекту размещения оборудования на станции в соответствии с ИМ и другой технической и монтажной документацией.
7.1.1.3 Отдельные аппараты, агрегаты, узлы и машины, прошедшие у изготовителя испытания, как минимум, на прочность и плотность, законсервированные и упакованные для доставки к месту монтажа.
Это оборудование на монтажной площадке устанавливается в соответствии с проектом размещения, подключается трубопроводами к другому оборудованию, проходит испытания и сдачу в эксплуатацию в составе всего технического изделия (оборудование, не входящее в блоки).
Такое оборудование должно иметь в комплекте поставки в составе эксплуатационной документации РЭ или ИМ на каждую составляющую часть либо общее РЭ или ИМ на весь комплект.
Оно устанавливается и обвязывается трубопроводами по проекту размещения в соответствии с ИМ и другой технической и монтажной документацией изготовителя.
Примечание - Как правило, ВРУ и другие сложные технические изделия имеют в своем составе оборудование всех трех упомянутых видов.
7.1.2 Поставка оборудования производится либо на промежуточный (централизованный) склад временного хранения, либо сразу на монтажную площадку на приобъектный склад временного хранения заказчика.
В любом случае необходимо организовать работы по приемке оборудования, его перемещениям, осмотру, очистке, консервации и хранению до передачи монтажной организации в монтажную зону для монтажа.
7.2 Перемещения
7.2.1 Для разгрузки прибывающего оборудования следует выделять специальные площадки, предварительно подготовленные для этого.
7.2.2 В РЭ на прибывающее оборудование и его составные части должны быть схемы строповки, перемещения и транспортирования, которыми следует руководствоваться.
Если таких схем нет, их необходимо разработать в составе проектов производства работ кранами.
7.2.3 Грузоподъемность подъемно-транспортных механизмов необходимо определять с коэффициентом безопасности не ниже 75%.
Использование более низкого коэффициента безопасности (до 85%) не допускается.
7.2.4 Грузоподъемность стреловых кранов следует рассчитывать по наиболее жесткому случаю (наиболее тяжелый груз с наибольшим вылетом стрелы).
7.2.5 Условия безопасного подъема тяжеловесного оборудования включают в себя следующее:
- наличие подготовленной площадки;
- наличие проектов производства работ по подъемам и перемещениям;
- наличие полностью подготовленных механизмов необходимой грузоподъемности;
- распределение допускаемой нагрузки на грунт при подъеме - не более 0,2 МПа (2 кгс/см);
- наличие широкозахватных траверс (при необходимости):
а) использование широкозахватных траверс является обязательным для подъема тяжеловесного оборудования двумя кранами;
б) широкозахватные траверсы допустимы, если их грузоподъемность соответствует поднимаемой нагрузке, а ширина точно соответствует расстоянию между строповыми устройствами поднимаемого оборудования;
- наличие стропов, которые соответствуют грузоподъемности (поднимаемой нагрузке), их длине с учетом центра тяжести поднимаемого оборудования и диаметру подъемных скоб или цапф на оборудовании;
- наличие вспомогательного крана соответствующей грузоподъемности;
- разработанные правила маневрирования.
Эти условия необходимо учесть при разработке проектов по подъемам и перемещениям.
7.2.6 После подготовки графика поставок оборудования необходимо разработать документы Папки подъема в следующем составе:
- проекты производства работ по подъемам и перемещениям каждой единицы тяжеловесного оборудования;
- технологические карты погрузочно-разгрузочных работ;
- детальный график операций по подъему каждой единицы тяжеловесного оборудования (по дням), включая этапы установки и вывода кранов, с учетом времени, которое требуется на подготовительные операции, отличные от операций подъема (например, сборка ректификационных колонн и др.);
- список субподрядчиков (соисполнителей) по операциям подъема с указанием имен, адресов и телефонных номеров ответственных лиц, с указанием, какой субподрядчик и в какой операции принимает участие;
- планы обеспечения качества работ всеми участниками подъемов;
- процедура координации действий, если задействованы грузоподъемные механизмы разных субподрядчиков для подъема одной единицы тяжеловесного оборудования;
- перечень используемых грузоподъемных механизмов и документация на них (паспорта, таблицы грузоподъемности, габаритные размеры и т.п.);
- для каждого грузоподъемного механизма справочная информация по работе крюкоблока и подготовке оснастки для каждой операции;
- перечень используемых грузоподъемных механизмов с указанием их технических характеристик и владельцев;
- расчет нагрузок, которые передаются на грунт, для самого жесткого случая проведения подъемных операций и размеры опорных плит;
- план расположения основного и вспомогательного стреловых кранов с отметками расположения поднимаемого оборудования, которые соответствуют разным этапам подъема (начало, середина, конец);
- план расположения узла стрел основного и вспомогательного кранов и зоны обслуживания оборудования кранов;
- вид сбоку основного крана с оборудованием в вертикальном положении на максимальной высоте при минимальном радиусе и при условии максимальной нагрузки при самом большом радиусе;
- схемы со следующими сведениями:
а) с перечнем и изображениями в масштабе подъемного устройства, крюкоблока и подготовленной оснастки;
б) с указанием максимальной грузоподъемности крана в данном положении;
в) с указанием радиуса вылета и высоты стрелы;
г) с указанием (схематично) минимального расстояния между стрелой крана и оборудованием или широкозахватной траверсой;
- перечень подготовительных операций: демонтаж мешающего оборудования, трубопроводов, проводов, строительных конструкций и т.п.;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- другие документы (при необходимости).
7.2.7 Перед началом работ по подъемам и перемещениям необходимо провести совещание и рассмотреть Папку подъема в следующем составе:
- документы, перечисленные в 7.2.6;
- перечень производственного персонала, занятого выполнением подъемно-транспортных работ, аттестованного в соответствии с РД 10-30-93 [27], РД 10-34-93 [28], РД 10-40-93 [29], РД 10-74-94 [30], РД 10-103-95 [31], РД 10-107-96 [32], РД 10-208-98 [33] и других действующих нормативов;
- перечень применяемых грузозахватных устройств и приспособлений, аттестованных по РД 10-33-93 [34] и другим действующим нормативам;
- перечень применяемых грузоподъемных механизмов, аттестованных по ПБ 10-382-00 [35] и другим действующим нормативам;
- перечень журналов, перечисленных в 4.19 настоящего стандарта;
- перечень мероприятий по технике безопасности при подъемах и перемещениях оборудования;
- акты осмотра оборудования (арматуры) после приемки;
- акты о выявленных дефектах оборудования (арматуры);
- протоколы о проделанных работах по устранению выявленных при осмотре дефектов оборудования (арматуры);
- перечень аппаратов, которые прибывают с консервацией под избыточным давлением воздуха (азота);
- перечень лиц, ответственных за хранение оборудования на складе;
- акт проведения проверок;
- другие документы (при необходимости).
7.2.8 Разрешение на подъем давать при температуре наружного окружающего воздуха не ниже 261 К (минус 12 °С) и скорости ветра не выше 7 м/с в соответствии с РД 10-107-96 [32].
7.2.9 При подъемах и перемещениях оборудования необходимо строго соблюдать установленные правила техники безопасности.
7.2.10 После выполнения всех работ необходимо провести повторное совещание, рассмотреть оформленные документы и утвердить Папку подъема.
7.3 Приемка и хранение
7.3.1 При приемке и хранении оборудования в общем виде выполняют следующие операции:
- разгрузка;
- осмотр и приемка;
- перегрузка и перемещения;
- очистка (при необходимости) и подготовка для хранения;
- перевозка к месту хранения или монтажа.
7.3.2 Все транспортные места по прибытии принимать установленным порядком по упаковочным листам в присутствии заказчика (эксплуатирующей организации) и, при необходимости, представителей изготовителя (поставщика, посредника).
Непринятое оборудование использовать запрещается.
7.3.3 После приемки необходимо составить акты наружного осмотра оборудования и арматуры по установленной форме (оформляются в соответствии с приложением Е) на каждое отдельное транспортное место (ящик, узел, аппарат или емкость), которые подписываются уполномоченными лицами.
Любые обнаруженные дефекты или несоответствия чертежам с подробным описанием вносить в акты о выявленных дефектах оборудования установленной формы (оформляются в соответствии с приложением Ж), а также арматуры установленной формы (оформляются в соответствии с приложением И).
7.3.4 Приемку покупного комплектующего оборудования, приборов и изделий необходимо проводить по ГОСТ 24297 в соответствии с сопроводительной документацией на них.
7.3.5 Приемку документации, прибывающей с оборудованием, (разрешительной, товаросопроводительной, эксплуатационной, монтажной и т.п.), необходимо производить по соответствующим ведомостям.
При этом проверяют состав и объем документации, ее состояние с составлением акта. Состав разрешительной документации приведен в приложении К.
7.3.6 Условия хранения прибывающего оборудования должны соответствовать требованиям товаросопроводительных документов и ОСТ 26-04-2138-81 [36].
7.3.7 Хранение оборудования на складе должно быть организовано по ГОСТ 15150, в зависимости от его типа.
7.3.7.1 Условия хранения 8 (ОЖЗ) - хранение под открытым небом.
Этим условиям соответствует оборудование:
- резервуары и емкости объемом более 1 м;
- трубы из углеродистой стали диаметром более 150 мм;
- арматура из углеродистой стали диаметром более 150 мм;
- металлоконструкции;
- оборудование и материалы, поставляемые в бухтах или связках.
Это оборудование необходимо хранить:
- на ровной уплотненной площадке;
- в пределах четко ограниченного района с подъездами;
- не на голой земле, а на подкладках;
- защищая от ударов, риска повреждения, ущерба и кражи.
Ответственность за хранение оборудования необходимо возложить на официально назначенное лицо.
7.3.7.2 Условия хранения 5 (ОЖ4) - хранение под навесом, который не обязательно должен быть огражден со всех сторон.
Этим условиям соответствует оборудование:
- емкости объемом не более 1 м включительно;
- арматура, изготовленная из углеродистой стали, диаметром не более 150 мм включительно;
- трубы, изготовленные из углеродистой стали, диаметром не более 150 мм включительно;
- трубы из нержавеющей стали;
- вспомогательное оборудование диаметром не более 150 мм включительно;
- трубы для воды и все оборудование, используемое в водопроводных сетях.
Это оборудование необходимо хранить:
- на ровной уплотненной площадке;
- в пределах четко ограниченного района с подъездами;
- не на голой земле, а на подставках либо клиновидных подкладках;
- защищая от ударов, риска повреждения, ущерба и кражи.
Ответственность за хранение оборудования необходимо возложить на официально назначенное лицо.
7.3.7.3 Условия хранения 2 (С) - хранение в закрытом, неотапливаемом и хорошо вентилируемом помещении.
Этим условиям соответствует оборудование:
- трубопроводная арматура из углеродистой стали диаметром не более 100 мм включительно;
- арматура и трубы из нержавеющей стали диаметром не более 100 мм включительно;
- клапаны с ручным и автоматическим управлением;
- небольшие электродвигатели, кабели, электрические шкафы, передатчики, приборы и т.п.;
- криогенные насосы, агрегаты вакуумные, металлорукава и т.п.
Это оборудование необходимо хранить:
- на чистом бетонном полу;
- по типам оборудования и арматуры на специальных полках и стеллажах;
- защищая от ударов, риска повреждения, ущерба и кражи.
Ответственность за хранение оборудования необходимо возложить на официально назначенное лицо.
7.3.7.4 Условия хранения 1 (Л) - хранение в закрытых помещениях с системой вентиляции и кондиционирования воздуха с обеспечением постоянной температуры в пределах от 293 до 298 К (от 20 °С до 25 °С).
Этим условиям соответствует оборудование:
- электронные коммутирующие устройства, пульты управления;
- все оборудование, подверженное коррозии;
- бочки с веществами, реагирующими на влажность, и т.п.;
- контрольно-измерительные приборы, комплекты запчастей, изоляция и т.п.
Это оборудование необходимо хранить:
- на чистом бетонном полу;
- по типу оборудования на специальных полках и стеллажах;
- защищая от ударов, риска повреждения, ущерба и кражи.
Ответственность за хранение оборудования необходимо возложить на официально назначенное лицо.
7.3.8 Пластинчато-ребристые теплообменные аппараты (ПРТ) из алюминиевых сплавов (теплообменники, конденсаторы-испарители, переохладители и т.п.) по прибытии необходимо тщательно осмотреть на предмет наличия повреждений при транспортировании.
Особое внимание следует уделить патрубкам.
Любые повреждения отмечать в акте о выявленных дефектах оборудования (см. приложение Ж).
Методы устранения повреждений ПРТ необходимо предварительно согласовать с изготовителем (разработчиком) этих аппаратов.
7.3.9 ПРТ в состоянии поставки могут быть заполнены сухим воздухом (азотом). После их осмотра необходимо проверить давление в каждом канале (с учетом температуры окружающего воздуха).
Если давление в каком-либо канале ПРТ меньше указанного, необходимо закачать в этот канал сухой воздух (азот) до заданного давления, после чего передать аппарат на хранение.
В случае выявления утечки дальнейшие действия согласовать с изготовителем (разработчиком) аппарата.
7.3.10 В комплекте поставки оборудования могут быть и другие аппараты, заполненные у изготовителя сухим воздухом (азотом).
По прибытии с ними провести те же действия, что и с ПРТ (см. 7.3.9).
7.3.11 Оборудование, находящееся на ответственном хранении, не допускается ремонтировать или модифицировать без предварительного письменного согласования его изготовителя.
7.3.12 Упаковку, транспортирование и хранение криогенных трубопроводов необходимо производить в соответствии с требованиями сопроводительных документов изготовителя.
7.3.13 Подачу оборудования, узлов, трубопроводов, элементов и деталей на укрупнительную сборку и/или на монтаж следует производить комплектно и в порядке, соответствующем последовательности производства работ, оговоренном ПРРм.
Все оборудование, комплектующие изделия и материалы до подачи со склада на монтаж должны быть:
- рассортированы по объектам, маркам и очередности;
- осмотрены и выявленные повреждения устранены;
- подготовлены к монтажу (очищены, проверено наличие рисок, знаков монтажных приспособлений, очищенных опорных частей и т.п.);
- как правило, окрашены.
Положение оборудования при подаче в монтаж должно обеспечивать безопасность и наименьшую трудоемкость монтажных работ, исключать излишние перегрузки, кантовки и т.п.
8 Подготовка оборудования к монтажу
8.1 Общие положения
8.1.1 Объем работ при подготовке оборудования к монтажу в общем виде включает в себя:
- получение оборудования в монтажной зоне и его осмотр;
- погрузочно-разгрузочные работы;
- чистку загрязненного оборудования (при необходимости);
- исправление обнаруженных дефектов и ремонт оборудования (при необходимости);
- обезжиривание внутренних поверхностей оборудования (при необходимости);
- защиту внутренних поверхностей и консервацию;
- хранение оборудования в монтажной зоне;
- передачу оборудования в монтаж.
Конкретный объем работ должен быть установлен при разработке документации на монтаж оборудования.
8.1.2 До начала работ необходимо оборудовать рабочие места, обеспечивающие качественное и безопасное выполнение:
- сварку и резку углеродистых и хромоникелевых сталей и других материалов (в вентилируемом помещении);
- слесарно-сборочные работы, включая гибку труб (на отдельных участках);
- очистку, промывку, расконсервацию, обезжиривание и сушку деталей, сборочных единиц, арматуры и изделий (в вентилируемом помещении);
- проверку и испытания оборудования, арматуры и трубопроводов (на стендах и специально отведенных площадях);
- хранение и резку изоляции (в вентилируемом помещении);
- зарядку и проявку фотопленок (в затемненном помещении);
- хранение оборудования для проведения неразрушающего контроля (на отдельных площадях);
- окраску и сушку сборочных единиц и деталей (в вентилируемом помещении).
8.1.3 Передачу оборудования в монтаж производить в упаковке, обеспечивающей полную сохранность его в монтажной зоне.
8.1.4 При передаче в монтаж аппаратов, арматуры, контрольно-измерительных приборов и автоматики проверить наличие записей, подтверждающих проведение у изготовителя обезжиривания (при необходимости), а также испытаний на прочность и плотность (в паспортах, формулярах).
8.1.5 Загрязненное оборудование вымыть чистой водой и/или продуть чистым сухим воздухом.
Воздух, применяемый для проведения технологических операций испытаний, продувки и сушки, должен соответствовать группе 1 по ГОСТ 9.010.
8.1.6 Гелий, применяемый при вакуумных испытаниях криогенных трубопроводов и систем, должен соответствовать ТУ 51-940-80 [37].
8.1.7 Мыльную эмульсию, используемую для технических осмотров и контроля при испытаниях на прочность и плотность оборудования и трубопроводов, необходимо приготовлять из мыла с массовой долей щелочи не более 0,05%.
Для приготовления мыльной эмульсии рекомендуется использовать мыло "Детское" по ГОСТ 28546 с разведением его водой в следующем соотношении: на одну часть мыла от трех до пяти частей воды по весу.
Использование домашнего моющего средства или другого моющего средства как раствора для создания пленки не допускается.
Примечание - Для создания пленки допускается также использовать специальные растворы, например "Gas Pruf" NDT в смеси с водой.
8.1.8 Все растворы следует готовить таким образом, чтобы при проверке на вертикальных стенках сохранялось достаточное количество пленки раствора для проведения контроля и во время технического осмотра.
После смешивания раствор для образования пленки отстаивается в резервуаре до тех пор, пока не исчезнут полностью пена и пузырьки.
Все испытуемые поверхности необходимо предварительно обезжиривать для уничтожения любых следов масла, жира, краски, ржавчины и другой грязи, которая может снизить смачиваемость поверхности пленкой раствора.
8.1.9 Необходимо принимать меры против повреждения или ухудшения качества окраски оборудования при транспортировании, погрузочно-разгрузочных работах и сборке.
Все дефекты покрытия устранить после их обнаружения.
8.1.10 Сварку, резку, рихтовку, правку или модификацию оборудования во время подготовки к монтажу следует производить только после письменного согласования с его изготовителем (разработчиком).
После выполнения этих операций необходимо испытать оборудование в соответствии с технической документацией на него.
8.1.11 На приемку каждой единицы оборудования в монтаж составляют акт по установленной форме (оформляется в соответствии с приложением Л).
8.2 Приемка в монтаж
8.2.1 При приемке в монтаж оборудование и арматуру необходимо подвергнуть техническим осмотрам, проверкам и испытаниям.
При этом любые обнаруженные дефекты и отклонения вносить в акты о выявленных дефектах оборудования и арматуры (см. приложения Ж и И).
8.2.2 Проверки и испытания проводят испытательным оборудованием, аттестованным в установленном порядке, укомплектованным средствами защиты и поверенными измерительными приборами, имеющим эксплуатационную документацию и паспорт.
Проверки и испытания должен проводить обученный и аттестованный персонал по утвержденной в установленном порядке технологии.
8.2.3 Аппараты, получаемые с консервацией методом наддува полостей сухим воздухом (азотом), необходимо проверить на наличие давления в полостях.
Проверку следует проводить в следующем порядке:
- сначала открывают полость без давления;
- затем открывают последовательно соседние полости, находящиеся под давлением, при этом проверяют наличие протечек из полости с давлением в полости без давления (либо с меньшим давлением) поочередно;
- при равенстве давлений открывают сначала полость меньшего объема и проверяют наличие протечек из полости большего объема.
8.2.4 Ректификационные колонны подвергают следующим проверкам:
- проверяют наличие остаточного давления: при его отсутствии в колонне необходимо создать давление не более 0,1 МПа (1 кгс/см) сухим воздухом и проверить герметичность наружной поверхности аппарата, всех сварных швов и других соединений техническим осмотром с нанесением мыльного раствора и подсветкой проблемных мест (при необходимости) лампой белого света мощностью не менее 60 Вт;
- проверяют общее состояние корпуса колонны на наличие вмятин, повреждений штуцеров или соединений секций;
- проверяют состояние наружной поверхности корпуса и сварных соединений на узлах колонны, поставляемых отдельно.
8.2.5 Теплообменники подвергают следующим проверкам:
- проверяют наличие остаточного давления в каждой секции аппарата отдельно: при его отсутствии в какой-либо секции в ней необходимо создать давление не более 0,1 МПа (1 кгс/см) сухим воздухом и проверить ее плотность, в том числе всех сварных швов и других соединений, техническим осмотром с нанесением мыльного раствора и подсветкой проблемных мест (при необходимости) лампой белого света мощностью не менее 60 Вт;
- проверяют общее состояние наружной поверхности теплообменника на наличие вмятин на корпусе, повреждений штуцеров и коллекторов, а также опорных элементов.
8.2.6 Другие аппараты, работающие под давлением, перед монтажом необходимо принимать в порядке, аналогичном 8.2.4.
8.2.7 Емкости (аппараты, цистерны, резервуары, баки и т.п.), работающие под атмосферным давлением, перед монтажом необходимо подвергнуть техническому осмотру внешней поверхности, всех сварных швов и других соединений с составлением актов приемки (см. приложение Л) по каждому аппарату отдельно.
При необходимости сварные швы следует проконтролировать капиллярным методом по ГОСТ 18442 с применением керосина и нанесением мела с противоположной стороны шва либо другим установленным способом.
Указанная процедура должна быть разработана в инструкции, утвержденной в установленном порядке.
8.2.8 При приемке блоков, имеющих кожух и поставляемых в собранном виде без изоляции, необходимо сначала вскрыть патрубки засыпки изоляции в нижней и верхней частях кожуха и сделать анализ воздуха внутри блока.
8.2.9 Блоки необходимо принимать в следующем порядке:
- проверить состояние внутренних и наружных конструкций блока, наличие дефектов на них;
- проверить состояние аппаратов и систем, находящихся под консервацией методом наддува (если они имеются);
- проверить состояние всех аппаратов, имеющих внутреннюю засыпку (адсорбентами, реагентами и т.п.);
- проверить состояние аппаратов, имеющих внутренние съемные элементы (фильтры и т.п.);
- проверить наличие незакрепленных элементов, которые могут упасть во время перемещения и подъема блока в вертикальное положение;
- проверить общее состояние внутриблочного оборудования и трубопроводов, кабелей и контрольно-измерительных приборов;
- проверить состояние арматуры и патрубков на наружных панелях блока;
- проверить надежность затяжки опор и хомутов на аппаратах и элементах блока;
- проверить состояние защитных покрытий поверхностей блока.
8.2.10 Ректификационные колонны и теплообменные аппараты перед монтажом следует испытывать только пневматически на плотность сухим воздухом в соответствии с требованиями чертежей.
Падение давления и перетекания из полостей не допускаются.
8.2.11 Сосуды с рабочим давлением до 0,07 МПа (0,7 кгс/см) включительно испытывают пневматически на плотность давлением не выше 0,1 МПа (1 кгс/см
) включительно.
Сосуды с рабочим давлением свыше 0,07 МПа (0,7 кгс/см) испытывают пневматически на плотность давлением не выше рабочего.
8.2.12 При пневматических испытаниях необходимо строго выполнять все предусмотренные правила техники безопасности.
8.2.13 Рекомендуется следующая процедура пневматических испытаний на плотность ректификационных колонн и теплообменных аппаратов с учетом специфики их внутреннего устройства и работы. Все действия при испытаниях записывают в журнале (протоколе) проведения испытаний.
8.2.13.1 Давление в аппарате сначала поднимают до 20% включительно значения рабочего давления.
Под этим давлением аппарат выдерживается в течение не менее 15 мин с проведением технического осмотра сварных швов и всех соединений.
8.2.13.2 Давление в аппарате поднимают затем до 50% включительно значения рабочего давления.
Под этим давлением аппарат выдерживается в течение не менее 15 мин с проведением технического осмотра сварных швов и всех соединений.
8.2.13.3 Давление в аппарате далее поднимают до 80% включительно значения рабочего давления.
Под этим давлением аппарат выдерживается в течение не менее 15 мин с проведением технического осмотра сварных швов и всех соединений.
Доступ на участок, где проводятся испытания, при этом ограничивается, и присутствие любых посторонних лиц на участке запрещается.
8.2.13.4 Давление поднимают до значения не выше рабочего.
Под этим давлением аппарат выдерживается в течение не менее 15 мин без его осмотра.
Доступ любых лиц к аппарату в это время не разрешается.
8.2.13.5 Давление в аппарате снижают до 80% включительно рабочего давления.
Под этим давлением производится контроль сварных швов и всех соединений техническим осмотром с нанесением мыльного раствора и подсветкой проблемных мест (при необходимости) лампой белого света мощностью не менее 60 Вт.
8.2.13.6 Давление в аппарате сбрасывают до значения атмосферного.
8.2.14 Пневматические испытания на прочность других сосудов, работающих под давлением, рекомендуется проводить аналогично 8.2.13 с заменой значений рабочего давления на значения пробного давления.
8.2.15 Все обнаруженные при испытании течи должны быть зарегистрированы в акте о выявленных дефектах оборудования (см. приложение Ж).
Вопрос о допуске такого аппарата к монтажу следует решать с его изготовителем (разработчиком).
Если будет произведен ремонт этого аппарата, то весь объем испытаний необходимо повторить полностью по разработанной до начала работ ремонтной документации, согласованной с его изготовителем (разработчиком).
8.2.16 Испытания сосудов и аппаратов на герметичность, если имеется техническая возможность, рекомендуется проводить пузырьковым методом по ГОСТ 24054 в гидравлической ванне путем затопления с осмотром и контролем пропусков по появлению пузырьков воздуха.
Процедура проведения таких испытаний должна быть разработана в инструкции, утвержденной в установленном порядке.
8.2.17 Воздух, применяемый для испытаний аппаратов, арматуры и трубопроводов, продувки их после обезжиривания и просушки после гидравлических испытаний, должен удовлетворять следующим требованиям:
- содержание влаги - не более 60% (относительная влажность при температуре окружающего воздуха);
- содержание масла - не более 10 мг/м.
8.2.18 Аппараты перед монтажом необходимо подвергать гидравлическим испытаниям на прочность пробным давлением (за исключением ректификационных колонн и теплообменных аппаратов) в следующих случаях:
- если аппарат перед пуском в работу находился в бездействии, а также хранился в законсервированном виде свыше трех лет;
- если аппарат получил повреждение при транспортировании его к месту монтажа и при хранении;
- если монтаж аппарата производился с применением сварки или пайки корпусных элементов, работающих под давлением.
Порядок испытаний таких аппаратов необходимо разработать до начала работ и согласовать с изготовителем (разработчиком либо другой специализированной в области криогенной техники организацией).
Для гидравлических испытаний оборудования применять только воду питьевую по ГОСТ Р 51232.
8.2.19 После проведения гидравлических испытаний аппараты необходимо тщательно продуть и просушить воздухом с температурой на входе около 353 К (80 °С).
Время выдержки при сушке после достижения температуры воздуха на выходе из аппарата 313 К (40 °С) - не менее 4 ч.
8.2.20 Вид испытаний, значение испытательного давления и результаты испытаний должно занести в паспорт или формуляр сосуда лицо, ответственное за его работу.
8.2.21 По результатам испытания каждого аппарата надлежит составить акт испытаний технологического оборудования по установленной форме (оформляется в соответствии с приложением М).
8.2.22 Машинное оборудование перед монтажом необходимо подвергнуть предварительным испытаниям на функциональность (наработку).
Необходимость и процедура таких испытаний должна быть описана в сопроводительной документации на него.
8.2.23 По результатам составить акт испытаний машинного оборудования установленной формы (оформляется в соответствии с приложением Н).
8.2.24 Арматуру, поступившую от изготовителей заглушенной и в неповрежденной упаковке, а также имеющую в паспорте отметки об испытании и обезжиривании, перед монтажом допускается обезжириванию и испытаниям не подвергать.
Арматуру, законсервированную консистентными смазками, перед монтажом необходимо обезжирить и испытать.
8.2.25 Арматуру, поступающую на монтаж, следует испытать воздухом на рабочее давление для проверки герметичности запирающего элемента, прокладочных соединений, сальника, манжетных и кольцевых уплотнений.
Процедура таких испытаний должна быть описана в инструкции, утвержденной в установленном порядке.
Допускаемая негерметичность по таблице 1.
Таблица 1 - Допускаемая негерметичность арматуры
Наименование | Допускаемая негерметичность |
Клапаны запорные | Класс В по ГОСТ 9544 |
Клапаны регулирующие, регуляторы | Требования не предъявляются |
Клапаны предохранительные на | Класс В по ГОСТ 9544 |
Затворы обратные | По ГОСТ 13252 |
Задвижки | Класс С по ГОСТ 9544 |
Краны конусные | Класс D по ГОСТ 9544 |
8.2.26 Арматура, стоящая на линиях, где пропуск среды ведет к потере технологического воздуха и продуктов его разделения, а также к снижению качества потоков, например в БКО или БРВ, должна соответствовать классу А по ГОСТ 9544.
8.2.27 Для задвижек и клапанов запорных на потоке жидкости допускаемый пропуск согласно каталогам на арматуру (испытания рекомендуется проводить водой).
8.2.28 При испытании на герметичность запирающего элемента арматуры общего назначения, устанавливаемой на газообразных средах, допускаемая негерметичность по таблице 1.
8.2.29 Для арматуры криогенной техники, при необходимости испытаний на герметичность ее запирающего элемента, допускаемая негерметичность не должна превышать показателей таблицы П.1 (приведена в приложении П).
Проверку герметичности запирающего элемента переключающих клапанов рекомендуется проводить воздухом при рабочем давлении с двух сторон поочередно.
Процедура таких испытаний должна быть описана в инструкции, утвержденной в установленном порядке.
8.2.30 Кольцевые уплотнения поршней приводов арматуры проверяют на герметичность последовательной подачей воздуха в обе полости привода.
При этом с другой стороны поршня привода для возможности контроля налить тонкий слой воды.
Допускаются отдельные пузырьки воздуха, но суммарная негерметичность должна быть не более 0,25 см/ч на 1 см диаметра цилиндра привода.
Негерметичность сальника, манжетных кольцевых уплотнений штоков и прокладочных соединений не допускается.
Процедура проведения испытаний должна быть разработана в инструкции, утвержденной в установленном порядке.
8.2.31 По результатам испытаний арматуры перед монтажом необходимо составить акты по установленной форме (оформляются в соответствии с приложением Р).
8.2.32 Предохранительные клапаны после монтажа следует проверить пневматически на рабочее давление и начало открытия запирающего элемента при максимальном рабочем давлении в аппарате, на котором они установлены.
При необходимости предохранительные клапаны следует подрегулировать на специальном стенде на рабочее давление и на начало открытия запирающего элемента с отметкой в паспорте и вновь опломбировать.
На проверку и регулировку предохранительных клапанов необходимо составить акты по установленной форме (оформляются в соответствии с приложением С).
8.2.33 После приемки покупного комплектующего оборудования и его подготовки к монтажу всю сопроводительную документацию к этому оборудованию и его комплект запчастей необходимо передать эксплуатационному персоналу по акту.
Сопроводительную документацию на покупное комплектующее оборудование и его комплект запчастей уложить вместе с документацией и комплектом запчастей на изделие.
8.3 Обезжиривание
8.3.1 Обезжиривание оборудования показано проводить при изготовлении, монтаже, ремонтах, реконструкции, эксплуатации (периодически) в случае превышения содержания жировых загрязнений сверх установленных норм.
Общие требования к проведению обезжиривания криогенного оборудования установлены ПБ 11-544-03 [23].
8.3.2 До начала работ следует разработать документы Папки обезжиривания:
- перечень аппаратов, агрегатов, машин, арматуры, трубопроводов, сборочных единиц и деталей, подвергающихся обезжириванию у изготовителя и перед монтажом;
- технологические процессы обезжиривания с учетом установленных требований и специфических особенностей каждого вида обезжириваемых элементов, согласованные с изготовителем данного оборудования;
- описание мер безопасности при проведении операций обезжиривания;
- перечень используемых обезжиривающих веществ с их техническими характеристиками и мерами безопасности при работе с ними;
- мероприятия по контролю качества обезжиривающих веществ;
- мероприятия по утилизации отработанных продуктов обезжиривания;
- перечень работ в зонах действия опасных и вредных факторов при обезжиривании, на которые требуется оформление наряда-допуска;
- другие документы (при необходимости).
8.3.3 Перед началом работ по обезжириванию необходимо провести совещание и рассмотреть Папку обезжиривания в следующем составе:
- документы, перечисленные в 8.3.2;
- паспорта безопасности применяемых растворителей;
- форма акта обезжиривания;
- перечень производственного персонала, проводящего обезжиривание, с копиями квалификационных удостоверений;
- журналы, перечисленные в 4.19 настоящего стандарта;
- форма акта проведения проверок;
- другие документы (при необходимости).
8.3.4 Обезжиривание допускается проводить только силами специально обученного персонала, имеющего квалификационные удостоверения и опыт работы.
Квалификационные удостоверения производственного персонала должны быть действительны на все время выполнения работ по обезжириванию.
8.3.5 Допускаемое содержание жировых загрязнений по таблице 2.
Таблица 2 - Допускаемое содержание жировых загрязнений
Рабочая температура, К (°С) | Содержание жировых загрязнений, мг/м | |||
До 0,6 (6) включ. | Св. 0,6 (6) до 1,6 (16) включ. | Св. 1,6 (16) до 6,4 (64) включ. | Св. 6,4 (64) | |
До 333 (60) включ. | 500 | 200 | 100 | 50 |
Св. 333 (60) до 423 (150) включ. | 250 | 100 | 50 | 25 |
8.3.6 Обязательному обезжириванию следует подвергать законсервированные жировыми смазками арматуру, турбины турбодетандерных агрегатов, контрольно-измерительные приборы, а также, независимо от наличия следов масла или жира, емкости и резервуары для хранения жидкого кислорода, испарители и насосы жидкого кислорода, криогенные трубопроводы кислородных линий, полностью изготовленные на монтаже, трубопроводы, арматуру, сборочные единицы, детали и прокладки, устанавливаемые на линиях, транспортирующих среды с повышенным содержанием кислорода.
8.3.7 Соответствие содержания жировых загрязнений поверхностей установленным нормам подтверждается отметками в паспортах или формулярах изделий.
Аппараты, арматуру, контрольно-измерительные приборы, трубопроводы, сборочные единицы и детали, имеющие подтверждения в паспортах (формулярах) или свидетельства об обезжиривании и прибывшие на место монтажа с сохраненными заглушками и в целой упаковке, обезжириванию перед монтажом допускается не подвергать.
8.3.8 При выборе растворителя необходимо обращать внимание на его совместимость с материалами обезжириваемого изделия.
8.3.9 Для обезжиривания следует применять пожаробезопасные органические растворители по таблице 3.
Таблица 3 - Рекомендуемые органические растворители
Наименование растворителя | Содержание жировых загрязнений после обработки, мг/м | Обезжириваемые металлы и сплавы |
Хлористый метилен | 20 | Легированные и углеродистые стали, чугуны, медь и ее сплавы, алюминий и его сплавы |
Хладон 141 по ТУ 24-019-00-480689-94 [38] | ||
Хладон 122а по ТУ 95-2450 [39] | ||
Уайт-спирит по ГОСТ 3134 | 1000 |
8.3.10 Вместо хладона 141 по ТУ 24-019-00-480689-94 [38] (см. таблицу 3) допускается применять импортные растворители аналогичного химического состава типа Forane 141b модификации DGX и SV.
Допускается применять растворители, не указанные в таблице 3, при наличии нормативных документов на них и положительного заключения специализированной организации.
8.3.11 Применение для обезжиривания четыреххлористого углерода и фреона 113 запрещено органами санитарного надзора.
Применение бензина для обезжиривания изделий в сборе запрещено ввиду его высокой пожарной опасности.
Запрещено применение для обезжиривания кислородного оборудования спирта этилового (гидролизного и ректифицированного из пищевого сырья) как не обеспечивающего требуемую степень очистки, а также ввиду его высокой пожарной опасности.
8.3.12 Органические растворители перед использованием необходимо проверить на соответствие ГОСТ или ТУ по внешнему виду и цвету, по содержанию нелетучего остатка и реакции среды.
Непосредственно перед началом обезжиривания растворитель необходимо проверить на содержание масла.
Эти сведения следует занести в акт обезжиривания.
8.3.13 Для обезжиривания следует использовать растворитель, содержание масла в котором не превышает 50 мг/дм. При этом допускается повторное использование такого растворителя.
Растворитель, содержащий большее количество масла, но не более 500 мг/дм, может быть использован только для первичного обезжиривания сильно загрязненных поверхностей с обязательным последующим обезжириванием этих поверхностей чистым растворителем.
8.3.14 Перед обезжириванием органическими растворителями обрабатываемые поверхности для исключения коррозии необходимо тщательно просушить при температуре от 333 до 353 К (от 60 °С до 80 °С).
8.3.15 Обезжиривание рекомендуется производить следующими способами:
- погружением деталей в растворитель;
- заполнением обезжириваемых изделий растворителем;
- циркуляцией растворителя в обезжириваемых изделиях;
- конденсацией паров растворителя на обезжириваемых поверхностях;
- струйной очисткой обезжириваемых поверхностей;
- протиркой загрязненных мест;
- ультразвуковым способом.
Выбор способа обезжиривания определяется конструктивными особенностями обезжириваемого изделия.
Основным условием эффективности процесса обезжиривания является обеспечение полного покрытия (омывания) растворителем всей обрабатываемой поверхности.
8.3.16 Обезжиривание заканчивают после того, как содержание масла в сливаемом растворе станет менее 20 мг/дм.
Расход растворителя при обезжиривании в любом случае должен быть не менее 5 дм/м
.
8.3.17 Остатки растворителя после обезжиривания удаляют продувкой изделия подогретым от 323 до 333 К (от 50 °С до 60 °С) воздухом или азотом, не содержащими масла.
Длительность продувки зависит от особенностей изделия.
Содержание паров растворителя в газе после продувки не должно превышать 10 мг/дм.
8.3.18 Рекомендуемые для обезжиривания составы водных моющих растворов приведены в таблице 4.
Таблица 4 - Рекомендуемые составы водных моющих растворов
Составы водных моющих растворов | Содержание жировых загрязнений после обработки, мг/м | Обезжириваемые металлы и сплавы | |
Компоненты водных моющих растворов | Массовая концентрация, г/дм | ||
Состав 1: | 50 | Легированные и углеродистые стали, чугуны, медь и ее сплавы | |
- натрий фосфорно-кислый по ГОСТ 9337 или тринатрийфосфат по ГОСТ 201 | 15 | ||
- поверхностно-активное вещество | 5-20 | ||
Состав 2: | 10 | 50 | Легированные и углеродистые стали, чугуны, медь и ее сплавы |
- натрия гидроокись по ГОСТ 4328 или натр едкий по ГОСТ 2263 | |||
Состав 3: | 50 | Легированные и углеродистые стали, чугуны, медь и ее сплавы | |
- натрий фосфорно-кислый по ГОСТ 9337 или тринатрийфосфат по ГОСТ 201 | 15 | ||
- стекло натриевое жидкое по ГОСТ 13078 | 2-3 | ||
- поверхностно-активное вещество | 5-20 | ||
Состав 4: | 50 | Легированные и углеродистые стали, чугуны, медь и ее сплавы, алюминий и его сплавы | |
- стекло натриевое жидкое по ГОСТ 13078 | 20 | ||
- поверхностно-активное вещество | 5-20 | ||
Моющие средства бытовой химии | 50 | ||
Для приготовления водных моющих растворов необходимо использовать воду из хозяйственно-питьевого водопровода.
Применение воды из системы оборотного водоснабжения предприятия не допускается.
8.3.19 В составах 1, 3 и 4 (см. таблицу 4) в качестве поверхностно-активного вещества рекомендуется использовать эмульгаторы типа Синтанол АЛМ-10 по ТУ 6-14-864-88 [40].
8.3.20 Температура водных моющих растворов от 333 до 353 К (от 60 °С до 80 °С). Кратность обезжиривания - двукратно.
8.3.21 Сухие остатки моющих средств бытовой химии (см. таблицу 4) на обезжиренных поверхностях следует удалять промывкой водой с температурой от 333 до 353 К (от 60 °С до 80 °С) и последующей сушкой сухим воздухом температурой от 333 до 493 К (от 60 °С до 120 °С).
8.3.22 Допускается применять водные моющие растворы, не указанные в таблице 4, при наличии нормативных документов на них и положительного заключения специализированной организации.
8.3.23 Обезжиривание водными моющими растворами следует проводить способами:
- погружением деталей последовательно в две ванны с горячим моющим раствором с промежуточной промывкой горячей водой и окончательной двукратной промывкой в горячей воде;
- двукратным заполнением изделий моющим раствором с промежуточной и окончательной промывкой горячей водой;
- протиранием салфетками или щетками, смоченными горячим моющим раствором, с последующим тщательным протиранием салфетками, смоченными водой;
- двукратной подачей горячего моющего раствора сильной струей через специальные насадки на обезжириваемые поверхности с промежуточной и окончательной промывкой горячей водой;
- двукратной циркуляцией горячего моющего раствора в обезжириваемой системе с промежуточной и окончательной промывкой в горячей воде;
- ультразвуковым методом.
8.3.24 После обезжиривания водным моющим раствором необходимо произвести сушку изделия обдувом подогретым сухим воздухом, не содержащим масла.
Сушку продолжать до полного высыхания изделия.
8.3.25 Поверхности оборудования и арматуры, покрытые консервационными смазками, перед обезжириванием необходимо расконсервировать.
Основной слой смазки допускается удалять обработкой поверхности горячей водой, нагревом или механическим снятием смазки салфетками.
8.3.26 Контроль качества процесса обезжиривания и требования безопасности по ГОСТ 12.2.052.
При этом используют следующие способы контроля:
- определение содержания масла в растворителе, слитом из изделия после проведения контрольного обезжиривания;
- определение содержания масла на салфетке из стекловолокна после протирки участка обезжиренной поверхности;
- технический осмотр открытых обезжиренных поверхностей с применением люминесцентных ламп.
8.3.27 При работе с растворителями и компонентами водных моющих растворов необходимо строго выполнять все требования безопасности, изложенные в нормативных документах на эти вещества.
8.3.28 Использованные водные моющие растворы допускается сливать в канализацию после разбавления их до значений водородного показателя рН, установленных СанПиН 2.1.5.980-00 [41].
8.3.29 Перед сборкой и сваркой (прихваткой) криогенных трубопроводов, арматуры и другого оборудования криогенных систем необходимо проконтролировать чистоту поверхностей внутренних полостей и наружных поверхностей, обращенных в вакуумную полость, и при этом обезжирить:
- концы труб секций трубопроводов, колен, арматуры, тройников снаружи и внутри на длину не менее 50 мм;
- компенсаторы, монтажные вставки, открытые патрубки оборудования и криогенных трубопроводов снаружи и внутри на всю длину.
Обезжиривание следует производить тщательной протиркой салфетками из отбеленной бязи по ГОСТ 29298, смоченными ацетоном по ГОСТ 2768.
Поверхности до и после обезжиривания просушить.
8.3.30 Проведение обезжиривания каждой единицы изделия (машина, аппарат, трубопровод, арматура, сборочная единица, деталь и т.п.) должно быть подтверждено актом обезжиривания установленной формы (оформляется в соответствии с приложением Т).
Допускается составление одного акта на ряд единиц оборудования, обезжириваемых совместно по единому технологическому процессу.
8.3.31 После выполнения всех работ по обезжириванию собирают повторное совещание, на котором рассматривают оформленные акты и утверждают Папку обезжиривания.
8.3.32 Технологический процесс обезжиривания во время эксплуатации технического изделия разрабатывается до начала работ в соответствии с установленными требованиями.
8.3.33 Периодичность обезжиривания кислородных емкостей (резервуаров, цистерн и т.п.) определяется содержанием масла в жидком кислороде.
Если оно систематически превышает 0,01 мг/дм, то емкость (резервуар, цистерну и т.п.) следует обезжирить, когда количество масла на 1 м
поверхности, соприкасающейся с кислородом, достигнет 500 мг (не более).
При содержании масла в жидком кислороде менее 0,01 мг/дм обезжиривание емкости (резервуара, цистерны и т.п.) следует проводить после ее текущего освидетельствования.
8.3.34 Насосы жидкого кислорода обезжиривают в те же сроки, что и оборудование, в состав которого они входят.
Детали насосов обезжиривают перед сборкой после каждого ремонта.
8.3.35 Испарители газификационных установок обезжиривают в соответствии с указаниями РЭ, но не реже чем через 1000 ч их работы.
8.3.36 Криогенные трубопроводы жидкого кислорода, металлорукава и гибкие шланги обезжиривают не реже одного раза в год или если содержание масла в жидком кислороде превысит 0,01 мг/дм.
8.3.37 Кислородные компрессоры обезжиривают после каждого ремонта.
8.4 Обработка внутренних поверхностей и хранение
8.4.1 Общие положения
8.4.1.1 Посторонние вещества, находящиеся во внутренних частях аппаратов и трубопроводов, в среде с повышенным содержанием кислорода имеют склонность к воспламенению (особенно при локальном скоплении), могут накапливаться на уплотнительных поверхностях запорных органов арматуры и препятствовать ее нормальному функционированию, а при определенных условиях могут приводить и к возникновению пожароопасных и аварийных ситуаций.
Распределение видов посторонних веществ по таблице 5.
Таблица 5 - Распределение видов посторонних веществ
Группы | Описание видов посторонних веществ |
А | Масла и жиры |
В | Отдельные частицы, в том числе: - органические материалы: дерево, бумага, тряпки, синтетический материал, резина, клеящие средства, волокна, остатки краски, противокоррозионных средств и герметика и т.п. - неорганические материалы: металлическая стружка, окалина, сварочные брызги, остатки сварочной проволоки, частички ржавчины, песок, жидкая среда и т.п. |
С | Антикоррозионные покрытия или окраска |
D | Жидкости растворителя, водяные капли и т.п. |
Примечание - Отдельные частицы - более или менее цельные части посторонних веществ, имеющие различную форму и размеры. | |
8.4.1.2 Перед началом работ необходимо разработать Программу обработки внутренних поверхностей оборудования и трубопроводов, которая содержит:
- обоснование выбора типа очистки оборудования и трубопроводов в зависимости от состояния внутренних поверхностей, наличия посторонних веществ и требуемой степени чистоты;
- данные об операциях очистки, в том числе:
а) наименование используемых чистящих веществ;
б) количества чистящих веществ и других ресурсов, которые предполагается использовать при очистке;
в) кислота, основание, ингибитор или очищающее средство, которое входит в состав чистящих веществ;
г) значение водородного показателя рН в чистящих растворах;
д) характеристическое значение потери эффективности растворов;
- данные, связанные с Программой обработки, в том числе:
а) стадии процессов очистки в хронологическом порядке;
б) описание каждой стадии с указанием продолжительности и методов, применяемого при этом оборудования, мер безопасности и контроля;
- меры защиты персонала и охраны окружающей среды;
- очистка использованных чистящих веществ перед сбросом;
- Программу контроля чистоты поверхностей, которая позволит контролировать использование заглушек и пакетов с осушающими веществами (место и дата размещения пакета, номер, место и дата установки заглушки).
При этом необходимо учитывать требования ИСО 12944-4:1998 [42], ИСО 12944-5:2007 [43], ИСО 12944-7:1998 [44] и ИСО 12944-8:1998 [45].
8.4.1.3 Для выполнения работ по обработке внутренних поверхностей необходимо разработать документы из Папки обработки:
- перечень оборудования и трубопроводов, подвергаемых обработке внутренних поверхностей;
- технические данные по операциям очистки;
- Программу обработки;
- Программу контроля чистоты поверхностей;
- другие документы (при необходимости).
8.4.1.4 Перед началом работ необходимо провести совещание и рассмотреть и утвердить Папку обработки в составе:
- сведения по очистке внутренних поверхностей изделия у изготовителей;
- документы, перечисленные в 8.4.1.3;
- перечень производственного персонала, выполняющего обработку внутренних поверхностей оборудования и трубопроводов;
- журналы, перечисленные в 4.19 настоящего стандарта;
- перечень заглушек и пакетов с влагопоглотителями, их номера, места и даты размещения по трубопроводам;
- форма сертификата чистоты;
- форма протокола проверки чистоты;
- форма акта выполнения проверок;
- другие документы (при необходимости).
8.4.1.5 Материалы для обработки должны быть разрешены к использованию и выбираться с учетом степени загрязнения, простоты обращения, безопасности использования химикатов, типа металла, достижения требуемой степени чистоты, возможности применения перед монтажом.
8.4.1.6 Контролировать чистоту внутренних поверхностей оборудования и трубопроводов необходимо на следующих этапах:
- при приемке и осмотре поступающего от изготовителей оборудования;
- после выполнения проверок и испытаний полученного оборудования при сдаче его на склад временного хранения до начала монтажа;
- после изготовления отдельных элементов оборудования, трубопроводов и трубных сборок на монтажной площадке;
- после выполнения сварочных работ при монтаже оборудования;
- перед началом монтажа каждой единицы оборудования и трубопроводов;
- после проведения испытаний смонтированного оборудования;
- перед пуском оборудования в постоянную эксплуатацию (при необходимости и по усмотрению эксплуатирующей организации);
- в процессе эксплуатации в соответствии с требованиями технической документации.
8.4.1.7 Скопления посторонних веществ означают высокую их концентрацию на ограниченных поверхностях.
Скоплений посторонних веществ на очищаемых поверхностях после обработки не должно быть.
Настоящим стандартом установлены степени чистоты внутренних поверхностей с допустимым количеством посторонних веществ по таблице 6.
Таблица 6 - Степени чистоты внутренних поверхностей
Размеры в миллиметрах
Степень чистоты | Масла и жиры, мг/м | Объем пыли, см | Длина канта | Стружка, ширина, длина | Ржавчина, краска | Жидкость |
S4 |
| 0,20 |
|
| Не определимо | |
S3 |
| 0,05 |
| |||
S2 |
| |||||
S1 |
| 0,01 | ||||
Примечание - Степень чистоты определяется требованиями к чистоте внутренней поверхности оборудования и трубопроводов, соприкасающейся с технологической средой. Она определяется содержанием кислорода в технологической среде, фазовым состоянием и максимально допустимым давлением среды, а также технологическим назначением оборудования или трубопровода. | ||||||
8.4.1.8 При получении оборудования, комплектующих изделий, приборов и материалов следует убедиться в наличии документальных сведений о проведенных мероприятиях по очистке внутренних поверхностей при изготовлении, использованных при этом способах очистки, примененных материалах, способах консервации после очистки с указанием степени чистоты внутренних поверхностей оборудования перед отгрузкой.
При отсутствии эти сведения необходимо запросить у изготовителя (поставщика, посредника).
8.4.1.9 Во время выполнения проверок чистоты внутренних поверхностей необходимо вести протокол проверки произвольной формы, в котором приводят:
- обозначение и наименование проверенной каждой единицы оборудования;
- требования по чистоте (степень чистоты) внутренних поверхностей;
- использованные методы очистки;
- методы и объем проверки чистоты;
- предусмотренные меры для поддержания чистоты;
- результаты проверки;
- подписи исполнителя и проверяющего;
- дату проверки.
Указанные протоколы проверки прилагаются к сертификату чистоты установленной формы (оформляется в соответствии с приложением У).
Сертификат чистоты оформляется после каждой проверки состояния внутренних поверхностей каждой единицы оборудования и трубопроводов.
Все сертификаты необходимо собрать в Папке обработки.
8.4.1.10 После выполнения всех работ по обработке внутренних поверхностей необходимо провести повторное совещание, на котором рассмотреть документы и утвердить Папку обработки.
8.4.2 Обработка внутренних поверхностей
8.4.2.1 Настоящим стандартом рекомендуется использовать методы механической очистки по таблице 7, а также методы химической очистки по таблице 8.
Таблица 7 - Методы механической очистки
Обозначение | Краткое описание методов механической очистки |
М1 | Выметание механических частиц или протирание тканью, не оставляющей волокон |
М2 | Выдувание механических частиц или сушка влажных пятен струей сухого воздуха под давлением |
М3 | Высасывание загрязнений пылесосом |
Таблица 8 - Методы химической очистки
Обозначение | Краткое описание методов химической очистки |
С1 | Погружение с периодическими перемещениями изделия в емкости с чистящим веществом |
С2 | Обрызгивание изделия чистящим средством |
С3 | Заполнение изделия чистящим средством с периодическим его взбалтыванием |
С4 | Полоскание с принудительной циркуляцией чистящего средства |
С5 | Обезжиривание конденсирующимися чистящими средствами |
С6 | Обезжиривание водяным паром высокого давления с добавлением средств очистки |
8.4.2.2 При применении ультразвука достигается существенное улучшение качества методов очистки.
8.4.2.3 Внутреннюю поверхность трубопроводов, имеющих сварные швы на подкладном кольце или патрубки, обрабатывать не рекомендуется.
8.4.2.4 Подробные описания методов обработки с учетом обозначений и технических характеристик чистящих средств, температуры, продолжительности очистки, необходимости вторичной очистки, указаний по технике безопасности и охране труда необходимо привести в Программе обработки.
8.4.2.5 Простая очистка включает в себя следующие методы:
- ручная очистка;
- промывка водой под высоким давлением;
- продувка сжатым воздухом.
8.4.2.6 При обработке внутренней поверхности трубопроводов из углеродистой и низколегированной стали применяют следующие методы:
- простую очистку;
- обезжиривание щелочным раствором с добавлением или без очищающего средства;
- обработку нейтральным раствором с очищающим средством;
- промывку чистой водой;
- пескоструйную обработку;
- травление кислотой;
- продувку воздухом;
- нейтрализацию;
- пассивацию.
Способы обработки внутренней поверхности трубопроводов указаны в таблицах Ф.1, Ф.2 и Ф.3 (приведены в приложении Ф).
8.4.2.7 Чистоту поверхностей криогенных трубопроводов, обращенных к криогенному продукту и (или) к вакуумной полости, проверяют протиркой контролируемых поверхностей чистой подрубленной салфеткой из отбеленной бязи по ГОСТ 29298.
Загрязнения и механические частицы на салфетке не допускаются.
На поверхности деталей не должны оставаться волокна и нити.
Применение ветоши запрещается.
8.4.2.8 Чистоту внутренней поверхности трубопроводов малого диаметра проверяют протягиванием бязевого тампона или другим методом по принятой технологии.
Серый налет на салфетках, образующийся при контроле трубопроводов из нержавеющих сталей и алюминиевых сплавов, загрязнением не считается.
8.4.2.9 Контроль качества обработки внутренней поверхности включает следующие методы:
- тест на запах;
- использование обнаруживающего устройства;
- визуальная проверка "дневным светом";
- визуальная проверка ультрафиолетовым светом;
- проверка протиранием;
- проверка промывкой;
- проверка тонким слоем воды.
Метод выбирают в зависимости от назначения трубопровода и условий доступа.
Рекомендуемые методы проверки качества обработки внутренней поверхности приведены в таблице 9.
Таблица 9 - Методы проверки качества обработки
Обозначение | Краткое описание методов проверки качества обработки |
Р1 | Визуальный контроль при дневном свете, при искусственном освещении, с использованием увеличивающих устройств с 4-7-кратным увеличением |
Р2 | Визуальный контроль в ультрафиолетовом свете |
Р3 | Тест протиранием белой тканью, не оставляющей волокон, фильтровальной бумагой, с дополнительной проверкой в ультрафиолетовом свете |
Р4 | Тест растворителем с определением веса осадка после испарения |
Р5 | Измерение размеров механических частиц с определением объема пыли после высасывания |
Р6 | Измерение размеров механических частиц с визуальной оценкой отпечатка пленочным клеем поверхности со сравнительной пробой |
8.4.2.10 После обработки внутренние поверхности следует защитить от повторного загрязнения методами, которые указаны в таблице 10.
Таблица 10 - Методы защиты от загрязнения
Обозначение | Краткое описание методов защиты |
V1 | Закрытие пленкой открытых концов и патрубков (завязать и закрепить липкой лентой) |
V2 | Закрытие открытых концов и патрубков изделия пластиковыми пробками, крышками или глухими фланцами с прокладкой |
V3 | Закрытие открытых концов и патрубков изделия полиэтиленовым чехлом с заваркой краев |
V4 | Упаковка изделий (деталей) в полиэтиленовую пленку с заваркой краев |
V5 | Упаковка изделий (деталей) в металлический контейнер |
8.4.2.11 Возможно применение методов защиты внутренней поверхности от влажности по таблице 11.
Таблица 11 - Методы защиты от влажности
Обозначение | Краткое описание методов защиты |
VAK | Создание вакуума во внутреннем объеме изделия |
IGF | Заполнение внутреннего объема изделия сухим воздухом либо азотом, не содержащим масел, под давлением не более 0,05 МПа (0,5 кгс/см |
ADS | Размещение во внутреннем объеме изделия пакета с влагопоглотителем, например силикагелем |
8.4.2.12 При хранении трубопроводы периодически (не менее двух раз в неделю) продувать сухим воздухом.
8.4.2.13 Влагопоглотитель перед размещением следует освободить от транспортной герметичной упаковки и оставить в своей рабочей упаковке.
Рабочую упаковку (пакет) с влагопоглотителем крепить внутри трубопровода к съемным заглушкам по месту.
8.4.2.14 Объем влагопоглотителя выбирают из следующего условия: относительная влажность внутренней среды трубопровода не должна превысить величину 40% за период хранения не менее шести месяцев.
Для трубопроводов длиной около 10 м примерные расходы влагопоглотителя указаны в таблице 12.
Таблица 12 - Расход влагопоглотителя
Размеры в миллиметрах
Номинальный диаметр трубы | Масса влагопоглотителя, кг |
До 100 | 0,147 |
125-175 | 0,295 |
200 | 0,590 |
225-300 | 0,885 |
325-350 | 1,327 |
375-450 | 1,770 |
8.4.2.15 При получении на площадке трубопроводов пакеты с влагопоглотителем удалить, чистоту внутренних краев трубы проверить белой тканью.
8.4.2.16 После проверки концы труб и патрубков следует плотно закупорить заглушками, которые должны обеспечить хорошую герметичность, защитить от деформации при погрузке-разгрузке, не должны легко сниматься и должны эффективно защищать фаску от смятия, ударов и повреждений.
8.4.2.17 Для плотной посадки заглушку рекомендуется предварительно нагреть теплым воздухом.
Плотность посадки можно улучшить, наклеив в три оборота вокруг края заглушки прочную липкую ленту, при этом необходимо следить за тем, чтобы не закрыть имеющуюся маркировку.
8.4.2.18 Оборудование и трубопроводы, прошедшие обработку внутренней поверхности и подготовленные для монтажа, хранят в закрытых помещениях, которые защищены от воздействия окружающей среды, с очищенным однородным полом, который невосприимчив к образованию пыли.
Оборудование размещать на паллетах или ложементах.
Помещения регулярно убирать и протирать в них пыль.
8.4.2.19 Детали из нержавеющей стали необходимо хранить в отдельных изолированных зонах, которые защищены от любого контакта с углеродистой сталью и загрязняющими веществами.
8.4.2.20 Оборудование необходимо хранить в своем защитном или специальном состоянии на протяжении всего срока до начала монтажа.
После периодических проверок защиту и/или специальные средства хранения необходимо восстанавливать.
8.4.2.21 Очищенные трубы маркируют и обозначают бирками так, чтобы их можно было надежно отличить от неочищенных.
На бирках наносят обозначение проведенной обработки внутренних поверхностей в соответствии с приведенными обозначениями по таблицам, в том числе степень чистоты (см. таблицу 6), методы очистки (см. таблицы 7 и 8), метод проверки (см. таблицу 9), методы защиты (см. таблицы 10 и 11).
8.4.3 Обработка внутренних поверхностей из нержавеющей и аустенитной стали
8.4.3.1 Степени чистоты и методы обработки внутренних поверхностей из нержавеющей и аустенитной стали по таблице 13.
Таблица 13 - Степени чистоты и методы обработки
Степень чистоты | Коррозионная нагрузка | Методы обработки поверхности | Обрабатываемые поверхности | Способ проведения |
1 | Высокая | Травление в ванне или распыление | Вся поверхность | Химический |
2 | Средняя | Струйная обработка | Механический | |
Травление пастой | Сварные швы | |||
3 | Низкая | Очистка щетками или шлифование |
8.4.3.2 Для оборудования и трубопроводов с рабочей температурой не ниже 223 К (минус 50 °С) включительно обработка поверхностей после сварки, как правило, не требуется.
Для сталей с соединениями аустенита-феррита и с зазорами, которые осложняют удаление травильного раствора, требуется применение специальных методов очистки поверхности.
8.4.3.3 При обработке поверхностей сварных швов до второй и третьей степеней чистоты (см. таблицу 13) остальная поверхность должна иметь металлический блеск и не содержать цветных металлов и ферритов.
8.4.3.4 При больших коррозионных нагрузках или повышенной опасности коррозионного растрескивания может понадобиться комбинация методов обработки внутренней поверхности.
После обработки поверхность должна быть очищена до металлического блеска, не содержать налета ржавчины, цветов побежалости, остатков сварочного шлака, брызг наплавленного металла, включений феррита и цветных металлов.
8.4.3.5 Предварительная обработка внутренних поверхностей при химическом способе очистки требуется для удаления веществ, которые препятствуют равномерному смачиванию поверхностей, таких как масла, жиры, смазка, клей, краска и т.п.
Эти вещества необходимо удалять очисткой поверхностно-активными веществами или хлористыми углеводородами.
В последнем случае следует следить за тем, чтобы отсутствовали свободные хлориды, а хлористые углеводороды под воздействием ультрафиолетового света (дуговая сварка) не разлагались на хлористый водород или другие вредные для здоровья вещества.
8.4.3.6 Предварительная обработка внутренних поверхностей при механическом способе удаления цветов побежалости и окалины не требуется.
8.4.3.7 Механический способ чистки внутренних поверхностей щетками применяют для удаления цветов побежалости.
Для этого следует использовать аустенитные стальные щетки, но их нельзя использовать для очистки других материалов.
Этот способ не подходит для удаления окалины и прилипших остатков сварочного шлака.
8.4.3.8 Механический способ обдирочного шлифования допускается применять для удаления окалины, сварочного шлака и грата, а также фиксированных включений цветных металлов или феррита.
Для этого следует использовать шлифовальные машинки с набором абразивных кругов и дисковых проволочных щеток. Размер зерен абразивных кругов выбирают в соответствии с ожидаемым эффектом очистки.
Если нет особых требований, то достаточно применить абразивные круги с размером зерен от 80 до 120 мкм включительно. При этом не рекомендуется сильно нагревать поверхность очищаемого материала.
8.4.3.9 Струйную обработку проводят только стеклянными шариками или электрокорундом.
Размер шариков выбирают в соответствии с ожидаемым эффектом. Как правило, достаточно использовать шарики диаметром от 100 до 200 мкм.
При струйной очистке не следует без необходимости придавать обрабатываемым поверхностям шероховатость.
При струйной обработке необходимо выполнять следующие условия:
- давление струи, продолжительность обработки, расстояние от головки сопла до обрабатываемой поверхности следует определять при предварительных испытаниях на соответствующих образцах;
- давление струи выдерживать не менее 0,4 МПа (4 кгс/см);
- угол воздействия струи должен быть более 30°;
- если при струйной обработке стеклянными шариками для предотвращения коррозионного растрескивания необходимо обеспечить предварительное напряжение сжатия в материале, то угол наклона струи должен быть в пределах 90°;
- обрабатывающий материал не должен быть загрязнен, т.е. при работе с установками струйной обработки в наличии должна быть также установка предварительной подготовки обрабатывающего материала, а при работе по принципу впрыскивания может применяться только новый материал.
8.4.3.10 Химический способ обработки травильным раствором должен соответствовать химическому составу обрабатываемого материала, рабочей температуре и ожидаемому эффекту.
В зависимости от толщины обрабатываемой поверхности в микронах, которая должна сниматься, рекомендуются растворы по таблице 14.
Таблица 14 - Составы травильных растворов
Обозначение | Состав травильного раствора |
А | Слабый травильный раствор для обработки нержавеющих сталей класса 18-10 (CrNi) и18-12-2 (CrNiMo): - пять частей объема - азотная кислота (1,39 г/см - половина одной части объема - плавиковая кислота (1,23 г/см - остальное - вода |
Б | Сильный травильный раствор для удаления от 3 до 5 мкм толщины включительно у нержавеющих сталей класса 18-10 (CrNi): - восемь частей объема - азотная кислота (1,39 г/см - полторы части объема - плавиковая кислота (1,23 г/см - остальное - вода. |
В | Сильный травильный раствор для удаления от 3 до 5 мкм толщины включительно у нержавеющих сталей класса 18-12-2 (CrNiMo): - восемь частей объема - азотная кислота (1,39 г/см - двенадцать частей объема - плавиковая кислота (1,23 г/см - остальное - вода |
8.4.3.11 Рекомендуемое время травления в ванне 30 мин.
Температура ванны не должна превышать 323 К (50 °С), в целом достаточно комнатной температуры.
Время травления зависит от состава ванны и должно продолжаться до тех пор, пока поверхности не приобретут металлический блеск.
Периодические перемещения изделия в ванне ускоряют процесс травления.
Процесс травления следует контролировать: отработанные или не полностью удаленные травильные растворы могут привести к локальному разъеданию обрабатываемой поверхности.
8.4.3.12 Химический способ обработки травильной пастой применяют с соответствующим устойчивым к плавиковой кислоте загустителем, например сульфатом бария или оксидом алюминия (глинозем), в виде размазывающейся пасты.
Из-за ограниченного содержания кислоты в пасте не возникают повреждения поверхности при превышении времени травления, например в течение ночи. Если необходимо удаление слоя толщиной от 3 до 5 мкм включительно, то в этом случае применяют многократное травление пастой.
8.4.3.13 Химический способ обработки распыляемым травильным средством производится травильной пастой соответствующей консистенции.
Способ применения соответствует травильной пасте.
8.4.3.14 После травления поверхность необходимо тщательно промыть водой до тех пор, пока не будет полностью удален раствор из самых труднодоступных мест.
Для этого следует контролировать значение водородного показателя рН воды в начале и в конце промывки.
Это следует подтвердить индикаторной бумагой.
Примечание - Например, бумагой "Универсальный индикатор рН 0-14", артикул 9535, фирмы Merck, D-6100, Дармштадт, Германия.
В качестве альтернативы можно использовать контроль проводимости воды при использовании деминерализованной воды, при этом разница проводимости в начале и в конце промывки должна быть не более 50 мкСм/м.
Примечание - Контроль проводимости воды можно осуществлять, например, кондуктометром "Эксперт-002" фирмы "Эконикс", г.Санкт-Петербург.
Во время промывки под воздействием кислорода воздуха на поверхности образуется пассивный слой и дополнительной пассивации не требуется.
Прилипшую, но ослабленную травлением окалину удалить чистой аустенитной щеткой или сухой чистой тряпкой.
8.4.3.15 В качестве подпиточной для приготовления травильного раствора речная или артезианская вода не подходит, т.к. она может содержать вещества, ослабляющие воздействие травления.
Для этого следует использовать питьевую воду по ГОСТ Р 51232 с содержанием массовой доли ионов хлора не более 25·10 включительно.
Такую же воду следует использовать и для промывки после травления.
Если обрабатываемая поверхность имеет места, где могут оставаться хлориды, которые могут привести к повреждениям, например к коррозионному растрескиванию, то для приготовления травильного раствора и для промывки надо использовать только полностью обессоленную воду или чистый конденсат с содержанием массовой доли ионов хлора не более 5·10 или проводимостью раствора не выше 100 мкСм/м.
8.4.3.16 Полученное состояние поверхности после обработки проконтролировать в объеме таблицы 15.
Таблица 15 - Объем контроля после обработки
Обозначение | Объем контроля поверхности после обработки |
А | 1 - индикация хлорида или измерение проводимости промывочной воды; 2 - контроль индикатора феррита или обработка воды; 3 - визуальный контроль |
Б | 1 - обработка воды; 2 - визуальный контроль |
В | 1 - визуальный контроль |
Принятый объем контроля поверхности определяется Программой обработки внутренней поверхности.
8.4.3.17 После выполнения обработки и контроля подготовить свидетельство по обработке с содержанием по таблице 16.
Таблица 16 - Содержание свидетельства по обработке
Обозначение | Содержание свидетельства по обработке |
А | 1 - предварительная обработка; 2 - травильный раствор и продолжительность травления; 3 - результаты проверок по таблице 13 |
Б | 1 - средство для струйной обработки или травильная паста; 2 - результаты проверок по таблице 13 |
В | 1 - обработка поверхностей; 2 - размер зерен шлифовального средства; 3 - результаты визуального контроля |
8.4.3.18 После обработки внутренние поверхности необходимо защитить от загрязнений. Для этого закрывают все отверстия и патрубки фланцами, колпачками, крышками или пленкой.
Эти средства не должны содержать поливинилхлорида (ПВХ).
Краски и другие вещества, содержащие серу, свинец, цинк, ртуть, хлор или фтор, а также имеющие наклейки или клеящие составы на основе ПВХ, не должны находиться вблизи с обработанным оборудованием и трубопроводами.
8.4.3.19 Закрытые или закрываемые аппараты и трубопроводы, имеющие внутренние поверхности первой степени чистоты (см. таблицу 13), транспортировать и хранить с наддувом внутреннего объема под давлением не более 0,01 МПа (0,1 кгс/см) сухим безмасляным воздухом или азотом относительной влажностью не более 40% при температуре 293 К (20 °С).
8.4.4 Очистка поверхностей, контактирующих с кислородной средой
8.4.4.1 К поверхностям, контактирующим с кислородной средой, предъявляются повышенные требования по чистоте.
На таких поверхностях не допускаются следующие загрязнения:
- углеводородные масла или смазки;
- частицы уплотнительного материала для трубной резьбы или прокладок и сальников, не допускаемого к контакту с кислородной средой;
- вода, роса, влажные места и т.п.;
- традиционные краски, лаки или органические вещества, предохраняющие поверхности от ржавчины;
- свободно или неплотно приставшая ржавчина или вторичная окалина, цеховая грязь, опилки, крошка или брызги металла при оплавлении.
8.4.4.2 На поверхностях, контактирующих с кислородной средой, в виде исключения допускаются:
- плотно приставшая вторичная окалина или брызги металла, образовавшиеся при оплавлении;
- легкий слой ржавчины;
- пятна или обесцвеченные места.
8.4.4.3 Применяемые методы очистки поверхностей, контактирующих с кислородной средой, должны находиться в технологической последовательности к производству, сборке и испытаниям для того, чтобы предотвратить попадание загрязняющих веществ или последующее загрязнение уже очищенных поверхностей.
Применяемые методы очистки не должны оставлять загрязняющего осадка или скопившихся жидкостей (паров), вызывать коррозию, деформацию или любые другие изменения физических свойств очищаемых изделий.
8.4.4.4 Производственный персонал, производящий очистку, должен носить чистую одежду и работать чистыми руками или в чистых перчатках.
При очистке необходимо строго соблюдать правила техники безопасности.
8.4.4.5 Очистку и сборку производят в специально отведенном для этого чистом помещении, предпочтительно удаленном от производств с тяжелыми механизмами или от работ по механической обработке и сварке.
Сама рабочая площадка должна быть организована так, чтобы предотвратить случайное смешивание очищенных и неочищенных изделий или использование неутвержденных материалов.
8.4.4.6 Инструмент и оборудование, использующиеся в операциях очистки, должны либо содержаться в чистоте и отдельно от других инструментов, либо тщательно очищаться перед использованием.
Это относится также к оборудованию, необходимому для проведения испытаний после того, как изделие было окончательно очищено. Его рабочие поверхности должны быть очищены до использования или защищены от загрязнений в нерабочем состоянии.
8.4.4.7 Очищенные изделия, не предназначенные для немедленной сборки, следует защищать от повторного загрязнения следующими методами:
- упаковкой в пакеты или мешки;
- обертыванием;
- покрытием полиэтиленом или чистой бумагой.
Очищенные изделия хранят отдельно от неочищенных изделий для предотвращения случайного смешивания.
8.4.4.8 Там, где нет опасности скопления жидкостей или паров, могут использоваться любые традиционные очищающие средства, если они очищают до необходимой степени, не оставляют осадка, не повреждают очищаемый элемент и отвечают требованиям нормативных документов по защите окружающей среды, токсичности и т.п.
Там, где существует возможность скопления жидкостей или паров, следует применять растворители только с высоким содержанием летучих компонентов со специальными мерами предосторожности.
8.4.4.9 При сборке допускается использовать смазочные вещества - фторуглеродистые масла и смазки.
Эти вещества допустимо использовать только в небольшом количестве для облегчения сборки, упаковки или смазки резьбы.
8.4.4.10 При проведении гидравлических испытаний или промывке можно использовать любой неорганический замедлитель коррозии металлосодержащих элементов. Рекомендуется нитрит натрия - около 0,5% массы.
8.4.4.11 Для очистки поверхностей, контактирующих с кислородной средой, могут быть использованы нижеперечисленные методы.
Выбор этих методов зависит от типа материала и размера очищаемой поверхности, типа и степени загрязнения, а также средств очистки, имеющихся в наличии.
8.4.4.12 Механическая очистка включает очистку щетками, подметание, продувку, выскабливание, сцепление, пескоструйную очистку, кондиционирование пульпы, а также конструктивное удаление загрязняющих веществ.
8.4.4.13 Химическая очистка (обычно это предварительная очистка) включает травление кислотой (удаление окалины), пассивацию, удаление ржавчины, погружение для химического глянцевания (блестящее травление), очистку кислотой и др.
Химические растворы приемлемы при условии, если они не оставляют осадка и за ними следует окончательная очистка.
Поскольку масло и смазка, как правило, не могут быть удалены кислотами, эти загрязнители, если они присутствуют, должны удаляться растворителем или щелочным раствором.
8.4.4.14 Промывка заключается в заполнении внутреннего пространства изделия проточным раствором моющего средства, которое по возможности следует перемешивать.
После промывки необходимо тщательное полоскание чистой водой и последующее высушивание чистым сухим воздухом.
При применении растворителя внутренний объем должен тщательно продуваться сухим обезжиренным воздухом или азотом.
8.4.4.15 Погружают очищаемое изделие в растворитель или раствор моющего средства и, если возможно, вымывают щеткой.
Если очистке подвергается много изделий, используют две ванны: первая предназначена для удаления основной массы загрязнений, а вторая - для удаления оставшихся загрязнений.
Когда первая ванна загрязняется, она отбраковывается, вторая становится первой и добавляется чистая окончательная ванна.
Неметаллические части необходимо погружать на короткое время или протирать тканью.
8.4.4.16 Протирку тканью применяют для легкодоступных поверхностей, например для емкостей и резервуаров, куда можно войти и протереть внутреннюю поверхность с соблюдением правил техники безопасности.
8.4.4.17 Распыление очищающего средства с большой скоростью через специальные сопла используют для очистки больших емкостей или трубопроводов.
При этом можно использовать также и щетки.
8.4.4.18 Обезжиривающий пар, конденсирующийся на холодной очищаемой поверхности
Преимущество данного метода - постоянная дистилляция растворителя и контакт с поверхностью только чистого растворителя. Этот метод нельзя использовать для неметаллических материалов.
8.4.4.19 Ультразвуковая очистка применяется со специальным оборудованием для перемешивания очищающей жидкости при высокой скорости для перемещения частиц и разрушения пленок.
Этот метод эффективен для поверхностей, имеющих мелкие трещины или полости.
8.4.4.20 После очистки следует провести контроль качества очистки любым методом, описанным ниже. Поверхности, которые окажутся недоступными после сборки, должны быть проверены до сборки.
Если проверка выявит наличие остатков загрязнений, процесс очистки должен быть повторен.
8.4.4.21 Визуальный осмотр при ярком белом свете применяется для легкодоступных поверхностей. При этом можно обнаружить следы смазки, масляных пленок и частиц, таких как металлические опилки, стружка, ржавчина или вторичная окалина.
В качестве источника белого света рекомендуется использовать лампу мощностью не менее 60 Вт.
8.4.4.22 Визуальный осмотр в ультрафиолетовом свете применяют для обнаружения следов масла или смазки.
Осмотр следует производить в темноте или при затененном свете с использованием ультрафиолетовой лампы с длиной волны около 3200-3800 мкм включительно. Голубовато-белые светящиеся пятна свидетельствуют о наличии загрязнений.
Примечание - При визуальном осмотре следует использовать лампы ультрафиолетового света типа ЛУФТ по ТУ 3467-003-00217001-2001 [46], ДРТ по ИКВА.675610.005ТУ [47].
Большинство жидких нефтепродуктов или смазок фосфоресцируют под воздействием ультрафиолетового излучения, даже если они невидимы при нормальном ярком свете. Однако при этом необходимо уточнять, какие марки смазочных средств используются в производстве.
8.4.4.23 Протирку используют для проверки чистоты недоступных поверхностей или для проверки чистоты большой площади поверхности.
Протирка производится чистой белой бумагой или неотбеленной тканью с последующим ее осмотром как под ярким светом, так и под ультрафиолетовым светом.
Наличие излишнего обесцвечивания или бело-голубого отсвечивания говорит о необходимости повторной очистки.
8.4.4.24 Цветовое испытание растворителем применяется для проверки недоступных поверхностей.
При этом сравнивают цвет использованного и неиспользованного растворителя в стеклянных сосудах.
Следует фиксировать даже незначительную разницу в цвете жидкостей.
8.4.4.25 После очистки изделия принять меры по сохранности его чистоты. Это достигается герметизацией небольших элементов в полиэтиленовых мешках или пакетах либо обертыванием в полиэтиленовую пленку после закупоривания всех отверстий пластмассовыми крышками или пробками.
Для больших элементов применяется герметизация всех отверстий пластмассовыми или чистыми металлическими пробками.
Фланцы герметизируются клееной фанерой, привинченной болтами или приклеенной липкой лентой.
Дополнительной защитой служат продувка и заполнение аппаратов сухим обезжиренным воздухом или азотом под избыточным давлением не более 0,01 МПа (0,1 кгс/см) включительно.
8.4.4.26 После упаковки на видном месте прикрепить бирку либо сделать маркировку с указанием: "Очищено для применения кислорода".
Маркировка должна быть устойчивой к стандартному жесткому обращению с упаковкой.
8.5 Окраска
8.5.1 Наружные поверхности оборудования и технологических трубопроводов технических изделий подлежат окраске с целью защиты от коррозии, нанесения отличительной маркировки и придания изделиям товарного вида.
Требования к нанесению покрытий по СНиП 3.04.03-85 [48] и другим действующим нормативным документам.
8.5.2 Антикоррозионная защита выполняется в такой технологической последовательности:
- подготовка защищаемой поверхности;
- подготовка материалов;
- нанесение грунтовки, обеспечивающей прочное сцепление последующих слоев защитных покрытий с защищаемой поверхностью;
- нанесение защитного покрытия;
- сушка покрытия или его термообработка.
8.5.3 Нанесение лакокрасочных защитных материалов должно выполняться в такой технологической последовательности:
- нанесение и сушка грунтовок;
- нанесение и сушка шпатлевок (при необходимости);
- нанесение и сушка покрывных слоев;
- выдержка или термическая обработка покрытия.
8.5.4 Производственный контроль качества работ осуществляют на всех этапах подготовки и выполнения антикоррозионных работ.
Результаты производственного контроля качества работ следует заносить в журнал производства антикоррозионных работ.
8.5.5 Первичному нанесению покрытий подвергаются наружные поверхности изделия после изготовления с целью защиты от коррозии.
В качестве первичного покрытия применяются грунтовки.
Окончательное покрытие производится красками, лаками и эмалями после испытания и приемки.
8.5.6 Не окрашиваются, за исключением нанесения маркировочной окраски, следующие металлические поверхности:
- изготовленные из нержавеющей стали;
- имеющие гальванические покрытия;
- изготовленные из цветных металлов.
8.5.7 При окраске предохраняются следующие поверхности:
- контактные поверхности крепежных изделий;
- точечные места и детали подсоединения шин и кабелей заземления;
- концы электрических кабелей на длине не менее 200 мм;
- контрольно-измерительные приборы;
- предохранительные клапаны;
- шток, привод и металлические части регулировочных клапанов;
- шток и маховик ручных клапанов;
- электродвигатели;
- электрические панели;
- распределительные коробки;
- таблички фирменные, указательные и номерные;
- циферблаты, предупредительные и сигнальные устройства;
- датчики первичных устройств;
- кабельные лотки, имеющие гальваническое покрытие;
- другие поверхности, не подлежащие окраске.
Изделия и элементы, которые не подлежат окраске, должны быть предохранены при покраске или отсоединены.
8.5.8 При покраске предохранить и выделить дополнительной маркировкой места нанесения личных клейм сварщиков и имеющуюся на изделии маркировку.
8.5.9 Подготовленные кромки под выполнение сварки и прилегающую зону на длине не менее 20 мм от кромок предохраняют от окраски липкой лентой с целью обеспечения требуемого качества сварных соединений.
8.5.10 Перед нанесением покрытий поверхности должны быть очищены.
На них не должно быть следов масла, грязи, пыли, ржавчины, любых видов грязи.
Очистку поверхностей производить наиболее приемлемым для этого методом, позволяющим гарантированно удалить все загрязнения.
Если масло, смазка или другие загрязнения попали на уже окрашенную поверхность, перед продолжением окраски эти загрязнения необходимо тщательно удалить подходящим растворителем.
8.5.11 При подготовке поверхностей к окраске методом пескоструйной обработки предохранять уплотнительные поверхности фланцевых соединений, резьбовые поверхности, фаски под сварку и т.п.
8.5.12 Окраска оборудования должна производиться квалифицированным персоналом, имеющим опыт в выполнении подобных работ и квалификационные удостоверения, действительные на все время выполнения работ.
При окраске необходимо принимать все возможные меры предосторожности для обеспечения безопасности производственного персонала.
8.5.13 Краску следует хранить в отдельно приспособленном для этого помещении при температуре от 278 до 313 К (от 5 °С до 40 °С) в заводской таре. Тара должна иметь табличку с указанием типа краски и сроком ее годности.
Краску с истекшим сроком годности применять запрещено.
8.5.14 Нанесение покрытий производится по предварительно разработанным технологическим процессам, утвержденным в установленном порядке, с последующим контролем качества.
8.5.15 Покраску недопустимо производить при следующих условиях:
- температуре окружающего воздуха ниже 278 К (5 °С);
- относительной влажности выше 85%;
- в случае плохих погодных условий (дождь, туман, снег).
При покраске температура окрашиваемой металлической поверхности должна быть на несколько градусов выше точки росы окружающего воздуха.
Если изделие подано на участок окраски с улицы, оно должно быть предварительно выдержано для подогрева до температуры окружающего воздуха в помещении.
8.5.16 Сварные швы могут быть загрунтованы, кроме случаев, когда требуется проводить последующие испытания на прочность и плотность.
8.5.17 Краска перед нанесением должна быть проверена на отсутствие комков и твердых осадков посторонних веществ.
8.5.18 После нанесения покрытия следует измерить его толщину.
Измерение толщины необходимо проводить электронным прибором после полного высыхания краски.
8.5.19 Каждая проверка толщины покрытия состоит из трех измерений, выполняемых на поверхности диаметром 30 мм, расположенной на расстоянии около 25 мм от края или угла.
Рекомендуемое количество мест измерений для каждого вида оборудования приведено в таблице 17.
Таблица 17 - Места измерения толщины слоя краски
Наименование вида оборудования | Количество мест измерений толщины слоя краски |
Основания | Всего четыре на каждой стороне |
Опоры | Всего три на любом месте |
Емкости, аппараты | Всего два на кожухе и патрубке |
Трубопроводы | По одному на каждой линии и отводе |
Кожухи | Для поверхности площадью, м - до 30 включ. - четыре; - св. 30 до 60 включ. - шесть; - " 60 - восемь |
8.5.20 После нанесения каждого слоя и после окончания окраски всего изделия визуально проверить качество покрытия.
На окрашенной поверхности не допускаются трещины, посторонние осадки или твердые частицы, пузырьки, неокрашенные участки, провисания краски, комки краски, царапины, насечки или вытертости, пятна другой краски и грязи.
При наличии вышеуказанных дефектов поверхность должна быть подготовлена вновь и ее окраска должна быть произведена повторно.
8.5.21 При необходимости следует провести проверку адгезии (прилипания краски) при помощи металлической расчески по установленной методике.
8.5.22 Необходимо измерить толщину покрытия.
Каждое измерение должно иметь значение не ниже 80% установленной величины.
Среднее арифметическое значение пяти проверок толщины покрытия должно быть не ниже номинального значения.
Не допускается толщина покрытия больше, чем на 40% установленного значения.
9 Сварка и пайка трубопроводов и металлоконструкций
9.1 Общие положения
9.1.1 При сварке и пайке трубопроводов и металлоконструкций руководствоваться технической и монтажной документацией, РЭ и ТУ на монтируемое оборудование, рабочими чертежами проекта размещения, ИМ, действующими техническими регламентами (нормами и правилами), нормативными правовыми актами, в т.ч. ПБ 03-585-03 [3], ОСТ 26-04-2388-79 [49] и ОСТ 26-04-2389-79 [50].
При этом следует учитывать требования ГОСТ Р ИСО 3834-1, ГОСТ Р ИСО 3834-2, ГОСТ Р ИСО 3834-3, ГОСТ Р ИСО 3834-4.
9.1.2 Работы по сварке и пайке необходимо выполнять по технологическим процессам с применением сварочного оборудования и сварочных материалов, разработанных и аттестованных в установленном порядке до начала работ со сроками аттестации на все время выполнения работ.
Порядок аттестации сварочного оборудования и сварочных материалов с определением области их применения по РД 03-613-03 [51] и РД 03-614-03 [52].
9.1.3 Технологические процессы сварки и пайки должны охватывать все толщины и марки материалов, применяемые в конкретном техническом изделии, подходить для всех собираемых узлов и трубопроводов и обеспечивать выполнение контроля в требуемом объеме.
Порядок аттестации сварочных технологий по РД 03-615-03 [53].
9.1.4 Для выполнения работ по сварке и пайке привлекать сварщиков, аттестованных в установленном порядке и имеющих действующие аттестационные удостоверения сварщика на все время выполнения работ.
К выполнению сварочных работ при изготовлении, монтаже и ремонте оборудования и трубопроводов, подведомственного органам технического надзора, допускаются только сварщики I уровня, аттестованные в установленном порядке.
Порядок аттестации и допуска сварщиков к работе по ПБ 03-273-99 [54] и РД 03-495-02 [55].
При этом следует учитывать требования ИСО 9606-1:1994 [56], ИСО 9606-2:2004 [57], ИСО 9606-3:1999 [58], ИСО 9606-4:1994 [59] и ИСО 9606-5:2000 [60].
Каждый сварщик должен выполнять сварку и пайку только тех видов швов, которые указаны в его удостоверении.
9.1.5 Сварщик, впервые приступающий в данной организации к сварке и пайке изделий, независимо от наличия удостоверения перед допуском к работе должен пройти проверку по ПБ 03-576-03 [6].
9.1.6 К руководству сварочными работами на оборудовании технических устройств, эксплуатирующихся на опасных производственных объектах, следует привлекать специалистов сварочного производства II, III и IV уровней, аттестованных в установленном порядке и имеющих действующие аттестационные удостоверения, изучивших положения настоящего стандарта, технологические инструкции и другую нормативную документацию по сварке и пайке.
Порядок аттестации и допуска специалистов сварочного производства по ПБ 03-273-99 [54] и РД 03-495-02 [55].
Данные специалисты допускаются к выполнению только тех видов работ, которые указаны в аттестационных удостоверениях.
При этом учитывать требования ИСО/МЭК 17024:2003 [61].
9.1.7 Для обеспечения контроля качества сварки и пайки необходимо привлекать специалистов неразрушающего контроля, аттестованных в установленном порядке и имеющих действующие на все время выполнения работ квалификационные удостоверения и удостоверения о проверке знаний правил промышленной безопасности установленной формы.
Порядок аттестации и допуска специалистов неразрушающего контроля по ПБ 03-440-02 [62].
9.1.8 Перед началом сварочных работ необходимо подготовить документы Папки сварки:
- аттестованные технологические процессы выполнения сварки и пайки трубопроводов и металлоконструкций с картами производственной аттестации;
- перечень аттестованного сварочного оборудования, используемого для выполнения сварки, с протоколами аттестации;
- перечень аттестованных сварочных материалов, используемых для выполнения сварки, пайки с протоколами аттестации;
- перечень лабораторий, привлекаемых к проведению неразрушающего контроля, с копиями паспортов лабораторий и свидетельств об аттестации, списком специалистов неразрушающего контроля с копиями удостоверений;
- копии радиационно-гигиенических паспортов лабораторий неразрушающего контроля, проводящих радиационный контроль;
- перечень сварных швов и описание применяемых способов частичной или полной обработки сварных швов инертным газом (азотом или аргоном) по каждому трубопроводу (при необходимости);
- другие документы по сварке и пайке (при необходимости).
9.1.9 Перед началом работ по сварке и пайке необходимо провести совещание и рассмотреть Папку сварки в составе:
- документы, перечисленные в 9.1.8;
- перечень сварщиков, допущенных к сварке и пайке, с копиями действующих аттестационных удостоверений сварщика и протоколов аттестации;
- перечень привлекаемых специалистов сварочного производства с копиями действующих аттестационных удостоверений и протоколов аттестации;
- перечень привлекаемых специалистов неразрушающего контроля с копиями действующих квалификационных удостоверений и удостоверений о проверке знаний правил промышленной безопасности;
- журналы, перечисленные в 4.19 настоящего стандарта;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- формы актов (протоколов) по визуальному и измерительному контролю сварных швов;
- сертификаты на основной металл;
- сертификаты на сварочные материалы;
- акты на просушку электродов;
- акты по хранению материалов для сварки и пайки;
- формы актов обезжиривания подготовленных под сварку кромок;
- формы протоколов по контролю сварных швов методом ультразвуковой дефектоскопии;
- формы протоколов по радиографическому контролю сварных швов;
- формы протоколов по контролю сварных швов методами цветной дефектоскопии;
- формы протоколов по механическим испытаниям сварных швов;
- форму акта выполнения проверок;
- другие документы (при необходимости).
9.1.10 После выполнения работ по сварке и пайке провести повторное совещание, на котором рассмотреть все документы и оформленные акты, а также утвердить Папку сварки.
9.2 Общие рекомендации
9.2.1 Типы и конструктивные элементы сварных соединений, конструктивные элементы подготовленных кромок соединяемых деталей, способы сварки, марки, типы и размеры присадочных материалов и электродов указываются в монтажных чертежах и проекте размещения оборудования.
При отсутствии сведений необходимо руководствоваться требованиями ОСТ 26-04-2388-79 [49] и ОСТ 26-04-2389-79 [50].
9.2.2 Для выполнения сварки должны применяться сварочное оборудование и измерительная аппаратура, позволяющие обеспечить заданное качество сварочных работ.
9.2.3 На каждую единицу сварочного оборудования должен иметься паспорт изготовителя, подтверждающий его пригодность для производства сварочных работ.
Оборудование должно быть полностью укомплектовано, и его технические данные должны соответствовать данным паспорта.
Сварочное оборудование должно быть снабжено контрольно-измерительными приборами (амперметрами и вольтметрами).
Периодичность поверки указанных приборов устанавливается требованиями нормативных документов.
9.2.4 На каждом предприятии должны быть сведения о имеющемся сварочном оборудовании, а также составлены графики его осмотров, проверок, профилактических (текущих) и капитальных ремонтов, поверок средств измерений, утвержденные главным инженером.
В графиках помимо сроков контроля необходимо указать фамилии лиц, ответственных за проведение этих операций.
9.2.5 Качество металла, поступающего для изготовления оборудования и трубопроводов, и его соответствие требованиям стандартов и ТУ должно быть подтверждено сертификатами или, при их отсутствии, результатами испытаний, оформленными в установленном порядке.
9.2.6 Детали и заготовки, подлежащие сварке и пайке, должны иметь маркировку, позволяющую установить марку материала и номер плавки, а при необходимости также номер детали или заготовки.
9.2.7 На изометрических чертежах должна быть обеспечена четкая привязка номера сварного шва, фамилии сварщика и его клейма для каждого сварного шва.
9.3 Подготовка кромок
9.3.1 Подготовку кромок и сборку соединений под сварку и пайку следует производить по рабочим чертежам и технологическому процессу, разработанному в соответствии с требованиями настоящего стандарта, технических регламентов (норм и правил), нормативных правовых актов, утвержденными в установленном порядке.
9.3.2 Для обеспечения указанных в чертежах размеров стыкуемых кромок и зазоров допускается производить подгонку деталей и сборочных единиц по месту путем подгибки и подрезки любыми способами, обеспечивающими необходимую форму, размеры и качество деталей и сборочных единиц согласно чертежу и настоящему стандарту.
9.3.3 В стыковых соединениях при разности толщин свариваемых элементов более 30% меньшей толщины или, если она превышает 5 мм, следует обеспечить плавный переход одного элемента к другому путем постепенного утонения кромки большей толщины с углом наклона поверхности не более 15° включительно.
9.3.4 При обеспечении заданных форм и размеров кромок припуск на механическую обработку после термической резки для углеродистых и низколегированных сталей, а также сталей, склонных к подкалке, устанавливается в соответствии с требованиями технической документации.
9.3.5 Кромки и прилегающие к ним поверхности должны быть зачищены с двух сторон на ширину не менее 20 мм включительно до металлического блеска.
Зачистку следует производить до полного удаления ржавчины, грата и брызг после термической резки, а также краски, масел и других загрязнений.
У деталей из цветных металлов и сплавов свариваемые кромки и прилегающие к ним поверхности на ширине не менее двух размеров толщины, но не менее 10 мм включительно, следует очищать от окисной пленки. Время между зачисткой и сваркой не должно превышать 2 ч.
При подготовке кромок для автоматической сварки под флюсом зачистка производится с каждой стороны стыка на расстояние не менее 100 мм включительно (в зависимости от толщины металла и ширины полосы, покрываемой флюсом).
9.3.6 Обезжиривание свариваемых кромок необходимо производить ацетоном и другими растворителями с помощью протирочного материала из хлопчатобумажной ткани, не оставляющей ворса.
Обезжиривание растворителями является обязательным для случаев, оговоренных технической и проектной документацией, настоящим стандартом, техническими регламентами (нормами и правилами) и нормативными правовыми актами.
9.3.7 С целью предотвращения коррозии или повторного загрязнения необходимо, чтобы зачистка свариваемых кромок, сборка и сварка производились без значительных разрывов во времени.
При обнаружении коррозии или загрязнения кромок собранного изделия необходимо провести их повторную зачистку.
9.3.8 Величина увода кромок сварного шва тонкостенного трубопровода из аустенитной стали по таблице 18.
Таблица 18 - Величина увода кромок
В миллиметрах
Диаметр трубы | От 15 до 50 включ. | От 65 до 150 включ. | От 150 до 250 включ. | Более 250 |
Увод кромок, не более | 1,0 | 1,5 | 2,0 | 2,5 |
9.4 Сборка и прихватка
9.4.1 Сборку свариваемых элементов необходимо производить на сборочных стендах с помощью приспособлений, которые обеспечивают требуемые зазоры и взаимное расположение деталей.
9.4.2 Фиксацию элементов конструкций следует выполнять с применением прихваток (временных или постоянных). Швы прихватки выполняют теми же присадочными материалами, что и для сварки основного сварного шва.
9.4.3 Прихватки должны выполнять сварщики той же квалификации или те же сварщики, которые будут выполнять и основные сварные швы.
При механизированных видах сварки прихватку допускается выполнять ручным способом.
9.4.4 Качество подготовки стыкуемых кромок и прилегающих к ним поверхностей необходимо проверить перед сборкой под сварку и перед началом сварки.
Перед началом сварки проверить качество сборки соединяемых элементов в соответствии с требованиями чертежей.
9.4.5 Перед выполнением прихватки необходимо проверить правильность установленного зазора между кромками, смещение кромок и плавность перехода при разной толщине свариваемых деталей в соответствии с требованиями настоящего стандарта и чертежей.
9.4.6 Временные приспособления, прихватываемые к деталям в процессе сборки и сварки, должны быть из того же материала, что и эти детали.
Временные приспособления по окончании сварочных работ необходимо удалять механическим способом, а при применении огневой резки оставлять часть приспособления (припуск) высотой не менее 5 мм включительно для последующей механической зачистки.
9.4.7 Прихватку и сварку сборочных приспособлений и других временных вспомогательных деталей к трубам с толщиной стенки до 4 мм включительно выполнять запрещается.
Сборку таких труб следует проводить с использованием съемных сборочных приспособлений.
9.4.8 Прихватки должны быть тщательно очищены от шлака, брызг наплавленного металла и проверены на отсутствие дефектов внешним осмотром.
Участки, имеющие дефекты, перед сваркой следует удалить способом, допускаемым для данного материала.
9.4.9 При автоматической и механизированной сварке продольных стыковых соединений начало и конец швов выводить на технологические планки, которые следует прихватывать или приваривать ручной дуговой сваркой.
Рекомендуемый размер планок 100х100 мм с толщиной, равной толщине свариваемого металла, и с разделкой кромок, что и само свариваемое соединение.
9.4.10 При сборке стыков труб допустимое смещение кромок по внутреннему диаметру не должно превышать величин, указанных в ГОСТ Р 52630.
9.4.11 Сборка труб на подкладных кольцах не допускается:
- для защиты сварного шва на стороне проплавления, чтобы не допустить пористости стали аустенитного класса, если обработка инертным газом внутри трубы технически невозможна;
- для поддержания сварочной ванны и обеспечения равномерности корневого шва (только для алюминиевых сплавов и при выполнении завершающих швов);
- для трубопроводов с диаметром более 100 мм.
9.4.12 Подкладное кольцо для труб из нержавеющей стали применяют такой же толщины, что и свариваемая труба, если иное не указано в чертежах.
9.4.13 Не допускается установка подкладных колец на горизонтально расположенных и вакуумных трубах, а также на трубах, подлежащих последующему травлению.
9.4.14 Для вертикально расположенных труб подкладное кольцо необходимо приваривать непрерывным швом в верхней части кольца, независимо от направления движения потока.
9.4.15 Для трубопроводов кислородных линий применение подкладных колец не рекомендуется.
9.4.16 При установке накладного (укрепляющего) кольца сварной шов между кольцом и патрубком следует выполнять раньше шва между кольцом и трубой.
9.4.17 При установке накладного (укрепляющего) кольца необходимо предусмотреть в нем вентиляционное отверстие установленного диаметра для выхода сварочных газов.
9.4.18 При приварке накладного кольца поверхность трубы из нержавеющей стали должна быть защищена инертным газом, если это требуется чертежом.
9.4.19 Остающиеся прихватки переплавляют при сварке корневого шва.
9.4.20 Прихватки необходимо тщательно зачистить от шлака, остатков флюса, брызг металла, окисных пленок. После зачистки прихватки осмотреть с целью выявления наружных трещин и пор.
Прихватки с указанными дефектами следует удалить механическим способом и выполнить вновь.
Незаверенные кратеры не допускаются.
9.5 Сварочные материалы
9.5.1 Применяемые сварочные материалы (электроды, сварочная проволока, флюсы, защитные газы) должны соответствовать требованиям стандартов или ТУ на поставку, что должно быть подтверждено сертификатами.
9.5.2 Электроды, присадочную проволоку и флюсы следует транспортировать и хранить в условиях, обеспечивающих целостность упаковки, исключающих коррозию, загрязнения и механические повреждения сварочных материалов.
9.5.3 Сварочные материалы перед запуском в производство должны пройти входной контроль по ГОСТ 24297 и быть приняты отделом технического контроля.
9.5.4 При приемке электродов проверяют:
- наличие сертификатов на поставленную партию электродов;
- наличие ярлыков на упаковке и их соответствие данным сертификатов;
- соответствие качества электродов требованиям ГОСТ 9466 по предельным отклонениям длины, кривизны, состояния поверхности покрытия (риски, задиры, вмятины, поры, шероховатость, оголенность стержня, эксцентриситет покрытия).
Проверку сварочно-технологических свойств электродов выполняют при наличии претензии к качеству электродов или отсутствии сертификатов.
При несоответствии данных сертификатов данным ярлыка и в других обоснованных случаях проводят контрольную проверку качества электродов согласно требованиям стандартов либо их замену, как не прошедших входной контроль.
9.5.5 При приемке сварочной проволоки проверяют:
- наличие сертификатов на поставленную проволоку и соответствие их данных требованиям ГОСТ 2246 или ТУ;
- наличие бирок на мотках проволоки и их соответствие данным сертификатов;
- состояние поверхности проволоки и ее соответствие требованиям ГОСТ 2246 или ТУ.
При несоответствии данных сертификата данным бирки или отсутствии сертификата необходимо провести анализ химического состава сварочной проволоки, а при необходимости и испытание наплавленного металла или металла шва по ГОСТ 2246 или ТУ либо заменить сварочную проволоку, как не прошедшую входной контроль.
9.5.6 При приемке флюса проверяют:
- наличие сертификата и соответствие его данных требованиям ТУ или стандартов на него;
- наличие ярлыков на мешках или другой таре и их соответствие данным сертификата;
- сохранность упаковки.
При несоответствии данных сертификата данным ярлыков проводят испытания сварочного флюса по ГОСТ 9087 либо заменяют его, как не прошедший входной контроль.
9.5.7 При приемке защитного газа проверяют:
- наличие сертификата на защитный газ;
- наличие ярлыков на баллонах и их соответствие данным сертификата;
- чистоту защитного газа по сертификату.
Перед использованием каждого нового баллона проводят пробную наплавку валика длиной от 100 до 200 мм на пластину с последующим визуальным контролем на отсутствие недопустимых дефектов или на "технологическое пятно" путем расплавления пятна диаметром от 15 до 20 мм.
При этом следует учитывать требования ИСО 14175:2008 [63].
9.5.8 Подготовленные сварочные материалы хранят в сушильных шкафах при температуре от 323 до 353 К (от 50 °С до 80 °С) или в сухих отапливаемых помещениях при температуре не ниже 291 К (18 °С) в условиях, предохраняющих их от загрязнения, ржавления, увлажнения и механических повреждений.
Относительная влажность воздуха при хранении не более 50%.
9.5.9 Не допускается на рабочем месте сварщика хранить электроды или сварочную проволоку различных марок, плавок, партий и диаметров.
9.5.10 Применение сварочных материалов при нарушении условий хранения разрешается после проведения повторной прокалки по режимам согласно паспортам, ТУ и другой нормативной документации и проверки сварочно-технологических свойств электродов по ГОСТ 9466 и флюсов по ГОСТ 9087.
9.5.11 Сварочная проволока должна быть ровной, без перегибов, на ее поверхности не должно быть трещин, окалины, масла, следов коррозии и загрязнений.
Сварочная проволока из алюминиевых сплавов должна быть химически полированной или травленой.
Срок годности проволоки после химического полирования при хранении в герметичной упаковке - не более года, после травления - не более 8 ч.
9.5.12 Перед сваркой выполняют стилоскопирование сварочных материалов (при указании об этом в технической документации).
9.6 Условия выполнения сварочных работ
9.6.1 Сварку следует производить по технологическим процессам (картам), разработанным на основании проектной документации, настоящего стандарта, другой действующей нормативной документации и прошедшим производственную аттестацию в установленном порядке.
При этом учитывают требования ИСО/ТО 17671-1:2002 [64], ИСО/ТО 17671-2:2002 [65] и ИСО/ТО 17671-4:2002 [66].
9.6.2 Режимы сварки и пайки, предусмотренные настоящим стандартом, допускается уточнять применительно к конкретным производственным условиям, имеющемуся сварочному оборудованию и конструктивным особенностям монтируемого оборудования с учетом требований технических регламентов (норм и правил) и нормативных правовых актов.
9.6.3 Все сварные и паяные швы подлежат клеймению, позволяющему установить сварщика, выполнившего эти швы.
Клейма следует наносить способом, указанным на чертежах и в технологических процессах и обеспечивающим их сохранность и идентификацию на весь период эксплуатации оборудования.
Ударный способ клеймения применяют на трубах с толщиной стенки свыше 6 мм.
При толщине стенки трубы 6 мм и менее допускается применение других способов клеймения, гарантирующих сохранность клейма и не ухудшающих качества поверхности изделия во время эксплуатации (электрографический, маркеры, несмываемая краска и др.).
9.6.4 Сварку и пайку оборудования, трубопроводов и металлоконструкций производят после контроля качества сборки.
9.6.5 Стыкуемые концы штуцеров (патрубков, отводов и др.) трубопроводов должны иметь ту же кривизну, что и поверхность основной трубы.
9.6.6 Сварочные работы в помещениях выполняют в условиях, обеспечивающих отсутствие пыли, ветра и сквозняков при температуре окружающего воздуха не ниже 273 К (0 °С).
Сварочные работы на открытых площадках проводят в соответствии с таблицей 19.
Таблица 19 - Условия сварки на открытых площадках
Размеры в миллиметрах
Свариваемые металлы | Содержание углерода, % | Температура окружающего воздуха, К (°С) | Температура подогрева, К (°С), при толщине металла | |||
до 3 включ. | св. 3 до 10 включ. | св. 10 до 16 включ. | св. 16 | |||
Углеродистая сталь по ГОСТ 380. | До 0,24 | До 253 (минус 20) включ. | Без подогрева | 373-473 | ||
0,24-0,28 | До 263 (минус 10) включ. | |||||
0,28-0,33 | Без подогрева | 373-473 | 523-673 | |||
Продолжение таблицы 19
Размеры в миллиметрах
Свариваемые металлы | Содержание углерода, % | Температура окружающего воздуха, К (°С) | Температура подогрева, К (°С), при толщине металла | |
до 10 включ. | св. 10 | |||
Низколегированная сталь по ГОСТ 5520 | До 0,12 | До 263 (минус 10) включ. | Без подогрева | 523-623 |
0,12-0,24 | 523-623 (100-200) | |||
Окончание таблицы 19
Размеры в миллиметрах
Свариваемые металлы | Температура окружающего воздуха, К (°С) | Температура подогрева, К (°С), при толщине металла | |
до 10 включ. | св. 10 | ||
Высоколегированная сталь аустенитно-ферритного и аустенитного класса по ГОСТ 5632 | До 263 (минус 10) включ. | Без подогрева | |
253-263 (минус 10 - минус 20) | 373-473 (100-200) | ||
Сплавы алюминиевые термонеупрочняемые | До 268 (минус 5) включ. | Без подогрева | 423-623 (150-350) |
Сплавы меди | 573-773 (300-500) | ||
9.6.7 При сварке швов стыковых, тавровых и угловых соединений должны соблюдаться условия:
- режимы сварки проверяют на пробных стыках на пластинах той же толщины и из материала той же марки, что и свариваемые детали;
- при многослойной сварке швов стыковых соединений не допускается совмещение кратеров в одном сечении (на участке);
- при многослойной сварке наложение каждого последующего слоя производят после тщательной зачистки предыдущего слоя от шлака и ведут в обратном направлении;
- при обрыве дуги перед возобновлением сварки кратер шва и прилегающий к нему участок шва на расстоянии от 10 до 25 мм должны быть очищены от шлака;
- зажигание дуги после перерыва сварки производить на ранее выполненном шве на расстоянии от 10 до 20 мм от кратера этого сварного шва;
- при образовании прожогов при выполнении первого шва двусторонней автоматической сваркой их следует удалить механическим, газопламенным или газоэлектрическим способом с последующей механической зачисткой;
- при двусторонней механизированной и ручной сварке первый шов выполняют со стороны, противоположной прихваткам;
- по окончании сварки металл шва и прилегающие к нему участки должны быть зачищены от шлака и брызг.
9.6.8 Продольные сварные швы трубопроводов, кроме швов, выполненных автоматической или полуавтоматической сваркой, не должны быть продолжением один другого. Их необходимо смещать по дуге не менее чем на 100 мм.
9.6.9 Длину замыкающих участков трубопровода следует выдерживать:
- для трубопроводов диаметром до 400 мм включительно - равной диаметру трубы, но не менее 100 мм;
- для трубопроводов диаметром свыше 400 мм - не менее 200 мм.
9.6.10 Шлак, остатки флюсов и брызги металлов с поверхности изделий по окончании сварочных работ тщательно удалить.
9.7 Сварка углеродистых и низколегированных сталей
9.7.1 Ручная дуговая сварка
9.7.1.1 Конструктивные элементы кромок, подготовленных под сварку, типы и размеры швов сварных соединений оборудования и металлоконструкций по ГОСТ 5264 и ГОСТ 11534, для трубопроводов - по ГОСТ 16037. Применение других типов сварных швов допускается в установленном порядке.
9.7.1.2 Режимы ручной дуговой сварки углеродистых и низколегированных сталей устанавливаются в зависимости от диаметра и марки электродов, а также пространственного расположения сварного шва.
9.7.1.3 Необходимость подогрева кромок для предотвращения трещин при сварке малоуглеродистых, низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщины свариваемых элементов, содержания углерода в стали и других факторов определяется технологией изготовителей.
При сварке хромомолибденовых и хромомолибденованадиевых сталей требуются специальные меры (подогрев, термообработка).
9.7.1.4 В зависимости от марки стали и требований к изделиям сварку необходимо выполнять электродами по таблице 20.
Таблица 20 - Типы электродов
Марка свариваемой стали | Типы электродов по ГОСТ 9467 | Минимальная температура стенки, К (°С), не менее |
Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, 18Гпс | Э42, Э46 | 258 (минус 15) |
10, 15, 20 | Э42А | 243 (минус 30), 233 (минус 40) - для сосудов, работающих без давления |
15К, 16К, 18К, 20К, 20Л | ||
22К, 25Л | Э46А, Э50А | 253 (минус 20) |
16ГС, 09Г2СА, 10Г2 | Э50Ф, Э55 | 233 (минус 40) |
10ХСНД, 15ХСНД | Э50А | |
09Г2С, 09Г2БТ | 213 (минус 60), св. 212 (минус 61) до 203 (минус 70) включ. - после нормализации | |
09Г2С, 10Г2, 10Г2С1, 09Г2СЮЧ | 10ГН, 10ГНМ | 203 (минус 70) |
09ХГ2НАБЧ | Э-05Х2М | 273 (0) |
10Х2МФА, 12Х2МФА | Н-3А |
9.7.2 Автоматическая дуговая сварка под флюсом
9.7.2.1 При автоматической дуговой сварке следует применять проволоку и флюсы по таблице 21.
Таблица 21 - Типы сварочных материалов
Марка свариваемой стали | Сварочные материалы | Минимальная температура стенки, К (°С), не менее | |
Марка проволоки по ГОСТ 2246 | Марка флюса по ГОСТ 9087 | ||
Ст3кп, Ст3пс Ст3сп Ст3Гпс 10, 20 15К, 16К 18К, 20К, 22К | Св-08, Св-08А | АН-348А АН-43 АН-60 ОСЦ-45 ОСЦ-45М ФЦ-16 | 253 (минус 20) |
Св-08ГА Св-10ГА | 243 (минус 30), 233 (минус 40) - для сосудов, работающих без давления | ||
20ЮЧ | Св-10НЮ | АН-22, АН-47 | 233 (минус 40) |
15Г2СФ | Св-08ГС Св-10НМА Св-10Г2 Св-10ГА | ОСЦ-45, ФЦ-16 ОСЦ-45М АН-22, АН-348А АН-43, АН-60 | |
09ХГ2НАБ | Св-08ГСМТ | ФП-33 | |
09Г2, 09Г2С 10Г2С1, 10Г2 14Г2, 16ГС 17Г1С, 17ГС 10ХСНД | Св-08ГА Св-08ГС Св-10ГА Св-10Г2 | АН-22, АН-47 АН-60, АН-348А ОСЦ-45 ОСЦ-45М ФЦ-16 | 243 (минус 30) при любой толщине металла, 233 (минус 40) - при толщине не более 24 мм включ. |
17ГС 17ПС 16ГС 10Г2 10ХСНД | Св-08ГА Св-08ГС Св-08Г2С Св-10НМА Св-10НЮ | АН-22 АН-43 АН-47 АН-60 АН-348А ФЦ-16 | 233 (минус 40) при любой толщине металла, при условии выполнения многослойной сварки или в сочетании с проволокой Св-10НМА, Св-10НЮ |
09ПС 10Г2С1 | Св-08ГСМТ | АН-43 АН-47 | 213 (минус 60) для сварки металла толщиной 16-30 мм с разделкой кромок типа С25 по ГОСТ 8713 |
09Г2С1 10Г2 10Г2С1 | Св-10НЮ | АН-22 | 203 (минус 70) без нормализации, при условии сварки по технологии, согласованной со специализированной организацией |
10Х2М1А-А | Св-04Х2МА Св-10Х3ГМ1А-А | ФЦ-16 ФЦ-16А | 273 (0) |
15Х2МФА-А | Св-10Х3М1А Св-10Х2ГМФТА | ФП-33 ФП-33М | |
10Х2ГНМ | Св-04Х2МА Св-10Х3ГМ по ТУ 14-4-4181-86 [67] | АН-47 | |
09Г2С 10Г2 10Г2С1 | Св-08ГА | АН-43 АН-47 АНК-47 АН-60 АН-348А ФЦ-16 (ФЦ-16А) ОСЦ-45 ОСЦ045М | 213 (минус 60) при любой толщине металла, при условии выполнения многослойной сварки или в сочетании с проволокой Св-10НМА, Св-10НЮ |
09Г2С 10Г2 10Г2С1 | Св-08ГА Св-08ГС | АН-43, АН-47 АНК-47, АН-60 АН-348А ФЦ-16 | 203 (минус 70) при любой толщине металла, при условии нормализации сварных соединений |
Св-10НМА Св-10НЮ | (ФЦ-16А) ОСЦ-45 ОСЦ-45М | 213 (минус 60) | |
16ГМЮЧ | Св-08ХМ Св-10Х2М Св-04Х2МА | АН-22 АН-17М АН-348А | 273 (0) |
09Г2СЮЧ | Св-08ГСМТ Св-10ГА Св-10НМА Св-10НЮ | АН-22 АН-43 АН-47 АН-348А | 203 (минус 70) |
09Г2С | Св-08МХ Св-08ГСМТ | АН-22 АН-43 АН-47 | 203 (минус 70) для сварки с ППМ из проволоки марки Св-08Г2СНТЮР |
Св-08Г2СНТЮР | АН-22 АН-47 | 203 (минус 70) для сварки без разделки кромок металла толщиной до 25 мм включ. | |
9.7.2.2 Условия выполнения сварных соединений с различными сочетаниями сварочных проволок определяются технологией, согласованной со специализированной организацией.
9.7.2.3 При сварке хромомолибденовых сталей требуются специальные меры (подогрев, термообработка и др.).
9.7.2.4 Необходимость подогрева для предотвращения трещин при сварке малоуглеродистых и низколегированных марганцовистых и марганцевокремнистых сталей в зависимости от толщины свариваемых элементов и содержания углерода определяется технологией изготовителя.
9.7.2.5 Конструктивные элементы подготовленных кромок под сварку, типы и размеры швов сварных соединений оборудования по ГОСТ 8713, ГОСТ 11533, трубопроводов - по ГОСТ 16037, а также по другой действующей нормативной документации и чертежам.
9.7.2.6 Для полуспокойных сталей рекомендуется применять сварочную проволоку Св-08ГА.
9.7.2.7 Собранные под сварку детали необходимо прихватывать электродами, которые применяются для ручной дуговой сварки данной марки стали.
9.7.3 Аргонодуговая сварка
9.7.3.1 Аргонодуговую сварку применяют:
- для сварки конструкций с толщиной стенки менее 2 мм включительно;
- для выполнения первого корневого прохода при односторонней сварке;
- для приварки тонкостенных труб с толщиной стенки до 3 мм включительно и труб малого диаметра (до 33 мм включительно) к трубной решетке.
9.7.3.2 При сварке трубопроводов ручную аргонодуговую сварку неплавящимся электродом применяют в следующих технологических процессах:
- при сварке труб с толщиной стенки от 2 до 4 мм включительно сварной шов выполняется полностью ручной аргонодуговой сваркой неплавящимся электродом;
- при сварке труб с толщиной стенки 4 мм и более сварной шов выполняется комбинированным способом, при котором корень шва выполняется ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои - ручной дуговой сваркой плавящимся электродом, механизированной сваркой плавящимся электродом в среде активных газов и смесях или автоматической сваркой под флюсом.
9.7.3.3 В качестве защитных газов следует применять аргон, гелий или их смеси.
9.7.3.4 В качестве плавящегося электрода следует применять прутки вольфрамовые лантанированные по ГОСТ 23949 или ТУ 48-19-27-88 [68].
9.7.3.5 Сварку следует вести без перерывов.
В случае вынужденного перерыва перекрывают ранее наложенный шов на длину от 10 до 20 мм.
9.7.3.6 Рекомендуемые пределы режимов ручной аргонодуговой сварки неплавящимся электродом:
- диаметр электрода от 2 до 4 мм включительно;
- сила сварочного тока от 70 до 100 А включительно;
- напряжение сварочного тока от 9 до 11 В включительно;
- расход аргона от 8 до 10 л/мин включительно.
Для легкого возбуждения дуги и улучшения стабильности горения вольфрамовый электрод рекомендуется заточить на конус.
9.7.4 Газовая сварка
9.7.4.1 Газовую сварку применяют в отдельных случаях для неответственных конструкций или тонколистового металла толщиной до 3 мм включительно.
Сварку производят без скоса кромок.
Подготовку кромок под сварку трубопроводов выполняют с учетом требований ГОСТ 16037, зазор выдерживают от 1 до 2 мм включительно.
9.7.4.2 Газовую сварку выполняют в один слой.
Для газовой сварки следует использовать кислород газообразный первого или второго сорта по ГОСТ 5583 и технический ацетилен по ГОСТ 5457 в баллонах.
9.7.4.3 В качестве присадочного металла необходимо применять сварочную проволоку следующих марок: Св-08, Св-08А, Св-08АА, Св-08ГА по ГОСТ 2246.
9.7.5 Механизированная сварка в углекислом газе
9.7.5.1 Конструктивные элементы подготовленных кромок и размеры сварных соединений оборудования и металлоконструкций по ГОСТ 14771, ГОСТ 14776, ГОСТ 23518, трубопроводов - по ГОСТ 16037.
9.7.5.2 В качестве присадочного материала для углеродистых и низколегированных сталей необходимо использовать сварочную проволоку Св-08Г2С по ГОСТ 2246.
Для сварки низколегированных сталей следует применять сварочную проволоку Св-08ГСМТ и порошковую проволоку марок ПП-АН4, ПП-АН7, ПП-АН8 и ПП-АН10.
9.7.5.3 В качестве защитного газа применяют сварочную углекислоту по ГОСТ 8050 или ее смеси с другими газами (аргон, кислород, гелий) в соответствии с технологической документацией.
9.8 Сварка хромомолибденовых сталей
9.8.1 Присадочные материалы для ручной, автоматической под флюсом и механизированной в защитном газе сварки сталей типа 12МХ, 12ХМ и 15ХМ, а также температура предварительного и сопутствующего подогрева по таблице 22.
Таблица 22 - Типы сварочных материалов
Марка стали | Электроды по ГОСТ 9467, проволока по ГОСТ 2246 | Флюсы по ГОСТ 9087, защитный газ | Температура предварительного и сопутствующего подогрева, К (°С) |
12МХ | Св-08МХ Св-08ХМ Св-04Х2МА | АН-22, АН-60 АН-348А ОСЦ-45, ОСЦ-45М | 423-473 |
Св-08ХМ Св-10ХГ2СМА | Углекислый газ по ГОСТ 8050, аргон по ГОСТ 10157 | ||
12МХ | Э-09Х1М, Э-09МХ УОНИ-13/45МХ ОЗС-11 | - | 473-523 |
12ХМ 15ХМ 10Х2М1 | Э-09Х1М (ЦУ-2ХМ) ТМЛ-1 (ТМЛ-1У) Э-09Х1МФ (ЦЛ-20-67) ТМЛ-3 (ТМЛ-3У) Э-05Х2М | ||
12МХ 15МХ 10Х2М1 | Св-08ХМ Св-10Х2М Св-04Х2МА | АН-22, АН-43 АН-60, АН-348А ОСЦ-45, ОСЦ-45М | 473-523 |
Св-10ХГ2СМА Св-08ХМ | Углекислый газ по ГОСТ 8050, аргон по ГОСТ 10157 |
9.8.2 Конструктивные элементы подготовленных кромок и размеры сварных швов оборудования при ручной дуговой сварке по ГОСТ 5264 и ГОСТ 11534, при автоматической сварке прямолинейных швов под флюсом по ГОСТ 8713, ГОСТ 11533, для трубопроводов - по ГОСТ 16037.
9.8.3 Кромки под сварку следует подготавливать механическим способом.
Допускается предварительная резка термическим способом по технологии, учитывающей необходимость подогрева в зависимости от толщины металла.
Прихватку следует осуществлять электродами, применяемыми для ручной сварки соответствующей марки стали.
9.8.4 В случае перерыва процесса сварки при выполнении промежуточных операций (срезка временных креплений, зачистка мест их приварки, зачистка корня шва) температура сварного соединения не должна опускаться ниже 423 К (150 °С) вплоть до возобновления сварки.
9.8.5 Допускается сварка без подогрева стыковых швов толщиной до 9 мм включительно и угловых швов катетом до 8 мм включительно.
9.9 Сварка коррозионно-стойких сталей аустенитного и аустенитно-ферритного классов
9.9.1 Специальные требования
9.9.1.1 При подготовке к сварке коррозионно-стойких сталей аустенитного и аустенитно-ферритного классов необходимо учесть специальные требования:
- сварочные материалы, предназначенные для выполнения сварных соединений, к которым предъявляются требования по стойкости против межкристаллитной коррозии (далее по тексту - МКК), должны быть испытаны на склонность к МКК по ГОСТ 6032;
- сварочные материалы, предназначенные для сварки сталей аустенитного класса, не содержащих ферритную фазу, а также не обеспечивающие наличие ферритной фазы в наплавленном металле шва аустенитно-ферритных сталей, при необходимости отбора партий сварочных материалов, выбора их марок, или отработке технологического процесса сварки, должны быть испытаны на стойкость против образования горячих трещин по ГОСТ 26389;
- сварочные материалы для сварки изделий, работающих при температуре свыше 623 К (350 °С) включительно, кроме изделий, изготавливаемых из чисто аустенитных сталей, при отсутствии сертификатных или паспортных указаний, подвергаются контролю на содержание ферритной фазы в металле шва и наплавленном металле.
9.9.1.2 Резку коррозионно-стойких сталей и обработку кромок под сварку следует производить преимущественно механическим способом.
9.9.1.3 В случае применения термической резки на кромках должен быть удален механическим способом слой металла до полного устранения всех неровностей, цветов побежалости и возможных горячих трещин.
Вследствие большого коэффициента линейного расширения и, соответственно, значительных деформаций сварных соединений, расстояние между прихватками должно быть в полтора-два раза меньше, а длина прихватки - соответственно больше по сравнению с теми же параметрами прихватки, что и для сварных соединений углеродистых и низколегированных сталей.
9.9.1.4 Для предотвращения дефектов при сварке в защитных газах и возможного снижения коррозионной стойкости металла шва сварочную проволоку перед употреблением необходимо тщательно промыть ацетоном или другим растворителем.
Для уменьшения перегрева и обеспечения оптимальных механических свойств и коррозионной стойкости сварку соединений небольшой толщины (менее 8 мм включительно) следует вести при максимально возможной скорости.
При многослойной сварке каждый проход следует выполнять после охлаждения предыдущего до температуры ниже 373 К (100 °С) и тщательной его зачистки.
Швы, обращенные к агрессивной среде, для повышения их коррозионной стойкости во всех возможных случаях выполняют или в последнюю очередь, или за один проход.
При отсутствии такой возможности (односторонняя сварка сосудов и трубопроводов малого диаметра и др.) необходимо принимать все возможные меры для уменьшения нагрева металла первого слоя последующим:
- охлаждение или заполнение изделия водой;
- применение массивных медных подкладок;
- обдув воздухом;
- повышение скорости сварки;
- снижение силы тока;
- уменьшение диаметра электрода;
- сварка без поперечных колебаний.
9.9.1.5 Для предотвращения горячих трещин, особенно в сварных соединениях сталей с чисто аустенитной структурой (без -феррита) большой толщины (10 мм и более), следует:
- ручную дуговую и аргонодуговую сварку как плавящимся, так и неплавящимся электродом выполняют усиленными валиками при минимальной длине дуги без поперечных колебаний;
- автоматическую сварку под флюсом производить на пониженных скоростях с минимальным числом проходов;
- кратеры швов тщательно заплавить до получения выпуклого мениска или вышлифовать, выводить кратеры на основной металл запрещается;
- в случае вынужденного обрыва дуги до ее повторного возбуждения убедиться в отсутствии горячей трещины, а при наличии трещины кратер удалить механическим способом;
- допускать к сварке сталей с полностью аустенитной структурой сварщиков, обученных приемам предупреждения образования горячих трещин;
- при проектировании сварных конструкций сталей с полностью аустенитной структурой во всех возможных случаях заменять угловые и тавровые соединения стыковыми;
- применять комбинированный способ сварки соединений большой толщины, при котором внутренние и внешние, не соприкасающиеся с агрессивной средой, слои шва выполняются электродами, обеспечивающими меньшую коррозионную стойкость, но повышенную стойкость металла шва против образования горячих трещин (в т.ч. и за счет наличия ферритной фазы), при этом толщина слоя, обращенного к коррозионной среде, равноценного по коррозионной стойкости основному металлу, должна быть не менее 3 мм включительно.
9.9.1.6 При сварке легко деформируемых конструкций в незакрепленном состоянии необходимо принимать технологические меры для предотвращения значительных деформаций, в т.ч. частый порядок сварки, поочередное выполнение слоев сварного шва с разных сторон и т.п.
9.9.2 Ручная дуговая сварка
9.9.2.1 Конструктивные элементы подготовленных кромок и размеры сварных швов оборудования и металлоконструкций по ГОСТ 5264, для трубопроводов - по ГОСТ 16037 или другой нормативной документации и чертежам.
Применение других типов сварных швов допускается по согласованию со специализированной организацией.
9.9.2.2 Режим сварки необходимо выбирать с учетом паспортных данных применяемых электродов, а при отсутствии таких данных - установить режим пробной сварки по характеристикам плавления электрода и формирования шва по ГОСТ 9466.
9.9.2.3 При толщине металла менее 3 мм, а также для обеспечения полного проплавления в первом слое односторонних швов большой толщины ручную дуговую сварку рекомендуется заменять аргонодуговой сваркой.
9.9.2.4 В зависимости от марок стали и требований, предъявляемых к изделиям, сварку и прихватку следует выполнять электродами по таблице 23.
Таблица 23 - Типы электродов
Марка стали | Требования по стойкости против МКК не имеются | ||
Тип электрода по ГОСТ 10052 | Марка электрода | Температура стенки, К (°С), не более | |
12Х18Н9Т 12Х18Н9ТЛ 12Х18Н10Т 08Х18Н10Т 08Х18Н12Б 12Х18Н12Т | Э-04Х20Н9 | АНВ-32 ОЗЛ-36 | До 723 (450) включ. |
Э-07Х20Н9 | АНВ-29 ОЗЛ-8 | До 883 (610) включ. | |
08X18Н10 | Э-04Х20Н9 Э-07Х20Н9 | АНВ-32, ОЗЛ-8 ОЗЛ-12, ОЗЛ-36 | До 883 (610) включ. |
02X18Н11 | Э-02Х21Н10Г2 | АНВ-34, ОЗЛ-22 | До 723 (450) включ. |
03Х18Н11 | Э-02Х19Н9Б | АНВ-13 | |
03Х19АГЗН10 | |||
10Х14П4Н4Т | Э-03Х15НАГ4 | АНВ-24 | До 773 (500) включ. |
Э-10Х20НГ6С | ЗИФ-1 | ||
Э-04Х20Н9 | АНВ-32, ОЗЛ-36 | ||
8Х22Н6Т 08Х18Г8Н2Т | Э-04Х20Н9 | АНВ-32, ОЗЛ-36 | До 573 (300) включ. |
Э-07Х20Н9 | ОЗЛ-8, ОЗЛ-14 | ||
Э-2Х20Н14Г2М2 | ОЗЛ-20 | ||
10Х17Н13М2Т 10Х17Н13М3Т 12Х18Н12М3ТЛ 08Х17Н13М2Т | Э-7Х19Н1ШГ2Ф | ЭА-400/10У | До 723 (450) включ. |
10Х17Н13М2Т 10Х17Н13М3Т 12Х18Н12М3ТЛ 08Х17Н13М2Т | Э-02Х20Н14Г2М2 | ОЗЛ-20 | До 723 (450) включ., св. 723 (450) до 1023 (750) включ. - при условии содержания ферритной фазы не более 6% |
Э-2Х19Н18Г5АМ3 | АНВ-17 | ||
Э-09Х19Н11 | КТИ-5 | ||
20Х23Н18 | Э-0Х25Н13Г2 | ЗИО-8, ЦЛ-25 ОЗЛ-6 | До 1273 (1000) включ. |
12Х18Н9Т 12Х18Н9ТЛ 12Х18Н10Т 08Н18Н10Т 08Х18Н12Б 12Х18Н12Т | Э-08Х20Н9Г2Б | ЦЛ-11 ЗИФ-9 | До 723 (450) включ., св. 623 (350) до 723 (450) включ. - после стабилизирующего отжига |
03Х19АГ3Н10 | Э-2Х19Н9Б | АНВ-13 | До 623 (350) включ. |
12Х18Н9Т 12Х18Н9ТЛ 12Х18Н10Т 08Н18Н10Т 08Х18Н12Б 12Х18Н12Т | Э-8Х19Н10Г2Б | ЦТ-15 | До 883 (610) включ., св. 623 (350) - после стабилизирующего отжига |
02X18Н11 03X18Н11 | Э-2Х21Н10Г2 | АНВ-34 ОЗЛ-22 | До 623 (350) включ. |
Э-2Х19Н9Б | АНВ-13 | До 723 (450) включ. | |
08X18Н10 | Э-04Х20Н9 | АНВ-32 ОЗЛ-36 | До 623 (350) включ. - с предварительным подтверждением стойкости против МКК |
10Х14П4Н4Т | Э-08Х20Н9Г2Б | ЦЛ-11 | До 623 (350) включ. |
08Х17Н15М3Т | Э-02Х19Н18Г5АМ3 | АНВ-17 | |
10Х17Н13М2Т 10Х17Н13М3Т 12Х18Н12М3ТЛ 08Х17Н13М2Т | Э-7Х19Н11МЗГ2Ф | ЭА-400/10У | До 623 (350) включ. |
Э-09Х19Н10Г2М2Б | АНВ-36 НЖ-13 | ||
15Х18Н12С | Э-10Х17Н13С4 | ОЗЛ-3 | До 473 (200) включ. |
02Х8Н22С6 | Э-03Х17Н14С5 | ОЗЛ-24 по ТУ 14-4-579-74 [69] | До 393 (120) включ. |
08Х22Н6Т 08Х18Г18Н2Т | Э-08Х20Н9Г2Б | ЦЛ-11, Л-38М, ЗИФ-9 | До 573 (300) включ. |
Э-08Х19Н10Г2Б | ЦТ-15 | ||
Э-08Х22Н7Г2Б | ОЗЛ-40 по ТУ 1273-088-00187197-96 [70] | ||
08X21Н6М2Т | Э-09Х19Н10Г2М2Б | НЖ-13 АНВ-36 | До 573 (300) включ. |
Э-07Х19Н11М3Г2Ф | ЭА-400/10У ЭА-400/10Т | ||
Э-10Х20Н7М2Г2Б | ОЗЛ-41 по ТУ 1273-088-00187197-96 [70] | ||
03Х17Н14М3 | Э-04Х23Н27М3Д3Г2Б | ОЗЛ-17У по ТУ 14-4-715-75 [71] | До 623 (350) включ. |
Э-03Х24Н25М3АГ3Д | АНВ-37 по ТУ ИЭС 375-83 [72] | ||
03X21Н21М4ГБ | Э-03Х24Н25М3АГ3 Э-04Х23Н27М3Д3Г2Б | ОЗЛ-17У по ТУ 14-4-715-75 [71] АНВ-38 по ТУ ИЭС 376-83 [73] | До 623 (350) включ. |
9.9.2.5 Диаметры сварочных электродов по таблице 24.
Таблица 24 - Диаметры сварочных электродов
В миллиметрах
Толщина металла | Разделка кромок | Порядковый номер слоя шва (прохода) | Диаметр электрода |
2 | Без разделки | 1 | 3 |
3 | |||
3-20 включ. | Односторонняя | 1 | 3 |
2 | 3-4 | ||
3 и последующие | 4-5 | ||
14 и более | Двусторонняя | 1 | 3-4 |
20 и более | Односторонняя с криволинейным скосом кромок | 2 и последующие | 4-5 |
9.9.3 Автоматическая сварка под слоем флюса
9.9.3.1 Конструктивные элементы подготовленных кромок и размеры сварных швов по ГОСТ 8713, ГОСТ 11533 или другой нормативной документации и чертежам.
Применение других типов сварных швов допускается по согласованию со специализированной организацией.
9.9.3.2 С целью предотвращения охрупчивания металла шва сварочные материалы, предназначенные для выполнения сварных соединений, эксплуатирующихся при температуре свыше 623 К (350 °С), должны обеспечивать в металле шва или наплавки содержание ферритной фазы по таблице 25.
Таблица 25 - Содержание ферритной фазы
Марка сварочной проволоки | Температура эксплуатации соединения, К (°С), не более | Содержание ферритной фазы, %, не более |
Св-07Х18Н9ТЮ | До 623 (350) включ. | Не ограничено |
Св. 623 (350) " 723 (450) " | 10 | |
" 773 (500) " 823 (550) " | 8 | |
" 823(550) | 6 | |
Св-05Х20Н9ФБС | До 623 (350) включ. | Не ограничено |
Св. 623 (350) " 723 (450) " | 10 | |
" 723 (450) " 823 (550) " | 6 | |
" 823 (550) | 4 |
При заказе сварочной проволоки для указанных целей регламентируют содержание в ней ферритной фазы по ГОСТ 2246.
9.9.3.3 В зависимости от требований, предъявляемым к сварным соединениям, применяют сварочную проволоку и флюс по таблице 26.
Таблица 26 - Типы сварочных материалов
Марка стали | Требования по стойкости против МКК не имеются | ||
Марка проволоки, стандарт, ТУ | Марка флюса, стандарт, ТУ | Температура стенки, К (°С), не более | |
10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н13М2Т | Св-06Х19Н10М3Т Св-04Х19Н11М3 по ГОСТ 2246 | АН-26С по ГОСТ 9087 48-ОФ-6 по ОСТ 5.9206-75 [74] | - |
08Х17Н15М3Т | Св-06Х19Н10М3Т Св-04Х19Н11М3 Св-01Х19Н18Г10АМ4 по | ||
08Х22Н6Т 08Х18Г8Н2Т | Св-04Х19Н9 Св-06Х19Н9Т по ГОСТ 2246 | АН-26С по ГОСТ 9087 | До 573 (300) включ. |
08X21Н6М2Т | Св-04Х19Н11М3 Св-06Х19Н10М3Т по | АН-26С по ГОСТ 9087 48-ОФ-6 по ОСТ 5.9206-75 [74] | |
10Х14П4Н4Т | СВ-05Х15Н9Г6АМ по ТУ 14-1-1595-76 [75] | АН-26С по ГОСТ 9087 | До 773 (500) включ. |
12Х18Н9Т 12Х18Н10Т 08Х18Н10Т | Св-06Х19Н9Т Св-04Х19Н9 Св-01Х19Н9 по ГОСТ 2246 | До 883 (610) включ. | |
08Х18Н12Б | Св-07Х18Н9ТЮ Св-05Х20Н9ФБС по | ||
02X18Н11 03X18Н11 | Св-01Х18Н10 по ТУ 14-1-2795-79 [76] Св-01Х19Н9 по ГОСТ 2246 | АН-18 по ГОСТ 9087 | До 723 (450) включ. |
10Х17Н13М2Т 10Х17Н13М3Т 08Х17Н13М2Т | Св-06Х20Н11М3ТБ Св-08Х19Н10М3Б по | АН-26С по ГОСТ 9087 48-ОФ-6 по ОСТ 5.9206-75 [74] | До 623 (350) включ. |
08Х17Н15М3Т | |||
03Х17Н14М3 | Св-01Х17Н14М2 Св-01Х19Н18Г10АМ4 по | АН-18 по ГОСТ 9087 | До 623 (350) включ. |
03X21Н21М4ГБ | Св-01Х23Н28М3Д3Т по | ||
08Х22Н6Т 08Х18Г8Н2Т | Св-07Х18Н9ТЮ Св-05Х20Н9ФБС по Св-06Х21Н7БЕ (ЭП-500) Св-08Х20Н9С2БТЮ по | АН-26С по ГОСТ 9087 48-ОФ-6 по ОСТ 5.9206-75 [74] | До 573 (300) включ. |
08X21Н6М2Т | Св-8Х19Н10М3Б Св-06Х20Н11М3ТБ по ГОСТ 2246 Св-03Х24Н6АМ3 по ТУ 14-1-4372-87 [78] | АН-26С по ГОСТ 9087 48-ОФ-6 по ОСТ 5.9206-75 [74] | До 723 (300) включ. |
12Х18Н9Т 12Х18Н10Т 08Н18Н10Т | Св-07Х18Н9ТЮ Св-5Х20Н9ФБС по ГОСТ 2246 | АН-26С по ГОСТ 9087 | До 883 (610) включ., |
12Х18Н9Т 12Х18Н10Т 08Н18Н10Т | Св-08Х20Н9С2БТЮ по | АН-26С по ГОСТ 9087 | До 623 (350) включ. |
08Х18Н12Б | Св-05Х20Н9ФБС по | До 623 (350) включ., | |
9.9.3.4 Для прихватки деталей при сборке следует использовать электроды, применяемые для сварки.
Допускается выполнение прихватки аргонодуговой сваркой.
Перед началом сварки следует удалить конец окисленной сварочной проволоки.
9.9.4 Ручная аргонодуговая сварка неплавящимся электродом и механизированная сварка в среде защитных газов
9.9.4.1 Конструктивные элементы подготовленных кромок и размеры сварных швов оборудования по ГОСТ 14771 и ГОСТ 23518, для трубопроводов - по ГОСТ 16037.
Применение других типов сварных швов допускается по согласованию со специализированной организацией.
9.9.4.2 В качестве присадочного материала следует применять сварочную проволоку по таблице 27.
Таблица 27 - Типы сварочных материалов
Марка стали | Марка проволоки, стандарт, ТУ | Защитный газ, стандарт | Температура эксплуатации сварных соединений, К (°С), не более | |
Требований стойкости к МКК нет | Требования стойкости к МКК есть | |||
08Х18Н10 | Св-04Х19Н9 Св-01Х19Н9 по | Аргон по ГОСТ 10157 или смесь аргона с углекислым газом по ГОСТ 9087 | До 883 (610) включ. | Не допускается |
12Х18Н9Т | Св-06Х19Н9Т Св-07Х19Н10Б Св-07Х18Н9ТЮ Св-5Х20Н9ФБС по ГОСТ 2246 | Аргон по ГОСТ 10157 или смесь аргона с углекислым газом по ГОСТ 9087 | До 883 (610) включ. | До 623 (350) включ., св. 623 (350) до 883 (610) включ. - после стабилизирующего отжига |
12Х18Н9Т | Св-08Х20Н9С2БТЮ по ТУ 14-1-4981-91 [77] | Углекислый газ по ГОСТ 8050 | - | До 623 (350) включ. |
10Х14П4Н4Т | Св-05Х15Н9Г6АМ по ТУ 14-1-1595-76 [75] | Аргон по ГОСТ 10157 | До 773 (500) включ. | До 623 (350) включ. |
08Х18Н12Б | Св-06Х19Н9Т Св-07Х19Н10Б Св-07Х18Н9ТЮ Св-5Х20Н9ФБС по ГОСТ 2246 | Аргон по ГОСТ 10157 | До 883 (610) включ. | До 623 (350) включ. |
03Х19АГ3НШ | Св-01Х18Н10 по | Аргон по ГОСТ 10157 | До 723 (450) включ. | До 623 (350) включ. - без требования равнопрочности сварных швов основному металлу |
02X18Н11 | Св-01Х18Н10 по ТУ 14-1-2795-79 [76] | Аргон по ГОСТ 10157 | До 723 (450) включ. | |
9.9.4.3 В качестве защитных газов применяют аргон, гелий или их смеси, а также аргон или гелий с примесью кислорода (до 3% включительно) или углекислого газа (до 5% включительно).
Применение углекислотного газа допускается для выполнения сварных соединений, работающих преимущественно в слабокоррозионных средах, в соответствии с указаниями настоящего стандарта и чертежей.
9.9.4.4 В качестве неплавящегося электрода следует применять прутки вольфрамовые лантанированные по ГОСТ 23949 или ТУ 48-19-27-88 [68].
В определенных случаях (первый проход с полным проплавлением, сварка тонкого металла и др.) целесообразно применять сварку без присадочного материала.
9.9.4.5 В зависимости от конструктивных особенностей изделия, протяженности и конфигурации швов, а также оснащенности сварочным оборудованием и технологической оснасткой следует применять способы сварки:
- ручную дуговую сварку неплавящимся (вольфрамовым) электродом в аргоне, гелии или их смеси с присадочным материалом или без него;
- автоматическую сварку неплавящимся электродом в аргоне, гелии или их смеси с присадочным материалом или без него;
- полуавтоматическую и автоматическую сварку плавящимся электродом в аргоне, гелии или их смеси, а также в углекислом газе.
9.9.4.6 При выборе метода сварки в среде защитных газов необходимо учитывать, что сварку неплавящимся электродом рационально применять при толщине металла от 0,5 до 3,0 мм включительно, а сварку плавящимся электродом применять при толщине металла свыше 2,5 мм включительно.
Во всех возможных случаях следует отдавать предпочтение автоматической сварке, обеспечивающей наилучшее качество швов при высокой производительности.
9.9.4.7 Сварку следует вести без перерывов.
В случае вынужденного перерыва необходимо перекрывать ранее наложенный шов на длину от 10 до 20 мм включительно.
После обрыва дуги по окончании сварки подачу защитного газа следует прекратить после некоторого остывания металла и электрода (примерно через 10 с) для предупреждения недопустимого окисления.
9.9.4.8 При изготовлении тонкостенных изделий с толщиной стенки до 2,5 мм включительно сборку и сварку следует производить в специальных приспособлениях, уменьшающих коробление и деформацию.
Прихватку тонкостенных изделий следует выполнять преимущественно со стороны, противоположной основному шву.
Шаг прихваток необходимо выдерживать от 30 до 70 мм.
9.10 Сварка двухслойных сталей
9.10.1 Для изготовления оборудования, работающего в агрессивных средах, с целью облегчения условий сварки и повышения коррозионной стойкости сварных соединений двухслойные листы толщиной от 11 до 21 мм включительно должны применяться с повышенной толщиной плакирующего слоя (до 4 мм включительно) по ГОСТ 10885.
При выборе класса сплошности сцепления слоев двухслойного листа следует пользоваться указаниями ГОСТ 10885.
9.10.2 Рекомендуемые для химического машиностроения сочетания марок основного и плакирующего слоев двухслойной стали, поставляемой по ГОСТ 10885, указаны в таблице 28.
Таблица 28 - Сочетания марок сталей
Марки стали плакирующего слоя | Марки стали основного слоя | ||||||
Ст3сп | 20 К | 16ГС | 09Г2 | 09Г2С | 12МХ | 12ХМ | |
08Х22Н6Т | + | + | - | - | - | - | - |
08Х18Н10Т | + | + | + | - | + | + | + |
12Х18Н10Т | + | + | + | + | + | + | + |
10Х17Н13М2Т | + | + | + | - | + | - | - |
Примечания 1 Знак "+" -двухслойные листы поставляются без согласования с изготовителем. 2 Знак "-" - двухслойные листы поставляются по согласованию с изготовителем. | |||||||
9.10.3 Типы и конструктивные элементы разделки кромок и швов сварных соединений двухслойной стали по ГОСТ 16098.
Применение других типов сварных швов допускается по согласованию со специализированной организацией.
9.10.4 Методы резки, подготовки кромок под сварку и их зачистки перед сваркой должны отвечать тем же требованиям, которые предъявляются и при обработке коррозионно-стойких сталей, аналогичных маркам плакирующего слоя.
Технологический процесс термической и механической резки и обработки кромок двухслойной стали должен предусматривать меры, предотвращающие отрыв (отделение) плакирующего слоя от основного.
9.10.5 Подготовленные под сварку кромки должны быть осмотрены или проконтролированы ультразвуком на отсутствие расслоений.
Детали с обнаруженным расслоением могут быть забракованы или допущены к сварке после исправления, или оставлены без исправления по заключению изготовителя (разработчика) в зависимости от размеров расслоения, рабочих условий эксплуатации изделия и требований нормативных документов.
9.10.6 Прихватка производится с применением электродов и режимов, установленных для сварки основных швов. Прихватку следует выполнять со стороны основного слоя (низкоуглеродистой или низколегированной стали).
Сварка двухслойной стали может выполняться способами, технологические схемы которых имеются в ОСТ 26.260.3-2001 [79].
9.11 Сварка разнородных сталей
9.11.1 К разнородным относят стали разных структурных классов, а также одного структурного класса, но требующие применения различных марок (типов) сварочных материалов.
9.11.2 При сварке между собой сталей одного структурного класса разных марок необходимо применять один из сварочных материалов, рекомендуемых настоящим стандартом для сварки каждой из этих марок сталей.
9.11.3 При сварке разнородных малоуглеродистых и низколегированных сталей перлитного класса следует отдавать предпочтение более технологичным сварочным материалам, которыми, как правило, являются менее легированные, обеспечивающие более низкий предел прочности металла и более высокую пластичность и вязкость.
9.11.4 При сварке разнородных коррозионно-стойких сталей, существенно отличающихся по толщине (например, соединение труб с трубной решеткой), следует применять сварочные материалы, обеспечивающие коррозионную стойкость металла шва не ниже, чем стойкость стали меньшей толщины.
Режимы предварительного и сопутствующего подогрева при сварке, режимы сварки, а также термической обработки должны выбираться с учетом свариваемости менее технологичной стали, входящей в данное соединение.
При этом следует учитывать требования ИСО 13916:1996 [80].
9.11.5 При сварке разнородных высоколегированных коррозионно-стойких сталей аустенитного, аустенитно-ферритного и ферритного классов следует выбирать менее легированные сварочные материалы, но обеспечивающие аустенитную структуру металла шва с некоторым количеством ферритной фазы.
Исключение составляет выбор сварочных материалов для сварки сталей разной толщины.
9.11.6 При разработке технологии сварки разнородных сталей необходимо учитывать следующие особенности:
- технологические особенности (свариваемость) сталей, составляющих сварное соединение (требования к подогреву при сварке, термообработке и т.п.);
- возможность образования дефектов, особенно холодных и горячих трещин, специфичных для каждой марки свариваемых сталей;
- возможность развития структурной неоднородности в сварных соединениях сталей, значительно отличающихся степенью или системой легирования (особенно сталей разных структурных классов), в процессе термообработки или эксплуатации при высокой температуре;
- необходимость и достаточность обеспечения механических свойств сварного соединения и коррозионной стойкости в соединениях сталей разной толщины не ниже, чем у стали, обладающей меньшими показателями указанных свойств.
9.11.7 Конструктивные размеры подготовки кромок и сварных швов могут быть приняты по стандартам, рекомендуемым для сварки любой из сочетаемых сталей.
При выборе сварочных материалов следует руководствоваться указаниями таблицы 29.
Таблица 29 - Типы сварочных материалов
Сочетание марок (А+Б) | Электроды | Рабочая температура, К (°С), условия | |||||
А | Б | Стандарт, ТУ | Тип | Марка | |||
Ст3кп Ст3пс Ст3сп Ст3Гпс 10 15 20 15К | 09Г2С 10Г2С1 10Г2 16ГС 17ГС 17ГС1 10ХСНД 15ХСНД | ГОСТ 9466 | Э-42 Э-42А Э-46 Э-46А | УОНИ-13/45 АНО-4 АНО-5 АНО-8 и равноценные им | Не ниже 265 (минус 15) включительно | ||
16К 18К 20К 22К | 12МХ 12ХМ 15ХМ | Подогрев до 473-573 (200-300), термообработка | |||||
Ст3кп Ст3пс Ст3сп Ст3Гпс 10, 15 20 15К 16К 18К 20К 22К | 15Х5М | ГОСТ 9466 | Э-42 Э-42А Э-46 Э-46А | УОНИ-13/45 АНО-4 АНО-5 АНО-8 и равноценные им | Подогрев до 573-623 (300-350), термообработка непосредственно после сварки | ||
09Г2С 10Г2 10Г2С1 16ГС 17ГС 17ПС 10ХСНД 15ХСНД | 12МХ 12ХМ 15ХМ | ГОСТ 9466 | Э-50А | УОНИ-13/55 и равноценные им | Подогрев до 473-573 (200-300), термообработка | ||
15Х5М | Подогрев до 573-623 (300-350), термообработка непосредственно после сварки | ||||||
Ст3кп Ст3пс Ст3сп Ст3Гпс | 08X13 08X17Т 15Х25Т | ГОСТ 9466 | Э-10Х25Н13Г2 и равноценные ему | ЗИО-8 ОЗЛ-6 и равноценные им | Подогрев в зависимости от толщины и марки стали | ||
10 | 08Х22Н6Т | До 673 (400) включ. | |||||
15 20 15К 16К 18К 20К 22К | 08X18Г8 Н2Т, 12Х18Н9Т 08Х18Н10Т 12Х18Н10Т 08X18Н10 08Х18Н12Б | Э-11Х15 Н25М6А Г2 | ЭА-395/9 НИАТ-5 и равноценные им | До 708 (435) включ. | |||
09Г2С 10Г2 10Г2С1 | 08X17 Н13М2Т, 10X17 | ГОСТ 9466 ТУ 14-1-168-23-78 [81] | 10X25 Н25М3 Г2 | АНЖР-3У | До 743 (470) включ. | ||
16ГС 17ГС 10ХСНД 15ХСНД | Н13М2Т, 08X17 Н15М3Т, 08X21 Н6М2Т, 03X17 Н14М3 | ГОСТ 9466 ТУ 14-4-598-75 [82] | 08X24 Н40М7 Г2 | АНЖР-2 | До 823 (550) включ. | ||
09Г2С 10Г2 10Г2С1 16ГС 17ГС 10ХСНД 15ХСНД | 08X17 Н13М2Т, 10X17 Н13М2Т, 08X17 Н15М3Т, 08X21 Н6М2Т, 03X17 Н14М3 | ГОСТ 9466 ТУ 14-4-568-74 [83] | 08X24 Н60 М10Г2 | АИЖР-1 | До 823 (550) включ. | ||
9.12 Сварка титановых сплавов
9.12.1 Специальные требования
9.12.1.1 Сварка должна производиться на специальных изолированных участках. На участках недопустимы сквозняки и местные потоки воздуха.
Измерение скорости потоков воздуха производят анемометром по ГОСТ 6376. Допускаемая скорость воздуха не более 0,3 м/с.
9.12.1.2 Участок должен быть оборудован периодически работающей приточно-вытяжной вентиляцией, обеспечивающей санитарные нормы чистоты воздуха и исключающей попадание пыли извне.
Двери и ворота участка должны быть защищены тамбурами и занавесями, предохраняющими рабочие места от образующихся при открывании ворот и дверей сквозняков, а также должна быть установлена звуковая сигнализация, предупреждающая сварщиков при открывании ворот или включении вентиляции.
При срабатывании сигнализации сварочные работы необходимо остановить.
9.12.1.3 На участке не допускается выполнение работ, связанных с обильным выделением пыли и дыма (газовая резка, электродуговая сварка и др.), а также одновременное производство работ на одном и том же оборудовании по сварке стали и титана.
9.12.1.4 Облицовка пола и стен должна позволять производить многократную в течение смены влажную уборку.
Общая освещенность участка должна быть не менее 50 лк/м включительно.
Температура окружающего воздуха при сварке должна быть не ниже 278 К (5 °С).
9.12.1.5 Все работы по сборке должны производиться в условиях, исключающих попадание влаги, жировых веществ и других загрязнений на детали и узлы, подготовленные под сварку.
9.12.1.6 Подготовка кромок под сварку должна выполняться только механическим способом.
9.12.1.7 Поверхности деталей, прилегающие к кромкам с обеих сторон, на ширину не менее 20 мм включительно зачищаются шабером или электрокорундовыми кругами марок 22А-25А, 20-40П, ПП80-125х2,5-10,0х20-32, СМ1-СМ27В по ГОСТ 2424, вращающимися металлическими щетками, мелкой наждачной шкуркой марок 9Б-8, 9Б-9 по ГОСТ 5009 зернистостью не более N 12 или вулканитовым кругом.
Вращающиеся щетки следует изготавливать из нагартованной нержавеющей проволоки по ГОСТ 18143.
При зачистке абразивными кругами не допускается перегрев металла, вызывающий появление на поверхности цветов побежалости.
9.12.1.8 Непосредственно перед прихваткой свариваемые кромки и прилегающие к ним поверхности с наружной и внутренней стороны, а также сварочную проволоку следует обезжирить и удалить влагу чистыми бязевыми салфетками, смоченными ацетоном по ГОСТ 2768.
9.12.1.9 В случае если собранные под сварку соединения подлежат сварке в срок, превышающий рабочую смену, допускается защищать их от загрязнения путем оклеивания с двух сторон изоляционной лентой марки ПВХ по ГОСТ 16214.
После удаления ленты кромки дополнительно протереть ацетоном.
9.12.1.10 Прихватку деталей следует производить ручной и автоматической сваркой с присадочным материалом или без него. Поверхность прихваток зачищать металлической щеткой. Прихватки в кратере не должны иметь трещин, пор, выходящих наружу, и цветов побежалости.
Прихватку и сварку следует производить при обязательной всесторонней защите от воздействия воздуха зоны сварного соединения, подвергаемой нагреву до температуры 673 К (400 °С).
Сварку следует выполнять в камере с контролируемой атмосферой или с местной защитой. Для обеспечения защиты лицевой стороны шва от окружающей атмосферы на мундштук горелки надевают защитный козырек. Форма защитного козырька должна соответствовать форме свариваемого изделия.
Защита обратной стороны шва в зависимости от конструкции изделия может осуществляться местным поддувом инертным газом внутреннего объема свариваемого изделия, применением специальных подкладок (медных) с канавкой, в которую подается инертный газ.
Для прихватки и сварки узлов с кольцевыми швами необходимо применять секторные разжимные приспособления.
9.12.1.11 Все детали, идущие на сборку, не должны иметь загрязнений и окалины. При изготовлении деталей с применением горячей гибки, штамповки и других операций, требующих последующей термической обработки, цвета побежалости соломенного, темно-желтого, зеленого и голубого с поверхности изделия допускается не удалять.
Газонасыщенный слой с другими цветами побежалости (темно-синий, серый) подлежит удалению.
9.12.1.12 Кольцевые и круговые швы следует сваривать с перекрытием на длину от 10 до 20 мм включительно от начала шва. Процесс сварки вести без перерывов.
Поверхность перекрываемого участка шва необходимо зачистить металлической щеткой и тщательно протереть бязевыми салфетками, смоченными в ацетоне.
9.12.2 Ручная аргонодуговая сварка неплавящимся электродом
9.12.2.1 Форма подготовки кромок и размеры сварных швов по ОСТ 26-1-87 [84].
9.12.2.2 При сварке должно быть обеспечено плавное сопряжение шва с поверхностью свариваемого металла. Разрешается доводить размеры швов до требуемых норм механической обработкой.
9.12.2.3 В качестве неплавящегося электрода для сварки следует применять прутки из иттрированного или лантанированного вольфрама по ГОСТ 23949 или ТУ 48-09-221-76 [85].
В качестве присадочного материала необходимо применять сварочную проволоку по таблице 30.
Таблица 30 - Тип присадочного материала
Марка сплава | Марка проволоки | Нормативный документ |
ВТ1-00 | ВТ1-00 | ОСТ 1-90015-77 [86] |
ВТ1-0 | ВТ1-00С | ТУ 1-9-1056-86 [87] |
ОТ4-0 | ОТ4-1 | ОСТ 1-90015-77 [86] |
9.12.2.4 В качестве защитного газа следует применять аргон высшего и первого сорта по ГОСТ 10157 или гелий по ТУ 51-940-80 [37] с проверкой на технологической пробе.
9.12.2.5 Сварочную проволоку перед сваркой следует зачистить шкуркой и обезжирить ацетоном, а затем протереть бязевыми салфетками, смоченными в гидролизном спирте. Допускается подготовка поверхности сварочной проволоки травлением с удалением следов окалины.
9.13 Сварка алюминия и его сплавов
9.13.1 Специальные требования
9.13.1.1 В зависимости от марки алюминия и способа сварки применяют сварочные материалы по таблице 31.
Таблица 31 - Типы сварочных материалов
Марка алюминия и его сплавов | Ручная дуговая сварка | Сварка в защитных газах | Автоматическая дуговая сварка под флюсом | Плазменная сварка | ||
Марка электродов или покрытий | Марка сварочной проволоки по ГОСТ 7871 | Марка флюса | Марка сварочной проволоки по ГОСТ 7871 | |||
А99 | АФ4а | Св-А99 | Св-А97 | АН-А/УФОК-А | Св-А85Т | |
АД00 | АФ4а | Св-А5 | АН-А/УФОК-А | Св-А85Т | ||
АМц | - | Св-АМц | АН-А/УФОК-А | Св-А85Т | ||
АМг1 | Св-АМг | Св-АМг3 | ||||
АМг3 | Св-АМг3, Св-АМг5 | |||||
АМг5 | Св-АМг5, Св-АМг6 | АН-А4 | ||||
АМг6 | Св-АМг6 | |||||
9.13.1.2 Конструктивные элементы подготовленных кромок и размеры сварных швов по ГОСТ 14806.
Применение других типов сварных швов допускается по согласованию со специализированной организацией.
9.13.1.3 Швы, обращенные к агрессивной среде, для повышения их коррозионной стойкости, во всех случаях следует выполнять в первую очередь и за один проход.
9.13.1.4 Применение проволоки Св-АМг5 для сварки сплава марки АМг3 допускается в случае отсутствия требований стойкости к МКК.
9.13.1.5 При сварке разнородных сплавов алюминия применяют сварочную проволоку по таблице 32.
Таблица 32 - Марка сварочной проволоки
Марка свариваемых материалов | Марка сварочной проволоки по ГОСТ 7871 |
А85, А8, АД0 + АМц, АМцС | Св-АМц |
А85, А8, АД0 + АМг3 | Св-АМг5, Св-АМг6 |
А85, А8, АД0 + АМг5 | Св-АМг6 |
А85, А8, АД0 + АМг6 | То же |
АМц, АМцС + АМг3 | Св-АМг5, Св-АМг6 |
АМг2 + АМг3 | То же, Св-1557 |
АМг2 + АМг5 | Св-1557, Св-АМг6 |
АМг2 + АМг6 | То же |
АМг3 + АМг5 | Св-АМг6 |
АМг3 + АМг6 | То же |
9.13.1.6 Прочность сварных соединений из разнородных марок должна быть не ниже прочности менее прочного материала, а пластичность - не ниже пластичности менее пластичного материала.
9.13.1.7 Временное сопротивление разрыву сварных соединений алюминиевых сплавов должно быть не ниже
основного металла.
Ударная вязкость (KCU) и угол изгиба сварных соединений отдельных сплавов алюминия приведены в таблице 33.
Таблица 33 - Ударная вязкость и угол изгиба
Марка сплава | А99, А85, А8, А7, А6, А5, АД0, АД1, АМц, АМцС, АМг1 | АМг3 | АМг5 | АМг6 |
Угол изгиба, не менее | 120° | 60° | 45° | |
Ударная вязкость, Дж/см | ||||
423-273 (150-0) включительно; | - | - | 39 (3,9) | 32 (3,2) |
273-203 (0 - минус 70) включительно | - | - | 38 (3,8) | 28 (2,8) |
9.13.2 Подготовка кромок под сварку
9.13.2.1 Подготовку кромок следует производить механическим способом. Перед сваркой кромки и прилегающие к ним поверхности с двух сторон необходимо зачистить с целью удаления окисной пленки на ширине, равной полторы толщины свариваемого металла, но не менее 20 мм включительно, механическим способом (щетками из нержавеющей проволоки и т.п.) с обязательным последующим обезжириванием или химическим способом, состоящим из следующих операций:
- обезжиривание в 5%-ном водном растворе едкого натра при температуре от 333 до 353 К (от 60 °С до 80 °С) в течение не менее 2 мин;
- промывка в теплой воде с температурой не ниже 318 К (45 °С), затем в холодной проточной воде;
- осветление в 15%-ном водном растворе азотной кислоты при температуре от 333 до 338 К (от 60 °С до 65 °С) в течение не менее 5 мин;
- промывка в теплой, с температурой не ниже 318 К (45 °С), затем промывка в холодной воде;
- сушка при температуре 333 К (60 °С) до полного удаления влаги.
9.13.2.2 Непосредственно перед сваркой кромки должны быть обезжирены ацетоном или другим растворителем.
Время между зачисткой свариваемых поверхностей и сваркой должно быть не более 24 ч.
9.13.2.3 Сварочная проволока для ручной сварки должна поставляться в отожженном или нагартованном состоянии, для автоматической и полуавтоматической сварки - только в нагартованном состоянии.
Перед началом сварочных работ проволоку следует подвергнуть наружному осмотру.
Состояние поверхности сварочной проволоки по ГОСТ 7871.
9.13.2.4 Сварочные материалы, предназначенные для выполнения сварных соединений, к которым предъявляются требования по стойкости к МКК, перед использованием необходимо испытать на контрольных образцах на отсутствие склонности к МКК по ГОСТ 6032.
9.13.2.5 Сварочную проволоку следует подвергать химической очистке или электрохимической полировке.
Срок хранения сварочных материалов после химической очистки не более 12 ч на воздухе или не более 36 ч при хранении в герметично закрытой таре.
9.13.3 Ручная дуговая сварка алюминия марок А99, А85, А8, А7, А6, А5, АД00, АД0, АД1
9.13.3.1 Сварку указанных марок алюминия следует производить электродами с применением сварочной проволоки марок Св-А97, Св-А85Т и Св-А5 по ГОСТ 7871 с покрытием флюсом марки АФ4А (65%) с криолитом (35%). Допускается использовать также электроды с покрытиями А марок ОЗА-1 и ЭАл-1 (АФ1).
9.13.3.2 При толщине 12 мм и более прихватку и сварку следует производить с подогревом до температуры от 523 до 623 К (от 250 °С до 350 °С).
Собранные под сварку узлы прихватывают теми же электродами, которыми будет производить сварка.
9.13.3.3 Прихватку и сварку следует производить на постоянном токе обратной полярности.
Зазор при сборке устанавливается в зависимости от толщины металла в пределах до 3 мм включительно.
При многослойной сварке следует производить зачистку швов (если она требуется по техническим требованиям чертежей).
9.13.4 Ручная аргонодуговая сварка неплавящимся электродом
9.13.4.1 Сварочные материалы для ручной аргонодуговой сварки неплавящимся электродом следует применять по таблицам 31 и 32.
В качестве неплавящегося электрода следует применять прутки лантанированные вольфрамовые по ГОСТ 23949 или ТУ 48-19-27-88 [68], а для защиты дуги - аргон по ГОСТ 10157 или гелий по ТУ-51-940-80 [37].
9.13.4.2 Для формирования корня шва следует применять подкладки с канавкой по линии стыка глубиной от 0,8 до 2 мм включительно и шириной от 4 до 20 мм включительно.
9.13.4.3 Сварку следует вести на переменном токе с наложением высокой частоты.
Изделия перед сваркой следует подогреть до температуры от 423 до 623 К (от 150 °С до 350 °С) в зависимости от толщины и марок сплава по таблице 34.
Таблица 34 - Условия сварки
Размеры в миллиметрах
Марка сплава | Толщина металла, мм | Температура подогрева, К (°С) | Продолжительность нагрева, мин |
А99, А85, АД0, АД1 | Любая | 623 (350) | 60 |
АМц | То же | 523 (250) | То же |
АМг1, АМг3 |
| 373 (100) | 30 |
АМг5, АМг6 |
| 423 (150) | 10 |
9.13.5 Автоматическая и механизированная сварка плавящимся электродом в защитных газах
9.13.5.1 Присадочную проволоку для указанных типов сварки следует применять по таблицам 31 и 32.
9.13.5.2 Для сварки следует применять аргон по ГОСТ 10157 или газовые смеси по таблице 35.
Таблица 35 - Газовые смеси
Размеры в миллиметрах
Толщина металла | Рекомендуемая газовая смесь | Диаметр сварочной проволоки |
1,6 | НН-1 | 1,0 |
3,0 | 1,2 | |
6,0 | ||
НН-2 | ||
10,0 | 1,2-1,6 | |
Св. 10,0 | НН-3 | 1,6-2,4 |
9.13.5.3 Составы газовых смесей (см. таблицу 35):
- НН-1 - 30% гелия и 70% аргона (смесь НН-1 дает более эффективный нагрев, чем аргон, увеличиваются проплавление и скорость сварки);
- НН-2 - 50% гелия и 50% аргона (смесь НН-2 - универсальная газовая смесь);
- НН-3 - 70% гелия и 30% аргона (смесь НН-3 при сварке тонких листов снижает пористость, увеличивается скорость сварки).
9.13.5.4 При сварке кольцевых швов начало шва необходимо перекрывать на участке длиной до 300 мм включительно (в зависимости от габаритов изделия).
При перекрытии шва должно быть обеспечено полное расплавление кратера.
9.14 Сварка меди и медных сплавов
9.14.1 Специальные требования
9.14.1.1 Материалы, предназначенные для сварки и пайки соединений из меди и медных сплавов, необходимо подвергать обязательной очистке, в том числе осушке газов, прокалке флюсов и т.д., в связи с большой чувствительностью меди и медных сплавов к водороду.
При наличии на сварочной проволоке масла, смазки и других загрязнений перед сваркой следует произвести очистку проволоки механическим путем или травлением.
Травление следует производить в растворе, содержащем от 10% до 12% серной кислоты и 2% хромового ангидрида, с последующей промывкой в теплой проточной воде.
9.14.1.2 Подготовку кромок под сварку и пайку следует производить механическим способом на ножницах и металлорежущих станках с последующей зачисткой с помощью стальной щетки и другого инструмента.
Наличие заусенцев после механической обработки не допускается.
9.14.1.3 Сосуды и аппараты в зависимости от конструкции и размеров могут быть изготовлены всеми видами промышленной сварки меди.
Применение газовой сварки и сварки угольным электродом допускается только в случаях, оговоренных чертежами.
При этом следует учитывать требования ИСО 3677:1992 [89].
9.14.1.4 Сварку следует вести в жестком закреплении или по прихваткам.
Прихватка должна обеспечивать проварку корня стыкового и углового соединения. Расстояние между прихватками должно быть в пределах от 150 до 500 мм включительно. Ширина и высота прихваток должна быть минимальной, а длина их - не менее 20 мм включительно.
Качественные прихватки во время сварки не вырубаются и полностью подлежат перекрытию сварным швом.
Начинать сварку на прихватке не допускается.
9.14.1.5 Сварку сосудов и аппаратов из меди с толщиной стенки более 5 мм (для латуни более 12 мм) следует производить с предварительным подогревом до температуры от 473 до 723 К (от 200 °С до 500 °С) в зависимости от толщины свариваемого изделия и способа сварки.
При сварке элементов изделия, существенно отличающихся по толщине, более толстый металл необходимо подогревать до более высокой температуры.
9.14.1.6 При сварке многослойных швов выполнение каждого последующего прохода следует производить после тщательной зачистки от шлака, брызг и окисных пленок предыдущего прохода.
После зачистки пыль и крошки тщательно удалить с последующим обезжириванием сварного соединения.
Применение абразивных инструментов для зачистки не допускается. Во избежание появления пор сварное соединение должно быть выполнено с наименьшим числом проходов.
Сварку надо производить по возможности без перерыва, перекрывая ранее наложенный шов на длину от 20 до 30 мм включительно в зависимости от толщины свариваемых материалов.
При перекрытии шва должно быть обеспечено расплавление кромок.
9.14.1.7 Полуавтоматическую сварку стыковых и угловых соединений толщиной до 6 мм включительно производить без поперечных колебаний, а при большей толщине - с небольшими поперечными колебаниями горелки.
При сварке деталей разной толщины угол наклона горелки следует выбирать таким, чтобы большая часть дуги переходила на более толстую деталь.
9.14.1.8 Сварные швы должны быть по возможности стыковыми двусторонними. Во избежание прожогов при сварке стыковых соединений следует применять съемные подкладки. Сварной шов должен иметь плавный переход к основному металлу. Резкие переходы в сварных швах не допускаются.
9.14.1.9 Для снятия внутренних напряжений после сварки изделие целесообразно подвергать низкотемпературному отжигу.
9.14.2 Ручная дуговая сварка
9.14.2.1 Для ручной дуговой сварки применяют сварочные материалы по таблице 36.
Таблица 36 - Типы сварочных материалов
Марка материала | Марка проволоки | Марка электрода | Нормативный документ |
М1Р | МТ по ТУ 16К71-087-90 [90] | "Комсомолец 100" | ТУ 14-4-644-75 [91] |
М2Р | АНЦ/03М-3 | ТУ 14-4-1270-84 [92] | |
М3Р | М1 по ГОСТ 859 | АНЦ/03М-4 |
9.14.2.2 Конструктивные элементы подготовки кромок под сварку, типы и размеры швов сварных соединений по ГОСТ 16038 (типы С4, С5, С18, С19, У17) или другой действующей нормативной документации и чертежам.
9.14.3 Ручная и автоматическая сварка неплавящимся электродом
9.14.3.1 Конструктивные элементы подготовки кромок под сварку, типы и размеры швов сварных соединений по ГОСТ 16038 (типы С4, С5, С18, С19, С47, У17).
9.14.3.2 Прихватку под сварку следует выполнять с применением тех же сварочных материалов, которыми производится сварка. Длина прихваток должна составлять от 5 до 10 мм включительно.
Перед началом сварки все прихватки на сварном соединении необходимо зачищать щеткой из нержавеющей стали.
9.14.3.3 Сварку следует вести на минимально короткой дуге.
Для сварки меди следует применять проволоку Ml и МНЖКТ 5-1-0,2-0,2 по ГОСТ 16130.
Допускается применение проволоки БрКМц-3-1 по ГОСТ 5222.
9.14.3.4 При сварке латуни в качестве присадки следует использовать металл того же состава, при этом минимальные потери цинка обеспечиваются проволокой, содержащей необходимые количества цинка или меди: БрКМц-3-1 и БрОЦ-4-3 по ГОСТ 16130.
В случае отсутствия специальных требований допускается применение проволоки МНЖКТ 5-1,0-0,2-0,2.
Если при сварке высокоцинковых латуней требуется максимальное содержание цинка в металле шва, то следует применяют проволоку ЛК-62-0,5 по ГОСТ 16130.
9.14.3.5 Для сварки следует применять аргон по ГОСТ 10157, азот особой чистоты по ГОСТ 9293 или гелий по ТУ 51-940-80 [37].
9.14.3.6 В качестве неплавящихся электродов следует применять лантанированный вольфрам по ГОСТ 23949 или ТУ 48-19-27-88 [68], а также иттрированный вольфрам по ТУ 48-19-221-83 [93].
9.14.3.7 Сварку меди толщиной от 5 до 6 мм включительно следует производить с предварительным подогревом до температуры от 473 до 573 К (от 200 °С до 300 °С), толщиной свыше 8 мм включительно с предварительным и сопутствующим подогревом до температуры от 573 до 773 К (от 300 °С до 500 °С).
9.14.4 Ручная аргонодуговая сварка меди с латунью неплавящимся электродом
9.14.4.1 Для сварки меди с латунью Л63 следует применять присадочную проволоку МНЖКТ 5-1,0-0,2-0,2 по ГОСТ 16130.
9.14.4.2 В качестве горючих газов при сварке следует применять ацетилен растворенный технический по ГОСТ 5457 или его заменители. Допускается применение ацетилена, полученного в генераторах из карбида кальция по ГОСТ 1460.
9.14.4.3 В качестве газа, поддерживающего горение, следует использовать кислород газообразный технический первого сорта по ГОСТ 5583.
9.14.4.4 Детали толщиной свыше 4 мм перед выполнением прихваток необходимо прогреть в печи или газовыми горелками до температуры от 473 до 573 К (от 200 °С до 300 °С), пламя горелок нормальное.
9.15 Паяные соединения
9.15.1 Использование для пайки припоев без сертификата или этикетки (бирки) не допускается.
Транспортировку и хранение припоев следует производить в условиях, исключающих их загрязнение и насыщение влагой.
При отсутствии сертификата необходимо провести химический анализ припоя для установления его соответствия требованиям стандартов или ТУ.
На этикетке (бирке) должны быть указаны марка припоя, дата его изготовления, отметка ОТК изготовителя, обозначение стандарта или ТУ.
При этом следует учитывать требования ИСО 3677:1992 [89].
9.15.2 Флюс, срок хранения которого истек, допускается применять после технологических испытаний в соответствии с требованиями стандарта или ТУ.
Активность порошкообразных флюсов, срок хранения которых истек, проверяют путем расплавления небольшого количества флюса и припоя на пластине, при этом проверку флюса ПВ209 производят на пластине из стали марки 12Х18Н10Т с применением серебряного припоя, остальных флюсов - на медной пластине с применением медно-цинковых припоев. Флюс считается годным, если при его расплавлении поверхность пластины очищается от окислов и обеспечивается растекание припоя.
9.15.3 Марки флюсов, их состав, температура пайки и рекомендуемое назначение по таблице 37.
Таблица 37 - Марки флюсов
Марка флюса | Компоненты и количественный состав, % | Обозначение стандарта | Температура сварки, пайки, К (°С) | Назначение флюса |
Бура техническая прокаленная | - | ГОСТ 8429 | 1073-1323 (800-1050) | Для пайки и сварки неответственных соединений из меди припоями марки ЛК62-0,5 и Л63 |
Бура техническая прокаленная | Кислота борная 25±2 | ГОСТ 18704 | 1023-1373 (750-1100) | Для пайки меди припоем ЛК62-0,5 соединений из углеродистых сталей и сочетания меди с углеродистой сталью припоем Л63 |
Бура техническая прокаленная 75±2 | ГОСТ 8429 | |||
ПВ201 | - | ГОСТ 23178 | 1123-1473 (850-1200) | Для пайки меди и ее сплавов, аустенитных сталей и их сочетаний с серебряными припоями |
ПВ209 | 823-1173 (550-900) | |||
ПВ209 | Бура техническая прокаленная 50±2 | ГОСТ 8429 | 1023-1373 (750-1100) | Для газовой сварки латуни и пайки меди медно-цинковыми припоями |
Кислота борная 35±2 | ГОСТ 18704 | |||
Натрий фосфорно-кислый однозамещенный 2-водный технический | ГОСТ 245 |
Допускается применение других марок флюсов и газов, обеспечивающих требуемое качество соединения.
9.15.4 Многокомпонентные флюсы следует изготавливать путем механического смешивания составляющих данного флюса.
9.15.5 Бура применяется в прокаленном и измельченном состоянии.
9.15.6 Флюс ПВ209, замешанный на воде до пастообразного состояния, годен к употреблению в течение не более 8 ч, бура, замешанная на воде, - не более 24 ч.
По истечении вышеуказанных сроков использование этих флюсов не допускается.
9.15.7 Марка и размеры сечений припоев должны быть указаны в технических требованиях чертежей.
Марки припоев, интервалы их плавления и рекомендуемое назначение приведены в таблице 38.
Таблица 38 - Марки и назначение припоев
Марка припоя, стандарт | Температура плавления, К (°С) | Назначение припоя | |
Начало | Конец | ||
ПСр-12М | 456 (183) | 550 (277) | Для пайки герметичных соединений из меди, латуни, сталей (кроме аустенитного класса), оцинкованного железа, работающих при температуре до 4 К (минус 269 °С) включ., а также как заменитель припоя ПОС-40 при пайке |
511 (238) | Для пайки ответственных деталей из сталей, меди, латуни, работающих при температуре не ниже 243 К (минус 30 °С) включ. | ||
ЛК62-0,5 | 1173 (900) | 1178 (905) | Для пайки соединений из меди, в соединениях из труб с толщиной стенки более 1,5 мм и диаметром свыше 20 мм |
Л63 | Для пайки низкоуглеродистой стали, а также меди с низкоуглеродистой сталью | ||
ПСр-25 | 1018 (745) | 1048 (775) | Для пайки меди, медных и медно-никелевых сплавов, углеродистых сталей, а также их сочетаний между собой. В соединениях из медных труб с диаметром от 22 до 60 мм включ. и толщиной стенки менее 1,5 мм |
ПСр-40 | 863 (590) | 883 (610) | Для пайки меди и медно-никелевых сплавов, аустенитных сталей и их сочетаний между собой, латуни, бронз, а также как заменитель припоя ПСр-25 при пайке вышеуказанных металлов. В соединениях из медных труб с диаметром не более 20 мм включ. и толщиной менее 1,5 мм |
9.15.8 Для пайки соединений труб из нержавеющей стали следует использовать припой с 40% серебра.
Пайка среднеплавкими припоями по поверхности, облуженной легкоплавкими припоями, не допускается.
Допускаются другие марки припоя, которые обеспечивают необходимое качество соединения.
9.15.9 Присадочный материал должен плавиться и иметь достаточную текучесть при температуре, указанной в технологическом процессе пайки, и полностью соответствовать типу применяемого флюса.
9.15.10 Рекомендуемые размеры сечения припоя в зависимости от диаметра и толщины стенки трубы по таблице 39.
Таблица 39 - Размеры сечения припоя
В миллиметрах
Наружный диаметр и толщина стенки трубы | Размеры сечения припоя | |
Диаметр проволоки | Толщина и ширина полосы | |
От 6х1,0 до 18х1,0 включ. | От 1,6 до 2,0 включ. | 1,0х4 |
Св. 6х1,5 " 55х1,5 " | Св. 2,0 " 2,5 " | 1,0х6 |
" 10х2,0 " 24х2,0 " | " 2,0 " 3,0 " | |
16x3,0 | " 2,5 " 3,0 " | От 1,0х8 до 1,6х8 включ. |
От 55х2,0 до 100х2,0 включ. | " 2,0 " 3,0 " | |
9.15.11 В качестве горючих газов при пайке следует применять ацетилен растворенный технический по ГОСТ 5457 или его заменители.
Допускается применение ацетилена, полученного в генераторах из карбида кальция по ГОСТ 1460.
9.15.12 В качестве газа, поддерживающего горение, следует использовать кислород газообразный технический первого сорта по ГОСТ 5583.
9.15.13 Поверхности нержавеющих деталей, подготовленные под высокотемпературную пайку, не должны быть наклепанными.
Наклеп снимают термообработкой.
9.15.14 Паяемое соединение должно быть нахлесточным.
Величина нахлестки, если она не указана на чертеже, должна быть не менее пятикратной толщины стенки трубы, зазор между соединяемыми элементами выдерживать от 0,10 до 0,37 мм включительно.
Допускаются местные увеличения зазоров до 0,6 мм включительно, причем суммарная длина таких участков не должна превышать 20% всей длины шва.
При значении зазоров более указанных величин разрешается подгонка за счет деформирования трубы.
9.15.15 Паяемые поверхности зачищают и обезжиривают. Направление рисок при зачистке должно совпадать с направлением затекания припоя.
9.15.16 Пайку соединений следует выполнять с затеканием припоя вниз.
Допускается пайка серебряным припоем с затеканием по горизонтали в соединениях труб диаметром не более 100 мм включительно.
Пайка в потолочном положении шва запрещается.
В процессе пайки не допускаются механическое воздействие и смещение паяемых соединений до полного затвердения припоя.
9.15.17 Для снижения окисляемости соединение, которое будет паяться, необходимо прогреть до требуемой температуры как можно быстрее, но без перегрева.
9.15.18 Паяный шов должен быть плотным с плавной галтелью.
Величину галтели следует выдерживать:
- от 1 до 3 мм включительно - для серебряных припоев;
- от 3 до 5 мм включительно - для медно-цинковых припоев.
9.15.19 После пайки остатки флюса необходимо удалить тщательной промывкой горячей водой при температуре от 343 до 363 К (от 70 °С до 90 °С), а затем холодной водой, применяя жесткую волосяную щетку.
После промывки паяемое соединение следует протереть сухой чистой ветошью.
Остатки флюсов на основе буры необходимо удалять механическим способом (стальной щеткой, напильником, шабером и т.п.) с протиркой поверхности сухой или слегка влажной ветошью.
9.16 Общие положения по контролю качества соединений
9.16.1 Контроль качества сварных и паяных соединений должен обеспечивать выполнение требований технической и монтажной документации, технологических процессов сварки и пайки, настоящего стандарта, технических регламентов (норм и правил), нормативных правовых актов и ТУ.
При этом следует учитывать требования ИСО 6520-1:2007 [94] и ГОСТ Р ИСО 10042.
9.16.2 Необходимо применять такие виды и объемы контроля сварных и паяных соединений, которые гарантировали бы выявление недопустимых дефектов, высокое качество сварки, пайки и надежность соединений при эксплуатации.
9.16.3 Система контроля качества сварных соединений оборудования и трубопроводов включает в себя:
- систематическое проведение аттестации сварщиков и специалистов сварочного производства;
- систематическое проведение аттестации специалистов неразрушающего контроля;
- регулярное проведение аттестации технологических процессов сварки и пайки;
- регулярное проведение аттестации и проверку состояния сборочно-сварочного, термического и контрольного оборудования и оснастки, аппаратуры, приборов и инструментов;
- регулярное проведение аттестации и проверку качества применяемых сварочных материалов и материалов для дефектоскопии;
- проверку качества изготовления подлежащих сварке и пайке деталей и сборочных единиц;
- проверку качества сборки деталей под сварку и пайку;
- пооперационный контроль соблюдения технологии и качества сварки и пайки;
- неразрушающий контроль качества выполненных сварных и паяных соединений;
- разрушающий контроль качества выполненных сварных и паяных соединений;
- применение специальных видов контроля качества сварки и пайки (при необходимости);
- контроль качества исправления дефектов сварки и пайки.
Виды контроля качества определяются разработчиком (изготовителем) и указываются в технической документации.
9.16.4 Основными методами неразрушающего контроля качества сварных и паяных соединений являются:
- визуальный осмотр и измерительный контроль;
- радиографический контроль;
- ультразвуковая дефектоскопия;
- стилоскопирование (при необходимости);
- измерение твердости (при необходимости);
- гидравлические испытания;
- пневматические испытания.
По согласованию с изготовителем (разработчиком) технического изделия допускаются к применению другие методы контроля:
- магнитопорошковая дефектоскопия;
- капиллярный контроль;
- цветная дефектоскопия;
- люминесцентный контроль;
- акустическая эмиссия;
- испытания на стойкость против МКК;
- испытания на стойкость против образования горячих трещин;
- испытания на стойкость против образования холодных трещин;
- определение содержания ферритной фазы в металле шва;
- повторные испытания после ремонта;
- специальные виды испытаний (при необходимости).
Эти испытания проводятся в соответствии с требованиями чертежей и действующей нормативной документации.
При специальных видах испытаний следует учитывать требования:
- ГОСТ Р ИСО 4136 (механические испытания на растяжение образцов, вырезанных поперек шва);
- ИСО 8249:2000 [95] (определение содержания ферритной фазы в металле шва);
- ИСО 3452-1:2008 [96] (контроль методом проникающих жидкостей);
- ИСО 3690:2000 [97] (определение содержания водорода в металле шва);
- ИСО 5178:2001 [98] (механические испытания на растяжение образца с продольным швом);
- ИСО 9015-1:2001 [99] (определение твердости);
- ИСО 9015-2:2003 [100] (определение микротвердости);
- ИСО 9016:2001 [101] (ударные испытания);
- ИСО 9017:2001 [102] (испытания на излом);
- ИСО 17639:2003 [103] (исследования макро- и микроскопические).
9.16.5 Основными методами разрушающего контроля качества сварных соединений являются:
- испытания механических свойств;
- металлографические исследования;
- специальные виды испытаний.
9.16.6 Контроль качества выполнения сварных соединений металлоконструкций производят в следующем объеме:
- пооперационный контроль в процессе монтажа;
- визуальный осмотр и измерительный контроль сварных швов после выполнения.
9.16.7 Контроль качества паяных соединений оборудования и трубопроводов включает в себя:
- проверку аттестации и качества припоев и флюсов на соответствие стандартам или ТУ;
- проверку качества хранения припоев и флюсов перед пайкой;
- проверку качества подготовки поверхностей под пайку, сборки соединений под пайку, режима пайки, удаления остатков флюса с паяных соединений;
- проверку качества паяного соединения.
9.16.8 Контроль качества паяных соединений производят в следующем объеме:
- визуальный осмотр с лупой не менее 5-кратного увеличения;
- контроль применяемого режима пайки;
- испытания на прочность и плотность;
- макроисследование для определения глубины пропая (при необходимости).
Шлифы для макроисследований следует вырезать из контрольных образцов паяных соединений, выполняемых перед началом паяльных работ.
9.17 Контроль качества сварных соединений
9.17.1 Визуальному осмотру и измерительному контролю подлежат 100% всех сварных соединений оборудования, металлоконструкций и трубопроводов для выявления дефектов, выходящих на поверхность сварного шва.
Контроль следует проводить по ГОСТ 3242, РД 03-606-03 [104] и другим действующим нормативным документам.
При этом следует учитывать требования ИСО 17637:2003 [105].
9.17.2 На поверхности сварных швов оборудования и трубопроводов не допускается наличие следующих дефектов:
- трещин всех видов и направлений, расположенных как в металле сварного шва по линии сплавления, так и в околошовной зоне основного металла;
- непроваров и несплавлений на поверхности сварного шва;
- свищей и пористости (единичной и скоплений) на поверхности сварного шва;
- подрезов глубиной более 10% толщины стенки, но не более 0,5 мм включительно и общей протяженностью более 20% длины сварного шва;
- наплывов (натеков) в местах перехода сварного шва к основному металлу;
- ноздреватости, скопления пор, чешуйчатости поверхности сварного шва, незаверенных кратеров, свищей и прожогов;
- смещений и совместного увода кромок свариваемых элементов более установленных величин;
- непрямолинейности соединяемых элементов;
- единичных пор в количестве более трех штук на 100 мм длины сварного шва и диаметром каждой поры более 1 мм;
- несоответствия формы и размеров сварных швов требованиям чертежей.
9.17.3 В сварных соединениях металлоконструкций не допускаются:
- трещины всех видов и направлений, расположенных как в металле сварного шва по линии сплавления, так и в околошовной зоне основного металла;
- непровары и несплавления на поверхности сварного шва;
- наплывы (натеки) в местах перехода сварного шва к основному металлу соединения;
- ноздреватости, скопления пор, чешуйчатости поверхности сварного шва, незаваренных кратеров, свищей и прожогов;
- несоответствия формы и размеров сварных швов требованиям чертежей.
9.17.4 Нормы допустимых поверхностных дефектов, выявляемых при визуальном контроле сварных соединений, приведены в таблице 40.
Таблица 40 - Нормы допустимых поверхностных дефектов
В миллиметрах
Описание дефектов сварных швов | Номинальная толщина сваренных деталей | Допустимый максимальный размер дефекта | Допустимое число дефектов на любых 100 шва |
Отступления от размеров и формы | Независимо | - | |
Западания (углубления) между валиками и чешуйчатость поверхности | От 2 до 4 включ. | 1,0 | Не ограничивается |
Св. 4 " 6 " | 1,2 | ||
" 6 " 10 " | 1,5 | ||
" 10 | 2,0 | ||
Одиночные включения | От 2 до 3 включ. | 0,5 | 3 |
Св. 3 " 4 " | 0,6 | 4 | |
" 4 " 5 " | 0,7 | ||
" 5 " 6 " | 0,8 | ||
" 6 " 8 " | 1,0 | 5 | |
" 8 " 10 " | 1,2 | ||
" 10 " 15 " | 1,5 | ||
" 15 " 20 " | 2,0 | 6 | |
" 20 " 40 " | 2,5 | 7 | |
" 40 | 8 | ||
Подрезы основного металла | Независимо от толщины | Св. 0,2 | |
Отклонения от прямолинейной плоскости сварных стыков труб | Независимо от толщины | Просвет между линейкой и трубой на расстоянии 200 от стыка - не более 3 | |
9.17.5 Подрез размером 0,2 мм (см. таблицу 40) и менее измерению не подлежит и определяется визуально.
9.17.6 Перед проведением визуального осмотра и измерительного контроля поверхность сварного шва и прилегающие к нему участки основного металла шириной не менее 20 мм в обе стороны от сварного шва необходимо зачистить от шлака и других загрязнений.
При электрошлаковой сварке это расстояние должно быть не менее 100 мм включительно.
9.17.7 Визуальный осмотр и измерительный контроль сварных соединений производят с наружной и внутренней стороны по всей протяженности сварных швов.
В случае невозможности осмотра и измерения сварного соединения с двух сторон его контроль следует производить в порядке, предусмотренном изготовителем (разработчиком).
9.17.8 Ультразвуковая дефектоскопия и радиографический контроль проводятся в целях выявления внутренних дефектов сварных соединений: трещин всех видов и направлений, непроваров по сечению и в корне шва, газовых пор, газовых, вольфрамовых, шлаковых, окисных и других включений.
9.17.9 При выполнении радиографического контроля сварных швов оборудования и трубопроводов уровни качества принимать:
- для стали, никеля, титана и их сплавов - уровень качества В по ГОСТ Р ИСО 5817;
- для алюминиевых сплавов - уровень качества В по ГОСТ Р ИСО 10042.
9.17.10 Неразрушающие (физические) методы контроля (ультразвуковая дефектоскопия, радиографический контроль, оба метода в сочетании) выбирают исходя из возможности обеспечения более полного и точного выявления недопустимых дефектов с учетом особенностей физических свойств металла, а также с учетом освоенности данных методов контроля для конкретного вида сварных соединений.
При этом учитывают требования ИСО 17636:2003 [106] и ИСО 17640:2010 [107].
9.17.11 Контролю неразрушающими (физическими) методами следует подвергать не менее 10% сварных швов, но не менее двух швов от общего числа однотипных.
Для сварных соединений трубопроводов с патрубками сосудов и аппаратов оборудования, эксплуатирующегося на опасных производственных объектах, - не менее одного шва из числа однотипных. Контроль следует производить по всей длине соединения.
9.17.12 Перед контролем соответствующего участка сварные швы должны быть замаркированы так, чтобы их можно было легко обнаружить и различить на картах неразрушающего контроля и радиографических снимках.
9.17.13 Радиографический контроль следует выполнять по ГОСТ 7512.
В сварных швах не допускаются следующие дефекты:
- трещины всех видов и направлений;
- непровары по сечению соединения;
- непровары в корне шва при одностороннем кольцевом шве без подкладного кольца глубиной свыше 20% минимальной толщины стенки трубы или более 2 мм включительно и суммарной протяженностью более 20% длины сварного шва;
- газовые поры, расположенные в виде сплошной сетки;
- газовые, вольфрамовые, шлаковые и окисные включения выше норм, приведенных в таблице 41.
Таблица 41 - Нормы допустимых дефектов
В миллиметрах
Виды дефектов сварных швов | Размеры дефектов на 100 длины шва трубопровода для всех металлов |
Единичные газовые, шлаковые и вольфрамовые включения | Единичные включения размером для толщины - до 3 включ. - 0,5 - св. 3 " 6 " - 1,5; - " 6 " 10 " - 1,0; - " 10 - 2,5 в количестве не более 4 шт. на расстоянии между включениями не менее четырехкратного наибольшего размера включения |
Скопление мелких пор, шлаковых и вольфрамовых включений несплошного характера | Не более двух скоплений при количестве включений не более 8 шт. на площади не менее 1 см - до 3 включ. - 0,25 - " 3 " 10 " - 0,15 - " 10 - не более 1,2 |
Цепочка газовых, шлаковых и вольфрамовых включений несплошного характера | Одна цепочка протяженностью не более 30 с размерами отдельных включений, для толщины - до 3 включ. - 0,25 - св. 3 " 10 " - 0,15 - " 10 - 0,1 |
Окисные включения (только для алюминиевых сплавов) | Протяженностью не более 4 в количестве не более 3 шт. при расстоянии между ними не менее 15 и глубиной не более 0,2 |
9.17.14 Количество пор и включений диаметром до 0,2 включительно, но не более 0,3 мм включительно, не регламентируется (где
- толщина металла, мм - см. таблицу 41).
9.17.15 Суммарная протяженность дефектных участков не должна превышать 30 мм включительно на 100 мм длины шва при расстоянии не менее 20 мм между скоплениями, цепочками и окисными включениями или 30% длины сварного шва.
9.17.16 При длине сварного шва не менее 100 мм количество дефектов уменьшается пропорционально длине сварного шва.
9.17.17 Размеры включений и пор неправильной формы следует определять как для круглых с равновеликой площадью.
9.17.18 Радиографический контроль и ультразвуковая дефектоскопия стыковых сварных соединений могут быть заменены другим методом неразрушающего контроля в установленном порядке.
9.17.19 При невозможности проведения радиографического контроля или ультразвуковой дефектоскопии из-за недоступности отдельных сварных соединений или при неэффективности этих методов контроля (в частности, швов приварки штуцеров и труб внутренним диаметром до 100 мм включительно) контроль качества таких сварных соединений следует производить другими методами.
Указания об использованном методе и результаты контроля следует заносить в паспорт сосуда.
9.17.20 Ультразвуковая дефектоскопия сварных соединений по ГОСТ 14782.
Допускаемые несплошности по таблице 42.
Таблица 42 - Допускаемые несплошности
Размеры в миллиметрах
Толщина сварного соединения | Эквивалентная площадь одиночных несплошностей, мм | Макс. допустимое число фиксируемых одиночных несплошностей на любых 100 протяженности сварного шва | ||||
Мин. фиксируемая | Макс. допустимая | |||||
От | 2 | до | 3 включ. | 0,30 | 0,60 | 6 |
Св. | 3 | " | 4 " | 0,45 | 0,90 | |
" | 4 | " | 5 " | 0,60 | 1,20 | 7 |
" | 5 | " | 6 " | |||
" | 6 | " | 9 " | 0,90 | 1,80 | |
" | 9 | " | 10 " | 1,20 | 2,50 | 7 |
" | 10 | " | 12 " | 1,20 | 2,50 | 8 |
" | 12 | " | 18 " | 1,80 | 3,50 | |
" | 18 | " | 26 " | 2,50 | 5,00 | |
" | 26 | " | 40 " | 3,50 | 7,00 | 9 |
" | 40 | " | 60 " | 5,00 | 10,00 | 10 |
" | 60 | " | 80 " | 70,00* | 15,00 | 11 |
" | 80 | " | 120 " | 10,00 | 20,00 | |
________________
* Письмом Росстандарта от 10.03.2022 г. N 594-ОГ/03 разъясняется, что "В таблице 42 п. 9.17.20 ГОСТ Р 54892-2012, допущена опечатка". Следует читать: 7,00. - .
Окончание таблицы 42
Размеры в миллиметрах
Толщина сварного соединения | Протяженность несплошностей, не более | |||||
Суммарная в корне шва | Одиночных в сечении шва | |||||
От | 2 | до | 3 | включ. | 20%* внутреннего периметра соединения | Не более условия протяженности максимально допустимой эквивалентной несплошности |
Св. | 3 | " | 4 | " | ||
" | 4 | " | 5 | " | ||
" | 5 | " | 6 | " | ||
" | 6 | " | 9 | " | ||
" | 9 | " | 10 | " | ||
" | 10 | " | 12 | " | ||
" | 12 | " | 18 | " | ||
" | 18 | " | 26 | " | ||
" | 26 | " | 40 | " | ||
" | 40 | " | 60 | " | ||
" | 60 | " | 80 | " | ||
" | 80 | " | 120 | " | ||
________________
* Письмом Росстандарта от 10.03.2022 г. N 594-ОГ/03 разъясняется, что "В таблице 42 п. 9.17.20 ГОСТ Р 54892-2012, допущена опечатка". Следует читать: 2%. - .
9.17.21 Нормы эквивалентной площади одиночных несплошностей в таблице 42 приведены для отверстий с плоским дном по ГОСТ 14782.
Допускается контроль по другим отражателям, если обеспечена идентичность их эквивалентной площади, подтвержденная процедурами пересчета, предусмотренными ГОСТ 14782, или свидетельством об аттестации используемого отражателя и образца, выданным специализированной организацией в области контроля.
9.17.22 При выявлении недопустимых дефектов в сварных соединениях, подвергаемых радиографическому контролю или ультразвуковой дефектоскопии, обязательному контролю тем же методом подлежат все однотипные сварные швы этого изделия, выполненные данным сварщиком, по всей длине сварного соединения.
При выявлении дефектов вновь необходимо сварщика от работы отстранить и направить на переаттестацию, а дефектные сварные швы подвергнуть ремонту установленными методами.
9.17.23 Капиллярный контроль и магнитопорошковая дефектоскопия сварных швов являются дополнительными методами контроля, устанавливаемыми чертежами и/или нормативными документами в целях определения поверхностных или подповерхностных дефектов.
9.17.24 Капиллярный контроль следует проводить по ГОСТ 18442 по методикам, согласованным в установленном порядке.
Магнитопорошковую дефектоскопию следует проводить по ГОСТ 21105.
При выполнении капиллярного контроля и магнитопорошковой дефектоскопии следует учитывать требования ИСО 17638:2003 [108].
9.17.25 Класс и уровень чувствительности капиллярного контроля и магнитопорошковой дефектоскопии устанавливаются чертежами и нормативными документами.
9.17.26 Контроль стилоскопированием следует проводить в целях подтверждения соответствия легирования металла деталей и сварных швов требованиям чертежей и нормативных документов.
9.17.27 Стилоскопированию подвергать:
- все свариваемые детали (части конструкций), которые по чертежу должны изготавливаться из легированной стали;
- металл шва всех сварных соединений труб, которые должны выполняться легированным присадочным материалом;
- сварочные материалы.
9.17.28 Стилоскопирование проводят по ПБ 03-584-00* [109] по инструкции, согласованной в установленном порядке.
________________
* Вероятно, ошибка оригинала. Следует читать: ПБ 03-584-03, здесь и далее по тексту. - .
9.17.29 Контроль механических свойств, испытания на стойкость против МКК, против образования холодных и горячих трещин, на содержание ферритной фазы и металлографические исследования сварных соединений должны проводиться на образцах, изготовленных из контрольных сварных соединений.
9.17.30 Контрольные сварные соединения должны воспроизводить одно из стыковых сварных соединений, определяющих его прочность, а также кольцевые швы, не имеющие продольных швов.
Контрольные сварные соединения должны быть идентичны контролируемым производственным сварным соединениям (по маркам стали, толщине листа или размерам труб, форме разделки кромок, методу сварки, сварочным материалам, положению шва, режимам и температуре подогрева, термообработке) и выполнены тем же сварщиком и на том же сварочном оборудовании одновременно с контролируемым производственным соединением.
9.17.31 При сварке контрольных соединений (пластин), предназначенных для проверки механических свойств, проведения испытания на стойкость против МКК и металлографических исследований, пластины следует прихватывать к свариваемым элементам так, чтобы шов контрольных пластин являлся продолжением шва свариваемого изделия.
9.17.32 Угол изгиба сварных соединений и величина просвета при сплющивании образцов, вырезанных из сварных труб, по таблице 43.
Таблица 43 - Допускаемые нормы механических свойств
Размеры в миллиметрах
Материал сварного соединения | Толщина металла | Угол изгиба при способе сварки, не более | Величина просвета при сплющивании, не более | ||
Ручная дуговая | Газовая | Аргонодуговая | |||
Углеродистая сталь | Независимо от толщины | 100° | 70° | - | Трехкратной толщины стенки трубы |
Аустенитная сталь | До 5 включ. | 120° | - | 120° | |
Св. 5 | 100° | 100° | |||
Латуни марки Л63, ЛЖМц-59-1-1 | До 5 включ. | - | 160° | - | 35% внутреннего диаметра трубы |
Св. 5 | 140° | ||||
Медь марки МЗР | Независимо от толщины | - | 160° | Однократной толщины стенки трубы | |
Алюминиевый сплав АМцС | До 5 включ. | ||||
Св. 5 | 120° | Двукратной толщины стенки трубы | |||
Алюминиевые сплавы АМг2, АМг5 | До 10 включ. | 100° | |||
Св. 11 " 15 " | 70° | Семикратной толщины стенки трубы | |||
"15 " 20 " | 40° | ||||
9.17.33 Измерение твердости металла шва сварного соединения для проверки качества термической обработки сварных соединений следует проводить по ГОСТ 9012, ГОСТ 9013, ГОСТ 18661 и другим нормативным документам.
9.17.34 Измерению твердости подлежит металл шва сварных соединений, выполненных из легированных теплоустойчивых сталей перлитного и мартенситно-ферритного классов методом и в объеме, установленными нормативными документами.
9.17.35 Механические испытания сварных швов следует проводить по ГОСТ 6996.
Предел прочности сварных соединений при испытании на статическое растяжение должен быть не менее:
- 90% предела прочности основного металла для соединений из алюминиевого сплава АМцС;
- 80% предела прочности основного металла для соединений из алюминиевого сплава АМг5;
- минимально допустимого предела прочности основного металла, указанного в стандарте или технических условиях на соответствующий сортамент для соединений из углеродистой и высоколегированной сталей, выполненных ручной дуговой сваркой и механизированной в среде защитных газов.
При этом следует учитывать требования ИСО 5173:2009 [110].
9.17.36 Испытания сварных соединений на стойкость против МКК следует проводить по требованиям чертежей по ГОСТ 6032.
9.17.37 Испытания сварных соединений на стойкость против образования горячих трещин следует проводить по требованиям чертежей ГОСТ 26389.
9.17.38 Испытания сварных соединений на стойкость против образования холодных трещин следует проводить по требованиям чертежей ГОСТ 26388.
9.17.39 Контроль сварных соединений на содержание ферритной фазы в металле шва и наплавленном металле следует проводить по требованиям нормативных документов и чертежей ГОСТ 11878.
Контроль следует проводить по методике, утвержденной в установленном порядке.
9.17.40 При необходимости допускается проводить контроль сварных швов методом вскрытия по ГОСТ 3242.
Контроль следует проводить по методике, утвержденной в установленном порядке.
9.18 Контроль качества паяных соединений
9.18.1 Контроль качества паяных соединений должен обеспечивать выполнение требований чертежей, технологических процессов и настоящего стандарта.
9.18.2 Контролю подвергаются:
- припои и флюсы перед пайкой на соответствие их стандартам или ТУ по сертификатам;
- качество подготовки поверхностей под пайку;
- качество выполнения сборки соединения;
- режим выполнения пайки;
- качество удаления остатков флюса;
- качество паяного соединения.
9.18.3 Контроль качества паяного соединения следует проводить согласно требованиям чертежей, настоящего стандарта и технологического процесса методами:
- визуальным осмотром с применением лупы не менее 5-кратного увеличения;
- испытанием на прочность и плотность;
- макроисследованием для определения глубины пропая.
Примечание - Шлифы для макроисследования следует вырезать из контрольных образцов, выполненных паяльщиком перед началом пайки.
9.18.4 В паяных соединениях не допускаются следующие дефекты:
- наружные, отдельно расположенные поры и шлаковые включения диаметром более 0,3 мм в количестве более указанных в таблице 44;
Таблица 44 - Допускаемые нормы наружных дефектов пайки
В миллиметрах
Диаметр трубы паяного соединения | Суммарное количество допустимых пор и шлаковых включений диаметром более 0,3 | Расстояние между порами и шлаковыми включениями, не более |
От 4 до 8 включ. | 1 | - |
Св. 8 " 18 " | 2 | 10 |
"18 " 30 " | 3 | |
Св. 30 на каждые 100 шва | 4 |
- непропай более 20% минимальной глубины пайки или нахлестки, если она превышает минимальную глубину пропая, по таблице 45;
Таблица 45 - Допускаемые нормы непропая
В миллиметрах
Материал паяного соединения | Марка припоя | Глубина пропая, не менее |
Медь + медь | ЛК62-0,5 | 4 |
ПСр-25, ПСр-12М | 12 | |
Медь + латунь | 5 | |
Медь + углеродистая сталь | Л63 | |
ПСр-25 | 12 | |
Медь + аустенитная сталь | ПСр-40, ПСр-45 | 6 |
Латунь + малоуглеродистая сталь | ПСр-25 | |
Латунь + аустенитная сталь | ПСр-40, ПСр-45 | 10 |
- мелкая несплошная поверхностная сыпь протяженностью более 20% длины шва, причем размер отдельного дефекта превышает 0,1 мм;
- отсутствие галтели на длине более 15% длины шва, паянного серебряным припоем;
- наплывы припоя на длине более 20% длины шва.
9.18.5 В соединениях, паянных медно-цинковыми припоями, отсутствие галтели не допускается.
9.19 Исправление дефектов сварных соединений
9.19.1 Исправление дефектов сварных соединений следует производить по технологическим процессам, разработанным с учетом требований действующих нормативных документов и настоящего стандарта до начала работ и утвержденным в установленном порядке.
9.19.2 Исправление дефектов сварных соединений следует производить с применением тех же способов сварки и присадочных материалов, что и при сварке этих швов.
Дефекты в сварных швах, выполненных автоматической сваркой, допускается исправлять ручной дуговой сваркой покрытыми электродами.
9.19.3 Выявленные дефекты следует устранять следующими способами:
- непровары, пористость, раковины и прочие дефекты - выборкой дефектного участка механическим способом с углом раскрытия от 60° до 70° и последующей сваркой;
- подрезы и кратеры - зачисткой и подваркой;
- наплывы - зачисткой до получения плавного перехода от сварного шва к основному металлу;
- трещины - заваркой с предварительной разделкой краев трещин механическим способом.
Перед разделкой необходимо засверлить отверстие сверлом диаметром от 3 до 5 мм включительно на расстоянии от 5 до 10 мм включительно от видимого конца трещины в сторону целого металла.
Угол раскрытия разделки трещины от 60° до 70° включительно.
9.19.4 При толщине металла не более 3 мм включительно допускается исправлять дефекты заваркой без их выборки, предварительно зачистив поверхность механическим способом, а перед заваркой трещины ее концы засверлить сверлом диаметром от 2 до 2,5 мм включительно.
Усиление шва, в котором обнаружены недопустимые дефекты, удалить.
9.19.5 При удалении сквозных или глубоко залегающих дефектов сварного шва при толщине более 3 мм допускается несквозная разделка с углом раскрытия краев от 60° до 70° включительно. Толщина оставшейся при этом перемычки не должна превышать 1,5 мм включительно.
9.19.6 Ширина шва после подварки не должна превышать двойную ширину шва до подварки.
9.19.7 Исправление дефектов на одном и том же свариваемом участке допускается не более двух раз, после чего дефектный сварной шов следует полностью вырезать и заменить.
9.19.8 Исправление дефектов подчеканкой запрещается.
9.19.9 При невозможности ремонта корня сварного шва отрезок трубы вместе с подкладным кольцом надо вырезать и заменить новым.
Если радиографический контроль покажет, что сварной шов пересекает подкладное кольцо, выполняется такая же замена.
9.19.10 В случае выполнения ремонта, связанного с повреждением провара, требуется восстановление сварного шва.
Для сталей углеродистых и аустенитного класса с каждой стороны зоны проплавления следует снимать 1 см металла.
Для алюминиевых сплавов снимается 3 см.
9.19.11 После исправления дефектов сварные швы необходимо подвергнуть контролю визуальным осмотром, физическими методами и испытанием на прочность и плотность согласно требованиям чертежей и настоящего стандарта.
9.20 Исправление дефектов паяных соединений
9.20.1 Дефекты, размеры которых превышают нормативно допускаемые, должны быть исправлены перепайкой дефектных участков или всего паяного шва.
Исправление дефектов следует производить по технологическому процессу, разработанному с учетом требований настоящего стандарта, технических регламентов (норм и правил) и нормативных правовых актов до начала выполнения работ и утвержденному в установленном порядке.
9.20.2 Исправление дефектных паяных соединений медных труб диаметром до 30 мм включительно и толщиной стенки не более 1 мм включительно производят путем однократной подпайки. Перепайка таких соединений не допускается.
В остальных случаях исправление дефектных швов соединений труб, паянных серебряными припоями, следует производить путем подпайки.
Допускается производить не более двух подпаек.
Полную перепайку шва допускается производить один раз.
Перепайкой допускается исправлять дефектные швы паяных соединений труб диаметром до 30 мм включительно и толщиной стенки не выше 1 мм включительно, а также при диаметре свыше 30 мм, если суммарная длина дефектного участка более 30% длины паяного шва.
9.20.3 Паяные швы, подлежащие перепайке, необходимо распаять, очистить от старого припоя пламенем горелки или механическим способом, подготовить, вновь собрать и запаять в соответствии с требованиями чертежей и настоящего стандарта.
Подпайку дефектных швов следует производить с перекрытием дефектного участка на длину не менее чем от 8 до 10 мм в каждую сторону.
9.20.4 После исправления дефектов паяные соединения следует проверить в соответствии с требованиями чертежей и настоящего стандарта.
9.20.5 Подчеканка дефектов паяного соединения не допускается.
Не допускается перепайка швов, паянных медно-цинковыми припоями.
10 Монтаж оборудования
10.1 Общие положения
10.1.1 При выполнении работ (оказании услуг) по монтажу оборудования следует руководствоваться указаниями настоящего стандарта, технической и монтажной документацией, РЭ, ТУ или ТЗ, ИМ технического изделия, проектом размещения оборудования, действующими техническими регламентами (нормами и правилами) и нормативными правовыми актами.
Следует учитывать требования ГОСТ Р 52630, ПБ 03-576-03 [6], ПБ 03-585-03 [3], РД 10-235-98 [111] и РД 09-364-00 [112].
10.1.2 Для организации работ по монтажу оборудования, трубопроводов и арматуры необходимо подготовить следующие документы:
- проект производства монтажных работ;
- ИМ на блоки, оборудование, системы и техническое изделие;
- техническую и монтажную документацию изготовителей на машинное оборудование;
- техническую и монтажную документацию изготовителей на технологическое оборудование;
- проект размещения оборудования на станции разделения воздуха.
Кроме того, необходимо разработать следующие документы Папки оборудования:
- общий перечень транспортабельных блоков, узлов, аппаратов, арматуры, машинного и другого оборудования, поставляемых на монтажную площадку;
- перечень аппаратов и арматуры, обезжиренных изготовителями, а также отдельно - подлежащих обезжириванию перед монтажом;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- график передачи технологического, машинного оборудования, арматуры и металлоконструкций в монтаж;
- расчетную потребность в рабочей силе и подъемно-транспортных средствах для монтажа тяжеловесного оборудования;
- расчетную потребность в материалах и ресурсах;
- другие документы (при необходимости).
10.1.3 Перед началом работ по монтажу оборудования и арматуры провести совещание и рассмотреть Папку оборудования в следующем составе:
- документы, перечисленные в 10.1.2;
- перечень производственного персонала, выполняющего монтажные работы, с копиями действующих на все время выполнения работ квалификационных удостоверений;
- перечень инженерно-технических работников и ответственных лиц, обеспечивающих выполнение монтажа, с копиями их действующих на все время выполнения работ квалификационных удостоверений;
- журналы, перечисленные в 4.19 настоящего стандарта;
- акты исполнительной документации по РД-11-02-2006 [11];
- акты освидетельствования скрытых работ;
- акты освидетельствования ответственных объектов и конструкций;
- акты на приемку фундаментов под монтаж оборудования;
- акты на приемку сооружений (помещений) под монтаж оборудования;
- акты готовности опорных конструкций под монтаж оборудования;
- акты наружных осмотров оборудования (арматуры);
- акты о выявленных дефектах оборудования (арматуры);
- акты обезжиривания оборудования и арматуры;
- формы нарядов-допусков на производство работ в зонах действия опасных и вредных факторов;
- формы актов на приемку оборудования в монтаж;
- формы актов осмотра оборудования и арматуры при получении в монтаж;
- формы актов обезжиривания оборудования и арматуры перед монтажом;
- формы актов на выверку ректификационных колонн;
- формы актов на загрузку адсорбента/реагента и установку фильтрующих элементов;
- формы промежуточных актов контроля расположения аппаратов в блоке и выверки взаимного расположения аппаратов;
- формы актов испытаний оборудования;
- форма акта выполнения проверок по монтажным работам;
- другие документы (при необходимости).
10.1.4 Получаемое в монтаж оборудование и арматуру следует хранить в установленном месте в соответствии с указаниями настоящего стандарта, сопроводительной документации и маркировки, нанесенной на него.
10.1.5 Загрязненное оборудование и арматуру перед монтажом вымыть пресной чистой водой и продуть чистым сухим без масла воздухом.
10.1.6 При транспортировании, погрузочно-разгрузочных работах, операциях сборки и монтажа оборудования и арматуры принимать все меры предосторожности против повреждения окраски.
При ее нарушениях необходимо восстановить грунтовку и окраску и устранить любые другие дефекты покрытия. Восстановление покрытия рекомендуется выполнять на уровне земли перед подъемом оборудования.
10.1.7 Сборку нетранспортабельных блоков, аппаратов, состоящих из укрупненных сборок и узлов, а также изготовление укрупненных монтажных сборок трубопроводов следует производить на месте монтажа.
Эти работы проводят по монтажной документации, прилагаемой к оборудованию либо разработанной и утвержденной в установленном порядке до начала выполнения работ.
10.1.8 Работы по монтажу машинного и технологического оборудования необходимо вести в соответствии с технической и монтажной документацией изготовителей, РЭ, ИМ и проектом размещения оборудования.
Конкретный порядок должен быть разработан в ППРм до начала монтажа.
10.1.9 Монтаж аппаратов в блоках необходимо вести в соответствии с указаниями монтажных чертежей и ИМ блока. Если в чертежах не оговорены предельные отклонения установочных размеров оборудования, эти отклонения от размеров в плане и по высотным отметкам не должны превышать значений, указанных в таблице 46, а на угловые размеры - ±2°.
Таблица 46 - Предельные отклонения установочных размеров
В миллиметрах
Номинальные размеры | До 5000 включ. | Св. 5000 до 10000 включ. | Св. 10000 |
Предельные отклонения | ±5 | ±8 | ±10 |
10.1.10 Проведение работ, связанных с нагревом аппаратов и элементов, прошедших ранее термическую обработку, без согласования с их изготовителем (разработчиком) не допускается.
10.1.11 Сборка трубопроводов должна исключать любые натяги и нагрузки на патрубки оборудования и фланцы арматуры.
10.1.12 Арматуру, устанавливаемую на трубопроводах посредством сварки, следует монтировать непосредственно на площадке для обеспечения наилучшего положения ее при эксплуатации и обслуживании.
При сварке корпусов клапанов запорные органы оставляют открытыми во избежание деформации и повреждений.
Перед сваркой необходимо удалить внутренние детали у клапанов с малым поперечным сечением и клапанов высокой герметичности.
10.1.13 При отрезке заглушек патрубков следует применять методы, исключающие попадание стружки, грязи и пыли во внутренние полости аппаратов.
Во время монтажа открытые патрубки аппаратов, арматуры и трубопроводов должны быть закрыты и защищены от попадания грязи, пыли и влаги заглушками, крышками, полиэтиленовой пленкой или другими способами до завершения работ.
10.1.14 При монтаже аппаратов не допускается применение инструмента и приспособлений, которые могут повредить их наружную поверхность.
10.1.15 После монтажа в блоке и выверки взаимного расположения аппаратов, требующих их установки в строго определенном положении, составляют акт контроля расположения аппаратов в блоке по установленной форме (оформляется в соответствии с приложением X).
Допускается составление промежуточных актов на отдельно установленные аппараты блока по той же форме.
10.1.16 После монтажа оборудования и трубопроводов криогенной системы составить акт контроля расположения оборудования криогенной системы по установленной форме (оформляется в соответствии с приложением X).
10.1.17 После выполнения всех работ по монтажу оборудования следует провести повторное совещание, на котором необходимо рассмотреть оформленные документы и утвердить Папку оборудования.
10.2 Монтаж каркасов, кожухов и опор под аппараты
10.2.1 Порядок монтажа каркасов, кожуха и опор под аппараты следует вести в соответствии с ИМ, проектом размещения, технической и монтажной документацией изготовителей.
10.2.2 Предельные отклонения при монтаже каркасов, кожухов и опор под аппараты указаны в таблице 47.
Таблица 47 - Предельные отклонения каркасов и опор
В миллиметрах
Контролируемые параметры | Предельное отклонение, не более |
Горизонтальность фундамента под опорной поверхностью: | |
- на погонную длину 1000; | 2 |
- на всю длину | 10 |
Горизонтальность изоляционных прокладок: | |
- на погонную длину 1000; | 2 |
- на всю длину | 10 |
Горизонтальность опорных рам и опор: | |
- на погонную длину 1000; | 1 |
- на всю длину | 5 |
Вертикальность колонн каркаса и опор аппаратов: | |
- на погонную длину 1000; | 2 |
- на всю длину | 20 |
Вертикальность панелей кожуха: | |
- на 1000 высоты; | 2 |
- на всю высоту кожуха | 20 |
Смещение верхних плоскостей двух соединений панелей по высоте на погонную длину 1000 | 3 |
10.2.3 При монтаже и выверке опор под аппараты, каркасы и аппаратов на опорах следует использовать металлические подкладки, соответствующие по размерам и конфигурации опорной поверхности аппаратов.
Материал подкладок должен соответствовать материалу опор.
Максимальная высота подкладок в опоре принимается по монтажным чертежам, но не более 35 мм включительно.
10.2.4 После выверки аппаратов необходимо произвести подливку опор бетоном, при этом размеры металлических подкладок не регламентируются.
10.2.5 После завершения работ по монтажу каркасов, кожухов и опор оформляют акт готовности опорных конструкций под монтаж оборудования по установленной форме (оформляется в соответствии с приложением Ц).
10.3 Монтаж ректификационных колонн
10.3.1 Ректификационные колонны представляют собой тонкостенные сосуды с расположенными внутри тарелками или насадками.
Колонны имеют значительные габариты и вес.
С ними следует обращаться с максимальной осторожностью.
10.3.2 Сборку и монтаж ректификационных колонн следует производить в соответствии с указаниями технической документации изготовителя, проектом размещения оборудования, настоящего стандарта, РЭ и ИМ.
10.3.3 Ректификационные колонны тарельчатого типа (ситчатые, колпачковые, поперечно-точные и т.п.) прибывают на монтаж:
- аппаратами полной заводской готовности, испытанными, обезжиренными и законсервированными для доставки на монтажную площадку;
- отдельными царгами (сборочными единицами) с расположенными в них тарелками полной заводской сборки, обезжиренными, упакованными и законсервированными для доставки на монтажную площадку с целью завершающей сборки аппарата, испытания колонны в целом и монтажа в блок.
10.3.4 Ректификационные колонны с каркасом или без каркаса зачаливать строго за места, указанные на корпусе.
Транспортирование колонн до места хранения, а также хранение допускается осуществлять только на транспортных опорах.
10.3.5 Хранение колонн следует производить на ровной площадке с бетонным или другим твердым покрытием, не допуская провисания корпуса.
10.3.6 От транспортных опор и дощатой обшивки ректификационные колонны следует освобождать только перед установкой в блок.
10.3.7 Металлический каркас с колонн снимают после окончания монтажа трубопроводов. При проведении монтажных работ во избежание образования вмятин корпуса и деформации тарелок следует избегать соприкосновения посторонних предметов с обечайкой колонны.
10.3.8 Качество установки верхней колонны следует проверять по горизонтальности верхней тарелки.
Положение тарелки определяют по положению зига обечайки.
Горизонтальность верхней тарелки следует проверять гидростатическим уровнем по рисунку Ш.1 (приложение Ш).
Допускается проверку горизонтальности производить другими методами (оптико-геодезическим и т.п.).
Измеренное отклонение верхней тарелки от горизонтальности не должно быть более величин, указанных в ИМ.
10.3.9 Повторную проверку качества установки колонн (по указанию изготовителя) следует производить после холодной опрессовки блока разделения.
10.3.10 Нижнюю колонну необходимо монтировать в следующем порядке:
- установить колонну вертикально по отвесу:
а) для колонн диаметром до 1000 мм включительно и высотой не более 8 м включительно отклонение корпуса от вертикали должно быть не более 2 мм на 1 м, но не более 5 мм включительно на всю высоту аппарата;
б) для колонн высотой более 8 м отклонение от вертикали на всю высоту колонны должно быть не более 10 мм включительно;
в) для колонн диаметром более 1000 мм отклонение от вертикали должно быть не более 2 мм на 1 м, но не более 10 мм включительно на всю высоту аппарата;
- по возможности произвести осмотр нижней и верхней тарелки на отсутствие видимых деформаций и повреждений.
10.3.11 После монтажа и контроля составляется акт на выверку ректификационной колонны по установленной форме (оформляется в соответствии с приложением Щ).
10.4 Монтаж ректификационных насадочных колонн
10.4.1 Ректификационные колонны насадочного типа прибывают на монтаж в следующих видах:
- колонны полной заводской сборки, испытанные, обезжиренные и законсервированные для транспортирования и хранения до монтажа;
- колонны частичной заводской сборки, поставляемые в виде отдельных царг (обечаек), заполненных насадкой, обезжиренные и законсервированные для транспортирования и хранения до окончательной сборки и монтажа в блок;
- колонны, поставляемые отдельными узлами и деталями для полной сборки на монтажной площадке и монтажа в блок.
10.4.2 Как правило, внутренние элементы поставляются отдельными узлами и деталями колонн и собираются на месте монтажа.
Насадка поставляется в закрытых деревянных ящиках на поддонах.
Распределители, опоры под насадку, опорные решетки, коллекторы и другие детали транспортируются упакованными на открытых поддонах, закрепленные упаковочной лентой.
Корпуса колонн доставляются без дополнительной упаковки с герметично закрытыми патрубками.
После доставки на монтажную площадку узлы ректификационной колонны необходимо тщательно осмотреть на предмет нарушения упаковки и наличия дефектов.
Все дефекты заносят в акт (см. приложение Ж) и, при необходимости, по ним принимается решение о допуске к сборке только по согласованию с изготовителем (разработчиком).
10.4.3 Ящики с насадкой следует открывать непосредственно перед началом ее монтажа в колонну. О замеченных дефектах насадки составляется акт (см. приложение Ж), и по согласованию с изготовителем (разработчиком) принимают решение о допуске такой насадки к сборке.
10.4.4 Поддоны с насадкой и внутренними устройствами при хранении не рекомендуется укладывать один на другой.
10.4.5 Все сборочные единицы и детали перед сборкой колонны следует проверить на отсутствие грязи или повреждений поверхности. Во время сборки обращаться с уплотняемыми поверхностями следует особо аккуратно.
10.4.6 Отклонение колонны от вертикальной оси должно быть выдержано в соответствии с требованиями ИМ блока, но не более 0,3%, как по отдельным секциям, так и по всей высоте колонны.
10.4.7 Конкретный порядок сборки царг или отдельных элементов и насадок в корпус колонны необходимо вести в соответствии с указаниями ИМ изготовителя.
10.4.8 Диаметры колонны должны быть измерены и не должны превышать зоны допусков, указанной в таблице 48.
Таблица 48 - Нормы зоны допусков колонн
В миллиметрах
Диаметры колонн | 200-699 | 700-1299 | 1300-2099 | 2100-4099 | 4100-6099 | 6100-10000 |
Максимальные размеры зоны допусков | ±2 | ±4 | ±6 | ±8 | +10 | +15 |
Если внутренний диаметр колонны оказался вне указанной зоны допусков, то, по согласованию с изготовителем (разработчиком), решается вопрос о замене поставленных насадок и внутренних устройств или дополнительной их подгонке.
10.4.9 После монтажа следует составить акт на выверку ректификационной колонны по установленной форме (оформляется в соответствии с приложением Щ).
10.5 Монтаж теплообменных аппаратов
10.5.1 Порядок монтажа теплообменных аппаратов (конденсаторов, теплообменников, переохладителей) должен соответствовать указаниям настоящего стандарта, РЭ и ИМ.
10.5.2 При сборке сосудов и аппаратов с трубопроводами необходимо исключить любые натяги и нагрузки на штуцера.
10.5.3 При испытании трубчатых теплообменников перед монтажом на плотность необходимо выявить все дефектные трубки. Эти трубки, в зависимости от типа и марки материала аппарата, следует заглушить способами, указанными на рисунках Э.1, Э.2, Э.3, Э.4 и Э.5 (приведены в приложении Э).
10.5.4 Монтаж ПРТ следует производить при условиях, исключающих попадание влаги внутрь полостей аппарата.
Для исключения попадания влаги в случае монтажа в зимнее время любые теплообменные аппараты, доставленные на монтаж со склада, перед срезкой транспортных заглушек необходимо выдержать на монтажной площадке при температуре окружающего воздуха не менее 6 ч.
10.5.5 ПРТ со срезанными транспортными заглушками не должны выдерживаться до начала монтажа более 10 ч.
10.5.6 Теплообменные аппараты после монтажа в блок необходимо проверить на вертикальность.
Отклонение от вертикали допускается не более 2 мм включительно на 1 м высоты аппарата, но не более 10 мм включительно на всю высоту.
10.5.7 Теплообменные аппараты после завершения монтажа и обвязки трубопроводами следует испытать на прочность пневматически в соответствии с указаниями чертежей с соблюдением всех мер по технике безопасности.
Испытания проводят для каждой полости отдельно, причем во время испытаний остальные полости не должны находиться под давлением.
Эти условия выдерживаются путем переключений арматуры на соответствующих трубопроводных линиях БРВ.
Порядок и условия испытаний теплообменных аппаратов должны быть описаны в ИМ.
При этом также следует контролировать давление в смежных полостях и не допускать его превышения сверх установленных пределов.
Испытания начинают с полости, работающей под наиболее высоким давлением, и далее ведут испытания полостей в порядке убывания давления.
Темп подъема и сброса давления при испытаниях необходимо строго выдерживать: не более 0,05 МПа (0,5 кгс/см) включительно за 1 мин.
10.5.8 Испытания теплообменных аппаратов рекомендуется проводить в следующем порядке:
- повысить давление в испытываемой полости до уровня 50% рабочего давления в аппарате, контролируя величину давления в смежных полостях, и выдержать полость под этим давлением в течение не менее 15 мин, контролируя его падение;
- поэтапно увеличивать давление, прибавляя каждый раз по 10% рабочего давления в аппарате, с выдержкой на каждом этапе в течение не менее 15 мин, контролируя его падение;
- по достижении рабочего давления выдержать полость под этим давлением в течение не менее 15 мин, контролируя его падение, затем оставить эту полость под таким давлением.
10.5.9 Процедуру повторить поочередно для всех полостей, пока давления в них не достигнут своих рабочих значений.
Указанные величины давлений во всех полостях аппарата в целом выдерживаются в течение не менее 30 мин.
10.5.10 После этого снизить давления в полостях до 80% своих рабочих значений и провести технический осмотр всех соединений и наружной поверхности теплообменного аппарата в целом с нанесением на сварные швы мыльного раствора и подсветкой проблемных мест (при необходимости) лампой белого света мощностью не менее 60 Вт.
10.5.11 После проверки следует составить акты испытаний технологического оборудования по установленной форме (оформляются в соответствии с приложением М).
10.6 Монтаж адсорберов, фильтров и емкостного оборудования
10.6.1 Порядок монтажа адсорберов, фильтров, влагоотделителей, скрубберов и другого емкостного оборудования необходимо выдерживать в соответствии с указаниями настоящего стандарта, монтажных чертежей, РЭ и ИМ.
10.6.2 Адсорберы установок малой и средней производительности, смонтированные в БКО у изготовителя, могут поступать на монтаж с загруженными адсорбентами.
В этом случае испытывать эти аппараты следует только пневматически для исключения увлажнения адсорбентов.
10.6.3 Адсорбенты (цеолиты и т.п.) и реагенты (катализаторы и т.п.), применяемые для загрузки, должны соответствовать конструктивным особенностям и требованиям технической документации на аппараты.
10.6.4 Перед загрузкой в аппарат адсорбенты/реагенты (обязательно отечественного изготовления) необходимо проверить на влажность и насыпной вес согласно сопроводительным документам на них, а также просеять на сите для удаления пыли и мелких частиц с отметкой в монтажном акте.
10.6.5 Перед загрузкой адсорбентов/реагентов аппараты следует просушить, продуть и выполнить контрольную проверку внутренних поверхностей на предмет отсутствия влаги и конденсата.
10.6.6 Непосредственно перед загрузкой отобрать по три образца адсорбентов/реагентов, засыпаемых в каждый аппарат, и передать их по акту заказчику (эксплуатирующей организации) для проведения сравнительных анализов в дальнейшем во время эксплуатации.
10.6.7 При загрузке адсорбентов в адсорберы, монтируемые вне здания, следует исключить попадание внутрь аппаратов капельной влаги.
Загрузка адсорбентов во время выпадения атмосферных осадков без применения защитных устройств не допускается.
10.6.8 Операции загрузки необходимо проводить максимально быстро, чтобы предотвратить насыщение адсорбента влагой из атмосферного воздуха.
После загрузки аппарат следует герметично закрыть.
Если заполнение производится за несколько дней до пуска ВРУ, адсорберы необходимо заполнить сухим азотом под давлением не выше 0,05 МПа (0,5 кгс/см) включительно для исключения увлажнения адсорбентов.
10.6.9 Запрещается засыпать адсорбент/реагент в аппарат с высотой более 1 м включительно напрямую, под действием силы тяжести. Для этого следует использовать специальные рукава или другие технологические приспособления, препятствующие его дроблению и измельчению.
10.6.10 При загрузке однослойного адсорбента в целях предотвращения его измельчения необходимо создавать поток сухого воздуха навстречу струе загружаемого адсорбента в засыпной трубе.
Расход воздуха должен быть таким, чтобы скорость падения адсорбента в трубе была минимальной (допускается выброс отдельных частиц адсорбента).
10.6.11 Нижние слои адсорбентов многослойных адсорберов осторожно выровнять, не допуская перемешивания слоев. Если имеется возможность, между слоями рекомендуется разместить мелкоячеистую нержавеющую сетку.
Верхний слой должен быть засыпан с таким расчетом, чтобы не допускать движения, измельчения и перемешивания адсорбентов во время эксплуатации.
10.6.12 Верхний слой адсорбента в адсорберах с нажимной крышкой следует тщательно выровнять.
10.6.13 На загрузку адсорбента/реагента должен быть составлен акт установленной формы (оформляется в соответствии с приложением Ю).
10.6.14 Фильтрующие элементы в фильтры и влагоотделители следует устанавливать после проведения испытаний этих аппаратов.
10.6.15 Фильтрующие элементы необходимо надежно закрепить в корпусе аппарата и предохранить от деформаций при сборке и разборке аппаратов.
10.6.16 На установку фильтрующих элементов каждого аппарата составляют акты установленной формы (оформляются в соответствии с приложением Я).
10.7 Монтаж насосов жидких криогенных продуктов
10.7.1 Монтаж насосов жидких криогенных продуктов и подготовительные работы, предшествующие монтажу, ведут в соответствии с указаниями технической документации изготовителей, монтажных чертежей, проекта размещения, РЭ, ИМ и настоящего стандарта.
10.7.2 Перед монтажом насоса необходимо провести его расконсервацию и обезжиривание в соответствии с указаниями РЭ и настоящего стандарта.
В формуляре насоса должна быть запись, указывающая дату и характер произведенной консервации у изготовителя.
После расконсервации насоса и его монтажа в формуляре делают соответствующие записи о расконсервации и обезжиривании.
10.7.3 При монтаже поршневых криогенных насосов необходимо соблюдать следующие требования:
- перед окончательным подсоединением насоса к БРВ убедиться в чистоте всех коммуникаций, ведущих к насосу;
- насос подсоединять согласно монтажно-технологической схеме, монтажным чертежам и указаниям РЭ в порядке, определяемом ИМ;
- при монтаже нагнетательной линии все медные прокладки рекомендуется предварительно отжечь;
- во время монтажа надо предохранять все коммуникации от попадания в них посторонних предметов, пыли, влаги и масла;
- при соединении кислородных линий необходимо соблюдать чистоту, все соединительные трубопроводы и детали перед сборкой должны быть обязательно обезжирены и просушены воздухом;
- после монтажа следует проверить плотность всех соединений, нагнетательных и всасывающих линий опрессовкой сухим воздухом на максимальное рабочее давление с соблюдением мер техники безопасности.
10.7.4 После монтажа насоса, проверки плотности соединений и устранения утечек цилиндровую группу необходимо тщательно заизолировать.
Люки кожуха и переходника насоса после забивки изоляции должны быть тщательно уплотнены крышками с резиновыми прокладками во избежание подсоса наружного воздуха, увлажняющего изоляцию.
10.7.5 Перед включением центробежного насоса следует убедиться, что его двигатель не вращается и самопроизвольный запуск исключен.
Включать его можно, только если насос не находится под давлением и прогрет до температуры окружающего воздуха.
10.7.6 Пуск насоса и его техническое обслуживание должны производиться согласно указаниям РЭ.
10.8 Монтаж турбодетандерных агрегатов
10.8.1 Монтаж турбодетандерных агрегатов и подготовительные работы, предшествующие монтажу, следует вести в соответствии с указаниями технической документации изготовителей, монтажных чертежей, проекта размещения оборудования, РЭ агрегата, ИМ и настоящего стандарта.
10.8.2 В формуляре на агрегат должна быть запись, указывающая дату и характер произведенной консервации у изготовителя.
После расконсервации агрегата и его монтажа в формуляре делают соответствующие записи о проделанных работах.
10.8.3 При монтаже оборудования турбодетандерного агрегата необходимо соблюдать следующие требования:
- при сборке и подсоединении турбодетандерного агрегата к БРВ убедиться в чистоте всех коммуникаций;
- агрегат подсоединять согласно монтажно-технологической схеме, монтажным чертежам и РЭ в порядке, определяемом ИМ;
- трубы маслосистемы следует прокладывать таким образом, чтобы исключить попадание масла на насос жидкого кислорода и кислородные коммуникации (размещать маслосистему и насос следует по разные стороны панели БРВ);
- все соединения труб маслосистемы должны быть герметичны;
- во время монтажа следует тщательно предохранять все коммуникации от попадания в них пыли, механических частиц, влаги и масла;
- необходимо проверять плотность всех соединений опрессовкой сухим воздухом нагнетательных и всасывающих линий на максимальное рабочее давление с соблюдением всех мер техники безопасности.
10.8.4 После проверки плотности соединений и устранения утечек турбина агрегата должна быть установлена в корпусе и тщательно заизолирована в соответствии с требованиями монтажных чертежей, РЭ и ИМ.
10.8.5 Пуск турбодетандерного агрегата и его техническое обслуживание должны производиться согласно указаниям РЭ.
10.9 Монтаж арматуры
10.9.1 Подготовку арматуры к монтажу и ее монтаж следует производить согласно сопроводительной документации изготовителей, монтажных чертежей, РЭ, проекта размещения, ИМ и настоящего стандарта.
Арматура, имеющая в паспорте запись "Смазку удалить", подлежит расконсервации, а также протирке запирающего элемента растворителем.
После расконсервации арматуру необходимо просушить сухим воздухом и тщательно протереть насухо.
10.9.2 Установленную арматуру до обвязки трубопроводами следует защитить от атмосферных осадков, грязи, пыли и попадания внутрь случайных предметов.
10.9.3 Обратные и переключающие клапаны следует устанавливать так, чтобы направление стрелки на корпусе совпадало с направлением потока среды.
10.9.4 При монтаже обратных клапанов не допускаются:
- несоосность и перекосы присоединяемых трубопроводов;
- изменение установленных зазоров и натяги при соединении клапанов с трубопроводами;
- отклонение угла наклона вертикальной оси клапана от указанного в чертежах положения более 1° включительно в любую сторону.
10.9.5 В процессе монтажа обратных поворотных клапанов и затяжки их фланцевых соединений следует проверять ход запирающего элемента, не допуская заеданий и заклинивания его в корпусе.
10.9.6 При монтаже клапанов с электрическими и мембранными исполнительными механизмами не допускается отклонение угла наклона монтажной оси расположения клапанов более чем на 1° в любую сторону от указанного положения.
11 Изготовление и монтаж трубопроводов
11.1 Общие положения
11.1.1 При организации и подготовке работ по изготовлению и монтажу трубопроводов следует руководствоваться настоящим стандартом, техническими регламентами (нормами и правилами), в том числе ПБ 03-585-03 [3], СНиП 3.05.05-84 [9], нормативными правовыми актами, монтажными чертежами, РЭ, ТУ или ТЗ, ИМ, рабочими чертежами на проект размещения оборудования.
11.1.2 Объем работ по изготовлению и монтажу трубопроводов и трубных сборок в общем виде включает в себя следующее:
- изготовление трубопроводов и трубных сборок;
- визуальный контроль и измерения трубопроводов и трубных сборок после изготовления;
- очистку трубопроводов и трубных сборок после изготовления;
- обработку внутренних поверхностей и обезжиривание (при необходимости) трубопроводов и трубных сборок;
- проверку чистоты внутренних поверхностей трубопроводов и трубных сборок;
- защиту внутренних поверхностей от загрязнения;
- хранение трубопроводов и трубных сборок на монтажной площадке до начала монтажа;
- передачу трубопроводов и трубных сборок в монтаж;
- осмотр трубопроводов и трубных сборок перед монтажом;
- очистку и обработку внутренних поверхностей трубопроводов и трубных сборок перед монтажом (при необходимости);
- монтаж трубопроводов и трубных сборок;
- установку арматуры на трубопроводах и трубных сборках;
- очистку и обезжиривание (при необходимости) трубопроводов и трубопроводных сетей;
- испытания трубопроводов и трубопроводных сетей;
- составление документов по качеству работ.
11.1.3 Для организации работ по изготовлению и монтажу трубопроводов необходимо разработать документы Папки трубопроводов:
- перечень трубопроводов и трубных сборок, подлежащих изготовлению на монтажной площадке;
- перечень трубопроводов и трубных сборок, подлежащих обезжириванию;
- изометрические чертежи на каждый трубопровод и трубную сборку с перечнем сварных швов;
- таблицы технологических операций монтажа каждого трубопровода и трубной сборки;
- таблицы технологических операций по испытаниям на прочность и плотность каждого трубопровода и трубной сборки;
- таблицы технологических операций по растяжке компенсаторов (при их наличии);
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- другие документы (при необходимости).
11.1.4 Основными (базовыми) документами по монтажу трубопроводов являются монтажно-технологические схемы трубопроводов и импульсных труб контрольно-измерительных приборов и автоматики, монтажные чертежи, РЭ, ТУ (ТЗ), ИМ и чертежи проекта размещения.
Изометрические чертежи и чертежи опор трубопроводов являются проектными документами. На них не указываются дополнительные длины труб (припуски) для предварительной сборки при монтаже.
Изометрические чертежи служат только для информации и расчета потребного количества труб и материалов.
11.1.5 На изометрических чертежах трубопроводов должны быть обозначены все сварные соединения, их нумерация, клеймо сварщиков, вид сварного соединения (изготовленных в цеху - PW, на монтаже - FW), вид неразрушающего контроля (радиографический контроль, капиллярный контроль, магнитопорошковая дефектоскопия, ультразвуковая диагностика и др.), а также отображены все изменения, которые выполняются при изготовлении и монтаже.
На поле изометрического чертежа необходимо указать:
- в левом верхнем углу - номер технологической карты на сварку;
- в левом нижнем углу - номер технологической карты радиационного контроля;
- в правом верхнем углу - номера плавок согласно номерам деталей;
- другие сведения (при необходимости).
11.1.6 Перед началом работ по монтажу провести совещание и рассмотреть Папку трубопроводов в следующем составе:
- документы, перечисленные в 11.1.3;
- перечень производственного персонала, участвующего в изготовлении и монтаже трубопроводов и трубных сборок, с копиями квалификационных удостоверений, действующих на все время выполнения работ;
- перечень инженерно-технических работников и ответственных лиц, обеспечивающих изготовление и монтаж, с копиями квалификационных удостоверений, действующих на все время выполнения работ;
- журналы, перечисленные в 4.19 настоящего стандарта;
- журналы сварочных работ с таблицей сварных швов по каждому трубопроводу и трубной сборке отдельно, сведениями о сварных соединениях и результатами их контроля;
- журнал монтажных соединений на болтах с контролируемым натяжением (при их наличии);
- журнал количества изготовленных заглушек;
- журнал установки и снятия заглушек;
- форма перечня выявленных дефектов при изготовлении трубопроводов и трубных сборок с описанием способов их устранения;
- форма перечня выявленных дефектов при испытании трубопроводов и трубных сборок с перечнем работ по их устранению;
- форма протокола по визуально-оптическому контролю сварных швов;
- форма протокола по ультразвуковому контролю сварных швов;
- форма протокола по радиографическому контролю сварных швов;
- форма заключения по результатам контроля сварных швов методами цветной дефектоскопии;
- форма заключения по химическому анализу внутренней поверхности трубопроводов;
- форма сертификата чистоты;
- перечень заглушек, установленных на трубопроводе;
- перечень арматуры, установленной на трубопроводе;
- форма акта выверки фланцев;
- форма акта растяжки компенсатора (при наличии);
- форма акта регулирования предохранительного клапана;
- форма акта на установку диафрагмы;
- форма акта на промывку/продувку трубопровода;
- форма акта о смонтированной изометрии для допуска к испытаниям;
- форма акта о допуске трубопровода к испытаниям под давлением;
- форма акта о передаче готовой изометрии в монтаж;
- форма акта о соответствии монтажа трубопроводов монтажно-технологической схеме технического изделия (блока, системы);
- форма акта о проведении пневматического испытания трубопровода (трубопроводной сети);
- форма акта о проведении гидравлического испытания трубопровода (трубопроводной сети);
- форма акта окончательной приемки трубопровода;
- форма акта о восстановлении трубопровода;
- форма акта на заземление оборудования и трубопровода;
- форма акта выполнения проверок;
- другие документы (при необходимости).
Формы актов, не приведенных в приложениях к настоящему стандарту, следует готовить по произвольной форме, после чего рассматривать и утверждать на совещании.
11.1.7 Трубопроводы и трубные сборки должны иметь возможность подгонки при монтаже на площадке по всем трем координатам (иметь монтажные припуски).
11.1.8 Внутриблочные трубопроводы блоков, собираемых на монтажной площадке, необходимо изготавливать и монтировать согласно технической документации изготовителя, настоящему стандарту, монтажно-технологическим схемам, РЭ и монтажным чертежам в порядке, указанном в ИМ.
11.1.9 Внеблочные трубопроводы следует изготавливать и монтировать согласно РЭ и монтажно-технологическим схемам на изделие, а также настоящему стандарту, чертежам проекта размещения оборудования в порядке, указанном в ИМ изделия.
11.1.10 На всех деталях трубопроводов необходимо нанести маркировку материалов, перенесенную с заготовок, а также их обозначение с помощью цветового кода в соответствии с ИМ.
11.1.11 Во время проведения операций по перемещению и изготовлению трубных сборок необходимо принимать следующие меры предосторожности:
- при погрузочно-разгрузочных операциях с трубами и арматурой применяют нейлоновые стропы или металлические стропы с защитным покрытием, таким, как резина;
- во время операций сборки и изготовления трубы и арматуру следует защищать от всех видов загрязнений, в том числе и загрязнений от технологических операций, выполняемых поблизости;
- поверхности труб следует защищать от искр и брызг при газовой резке, сварке и зачистке;
- исключить все контакты трубопроводов с промасленными изделиями, особенно на кислородных коммуникациях;
- исключить попадание брызг содержащей цинк краски, особенно на поверхности трубопроводов из нержавеющей стали;
- сварные швы необходимо тщательно очищать от всех отходов, таких как шлак и другие частицы сварки.
11.1.12 Для трубопроводов, изготовленных из различных материалов, следует выделять отдельные участки для хранения, защищенные от дождя, снега, ветра и холода.
Эти участки должны регулярно убираться и не должны содержать пыль.
11.1.13 Размеры и массу трубных сборок, изготавливаемых на монтажных площадках, должны быть пригодны для их последующего безопасного транспортирования.
11.1.14 Все обозначения сборочных единиц и деталей необходимо сохранять на изделиях на протяжении всего процесса изготовления и монтажа и регистрировать в монтажной документации и на изометрических чертежах.
11.1.15 Все трубные узлы и сборки, подготовленные для монтажа, сопровождать документами контроля качества.
При отсутствии документов по контролю качества узлы и сборки допускать в монтаж запрещается.
11.1.16 При монтаже технологических трубопроводов необходимо готовить еженедельные отчеты о выполнении сварочных работ с указанием длины выполненных сварных швов по каждому трубопроводу.
11.1.17 Затяжку монтажных соединений на болтах с контролируемым натяжением (при наличии таких соединений) выполняют только динамометрическими ключами, контролируя затяжку болтов в соответствии с усилиями затяжки, указанными в монтажных чертежах и ИМ.
При отсутствии таких указаний - рекомендуемые усилия затяжки для соединений из нержавеющих сталей по таблице 49.
Таблица 49 - Рекомендуемые усилия затяжки болтов
Размеры в миллиметрах
Диаметр резьбы болта | 10 | 12 | 16 | 20 | 24 | 30 | 36 | 42 | 48 | 56 |
Крутящий момент, Нм | 8-12 | 12-24 | 30-60 | 50-100 | 130-250 | 300-350 | 600-950 | 1000-1500 | 1100-2300 | 2200-3700 |
При монтаже таких соединений следует выдерживать условия:
- прокладка должна лежать точно по центру уплотняющей поверхности фланца;
- уплотняющие поверхности должны быть чистыми, ровными и не иметь дефектов, следов жира и масла;
- затягивать болты следует крест-накрест методом обхода по ходу часовой стрелки;
- первую затяжку болтов делать на 50% предусмотренного момента, вторую затяжку - на 80% и последнюю - на 100%.
В течение первых суток после затяжки необходимо периодически контролировать усилия затяжки и при необходимости подтягивать болты до заданных значений.
Во время выполнения холодных опрессовок (если они предусмотрены) через 6 и 12 ч после заполнения оборудования криогенной жидкостью контролировать усилия затяжки всех соединений с контролируемым натяжением и при необходимости подтягивать болты до заданных значений.
Эти работы фиксировать в журнале монтажных соединений на болтах с контролируемым натяжением по установленной действующими нормативными документами форме.
11.1.18 При выполнении монтажных работ необходимо вести журнал количества изготовленных заглушек, а также журнал учета установки заглушек произвольной формы на трубопроводах с отметками дат и мест установки и дат снятия заглушек.
Заглушки должны храниться на строгом учете.
11.1.19 После выполнения всех работ по изготовлению и монтажу трубопроводов необходимо провести повторное совещание, на котором следует рассмотреть все оформленные на этом этапе документы и утвердить Папку трубопроводов.
11.2 Изготовление и монтаж
11.2.1 Материалы, применяемые для изготовления деталей и сборочных единиц трубопроводов, должны соответствовать монтажным чертежам, рабочим чертежам проекта размещения оборудования и удовлетворять требованиям действующих стандартов.
Замены материалов для изготовления деталей и сборочных единиц трубопроводов допускаются только после согласования с разработчиком (изготовителем) оборудования и проекта размещения и оформляются в установленном порядке.
11.2.2 Компенсаторы, которые комплектуют трубопроводы, перед монтажом должны проходить процесс растяжки для приведения их в рабочее положение. Процесс растяжки следует проводить по технологии, указанной в чертежах или ИМ.
После растяжки оформляют акт растяжки компенсаторов по установленной форме (оформляется в соответствии с приложением 1).
11.2.3 Внеблочные трубопроводы диаметром 100 мм и выше допускается изготавливать из секторов труб, крутоизогнутых или штампосварных колен. Они собираются при монтаже в соответствии с чертежами проекта размещения в порядке, указанном в ИМ. Колена для таких трубопроводов следует изготавливать в процессе предварительной сборки трубопроводов.
11.2.4 Элементы стальных и алюминиевых трубопроводов внутриблочных коммуникаций диаметром 100 мм и выше блоков, собираемых на монтажной площадке, поставляются в собранном виде укрупненными сборками, испытанными на прочность и плотность после изготовления.
Монтаж таких трубопроводов заключается в подгонке и сварке замыкающих швов к патрубкам аппаратов и фланцам арматуры, а также в соединении отдельных частей трубопроводов между собой.
11.2.5 Внутриблочные трубопроводы диаметром менее 100 мм блоков, собираемых на монтажной площадке, изготавливать методом гибки при монтаже с использованием готовых деталей (отводов, тройников, труб и т.п.) по указаниям, изложенным в чертежах, ИМ блока и настоящего стандарта.
11.2.6 Радиус гибки таких труб необходимо выполнять:
- для труб диаметром до 40 мм включительно - не менее двух диаметров трубы;
- для труб диаметром свыше 40 мм - не менее трех диаметров трубы.
Утонение стенки согнутой трубы, если это не оговорено в монтажных чертежах, не должно превышать следующих значений (от первоначальной толщины стенки):
- для труб из алюминиевых сплавов - не более 25% включительно;
- для труб из стали - не более 20% включительно;
- для труб из медных сплавов - не более 10% включительно.
Предельная овальность в местах изгиба труб не должна превышать 15% включительно номинального значения наружного диаметра.
Допускаются плавные гофры в зоне изгиба с высотой гребешков на гнутых поверхностях:
- для труб диаметром до 25 мм включительно - не более 1,5 мм включительно;
- для труб диаметром свыше 25 мм - не более 2,5 мм включительно.
Минимальное расстояние от сварного шва до начала изгиба выдерживать равным пятикратной толщине стенки трубы, но не менее 25 мм включительно.
11.2.7 Трубы, согнутые с применением наполнителя (только сухой речной песок), тщательно очистить изнутри и продуть сухим воздухом.
Гибка с нагревом труб из стали аустенитного класса запрещается.
Гибка труб с использованием канифоли и других смазочных материалов не рекомендуется.
11.2.8 Перед установкой все трубопроводы следует тщательно продуть.
11.2.9 Трубы, идущие к контрольно-измерительным приборам (импульсные трубы), после прокладки следует проверить продувкой на отсутствие возможных закупорок.
11.2.10 Очистку внутренней поверхности труб и/или химическую их обработку следует проводить после завершения изготовления трубных сборок перед нанесением грунтовочной краски, а также перед их монтажом.
11.2.11 Перед химической обработкой трубных сборок проводят их продувку сухим чистым воздухом для предотвращения загрязнения чистящих химических продуктов.
11.2.12 Трубопровод, не подвергаемый химической обработке, после изготовления очищается продувкой сухим воздухом.
По результатам очистки трубопроводов составляется акт промывки/продувки по установленной форме (оформляется в соответствии с приложением 2).
11.2.13 Внутренние покрытия арматуры и труб (особенно концы труб) перед монтажом следует зачистить.
Наличие внутренних лакокрасочных покрытий трубопроводов и арматуры при монтаже не допускается.
11.2.14 После очистки или химической обработки трубные сборки и узлы необходимо защитить от загрязнения и заглушить.
На трубные сборки и узлы диаметром не выше 450 мм включительно желательна установка влагопоглотителей.
Состояние внутренних поверхностей трубных сборок и узлов регулярно проверять.
Методы проверки:
- внутренний осмотр;
- продувка сухим воздухом;
- контроль наличия влагопоглотителей.
11.2.15 Фланцы арматуры после подготовки к монтажу необходимо надежно закрыть.
Концы трубных узлов и сборок должны быть герметично заглушены пластиковыми заглушками, закрепленными клейкой лентой.
11.2.16 Трубные сборки после изготовления и химической обработки необходимо окрасить грунтовочной краской.
Все соединения и сварные швы на ширине не менее 20 мм в обе стороны должны оставаться неокрашенными и без покрытия для контроля при испытаниях, за исключением уже испытанных соединений.
11.2.17 При сборке бортшайбы с трубой отклонение от перпендикулярности оси трубы к уплотнительной поверхности бортшайбы не должно превышать 1 мм на 100 мм наружного диаметра бортшайбы и быть не более 3 мм включительно.
При подгонке сварных стыков трубопроводов необходимо обеспечить зазоры в пределах, указанных на монтажных чертежах и в нормативных документах.
11.2.18 Окончательную сварку или пайку трубопроводов производят после тщательной подгонки трубопровода к местам присоединения.
11.2.19 Использование инструмента из свинца, медных сплавов или углеродистой стали не рекомендуется.
Для разметки использовать системы с красителем (маркеры), не влияющие на материал трубопровода и не содержащие хлор либо мел.
Разметка кернением не допускается.
11.2.20 При работе с трубами из алюминиевых сплавов не допускается использование разметочного инструмента и циркулей с острыми концами.
Разметка должна выполняться системами с красителем, не содержащим хлор.
Не рекомендуется контакт труб с медью, металлами, содержащими медь, или ртутью (жидкой либо парами).
11.2.21 Резка и скос кромок выполняются механическим способом, зачисткой, термической резкой (дуговая резка плавким электродом не допускается).
11.2.22 Для углеродистой стали при использовании термической резки поверхности трубы зачищаются для удаления следов окисления и брызг.
Для защиты от брызг сварки внутренней поверхности трубы необходимо предусмотреть соответствующие меры.
11.2.23 Для стали аустенитного класса допускается использование термической (плазменной) резки.
Поверхности должны быть зачищены в целях удаления всех следов окисления и брызг.
11.2.24 Для алюминиевых сплавов рекомендуются термическая (плазменная) резка или пиление. Фаски выполняются механическим способом (фрезой) или вручную напильником.
Использование абразивных кругов не допускается.
При использовании термической резки поверхности должны очищаться фрезерованием или опиливанием для удаления всех следов сварки.
11.2.25 При соединении деталей с различной толщиной стенки обязательным является скашивание (утонение) наружное или внутреннее (плавный переход от тонкого элемента к толстому) с углом наклона не более 15°.
11.2.26 Не допускаются грубая или неравномерная зачистка, контурная зачистка, местные разрушения, недостаточная толщина сварных швов.
11.2.27 Сварные швы трубопроводов из стали аустенитного класса снаружи зачищаются и пассивируются. На них не должно быть следов окисления.
11.2.28 Ширина наплавленного металла не должна превышать трехкратной толщины стенки трубы.
11.2.29 Трубопроводы и трубопроводные линии считаются подготовленными к монтажу, если:
- сборки трубопроводов собраны в соответствии с изометрическими чертежами и проверены;
- изометрические чертежи содержат полный объем необходимых сведений по трубопроводам, а также по всем изменениям, сделанным на трубопроводах при их изготовлении;
- выполнен полный объем неразрушающего контроля всех сварных швов;
- линия полностью укомплектована арматурой, крепежными изделиями, опорами и т.п.;
- опоры собираются параллельно с трубопроводной линией.
11.2.30 В смонтированном виде трубопроводы не должны касаться друг друга. Минимальное расстояние между ними должно быть не менее 25 мм, а до элементов наружного кожуха - в соответствии с монтажными чертежами.
Дополнительное крепление трубопроводов помимо предусмотренного чертежами в случае необходимости разрешается производить по типовым креплениям, приведенным в монтажных чертежах.
Расположение опор под сварными стыками любых трубопроводов не допускается.
11.2.31 При соединении труб с аппаратами и арматурой, а также труб между собой должно быть исключено попадание грязи, пыли, припоя, шлака и других посторонних частиц внутрь коммуникаций и аппаратов.
11.2.32 При разводке трубопроводы, соединяющие два аппарата, как по газу, так и по жидкости, следует проводить с уклоном 1:100 в сторону одного из аппаратов: газовых - с уклоном вверх, жидкостных - с уклоном вниз по ходу движения потоков при рабочем режиме либо к месту продувки аппаратов, без образования мешков и застойных зон.
11.2.33 Монтаж продувочных, отогревных и трубопроводов слива жидкости из аппаратов и коммуникаций необходимо проводить по месту в соответствии с монтажно-технологической схемой и монтажными чертежами. Монтаж необходимо вести без образования мешков и застойных зон таким образом, чтобы обеспечить надежное и безопасное функционирование трубопроводов, исключить возникновение недопустимых механических напряжений, накопление взрывоопасных примесей и снижение потери холода.
Рекомендованы следующие варианты прокладки таких трубопроводов, если монтажные чертежи не предусматривают иное:
- в случае расположения вентиля ниже места отбора жидкости на расстоянии от 100 до 300 мм от него следует выполнить компенсационную петлю вверх высотой от 150 до 300 мм, у кожуха на расстоянии от 100 до 300 мм следует выполнить вторую компенсационную петлю вверх высотой от 200 до 300 мм;
- в случае расположения вентиля выше места отбора жидкости на расстоянии от 100 до 300 мм от него следует выполнить компенсационный подъем трубы вверх высотой от 150 до 300 мм, у кожуха на расстоянии от 100 до 300 мм выполнить второй подъем трубы вверх высотой от 250 до 300 мм либо один компенсационный подъем у кожуха высотой от 450 до 500 мм;
- трубопровод отбора жидкости для анализа на содержание взрывоопасных примесей следует выполнить без петель или подъемов вверх и далее монтировать аналогично указаниям настоящего пункта.
Примечание - Место врезки может быть выполнено в непосредственной близости от аппарата, из которого производится отбор жидкости на анализ;
- трубопровод слива жидкости из коммуникации врезать в нижнюю точку, при этом петлю вниз у места врезки выполнить минимальной (определяется радиусом изгиба трубы);
- трубопровод входа и выхода греющего газа в аппараты, в зависимости от положения запирающего органа арматуры, монтировать аналогичным образом.
Трубопроводы входа греющего газа в коммуникации (жидкостные и газовые) следует врезать в верхнюю точку коммуникаций.
Разрешается производить врезку сбоку трубы в верхней половине ее сечения.
Пример выполнения монтажа трубопровода сливного и продувочного вентиля приведен на рисунке 3.1 (приложение 3).
11.2.34 Трубопроводы к предохранительным клапанам в зависимости от расположения места отвода следует монтировать по рисунку 3.2 (приведен в приложении 3), если конструкторская документация не предусматривает иное.
11.2.35 Коммуникации высокого давления, идущие из теплообменника к дроссельному вентилю, и продувочные трубопроводы этого теплообменника следует вести с уклоном 1:100 в сторону вентилей.
11.2.36 Разводку импульсных трубок, расположенных внутри кожуха БРВ, к контрольно-измерительным приборам (уровнемерам, расходомерам, перепадомерам, манометрам, газоанализаторам и т.п.) проводят по месту в соответствии с монтажно-технологической схемой и монтажными чертежами согласно следующим указаниям:
- импульсные трубки, присоединяемые к жидкостным полостям аппаратов или сосудов, независимо от расположения места вывода из кожуха (выше или ниже места отбора), прокладываются горизонтально на уровне отбора по кратчайшему расстоянию до кожуха:
а) на расстоянии от 180 до 200 мм до кожуха делать подъем трубки на высоту от 100 до 120 мм включительно;
б) на кожухе трубку проводить горизонтальным участком длиной не менее 200 мм и далее прокладывать в любом направлении до вывода.
Примечание - Если нет возможности прокладывать импульсную трубку сразу на уровне отбора, следует минимальной петлей у места отбора поднять ее до уровня отбора;
- импульсные трубки, присоединяемые к газовым полостям аппаратов или сосудов, необходимо прокладывать по кратчайшему расстоянию до кожуха с уклоном 1:100 в сторону аппарата по рисунку 3.3 (приложение 3).
Примечание - В остальной части трубки следует прокладывать так же, как и присоединяемые к жидкостным полостям аппаратов;
- на всех импульсных трубках на расстоянии от 120 до 140 мм от места вывода из аппаратов или трубопроводов делать компенсационную петлю в горизонтальной плоскости рекомендованным выше способом и крепить ее на кронштейне по рисунку 3.4 (приложение 3).
11.2.37 Установка измерительных диафрагм и сопел определяется схемой монтажно-технологического изделия, монтажными чертежами, проектом размещения оборудования и ИМ.
Перемещение мест их расположения на другой участок трубопровода запрещается.
После монтажа необходимо составить акты на установку каждой диафрагмы по установленной форме (оформляются в соответствии с приложением 4).
11.2.38 Индивидуальные опоры для импульсных трубок и кабелей контрольно-измерительных приборов следует изготавливать из уголка 40х40 углеродистой стали, которые поставляются на площадку в загрунтованном виде, и устанавливать по месту.
Уголки опор не должны иметь острых кромок.
11.2.39 После монтажа трубопроводов необходимо проконтролировать соответствие монтажа монтажно-технологическим схемам с составлением соответствующего акта по установленной форме (оформляется в соответствии с приложением 5).
11.2.40 Изготовление деталей и сборочных единиц криогенных трубопроводов следует вести в соответствии с указаниями чертежей и ИМ.
11.3 Монтаж криогенных трубопроводов
11.3.1 Монтаж криогенных трубопроводов производят в соответствии с технической документацией изготовителя, монтажными чертежами, настоящим стандартом, действующими техническими регламентами (нормами и правилами), нормативными правовыми актами, проектом размещения и ИМ оборудования.
11.3.2 В разъемных соединениях все болты, шпильки, винты и гайки следует надежно затянуть. Затягивать крепежные изделия, расположенные по окружности, следует стандартным инструментом поочередно крестообразным способом с обходом по ходу часовой стрелки. Применение рычагов запрещается.
Концы болтов, шпилек и винтов должны выступать из гаек не менее чем на две нитки.
11.3.3 При фиксации разъемных соединений контровочной проволокой последняя должна находиться в натянутом состоянии, удерживая крепежное соединение от самоотвинчивания.
Концы самой проволоки должны быть при этом подогнуты.
11.3.4 Использование при сборке металлических и неметаллических уплотнительных прокладок, мембран, контровочных шайб и контровочной проволоки, бывших в употреблении, запрещается.
11.3.5 Металлорукав монтировать так, чтобы он был свободен от скручивания, а радиус изгиба, измеренный по внутреннему контуру изогнутого рукава, был не менее пяти диаметров рукава.
При монтаже системы устанавливать металлорукав следует в последнюю очередь, а при демонтаже - снимать в первую очередь.
11.3.6 В местах трубопровода, указанных на монтажных чертежах, необходимо разместить криосорбционный угольный материал КУТ-2 по ТУ 6-16-01-426-78 [113].
Работы с криосорбционным материалом проводить в соответствии с ИМ оборудования. При этом следует учитывать, что этот материал является пожароопасным.
11.3.7 Трубы и детали, поступающие на монтаж, должны иметь маркировку и сертификат чистоты.
Трубы и детали, не имеющие маркировки и сертификата чистоты, к монтажу не допускаются.
У труб до монтажа должны быть заглушены все открытые концы и патрубки.
11.3.8 При сборке под сварку криогенных трубопроводов приварка временных креплений к элементам трубопроводов не допускается.
В этом случае следует применять съемные технологические приспособления, обеспечивающие соосность стыкуемых деталей и сборочных единиц.
11.3.9 Присоединение криогенного трубопровода к оборудованию и арматуре следует производить с исключением натягов и после его надежного закрепления на опорах.
Окончательную приварку опор криогенного трубопровода проводят после монтажа трубопроводов и проверки их прямолинейности, но до испытаний внутренней трубы на прочность и плотность.
Минимальное расстояние от края опоры до ближайшего кольцевого сварного шва кожуха криогенного трубопровода должно быть не менее 20 мм включительно, если в чертежах нет других указаний.
11.3.10 Все опорные металлоконструкции перед монтажом следует покрывать грунтовкой. Это обязательно для формирования хорошей контактной поверхности опор трубопроводов.
11.3.11 При прокладке криогенных трубопроводов в несколько рядов расстояние между ними, а также стеной, если нет указаний в чертежах, принимать с учетом возможности и удобства сборки, сварки, проведения испытаний, нанесения изоляции, проведения осмотров и ремонта, а также необходимой величины смещения при самокомпенсации трубопроводов.
11.3.12 После гибки, сварки и развальцовки трубы с внутренним диаметром до 20 мм включительно должны иметь проходное сечение в пределах проходимости контрольного шарика.
Диаметр контрольного шарика по таблице 50.
Таблица 50 - Диаметр контрольного шарика
В миллиметрах
Внутренний диаметр трубы | Диаметр шарика |
2 | 1,58 |
3 | 2,00 |
4 | 2,50 |
6 | 4,00 |
9 | 6,00 |
10 | 8,00 |
12 | 9,50 |
14 | 11,90 |
15 | 12,70 |
16 | 13,49 |
18 | 15,08 |
20 | 16,67 |
Контрольный шарик под собственным весом должен легко проходить внутри трубы.
11.3.13 Импульсные трубки следует располагать в одном ряду параллельно друг другу. Перекрещивание труб не допускается.
Крепление труб должно обеспечить минимальный зазор между ними не менее 5 мм.
11.3.14 Вибрация трубопроводов, определяемая визуально при ручном перемещении, не допускается.
Вибрацию следует устранять установкой дополнительных креплений в местах, согласованных с шеф-инженером.
11.3.15 Приварку адсорбционных секций и вакуумных клапанов следует производить с учетом удобства подсоединения металлорукавов вакуумной системы и системы отогрева.
При приварке вакуумный клапан должен быть открыт.
11.3.16 Муфты стыка криогенного трубопровода необходимо подогнать и надеть на секции до сварки внутренней трубы.
В местах, где сдвигу муфты препятствует опора, устанавливать ее допускается после заварки муфты на кожухе.
11.3.17 Компенсаторы на внутренних трубопроводах устанавливают согласно требованиям монтажных чертежей и ИМ. Номинальный размер компенсатора указывают на его кольце.
11.3.18 Поджатие компенсаторов перед их установкой в трубопровод следует производить с помощью придаваемых к системе приспособлений (зажимов, пластин, шпилек с гайками, винтами) в соответствии с указаниями ИМ.
Допускаемое отклонение от установленного значения монтажной длины компенсатора должно быть не более ±0,5 мм включительно, а непараллельность торцов компенсатора не должна превышать 1 мм включительно.
При поджатии компенсаторов необходимо учитывать утяжку труб при сварке по таблице 51.
Таблица 51 - Величина утяжки труб
В миллиметрах
Диаметр и толщина стенки трубы из стали 12Х18Н10Т | Утяжка трубы от сварки одного шва |
36x2, 56x2, 70x2, 100x2, 150x2, 158x2 | 1,40 |
200x2,5 и 208x2,5 | 1,45 |
250x3, 258x3, 300x3, 308x3 | 1,50 |
406x3 | 1,58 |
416x4 и 466x4 | 1,61 |
518x5 | 1,75 |
11.3.19 Во время монтажа секций и элементов трубопроводов, арматуры и т.п. их собственная масса не должна передаваться на компенсаторы, для чего следует использовать временные технологические опоры и приспособления.
При монтаже и испытаниях компенсаторы необходимо предохранять от механических повреждений.
11.3.20 Компенсатор считается правильно установленным, если выполнено следующее:
- отклонение величины поджатия компенсатора от заданного значения не превышает 1,0 мм включительно;
- осевой сдвиг торцов компенсатора не превышает:
а) 1,0 мм включительно - для трубопроводов с диаметром до 100 мм;
б) 3,0 мм включительно - для трубопроводов с диаметром 100 мм и более.
11.3.21 Компенсаторы на кожухах и муфтах стыка следует устанавливать в положение, указанное в чертежах, с учетом величины утяжки труб кожуха при сварке.
11.3.22 Монтаж узлов компенсации на основе угловых компенсаторов (трехшарнирный механизм для компенсации L- и Z-образных схем расположения трубопроводов) следует производить в соответствии с указаниями чертежей и ИМ оборудования.
11.3.23 После выполнения и приемки монтажа оформляют акт проверки монтажа криогенной системы по установленной форме (оформляется в соответствии с приложением 5).
12 Монтаж средств вычислительной техники
12.1 Общие положения
12.1.1 Системы управления ВРУ и другого криогенного оборудования включают в себя датчики, приборы, устройства, программируемые контроллеры и другие средства вычислительной техники, предназначенные для автоматического контроля и управления работой оборудования, а также сигнализацию его работы и защиту при возникновении аварийных ситуаций.
Рекомендации настоящего раздела не распространяются на работы по наладке и тестированию элементов вычислительной техники и программного обеспечения.
12.1.2 Проектирование и монтаж средств вычислительной техники для криогенного оборудования, эксплуатирующегося на опасных производственных объектах, необходимо вести без организации внешних связей за пределы предприятия в целях исключения возможности любого несанкционированного внешнего вмешательства в работу систем управления, в том числе и с использованием телефонных сетей самого предприятия.
Все сети управления криогенным оборудованием должны быть только локальными в пределах самого предприятия.
12.1.3 Монтаж и наладка элементов систем управления выполняются организациями, имеющими специальные лицензии на указанные работы и аттестованный персонал, имеющий опыт выполнения таких работ.
12.1.4 Помимо собственно монтажных работ по установке датчиков, приборов и систем управления к указанным работам относятся также работы по настройке и отладке контуров регулирования, тестирования систем автоматики и логических устройств, а также по общей наладке систем управления в комплексе всего изделия.
12.1.5 Средства вычислительной техники должны соответствовать ГОСТ Р 50839, ГОСТ 27201, ГОСТ 26329, ГОСТ Р 51318.22, ГОСТ Р 50628 и другим действующим нормативным документам.
12.1.6 Для выполнения работ по монтажу средств вычислительной техники необходимо подготовить следующие документы:
- ТУ или ТЗ, РЭ и ИМ на техническое изделие;
- техническую и монтажную документацию на оборудование систем управления;
- проект размещения оборудования;
- сопроводительную и эксплуатационную документацию на все контрольно-измерительные приборы и оборудование систем управления;
- сертификаты соответствия и разрешения на применение оборудования систем управления (при необходимости);
- ИМ оборудования систем управления (при необходимости);
- другие документы (при необходимости).
12.1.7 Для выполнения работ необходимо разработать документы Папки средств вычислительной техники:
- общий перечень контрольно-измерительных приборов и оборудования системы управления;
- перечень контрольно-измерительных приборов, подлежащих обезжириванию перед монтажом;
- перечень оборудования систем управления, требующего предмонтажной сборки и испытаний;
- перечень контрольно-измерительных приборов и оборудования систем управления, требующих поверки перед монтажом;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- другие документы (при необходимости).
12.1.8 Перед началом работ необходимо провести совещание и рассмотреть все вопросы и документы Папки средств вычислительной техники в составе:
- документы, перечисленные в 12.1.6 и 12.1.7;
- перечень организаций-исполнителей по монтажу и наладке приборов и оборудования систем управления;
- перечень персонала этих исполнителей с копиями квалификационных удостоверений, действительных на все время выполнения работ;
- перечень инженерно-технических работников и ответственных лиц этих исполнителей, обеспечивающих выполнение монтажных работ оборудования систем управления, с копиями квалификационных удостоверений, действительных на все время выполнения работ;
- перечень специализированных организаций, привлекаемых для проведения стендовых поверок приборов и оборудования систем управления;
- перечень производственного персонала этих организаций с копиями квалификационных удостоверений, действительных на все время выполнения работ;
- перечень инженерно-технических работников и ответственных лиц этих организаций, обеспечивающих выполнение работ по стендовым поверкам, с копиями квалификационных удостоверений, действительных на все время выполнения работ;
- журналы, перечисленные в 4.19 настоящего стандарта;
- журнал сварочных работ (при необходимости);
- акты освидетельствования скрытых работ и конструкций в соответствии с РД-11-02-2006 [11];
- акты укладки закладных элементов для проводки кабелей и установки розеточных коробок в помещениях;
- акты приемки помещений под монтаж оборудования систем управления;
- акты установки щитов и пультов;
- акты монтажа кабельных лотков, коробов и труб для прокладки силовых и слаботочных сетей;
- акты монтажа газовых линий;
- акты осмотров контрольно-измерительных приборов и оборудования систем управления;
- акты о выявленных дефектах оборудования систем управления;
- акты проведения обезжиривания оборудования систем управления (при необходимости);
- акты осмотра оборудования систем управления при получении в монтаж;
- акты по очистке загрязненного оборудования систем управления (при необходимости);
- акты индивидуальных испытаний оборудования систем управления (при необходимости);
- акты по настройке и отладке контуров регулирования;
- акты тестирования систем автоматики и логических устройств;
- протоколы стендовой поверки приборов и оборудования систем управления;
- акты заземления оборудования систем управления, шкафов, стоек, лотков, защитных труб и металлорукавов;
- акты продувки трубных проводок и коллекторов пневмопитания;
- акты испытаний электрооборудования повышенным напряжением;
- акты испытания изоляции напряжением промышленной частоты;
- акты внешнего осмотра трубных проводок;
- акты испытаний трубных проводок на плотность;
- акты измерения сопротивлений изоляции функциональных блоков и логических управляющих устройств;
- акт выполнения проверок;
- другие акты и документы в соответствии с нормативными требованиями на монтаж оборудования систем управления.
Акты, формы которых не приведены в настоящем стандарте, оформляются в произвольном виде, затем рассматриваются и утверждаются во время совещания по этапу.
12.1.9 Монтаж, наладку и испытания систем управления необходимо производить в соответствии с требованиями настоящего стандарта, СНиП 3.05.07-85 [10] и ПУЭ [114], действующих технических регламентов (норм и правил), нормативных правовых актов, технической документацией изготовителей средств вычислительной техники и электрооборудования, а также монтажных чертежей, проекта размещения оборудования, проектам производства работ, ТУ (ТЗ) и РЭ (раздел по автоматике).
12.1.10 Монтажная организация, ведущая монтаж технологического оборудования и трубопроводов, в соответствии с монтажными чертежами и проектом размещения устанавливает:
- отборные и сужающие устройства всех типов, ротаметры, счетчики, клапаны, задвижки, вентили, другую арматуру и изделия;
- бобышки, штуцеры, гильзы и другие детали для установки отборных и сужающих устройств, регулирующей арматуры и датчиков первичных приборов (1-го уровня) средств вычислительной техники;
- стеллажи и элементы установки и крепления вторичных приборов средств вычислительной техники;
- другие элементы, необходимые для функционирования средств вычислительной техники.
12.1.11 Отборные устройства для замера давлений, сопротивлений, уровней, расходов, анализов и др. от аппаратов и трубопроводов рекомендуется заканчивать на каждой импульсной трубке запорными вентилями.
12.1.12 Кабели датчиков замера температур, давлений и т.п. аппаратов и трубопроводов рекомендуется заканчивать штепсельными разъемами, установленными на передней панели блока (разделения, очистки и т.п.), либо выводом из блока наружу кабеля необходимой длины.
12.1.13 После выполнения работ по монтажу оборудования систем управления необходимо провести повторное совещание, на котором рассмотреть оформленные документы и утвердить Папку средств вычислительной техники.
12.2 Помещения для средств вычислительной техники, хранение средств вычислительной техники
12.2.1 Помещения для размещения средств вычислительной техники и систем информатики относятся к отдельной функциональной группе помещений и их проектирование необходимо вести в соответствии со СНиП 21-01-97 [115] (для зданий категории В) и СН 512-78 [116], а также других нормативов.
12.2.2 Помещения средств вычислительной техники необходимо располагать без соприкосновения с внешними стенами здания и сообщения с другими помещениями.
Трассы обычного и пожарного водоснабжения, отопления и канализации следует выносить за пределы помещений средств вычислительной техники и не располагать непосредственно над ними на верхних этажах.
12.2.3 Через помещения средств вычислительной техники не допускается проводить любые транзитные коммуникации.
Эти помещения недопустимо располагать в административных зданиях.
12.2.4 Для сокращения длины кабелей помещения средств вычислительной техники следует располагать ближе к середине здания, что сократит расходы на материалы и позволит соблюсти требуемую длину кабеля для структурированной сети категории 5.
12.2.5 До начала работ по монтажу оборудования систем управления в щитовых помещениях должны быть полностью закончены отделочные работы и удален весь мусор.
12.2.6 Температура воздуха в помещениях средств вычислительной техники должна быть в пределах (293±2) К (20 °С ±2 °С), но не более 298 К (25 °С).
Для повышения ресурса средств вычислительной техники рекомендуется нижняя граница.
12.2.7 Относительная влажность воздуха в помещениях средств вычислительной техники:
- при 293 К (20 °С) - 70% (в холодный период - не более 75%);
- при 298 К (25 °С) - не более 65% (теплый период);
- при 297 К (24 °С) и ниже - не более 70%.
12.2.8 Оптимальная скорость потока воздуха в помещениях средств вычислительной техники - 0,2 м/с (не более 0,3 м/с для холодного и 0,5 м/с для теплого периодов).
12.2.9 Запыленность воздуха помещений средств вычислительной техники не должна превышать:
- в помещениях систем управления - 0,75 мг/м с размерами частиц не более 3 мкм включительно (атмосферная пыль, сажа, дым, споры, асбест и т.п.);
- в помещениях систем обработки данных - 2 мг/м.
12.2.10 Допустимый уровень шума в помещениях средств вычислительной техники не более 65 дБ.
Допустимый уровень вибрации не должен превышать по амплитуде 0,1 мм и по частоте - 25 Гц.
12.2.11 При оборудовании помещения средств вычислительной техники для систем хранения носителей данных или установке специального сейфа класса ДИС (магнитные носители) следует учитывать более жесткие требования.
Примечание - Целесообразно ограничиться установкой сейфа для хранения магнитных носителей, но при этом он должен иметь сертификат испытаний по стандартам страны-производителя и сертификат соответствия по ГОСТ Р 50862.
12.2.12 При монтаже оборудования систем управления в помещениях должна поддерживаться температура окружающего воздуха в пределах от 283 до 303 К (от 10 °С до 30 °С) при относительной влажности воздуха от 30% до 80% включительно.
12.2.13 При монтаже оборудования систем управления следует ежедневно производить влажную уборку помещений.
12.2.14 Оборудование систем управления необходимо хранить в сухом вентилируемом помещении при температуре окружающего воздуха от 283 до 303 К (от 10 °С до 30 °С) и относительной влажности не более 70% включительно.
В помещении не должно быть веществ и сред, вызывающих коррозию металлических частей и разрушение электрической изоляции.
12.2.15 В зимнее время вскрывать ящики с оборудованием систем управления необходимо после выдержки не менее 2 сут в помещении с температурой воздуха не ниже 293 К (20 °С).
12.2.16 Распаковку приборов следует производить в следующем порядке:
- осторожно открыть ящик (на крышке ящика имеется надпись "верх");
- освободить изделие от упаковочного материала и осторожно протереть его мягкой салфеткой;
- проверить комплектность изделия, наличие запасных частей и сопроводительной документации согласно паспорту;
- расставить изделия на стеллажах (укладывать один на другой запрещается);
- предохранительные пробки и колпачки не снимать;
- арретиры (стопоры) не вывинчивать.
12.3 Подготовка
12.3.1 Оборудование систем управления для монтажа принимают в монтажной зоне по акту.
12.3.2 В монтаж принимают только приборы, прошедшие осмотр, стендовую поверку и имеющие протоколы поверки.
12.3.3 Приемку в стендовую поверку производят внешним осмотром, которым устанавливается:
- отсутствие видимых механических повреждений;
- наличие непросроченных клейм поверочных органов;
- наличие неповрежденных гарантийных клейм изготовителей;
- наличие полного комплекта сопроводительной документации, в том числе сертификатов соответствия типу средств измерений.
Приборы и средства автоматизации, не удовлетворяющие хотя бы одному из перечисленных требований, в стендовую поверку не принимать.
12.3.4 Стендовая поверка представляет собой комплекс проверок отдельных технических характеристик и элементов приборов и средств автоматизации, необходимых для обнаружения возможных неисправностей, вызванных условиями хранения и транспортирования.
12.3.5 При стендовой поверке проверять:
- целостность электрических и трубных цепей;
- сопротивление изоляции;
- основную приведенную погрешность;
- срабатывание регулирующей части и переключателей;
- работу механизма переключения диаграммной бумаги и качество записи (если такой механизм имеется).
12.3.6 При стендовой поверке допускается не проверять:
- основную погрешность жидкостных и манометрических термометров, стеклянных ротаметров;
- градуировку термопар и термометров сопротивления;
- работоспособность реле, магнитных пускателей, а также другой пусковой аппаратуры.
12.3.7 Поверка приборов и средств автоматизации производится специализированными организациями, выполняющими работы по наладке приборов и средств автоматизации, методами, применяемыми в этих организациях, с учетом установленных требований и инструкций изготовителей.
12.3.8 Применяемые поверенные приборы и средства автоматизации должны быть подготовлены для доставки к месту монтажа:
- подвижные системы должны быть арретированы (обездвижены);
- присоединительные устройства защищены от попадания в них грязи, пыли и влаги.
12.3.9 Приборы и средства автоматизации, предназначенные для измерения кислородосодержащих сред, должны быть снабжены документами, свидетельствующими об их обезжиривании.
При отсутствии таких документов приборы и средства автоматизации следует обезжирить, а в паспорта внести соответствующие записи, после чего производится приемка в монтаж.
12.4 Установка и монтаж
12.4.1 До начала работ по монтажу оборудования средств вычислительной техники в производственных помещениях работы по монтажу технологического оборудования и трубопроводов должны быть доведены до состояния, обеспечивающего безопасное ведение монтажных работ оборудования систем управления в условиях, соответствующих действующим санитарным нормам, защиту шкафов, стоек, стеллажей, трубных и электрических проводов от влияния атмосферных осадков, грунтовых вод, низких температур, а также от пыли, загрязнений и повреждений.
12.4.2 На этапе строительства при возведении каждого этажа необходимо контролировать укладку в межэтажных перекрытиях закладных элементов для дальнейшей подводки кабелей к рабочим местам и местам установки розеточных коробок.
12.4.3 Установка щитов и пультов должна производиться в местах, предусмотренных проектом размещения оборудования.
12.4.4 В щитовых помещениях до установки щитов и пультов должны быть закончены все строительные и отделочные работы, работы по сооружению кабельных каналов и их перекрытий, устройство проемов для ввода труб и кабелей, сооружение фундаментов и металлоконструкций, устройство освещения, отопления и вентиляции.
12.4.5 Коммуникационные каналы для силовых и слаботочных сетей выполняются в отдельных кабельных лотках, коробах или трубах, разнесенных между собой на расстояние не менее 500 мм включительно.
12.4.6 Размеры коридорных лотков проектируются под объемы кабельной прокладки, но не менее 200 мм включительно в самом узком месте.
12.4.7 Все прокладки кабелей через перекрытия, стены и перегородки осуществляются в отрезках несгораемых (трудносгораемых) труб (гильз) с использованием несгораемых материалов.
12.4.8 Коммуникационные каналы смежных комнат следует соединять сквозными отверстиями у наружных стен диаметром не менее 30 мм включительно с закладкой несгораемых (трудносгораемых) труб (гильз) с использованием несгораемых или трудносгораемых материалов.
12.4.9 Кабельные каналы для обеспечения возможности наращивания кабельной сети следует проектировать с заполнением не более 60%.
12.4.10 Слаботочные и силовые шкафы (ниши) необходимо выполнять раздельно, закрывающимися на замок, и оборудовать шиной технологического заземления, освещением и служебной электрической розеткой с заземлением.
12.4.11 Щиты и пульты при установке необходимо выверить по отвесу и уровню в соответствии с документацией изготовителя, после чего закрепить. Зазоры в стыках соединяемых панелей не должны превышать 2 мм включительно.
12.4.12 Изготовитель имеет право поставить на монтажную площадку модернизированные приборы с техническими характеристиками не ниже первоначально заказанных, габаритные размеры и схемы подключения которых отличаются от запроектированных.
В этом случае при монтаже следует руководствоваться прилагаемой к приборам инструкцией по монтажу и эксплуатации. При изменении размеров корпуса приборов доработку монтажных окон на щитах управления следует производить при монтаже по месту с подгонкой по полученному прибору.
12.4.13 Стойки, на которых расположены электроконтактные манометры и термометры, следует устанавливать в местах, где отсутствует вибрация.
12.4.14 Жидкостные U-образные манометры устанавливают по отвесу строго вертикально.
Жидкость, заполняющая манометр, должна быть не загрязненной и не содержать воздушных пузырьков.
Пружинные манометры (вакуумметры) должны, как правило, устанавливаться в вертикальном положении.
12.4.15 Установка сужающих устройств на трубопроводах должна производиться согласно монтажным чертежам и действующим нормативам.
При отсутствии указаний в чертеже сужающие устройства необходимо устанавливать на участке трубопровода, имеющем перед сужающим устройством прямой участок не менее десяти наружных диаметров трубы и после него - не менее пяти наружных диаметров трубы.
12.4.16 Перед установкой сужающего устройства проводят сверку с монтажными чертежами следующих параметров:
- места установки сужающего устройства по схеме;
- диаметра трубопровода в месте установки;
- наличия прямых участков трубы до и после сужающего устройства;
- марки материала сужающего устройства;
- направления потока и правильности обозначения "плюс" и "минус" на корпусе сужающего устройства.
12.4.17 Сужающие устройства, устанавливаемые на трубопроводах, следует монтировать с соблюдением следующих основных требований:
- установку фланцев следует производить так, чтобы плоскости фланцев были между собой строго параллельны и перпендикулярны к оси трубопровода, при этом должны быть отклонения в соответствии с допускаемыми значениями;
- трубопровод перед сужающим устройством должен быть очищен от грязи, следов сварки и внутренних выступов;
- на внутренней поверхности участка трубопровода, равной двум наружным диаметрам перед и за сужающим устройством, не должно быть уступов, а также заметных невооруженным глазом неровностей (заклепок, сварных швов);
- должна быть обеспечена соосность трубопровода и сужающего устройства, а также перпендикулярность торца устройства оси трубопровода;
- диаметр конического отверстия диафрагмы должен увеличиваться в направлении потока газа;
- уплотнительные прокладки не должны выступать внутрь технологических трубопроводов.
12.4.18 Отборы для измерения давления и отборы от сужающих устройств на горизонтальных и наклонных трубопроводах следует располагать:
- на трубопроводах газа и воздуха - сверху;
- на трубопроводах жидкости и пара - сбоку.
12.4.19 Электрические сопротивления линий связи вместе с подгоночными катушками между термометром сопротивления и вторичным прибором должны соответствовать ИМ и документации вторичного прибора.
12.4.20 Оборудование средств вычислительной техники после монтажа необходимо надежно заземлить.
12.4.21 После окончания монтажа трубные проводки и коллекторы пневмопитания следует продуть сухим воздухом, при этом приборы и средства пневмоавтоматики предварительно отсоединить.
12.4.22 Монтаж импульсных, управляющих и питающих трубных проводок должен обеспечивать:
- прочность и плотность проводок, надежное соединение труб между собой и присоединений их к арматуре, приборам и средствам автоматизации;
- надежность закрепления труб на опорных конструкциях.
12.4.23 Изогнутые трубы должны отвечать следующим требованиям:
- на изогнутой части трубы не должно быть складок, трещин или иных видимых дефектов;
- овальность сечения металлических труб в местах изгиба допускается не более 10% включительно и определяется отношением разности между наибольшим и наименьшим диаметрами изогнутой трубы к наружному диаметру трубы до гибки.
12.5 Системы шинопроводов
12.5.1 Общие положения
12.5.1.1 Применяемые шинопроводы должны быть компактного типа, с медными или алюминиевыми проводниками в кожухе из окрашенного оцинкованного листового металла, предназначенные для 3-фазных пятипроводных систем с полноразмерной нейтралью и внутренним, установленным под кожухом, защитным проводником сечением в половину сечения фазы.
12.5.1.2 Все элементы шинопровода (углы, прямые секции, блоки подачи питания) должны быть со степенью защиты IP55 в соответствии с требованиями ГОСТ 14254 и быть продукцией того же производителя, что и вся система шинопроводов, а также устанавливаемых на нее устройств защиты (автоматические выключатели).
Примечание - Рекомендуется применять шинопроводы производства ЗАО "Шнайдер Электрик", г.Москва.
12.5.1.3 Шинопровод должен:
- удовлетворять ГОСТ Р 51321.1 и ГОСТ Р 51321.2;
- иметь норму стойкости огненных барьеров не менее 120 мин по ГОСТ 30247.0;
- иметь возможность сопротивления к распространению огня по ГОСТ Р МЭК 60332-3-21;
- иметь норму сопротивления ненормальному нагреву по МЭК 60695-2-10 [136], МЭК 60695-2-11 [137], МЭК 60695-2-12 [138] и МЭК 60695-2-13 [139];
- нормально функционировать при работе устройств спринклерного пожаротушения в помещениях.
12.5.1.4 Системы шинопроводов должны быть пригодны для эксплуатации без понижения своих номинальных данных при температуре окружающей среды 308 К (35 °С), максимум до 313 К (40 °С) включительно, в течение не менее 24 ч.
12.5.1.5 Система шинопроводов должна соответствовать следующим основным характеристикам:
- номинальное напряжение изоляции (А/С) - 1000 В;
- номинальное рабочее напряжение (А/С) - 1000 В;
- стойкость импульсного напряжения (1,2/50 °С) - не менее 8 кВ на высоте 2000 м от уровня моря;
- стойкость импульсного напряжения (1,2/50 °С) - не менее 9,6 кВ на уровне моря;
- частота - 50 Гц.
12.5.1.6 Вся система шинопроводов должна быть способна выдерживать гарантируемые производителем токи короткого замыкания электрической установки без потери электрических, механических или тепловых свойств.
Координация защит должна быть выбрана таким образом, чтобы комбинация автоматический выключатель/шинопровод обеспечивала защиту шинопровода во всех электрических режимах за выключателем и координацию защит во всей электрической цепи.
12.5.1.7 Металлический кожух шинопровода должен быть изготовлен из горячеоцинкованного листового металла толщиной 1,5 мм и окрашен для обеспечения механической и коррозионной стойкости, высокой защиты проводников по всей длине шинопровода и эффективного экранирования магнитных полей.
12.5.1.8 Элементная база шинопроводов должна включать в себя элементы транспозиции фаз, нейтрали, элементы с возможностью изменения длины на объекте, адаптированные блоки подключения шинопровода к щиту и трансформатору с возможностью установки требуемой очередности фаз, термокомпенсационные элементы.
Производитель должен иметь доступное специализированное программное обеспечение для проектирования трасс шинопровода, построения аксонометрий, составления спецификаций, а также 3-мерного моделирования шинопровода в среде AutoCAD.
12.5.2 Установка и монтаж
12.5.2.1 Система шинопроводов должна иметь возможность установки в любых положениях без применения коэффициентов понижения номинала.
Установка должна состоять из секций длиной до 5 м включительно со специальными элементами, обеспечивающими соответствие проектной трассе.
Коммутационные аппараты, устанавливаемые в отводных блоках шинопроводов, должны обеспечивать координацию защит.
Горизонтальная система шинопроводов должна иметь расстояние между точками крепления до 3 м включительно.
Вертикальная система шинопроводов должна иметь подвесы на расстоянии не более 4 м включительно.
12.5.2.2 Отводные розетки для горизонтального и вертикального распределительного шинопровода должны открываться и закрываться автоматически при установке и снятии отводных блоков.
При открытой крышке отводного блока конструкция должна обеспечивать невозможность доступа к токоведущим частям.
12.5.2.3 Отводные блоки должны иметь изолятор для снятия нагрузки и возможность установки предохранителей или автоматических выключателей в соответствии с номиналами, указанными в проекте.
В отводных блоках также должна быть предусмотрена возможность установки реле замыкания на землю вместе с автоматическим выключателем.
Отводные блоки должны иметь степень защиты не менее IP55.
При установке отводного блока заземляющий контакт должен всегда подключаться раньше контактов токоведущих проводников и отключаться последним при снятии отводного блока.
12.5.2.4 Термокомпенсационные элементы шинопровода должны применяться при пересечении шинопровода термокомпенсационных швов зданий или по рекомендации производителя для уменьшения нагрузок на систему, возникающих из-за разности теплового расширения между проводниками и кожухом шинопровода, в частности для протяженных линий шинопровода.
12.5.2.5 Соединения между прямыми участками шинопровода и отводными блоками должны выполняться из посеребренных биметаллических контактных групп.
Конструкция шинопроводов должна обеспечивать возможность замены любого элемента или участка трассы без разборки соседних элементов.
12.5.2.6 Изоляция проводников должна быть выполнена из четырех слоев полиэстера класса "В", выдерживать нагрев до 403 К (130 °С) и не содержать галогены с целью предотвращения выделения ядовитых веществ при пожаре.
12.6 Испытания
12.6.1 Все оборудование средств вычислительной техники должно быть подвергнуто приемо-сдаточным испытаниям в соответствии с требованиями сопроводительных документов на него, ИМ и настоящего стандарта.
12.6.2 Испытание повышенным напряжением обязательно для всего электрооборудования.
12.6.3 Испытания изоляции напряжением промышленной частоты, равным 1000 В, могут быть заменены измерением одноминутного значения сопротивления изоляции мегомметром на напряжение 2500 В.
Если величина сопротивления меньше приведенной в нормах и инструкциях по монтажу и эксплуатации изделий, испытание повышенным напряжением промышленной частоты 1000 В является обязательным.
12.6.4 При испытании оборудования средств вычислительной техники следует проверить:
- соответствие смонтированных систем рабочей документации;
- трубные проводки на прочность и плотность;
- сопротивление изоляции электропроводок (см. 12.6.3).
12.6.5 Полностью смонтированные трубные проводки подвергаются внешнему осмотру и испытаниям на плотность.
Внешним осмотром проверяется соответствие смонтированных трубных проводок проекту.
12.6.6 Испытание трубных проводок на прочность и плотность проводят по заранее разработанным техпроцессам с учетом особенностей подключаемого оборудования средств вычислительной техники.
12.6.7 При испытании на плотность труб между собой, арматуры и приборов с ними необходимо провести технический осмотр мест соединений с нанесением мыльного раствора и подсветкой проблемных мест (при необходимости) лампой белого света.
Примечание - Для подсветки можно использовать, к примеру, лампу с напряжением не менее 60 Вт.
12.7 Монтаж логических управляющих устройств
12.7.1 Монтаж логических управляющих устройств средств вычислительной техники следует проводить в соответствии с ИМ по их монтажу и РЭ по их эксплуатации.
12.7.2 Силовые и измерительные цепи 12 В управляющих логических устройств необходимо прокладывать отдельными кабелями, а при прокладке проводами - в отдельных защитных трубах.
Защитные трубы и гибкие металлические рукава надежно заземлить.
12.7.3 При наладке логических управляющих устройств из-за возможности выхода из строя логических элементов использовать прозвонку как способ наладки запрещается.
Основным способом наладки является контроль выходных сигналов при подаче фиксированных сигналов на входе.
12.7.4 Измерение сопротивления изоляции функциональных блоков и логических управляющих устройств в целом следует выполнять по ГОСТ 2933.
Измерения следует проводить относительно металлического корпуса для следующих точек схемы:
- общая (нулевая) цепь питания логических элементов, гальванически не связанных с цепями питания логических элементов и корпусом выводов входных и выходных элементов;
- трансформаторы, реле и другие аппараты.
Измерение сопротивления изоляции других входных и выходных цепей необходимо проводить индивидуально для каждой цепи.
12.7.5 Сопротивление изоляции следует измерять мегомметром напряжением 500 В.
Сопротивление изоляции при температуре окружающего воздуха (298±10) К (25 °С ±10 °С) и относительной влажности не более 80% должно быть не менее 20 МОм включительно.
13 Заземление оборудования и трубопроводов
13.1 Заземление оборудования и трубопроводов производится в целях защиты их от накопления статического электричества и ударов молнии, предупреждения возникновения пожароопасных ситуаций и поражения током обслуживающего персонала при эксплуатации.
Совокупность смонтированных линий в целом создает единый контур заземления, который охватывает все части технического изделия.
13.2 Заземление оборудования следует производить в соответствии с монтажными чертежами, РЭ изделия и проектом размещения в порядке, описанном в ИМ, с использованием шин заземления (металлических полос) установленных размеров.
Работы по заземлению и молниезащите необходимо выполнять по РД 34.21.122-87 [117], СО 153-34.21.122-2003 [118], действующим техническим регламентам (нормам и правилам) и нормативных правовых актов.
13.3 Шины заземления следует присоединять к каркасам и трубопроводам приваркой, а к аппаратам - приваркой к лапам либо креплением к болтам заземления, имеющимся на аппаратах.
Все места соединений должны быть предварительно тщательно зачищены от краски и других загрязнений для обеспечения надежного электрического контакта заземляемых элементов.
Особенно тщательно нужно проводить заземление аппаратов и машин, к которым подводится электрический ток промышленного напряжения (электроподогреватели, электродвигатели, арматура электроприводная, шкафы управления и т.п.).
13.4 Все конструкции трубопроводов и их опор должны иметь целостность электрических цепей (электропроводимость) для передачи напряжения к заземляющим элементам.
Это необходимо обеспечить шинами заземления, приваренными к оборудованию, трубам, металлоконструкциям эстакад, площадок обслуживания, лестниц и др. и отдельным изолированным элементам для создания единого заземляющего контура всего технического изделия.
Фланцевые соединения объединяются в единый контур металлическими шинами, закрепляемыми на фланцах в болтовых соединениях диагонально в двух местах.
13.5 Все металлоконструкции, к которым может иметь доступ персонал, такие, как кожухи, эстакады, платформы, площадки обслуживания, лестницы, ограждения и т.п., также должны быть надежно заземлены.
13.6 Оборудование криогенной системы, в том числе криогенные трубопроводы, необходимо заземлить в местах, указанных на монтажных чертежах, ИМ и в проекте размещения.
Сопротивление заземляющего контура должно быть не более 100 Ом включительно.
Резервуары следует заземлить через две наиболее удаленные лапы.
Обязательно следует заземлить газоразливочные колонки и анализные вентили криогенной системы.
13.7 В качестве конечных заземляющих элементов допускается использовать строительную арматуру железобетонных фундаментов.
При этом необходимо подводить к ней заземляющие шины не менее чем в двух-трех местах и закреплять их сваркой или зажимами с муфтами.
При таком способе заземления места крепления шин необходимо готовить заранее, на стадии подготовки и вязки арматурных сетей по заранее разработанной документации.
Эта документация должна прилагаться к отчетным документам по заземлению и молниезащите.
13.8 После окончания работ по заземлению восстановить защитные покрытия всех мест подсоединений шин заземления.
13.9 На выполненные работы по заземлению оборудования, трубопроводов и металлоконструкций после их приемки составляется акт по установленной форме (оформляется в соответствии с приложением 6).
14 Общие положения по проведению испытаний
14.1 Любые виды испытаний должны проводиться испытательными организациями, подразделениями или лицами, прошедшими аттестацию по закрепленным видам продукции и назначенными приказом по предприятию по разработанным ПМ для каждого вида испытаний.
14.2 Любые виды испытаний необходимо проводить с использованием испытательного оборудования, аттестованного в установленном порядке, укомплектованного средствами защиты и поверенными измерительными приборами, имеющего эксплуатационную документацию и паспорта.
14.3 Любые виды испытаний необходимо проводить в соответствии с указаниями настоящего стандарта, действующих технических регламентов (норм и правил) и нормативных правовых актов по документации на испытания, разработанной заранее на основании ТУ или ТЗ, ИМ, РЭ и других действующих нормативных документов, а также проекта размещения оборудования.
Виды и методы испытаний, а также контролируемые параметры должны быть указаны в этой документации. В ней также указывается точность измерений заданных показателей качества.
14.4 В процессе проведения испытаний необходимо вести журнал (технологический паспорт) испытаний, который является основным документом, фиксирующим ход и результаты испытаний.
14.5 Началу проведения испытаний должны предшествовать:
- оформление наряда-допуска установленной формы;
- проверка готовности исполнителей, проводящих испытания;
- проверка знаний и обязанностей исполнителями;
- проверка наличия запасов материалов, расходуемых при испытаниях, и заключений лаборатории по этим материалам;
- проверка готовности оборудования к испытаниям;
- проверка энергопитания, водоснабжения и других энергоресурсов, транспортных средств и т.п.;
- проверка устранения дефектов и недостатков, обнаруженных ранее;
- проверка результатов освидетельствования объектов;
- проверка исходного состояния системы измерений;
- проверка технической документации на проведение испытаний.
14.6 Перед выполнением любых испытаний необходимо провести визуальный контроль испытываемого оборудования с подробным осмотром всех частей, узлов и деталей, а также составить технологическую схему испытаний.
Технологическая схема испытаний является основным документом при проведении испытаний.
14.7 Перед выполнением испытаний следует разработать и утвердить процедуру обеспечения безопасности испытаний, включая:
- правила безопасности, применяемые при испытании, с учетом действующих нормативных требований;
- определение границ участков проведения испытаний с ограничением доступа на них посторонних лиц;
- ограждения, устанавливаемые вокруг коллектора подачи давления (мешки с песком, защитные стены, экраны и др.);
- перечень предупреждающих знаков на участке и мест их размещения;
- назначение лица, ответственного за проведение испытаний;
- мероприятия по организации взаимодействия с ведущимися поблизости другими видами работ.
14.8 Ответственность за осуществление необходимых мер безопасности при проведении испытаний несет предприятие, проводящее эти испытания.
14.9 Меры безопасности при проведении испытаний должны быть изложены в инструкциях по технике безопасности и ПМ на испытания.
В них же должны быть изложены индивидуальные особенности (если они имеются) испытуемого оборудования или его составных частей.
14.10 За один день до начала необходимо подготовить уведомление о проведении испытания и утвердить его в установленном порядке.
В уведомлении указать:
- территорию проведения испытаний на плане цеха (местности);
- дату и время проведения испытаний;
- перечень лиц, участвующих в проведении испытаний;
- фамилию, имя, отчество, должность и служебный телефон лица, ответственного за проведение испытаний;
- другие сведения (при необходимости).
14.11 После подготовки уведомления разрешение начать испытания можно давать только в том случае, если оно рассмотрено, подписано и принято руководителями всех организаций, работающих на данной площадке.
14.12 Если в процессе испытаний обнаружатся дефекты оборудования, арматуры или трубопроводов, препятствующие продолжению работ, испытания прекращают, давление сбрасывают и дефекты устраняют.
После этого проводятся повторные испытания или, по решению ответственного за испытания лица (комиссии), испытания продолжаются с того этапа, на котором были обнаружены дефекты.
Устранение дефектов в процессе проведения испытаний категорически запрещается.
При повторных испытаниях, по решению ответственного за испытание лица (комиссии), допускается не проводить измерения тех параметров, на величину которых повлиять выявленные дефекты не могли.
14.13 Лица, занятые проведением испытаний, должны быть обеспечены спецодеждой по установленным нормам, действующим в криогенной и криогенно-вакуумной технике.
14.14 Оборудование и трубопроводы считаются выдержавшими испытания, если у них не обнаружено дефектов и значения всех проверяемых параметров соответствуют заданным величинам.
14.15 По результатам испытаний составляется отчет.
Отчет должен содержать следующие сведения:
- место проведения испытаний;
- объект испытаний;
- условия проведения испытаний;
- цель и задачи испытаний;
- объем, последовательность и методика проведения испытаний;
- описание фактических режимов испытаний;
- сведения о фактических отклонениях от значений, указанных в ПМ испытаний;
- результаты испытаний;
- сводный перечень отказов, неисправностей и замечаний, выявленных в процессе проведения испытаний;
- выводы и рекомендации.
15 Испытания трубопроводов после монтажа
15.1 Общие положения
15.1.1 При испытаниях трубопроводов руководствоваться требованиями настоящего стандарта, технических регламентов (норм и правил), в т.ч. ПБ 03-585-03 [3], СНиП 3.05.05-84 [9], других действующих нормативных правовых актов, рабочих и монтажных чертежей изготовителей, ТЗ или ТУ, ИМ, ПМ, РЭ и другой сопроводительной документацией на оборудование.
15.1.2 При подготовке к проведению испытаний необходимо разработать следующие документы Папки испытаний:
- технологическую схему испытаний;
- изометрические чертежи по каждой линии трубопроводных сетей;
- схему сварных швов по каждому изометрическому чертежу трубопроводов и трубопроводных сетей;
- таблицы маркировки и опознавательной окраски трубопроводов и оборудования криогенной системы для проведения испытаний;
- протокол химического состава воды, используемой для гидравлических испытаний;
- описание технологических операций по проведению процессов опрессовки;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- перечень мер безопасности при выполнении гидравлических испытаний трубопроводов;
- перечень мер безопасности при выполнении пневматических испытаний трубопроводов;
- другие документы (при необходимости).
15.1.3 Перед началом испытаний необходимо провести совещание, рассмотреть вопросы и утвердить документы Папки испытаний:
- документы, перечисленные в 15.1.2;
- перечень производственного персонала, участвующего в испытаниях трубопроводов, с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- перечень инженерно-технических работников и ответственных лиц, обеспечивающих проведение испытаний, с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- журналы, перечисленные в 4.19 настоящего стандарта;
- журналы сварочных работ по всем линиям изготовленных трубопроводных сетей со сведениями о сварных соединениях и результатах контроля;
- журнал монтажных соединений на болтах с контролируемым натяжением (при наличии таких соединений);
- журналы опор (временных и постоянных) по каждой сети;
- журнал установки и снятия заглушек;
- сертификаты на материалы испытуемых трубопроводов;
- документы по выполненным работам на проверяемых сетях;
- форму перечня выявленных дефектов при испытании трубопроводных сетей с перечнем работ по их устранению;
- протоколы по техническому осмотру сварных швов;
- протоколы по контролю сварных швов методом ультразвуковой дефектоскопии;
- протоколы по радиографическому контролю сварных швов;
- заключения по контролю сварных швов методом цветной дефектоскопии;
- заключения по контролю сварных швов другими методами;
- заключения по чистоте внутренней поверхности трубопроводов;
- перечень заглушек и мест их установки по каждой сети;
- перечень клапанов, установленных на трубопроводных сетях;
- акты выверки фланцев по каждой сети;
- акты растяжки компенсаторов (при необходимости);
- акты регулирования предохранительных клапанов;
- акты поверки контрольно-измерительных приборов, используемых при испытаниях;
- акты на установку диафрагм;
- акты на промывку/продувку трубопроводов;
- форму акта о смонтированной изометрии для допуска к испытаниям;
- форму акта о допуске трубопровода к испытаниям под давлением;
- форму акта о передаче готовой изометрии в монтаж;
- форму акта о соответствии монтажа трубопроводов монтажно-технологической схеме технического изделия (блока);
- форму акта о проведении пневматического испытания трубопровода (общего пневматического испытания трубопроводной сети);
- форму акта о проведении гидравлического испытания трубопровода (общего гидравлического испытания трубопроводной сети);
- форму акта окончательной приемки трубопровода;
- форму акта о восстановлении трубопровода;
- форму акта на проведение работ по заземлению;
- материалы процедуры обеспечения безопасности испытаний (см. 14.7);
- материалы уведомления о проведении испытаний (см. 14.10);
- форму акта продувки/промывки сетей после объединения;
- форму акта о приемке криогенной системы после испытаний;
- форму акта о проведении испытания замыкающих швов трубопроводов (трубопроводной сети);
- форму акта общих испытаний трубопроводных сетей;
- форму акта окончательной приемки трубопроводных сетей;
- форму акта продувки;
- форму акта выполнения проверок;
- другие документы (при необходимости).
15.1.4 На совещании рассматриваются и уточняются все вопросы, которые выявились на стадии монтажа, уточняются методика, порядок и объем испытаний и утверждается план производства испытаний.
Совещание также определяет вид испытаний (пневматические или гидравлические) и способ испытаний (статические или динамические) по каждому трубопроводу отдельно, а также утверждает технологическую схему испытаний и предельную величину испытательных давлений для каждой системы трубопроводов.
15.1.5 Проверка достоверности статического испытания может осуществляться контролированием потери давления во время выдержки (зависит от испытательного давления и объема проверяемой сети), а также техническим осмотром всех соединений и сварных швов с использованием мыльного раствора и лампы белого света мощностью не менее 60 В (для подсветки проблемных мест).
Примечания
1 Контроль потери давления считается дополнительным методом, используемым для регистрации результатов испытаний.
2 Статическое испытание является эффективным для малых сетей и требует значительной предварительной подготовки сети.
15.1.6 Проверка достоверности динамического испытания может выполняться только техническим осмотром с использованием мыльного раствора и лампы белого света мощностью не менее 60 В.
Примечание - Динамическое испытание позволяет экономить время и ресурсы, использовать имеющиеся задвижки и клапаны (вместо заглушек для отсечения проверяемой сети) и рекомендуется для протяженных трубопроводов, для которых потеря давления не является показательным признаком.
15.1.7 При подготовке и проведении испытаний необходимо выполнить требования раздела 14 настоящего стандарта.
15.1.8 После проведения испытаний и оформления документов необходимо провести повторное совещание, на котором рассматривают результаты и документы по испытаниям и утверждают Папку испытаний.
15.2 Проведение испытаний
15.2.1 Гидравлические испытания трубопроводов на прочность и плотность являются основным методом определения качества сборки и монтажа.
Их необходимо проводить по возможности для всех трубопроводов и трубопроводных сетей, за исключением находящихся в криогенном изолированном контуре (БРВ и другие блоки, оговоренные технической документацией на изделие).
15.2.2 Пневматические испытания могут в исключительных и обоснованных случаях заменять гидравлические.
Их необходимо проводить с соблюдением всех установленных мер по технике безопасности.
15.2.3 Испытания трубопроводов БРВ и других блоков, имеющих криогенный изолированный контур, проводят только пневматически.
Порядок и условия испытания таких трубопроводов должны быть описаны в ПМ.
15.2.4 Гидравлические испытания допускается заменять пневматическими для следующих трубопроводов, не находящихся в криогенном изолированном контуре:
- работающих при криогенных температурах;
- перемещающих жидкий либо газообразный кислород;
- подвергающихся обезжириванию;
- с обработкой внутренней поверхности трубопроводов, выполненной в процессе сборки;
- не предназначенных для гидравлических испытаний (размеры, сложность прокладки, наличие арматуры, приваренной к не допускающим гидравлических испытаний аппаратам, и т.п.).
Порядок, процедура и особенности испытаний таких трубопроводов после монтажа должны быть описаны в ПМ.
15.2.5 Рекомендуется следующий порядок проведения пневматических испытаний:
- предварительное испытание для выявления больших протечек;
- первичное испытание для проверки прочности сосуда;
- вторичное испытание для обнаружения всех прочих протечек.
15.2.6 При предварительном испытании давление поднимается до 50% конечного давления испытания и удерживается в течение не менее 10 мин включительно.
При этом персонал обязан жестко соблюдать инструкцию по безопасности и не находиться ближе, чем на 15 м включительно к испытуемому оборудованию.
Контроль давления ведется по манометрам.
После этого давление снижается до 25% конечного давления испытания, отсоединяется трубопровод подачи давления и проводится технический осмотр для выявления мест возможных больших протечек.
Если протечки выявляются, то давление сбрасывается до атмосферного, производится устранение обнаруженных протечек и проводится повторное испытание в том же порядке.
15.2.7 Первичное испытание проводится в следующем порядке:
- давление поднимается до 50% конечного давления испытания и удерживается в течение не менее 10 мин при закрытом вентиле подачи давления, персонал при этом удален, контроль давления ведется по манометрам;
- если падения давления не наблюдается, то производится ступенчатое повышение давления на величину не более 10% конечного давления испытания за один раз, пока давление не достигнет своей окончательно установленной величины;
- после каждого ступенчатого повышения давления вентиль подачи давления закрывается, и в течение не менее 10 мин ведется контроль падения давления по манометрам: если давление остается стабильным, то производится повышение давления на следующую ступень;
- когда давление в сосуде достигнет своего конечного испытательного значения, вентиль подачи давления закрывается, и ведется контроль падения давления в течение не менее 10 мин: если падения давления не наблюдается, то первичное испытание считается законченным.
Если на каком-либо этапе первичного испытания при контроле давления наблюдается его падение, то испытание останавливается, производятся сброс давления до атмосферного, поиск и устранение протечек в порядке, аналогичном этапу предварительного испытания (см. 15.2.6), и первичное испытание продолжается до достижения конечного давления испытания.
15.2.8 Вторичное испытание проводится в порядке, аналогичном первичному испытанию (см. 15.2.7).
При этом производится поиск протечек техническим осмотром всех соединений с нанесением мыльного раствора и подсветкой проблемных мест (при необходимости) лампой.
Примечание - Для подсветки можно использовать, к примеру, лампу белого света с напряжением не менее 60 Вт.
15.2.9 Протечки на заглушках или фланцевых соединениях, которые не являются неотъемлемыми частями сосуда и трубопровода и используются только для герметизации патрубков при проведении испытаний, браковочным признаком не являются.
15.2.10 При подготовке к испытаниям трубопроводов и трубных сборок следует руководствоваться следующим:
- трубопроводы, поставляемые на монтаж в виде готовых участков и испытанные у изготовителя на прочность и плотность с отметкой в сопроводительных документах и принятые после осмотра, испытаниям перед монтажом допускается не подвергать;
- участки трубопроводов, изготавливаемые при монтаже, до установки должны быть испытаны на прочность пробным давлением и на плотность рабочим давлением;
- трубопроводные сети после объединения должны быть испытаны на прочность пробным давлением и на плотность рабочим давлением;
- испытание на прочность замыкающих кольцевых сварных швов смонтированных трубопроводных сетей с патрубками аппаратов, а также между собой производится вместе с аппаратами раздельно по системам на прочность пробным давлением и на плотность рабочим давлением;
- дополнительными видами неразрушающего контроля сварных швов являются радиографический контроль и ультразвуковая дефектоскопия, которые выполняются по требованиям монтажных чертежей и ИМ.
15.2.11 Сварные швы трубопроводов и трубных сборок, изготавливаемых на монтажной площадке, следует подвергать испытаниям по таблице 52.
Таблица 52 - Нормы испытания трубопроводов
Рабочее давление, | До 0,07 МПа (0,7 кгс/см | Св. 0,07 МПа (0,7 кгс/см |
Давление испытания на прочность | 0,1 (1,0) | 1,25 |
Давление испытания на плотность | 0,07 (0,7) | |
Применяемая среда при испытании на прочность | Вода (допускается заменять воздухом) | |
Применяемая среда при испытании на плотность | Воздух | |
15.2.12 Испытания смонтированных трубопроводов проводятся только после контроля качества сварных соединений.
15.2.13 Системы трубопроводов и аппараты, которые имеют различные рабочие давления, при испытаниях разделяют заглушками.
Рекомендуется использовать следующие виды заглушек:
- листовые заглушки (диски из углеродистой стали с листовой рукояткой - хвостовиком), устанавливаемые между фланцами;
- глухие фланцы из углеродистой стали;
- заглушки из углеродистой или нержавеющей стали плоские или сфероидальные, привариваемые к конечным точкам трубы;
- резьбовые заглушки (с внутренней или наружной резьбой).
Выбор типа заглушки проводится при разработке технологии испытаний.
15.2.14 Все заглушки должны выдерживать давление испытания на прочность, значение которого должно быть нанесено на видимой части заглушки.
Заглушки должны иметь свой номер, нанесенный на видимой части и отмечаемый на схемах испытаний.
Заглушки должны быть окрашены в красный или желтый цвет.
Заглушки из углеродистой стали необходимо тщательно очистить. Они не должны иметь рыхлой окалины, ржавчины и пыли.
15.2.15 Трубопроводы, подвергаемые после сборки пневматическим испытаниям на плотность, при изготовлении, если имеется возможность, необходимо подвергнуть гидравлическим испытаниям на прочность.
15.2.16 При гидравлических испытаниях протяженных трубопроводов следует учитывать массу заливаемой воды.
При необходимости следует устанавливать дополнительные временные опоры, чтобы избежать искривления труб и возникновения дополнительных напряжений в них.
15.2.17 Для разветвленных трубопроводов рекомендуется устанавливать несколько манометров в различных точках сети, чтобы убедиться в достижении необходимого давления и его равномерном распределении, после чего проводить испытания.
15.2.18 На трубопроводах, подвергаемых гидравлическим испытаниям, необходимо предусматривать сливные и дренажные вентили для слива воды, в том числе отдельно из застойных мест, где выпуск ее затруднен.
Кроме того, необходимо предусмотреть вентили для выпуска воздуха из закрытых участков при заполнении трубопровода водой.
15.2.19 Вода, применяемая для гидравлических испытаний, должна иметь следующие характеристики:
- содержание массовой доли хлорида - не более 50·10;
- содержание массовой доли галогенизированных ионов (кроме ионов хлорида) - не более 30·10;
- содержание массовой доли NH - не более 12·10
;
- водородный показатель рН - около 7,5;
- вода должна быть незамутненной;
- отсутствие взвешенных частиц;
- отсутствие биологических осадков;
- отсутствие минеральных и растительных жиров.
Если качество воды не соответствует указанным параметрам, ее необходимо дополнительно очистить.
Химический состав воды, предназначенной для испытаний, необходимо проконтролировать до начала испытаний с оформлением протокола произвольной формы, который прилагают к акту проведения испытаний.
15.2.20 Для пневматических испытаний следует использовать сухой незамасленный воздух необходимого качества и достаточного количества.
Воздух должен иметь точку росы не выше 233 К (минус 40 °С) и содержание массовой доли масла не более 3·10.
15.2.21 Только если отсутствует возможность подачи сухого незамасленного воздуха, для выполнения испытаний допускается применение азота аналогичного качества.
Применение азота должно быть согласовано с изготовителями.
При этом необходимо заранее разработать и согласовать перечень мер безопасности, которые следует выполнять при использовании азота.
15.2.22 В особых обстоятельствах для проведения испытаний возможно использовать другой газ вместо воздуха или азота (углекислый газ, азотно-гелиевая смесь и др.).
В этом случае в ИМ должна быть разработана конкретная процедура испытаний таким газом, утвержденная в установленном порядке.
15.2.23 Трубопроводы считаются подготовленными к испытанию, если выполнены следующие условия:
- все строительные и монтажные работы на трубопроводах завершены;
- неиспытуемое оборудование, узлы и машины отсоединены или надежно отключены заглушками;
- необходимые заглушки установлены, предохранительные клапаны заблокированы, подключены дополнительные манометры, выпускные и дренажные вентили установлены, регистрирующие устройства смонтированы;
- испытуемые аппараты, узлы и блоки проверены и приняты;
- необходимые меры безопасности приняты;
- обеспечен надзор ответственного лица за проведением испытаний;
- место проведения испытаний обозначено запрещающими знаками;
- имеется доступ ко всем участкам трубопровода для технического осмотра поверхности и контроля сварных швов;
- присутствуют представители контролирующих органов.
15.2.24 Во время выполнения статических испытаний необходимо проверить, связаны ли колебания давления с температурными колебаниями по следующей формуле
![]() , (1)
, (1)
где - теоретическое давление в конце испытания, МПа;
- стабилизированное давление в начале испытания, МПа;
- температура в начале испытания, К;
- температура в конце испытания, К.
Колебания давления в конце испытаний не должны превышать 2% установленных значений.
15.2.25 Все операции подъема или сброса давления в испытуемом трубопроводе следует выполнять плавно, с темпом не выше 0,05 МПа (0,5 кгс/см) за 1 мин по следующей схеме.
15.2.25.1 Давление сначала нагнетается до 20% включительно значения рабочего давления.
После этого нагнетание давления прекращается или поддерживается в случае динамического испытания в течение не менее 15 мин, и трубопровод проверяется техническим осмотром внешней поверхности и всех мест соединений.
15.2.25.2 Давление далее поднимается до 50% включительно значения рабочего давления.
После этого нагнетание давления прекращается или поддерживается в случае динамического испытания в течение не менее 15 мин, и трубопровод проверяется техническим осмотром внешней поверхности и всех мест соединений.
15.2.25.3 Давление затем поднимается до 80% включительно значения рабочего давления.
После этого нагнетание давления прекращается или поддерживается в случае динамического испытания на период не менее 15 мин, и трубопровод проверяется техническим осмотром внешней поверхности и всех мест соединений.
Доступ на участок проведения испытания при этом ограничивается, и присутствие посторонних лиц в непосредственной близости от проверяемого трубопровода не допускается.
15.2.25.4 Давление поднимается до 100% рабочего давления.
Нагнетание давления прекращается или поддерживается в случае динамического испытания на период не менее 15 мин.
Технический осмотр трубопровода не разрешается.
Контроль давления ведется по испытательным манометрам.
15.2.25.5 Для выполнения испытания на прочность давление в трубопроводе поднимается до значения пробного давления.
Нагнетание давления прекращается или поддерживается в случае динамического испытания на период не менее 1 ч.
Технический осмотр трубопровода не разрешается.
Контроль давления ведется по испытательным манометрам.
15.2.25.6 Для выполнения испытания на плотность давление в трубопроводе сбрасывается до значения рабочего давления.
Сброс давления прекращается или поддерживается в случае динамического испытания.
Проводятся технический осмотр всех соединений с нанесением мыльного раствора и подсветкой проблемных мест (при необходимости) лампой белого света, а также контроль падения давления в течение времени, необходимого для проведения осмотра, но не менее чем 1 ч.
15.2.25.7 После окончания испытания давление в трубопроводе сбрасывается до атмосферного.
15.2.26 Все обнаруженные течи по каждому трубопроводу отмечаются в журнале (технологическом паспорте) испытаний и указываются на технологических схемах испытаний.
15.2.27 После сброса давления до атмосферного все обнаруженные течи устраняются в соответствии с разработанными способами.
Устранение течей на трубопроводе под давлением запрещается.
15.2.28 Не допускается выполнения повторного испытания трубопровода без устранения ранее обнаруженных течей.
15.2.29 После устранения течей все испытание должно быть повторено с начальной точки в соответствии с указанной выше процедурой.
Если течи выявляются во время испытания на прочность по падению давления, это испытание необходимо провести повторно.
15.2.30 Во время проведения испытаний необходимо контролировать значения давления и температуры:
- при нагнетании давления - на каждом этапе;
- показания за 1 ч при достижении конечного давления испытания на прочность;
- показания за 1 ч при достижении конечного давления испытания на плотность.
15.2.31 При достижении конечного давления испытания следует контролировать его колебания в течение не менее 1 ч.
Колебания давления не должны превышать 1% своего значения.
15.2.32 После проведения гидравлических испытаний воду слить полностью, трубопроводы продуть сухим воздухом до полного высыхания.
15.2.33 Трубопроводы считаются принятыми, если при гидравлических испытаниях:
- давление сохранялось стабильным на всех этапах;
- наружная поверхность трубопроводов оставалась сухой за все время испытаний;
- не обнаружено течей и визуальных деформаций сварных и фланцевых соединений трубопровода.
15.2.34 По результатам проведения гидравлических испытаний оформляют акт о проведении гидравлического испытания трубопровода по установленной форме (оформляется в соответствии с приложением 7).
15.2.35 По результатам проведения пневматических испытаний оформить акт о проведении пневматического испытания трубопровода по установленной форме (оформляется в соответствии с приложением 8).
15.2.36 После проведения испытаний и получения удовлетворительных результатов трубопроводы необходимо соединить согласно монтажно-технологической схеме в трубопроводную сеть и подготовить продувкой к последующим испытаниям.
15.2.37 После соединения всех трубопроводов в сеть провести общие испытания на плотность в описанном выше порядке (см. 15.2.25) в целях:
- проверки герметичности всех трубопроводов сети;
- проверки отсутствия течей в местах установки заглушек и расположения продувочных выходов;
- проверки герметичности спускных и дренажных клапанов.
15.2.38 Общие испытания трубопроводных сетей криогенного контура (БРВ и другие блоки) выполняются только пневматически на самой крупной трубопроводной сети.
Давление испытания должно быть самым низким из рабочих давлений всех сетей, включенных в общие испытания.
Общие испытания организуются следующим образом:
- одно или несколько общих испытаний для сетей вверх по потокам от холодного блока (количество испытаний зависит от количества не взаимосвязанных в нем сетей);
- одно общее испытание для всех сетей холодного блока;
- одно или несколько общих испытаний для сетей вниз по потокам от холодного блока (количество испытаний зависит от количества не взаимосвязанных друг с другом сетей).
Сети, подвергающиеся общим испытаниям, отсекаются заглушками.
Общие испытания могут быть статическими или динамическими (оговариваются технологическими документами по испытаниям).
15.2.39 Результаты общих испытаний оформить документально с указанием технологической схемы общих испытаний.
15.2.40 После проведения испытаний оформить акты о проведении испытаний трубопроводных сетей по установленной форме (оформляются в соответствии с приложениями 7 и 8).
15.2.41 Замыкающие сварные швы трубопроводов между собой и с патрубками аппаратов подвергнуть испытаниям на давление, значения которого указаны в таблице 52.
Процедура проведения испытаний замыкающих сварных швов аналогична предыдущим (см. 15.2.25).
15.2.42 По результатам испытаний составляют акт о проведении испытаний замыкающих швов трубопроводов и трубопроводных сетей по установленной форме (оформляется в соответствии с приложением 9).
15.2.43 Окончательная приемка сетей трубопроводов включает следующие проверки:
- монтажа трубопроводных сетей на соответствие монтажно-технологической схеме, РЭ, монтажным, рабочим чертежам и изометрическим схемам;
- учета и оформления всех изменений и отступлений от чертежей и нормативных документов;
- диаметров всех установленных фланцевых соединений на соответствие диаметрам трубопроводов, где они установлены;
- установленных прокладок по размерам и типам на соответствие диаметрам своих фланцев;
- всех установленных шпилек и болтов на соответствие своих диаметров, длин и геометрии установки размерам фланцевых соединений, требованиям чертежей и нормативных документов;
- всех установленных опор на соответствие требованиям чертежей с обеспечением соосности и препятствия провисанию трубопроводов сверх допустимых значений по всей длине;
- качества выполненных сварных соединений и полноту их неразрушающего контроля качества, а также на отсутствие дефектов;
- качества внутренних поверхностей трубопроводов на соответствие требованиям чертежей и установленным критериям;
- фланцевых соединений на отсутствие усилий (натяга) на соединяемые оборудование, арматуру и трубопроводы;
- качества загрунтованных поверхностей трубопроводов из углеродистой стали по требуемой толщине сухой пленки покрытия;
- наличие необходимой маркировки на всех элементах трубопроводов;
- заполнение перечня штампов;
- комплектность документов по качеству монтажа и испытаниям и их надлежащее заполнение;
- наличие сопроводительной документации по трубопроводным сетям, ее объем и оформление.
16 Индивидуальные испытания
16.1 Общие положения
16.1.1 Индивидуальные испытания оборудования проводятся в целях проверки качества монтажа блоков, аппаратов, арматуры и трубопроводных сетей только пневматически на плотность при рабочем давлении.
16.1.2 Индивидуальные испытания оборудования, собираемого на месте эксплуатации, следует проводить после окончания монтажа, его контроля и оформления акта о допуске к индивидуальным испытаниям (кроме работ по изоляции, в результате которых закрывается доступ к контролируемым местам).
16.1.3 Для организации индивидуальных испытаний следует подготовить:
- ИМ на блоки, системы и на техническое изделие;
- ТУ или ТЗ, РЭ и другую эксплуатационную документацию;
- проект размещения оборудования;
- итоговые акты по всем этапам работ по монтажу;
- другие документы (при необходимости).
16.1.4 При организации испытаний необходимо разработать следующие документы Папки индивидуальных испытаний:
- ПМ индивидуальных испытаний;
- технологическую схему индивидуальных испытаний;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- технологический процесс проведения теплой опрессовки;
- технологический процесс проведения холодной опрессовки (при необходимости);
- материалы процедуры обеспечения безопасности испытаний (см. 14.5);
- перечень технологического оборудования и оснастки, применяемых при выполнении индивидуальных испытаний;
- другие документы (при необходимости).
16.1.5 Перед началом работ по проведению испытаний провести совещание и рассмотреть подготовленные документы Папки индивидуальных испытаний, а также материалы:
- документы, перечисленные в 14.7 и 14.10;
- перечень производственного персонала, выполняющего индивидуальные испытания, с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- перечень инженерно-технических работников и ответственных лиц, обеспечивающих выполнение испытаний, с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- перечень организаций, привлекаемых для проведения испытаний (при необходимости) и перечень их персонала с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- журналы, перечисленные в 4.19 настоящего стандарта;
- схемы сварных швов по каждой трубопроводной сети;
- журналы сварочных работ по всем трубопроводным сетям;
- журналы опор по всем трубопроводным сетям;
- журнал установки и снятия заглушек;
- документы по всем выполненным работам на трубопроводных сетях и оборудовании;
- акты поверки штатных контрольно-измерительных приборов и оборудования средств вычислительной техники;
- сертификаты соответствия средств измерений на штатные контрольно-измерительные приборы и оборудование средств вычислительной техники;
- таблицы маркировки и опознавательной окраски криогенных трубопроводов и оборудования;
- форма акта готовности криогенной системы к индивидуальным испытаниям;
- перечень заглушек с указанием мест их установки;
- форма акта установки заглушек;
- форма акта осмотра оборудования и трубопроводов;
- форма перечня обнаруженных неплотностей соединений оборудования и трубопроводов при проведении индивидуальных испытаний;
- форма перечня выполненных работ по устранению обнаруженных неплотностей;
- форма акта о теплой опрессовке;
- форма акта о холодной опрессовке (при необходимости);
- форма акта осмотра оборудования и трубопроводов после проведения холодной опрессовки и отогрева (при необходимости);
- форма акта о снятии заглушек перед проведением сравнительной теплой опрессовки;
- форма акта о сравнительной теплой опрессовке;
- форма протокола замера неплотностей через переключающие и обратные клапаны, а также через арматуру аппаратов, подвергающихся частичным отогревам;
- форма акта продувки;
- форма акта рабочей комиссии о приемке оборудования после индивидуальных испытаний;
- форма акта выполнения проверок;
- другие документы (при необходимости).
16.1.6 Испытание арматуры следует проводить в соответствии с требованиями чертежей и настоящего стандарта.
16.1.7 Отклонение давления при испытаниях опрессовкой должно быть не более 5% включительно установленных значений.
16.1.8 Перепуск среды между полостями теплообменных аппаратов и в конденсаторах-испарителях не допускается.
16.1.9 Отклонение величины гидравлических сопротивлений при продувке теплообменников не должно превышать 5% включительно установленных чертежами значений.
16.1.10 Допустимый разброс результатов испытаний должен соответствовать значениям, указанным в технической документации изготовителей и ПМ.
16.1.11 Результаты испытаний регистрируются в сопроводительной документации и заносятся в соответствующие разделы паспорта (формуляра) оборудования.
16.1.12 В необходимых случаях составляются отчеты по индивидуальным испытаниям опытных образцов, являющиеся основанием для отработки конструкторской документации.
16.1.13 При подготовке и проведении индивидуальных испытаний следует выполнять требования раздела 14 настоящего стандарта.
16.1.14 После выполнения индивидуальных испытаний следует провести повторное совещание и утвердить Папку индивидуальных испытаний.
16.2 Проведение испытаний
16.2.1 Индивидуальные испытания (теплые опрессовки) оборудования и трубопроводов проводятся при температуре окружающей среды в целях выявления и устранения пропусков, неплотностей и других дефектов монтажа и сборки по наружным поверхностям, сварным швам и местам соединений.
16.2.2 Теплые опрессовки проводить в соответствии с указаниями чертежей, ПМ, РЭ технического изделия и его узлов.
16.2.3 После окончания монтажа продуть от пыли и мелких частиц аппараты, содержащие сыпучие материалы (адсорбенты, реагенты, катализаторы и т.п.), трубопроводы, идущие от этих аппаратов до фильтров или арматуры, а также трубопроводы подачи газа в турбодетандерные агрегаты и криогенной жидкости в насосы сжиженных газов согласно указаниям РЭ на эти узлы.
16.2.4 При выявлении после теплой опрессовки пропусков или перепусков, а также если проводился ремонт аппаратов, индивидуальные испытания после устранения всех дефектов повторить, начиная с этапа, на котором были выявлены эти дефекты.
16.2.5 Во время проведения теплых опрессовок выполнить испытания:
- аппаратов на плотность (по перепуску из полостей);
- трубопроводных сетей на плотность (по падению давления);
- обратных и переключающих клапанов (для блока очистки) на плотность (герметичность запирающих элементов);
- арматуры, аппаратов и систем, подвергающихся частичному отогреву (по указанию чертежей) на плотность (герметичность запирающих элементов и падение давления);
- импульсных труб от мест отбора до "гребенки" вентилей на плотность и возможность продувки.
Допускается по возможности совмещение указанных операций (например, одновременное проведение испытаний на перепуск, герметичность и т.д.), если это не влияет на качество проведения испытаний.
Порядок выполнения совмещенных испытаний должен быть оговорен в технологических документах на монтаж.
16.2.6 Испытания систем на плотность (по падению давления) во время теплых опрессовок, а также проверка аппаратов на перепуск из одной полости в другую необходимо проводить с заглушками, установленными вместо арматуры.
Разрешается устанавливать заглушки также и на всю арматуру, на которую допускается пропуск согласно таблице 1.
В этом случае следует принять меры, исключающие повышение давления в смежных системах свыше рабочих значений для этих систем.
По результатам проведения индивидуальных испытаний составляют акт о теплой опрессовке по установленной форме (оформляется в соответствии с приложением 10).
16.2.7 Испытанию на плотность (по перепуску давления из одной полости в другую) подвергаются все аппараты, имеющие две и более полости (конденсаторы-испарители, теплообменники, переохладители, подогреватели и т.п.).
Перепуски в этих аппаратах из одной полости в другую не допускаются.
Наличие перепусков определяют следующими способами:
- герметизацией проверяемых полостей с помощью заглушек и определением перепусков объемным методом по ПМ;
- испытанием на плотность полостей, проводимым отдельно для каждого аппарата или группы связанных между собой аппаратов, по методике, приводимой в РЭ или ПМ.
16.2.8 Испытание на плотность (по перепуску давления) необходимо проводить отдельно для каждого аппарата или группы связанных между собой аппаратов раздельно по полостям. По результатам испытаний составить акт испытания на плотность (перепуск давления из одной системы в другую) по установленной форме (оформляется в соответствии с приложением 11).
16.2.9 При испытании систем на плотность падение давления в них за время выдержки должно составить:
- для систем с давлением до 0,07 МПа (0,7 кгс/см) включительно - не более 0,005 МПа (0,05 кгс/см
);
- для систем с давлением свыше 0,07 МПа (0,7 кгс/см) - не более 1% рабочего давления.
16.2.10 Падение давления следует измерять после выдержки аппаратов под давлением для стабилизации температуры воздуха.
При этом необходимо также учитывать изменение температуры окружающей среды в период испытаний.
Рекомендуемое время выдержки оборудования с производительностью по перерабатываемому воздуху (условно приравнено к ВРУ) составляет:
- до 10000 м/ч - не менее 1 ч;
- от 10000 до 50000 м/ч - не менее 2 ч;
- свыше 50000 м/ч - не менее 3 ч.
16.2.11 Падение давления в системе за время испытания ее на плотность определяют по следующей формуле:
![]() , (2)
, (2)
где - величина падения давления, МПа;
- сумма манометрического и барометрического давлений в начале испытаний, МПа;
- то же в конце испытаний, МПа;
- абсолютная температура воздуха или газа в начале испытаний, К;
- то же в конце испытаний, К.
16.2.12 Испытание на плотность (по падению давления) проводить рабочим давлением раздельно по системам в соответствии с указаниями чертежей, ПМ и РЭ.
16.2.13 На опытных (головных) образцах технических изделий при отогревах и опрессовках проводить наблюдения за вибрациями трубопроводов, обратив особое внимание на трубопроводы, соединенные с арматурой, работающей с дросселированием потока.
Допустимая степень вибрации определяется представителем изготовителя (разработчика), который при необходимости дает указания о дополнительных мероприятиях по уменьшению их величины.
16.2.14 Индивидуальные испытания переключающих и обратных клапанов следует проводить в соответствии с указаниями чертежей, РЭ и ПМ.
Неплотности через переключающие и обратные клапаны следует измерять после стабилизации утечки в них в течение не менее 3 мин включительно.
Величина замеренной утечки не должна превышать значений таблицы 1 настоящего стандарта.
16.2.15 Проверку плотности арматуры (на герметичность запирающего элемента), установленной на трубопроводах переключающихся аппаратов и аппаратов, которые, согласно РЭ, подвергаются частичному отогреву, следует проводить путем подачи давления на арматуру.
Утечки измеряют через продувочную линию аппарата или трубопровода.
16.2.16 В период выполнения теплых опрессовок провести испытания на плотность сливного и наружного отогревного коллекторов, а также коллектора предохранительных клапанов на давление, не менее, включительно:
- для сливного коллектора - 0,2 МПа (2 кгс/см);
- для коллектора предохранительных клапанов - 0,2 МПа (2 кгс/см);
- для наружного отогревного коллектора - 0,6 МПа (6 кгс/см).
Контроль плотности следует проводить техническим осмотром соединений с нанесением мыльного раствора.
По результатам испытаний оформляют акт установленной формы.
16.2.17 После выполнения испытаний необходимо продуть все аппараты и коммуникации сухим воздухом.
По результатам проведения продувки составляют акт по установленной форме (оформляется в соответствии с приложением 12).
После продувки необходимо обеспечить защиту внутренних поверхностей аппаратов и трубопроводов от загрязнения.
16.2.18 После окончания испытаний и продувки составляется акт рабочей комиссии о приемке оборудования после индивидуальных испытаний по установленной форме (оформляется в соответствии с приложением 13).
16.3 Подготовка криогенных систем к испытаниям
16.3.1 Подготовку криогенных систем и трубопроводов к испытаниям необходимо проводить в соответствии с указаниями ПМ, ИМ и рабочих чертежей.
16.3.2 Грунтовку сварных швов криогенных трубопроводов следует производить после выполнения всех испытаний.
16.3.3 Сварные швы, обращенные к вакуумным полостям, покрывать не рекомендуется.
16.3.4 Поверхности, подлежащие грунтовке и окраске, тщательно очистить и просушить.
16.3.5 Грунтовку наносить не позднее чем через 2 ч после подготовки поверхности под покрытие.
16.3.6 До закрытия муфты стыка кожуха, примыкающего к секции криогенного трубопровода с глухим конусным мостом, необходимо обозначить на муфте границу вакуумной полости, а после испытаний внутренней трубы и проверки герметичности вакуумного участка приварить муфту стыка и нанести линию раздела вакуумных полостей, повторяя направление образующих конуса самого моста.
16.3.7 Перед испытаниями проводят маркировку оборудования криогенных систем согласно пневмогидравлическим схемам и ИМ.
Маркировку позиционных обозначений наносить:
- арматуры - на корпусе арматуры или на трубопроводе рядом с ней;
- резервуаров, испарителей, криогенных насосов, щитов управления, арматурных шкафов, раздаточных панелей и т.п. - на корпусе (каркасе, кожухе) соответствующего оборудования;
- датчиков температуры, мест отбора давлений, мест подвода управляющего воздуха (азота) - на кожухе трубопровода или оборудования в непосредственной близости от датчиков.
Размер шрифта принимают в зависимости от габаритов маркируемого оборудования.
16.3.8 В местах установки расходных диафрагм и дроссельных шайб маркировать их позиционное обозначение, расчетный размер сопла () и направление потока стрелкой в соответствии с указаниями чертежей и ИМ.
16.3.9 На резервуарах и трубопроводах следует нанести опознавательную окраску в соответствии с указаниями ИМ.
Опознавательную окраску следует наносить участками с учетом местных условий в наиболее ответственных местах коммуникаций (на ответвлениях, у мест соединений, у мест отбора, в местах прохода через стены, перекрытия и т.п.) не реже чем через 10 м включительно.
16.3.10 На криогенных трубопроводах рекомендуется нанести предупреждающие кольца с шириной и расстоянием между ними в соответствии с ИМ.
16.3.11 На газоотводящих трубопроводах необходимо нанести извилистыми кольцами цвета опознавательной окраски в соответствии с ИМ.
16.3.12 В непосредственной близости от мест, где может произойти разбрызгивание криогенной жидкости (у вентилей анализа, выдачи продукта, продувки в атмосферу и т.п.), необходимо установить предупреждающие знаки.
16.3.13 Монтажные части, оставшиеся после окончания монтажа криогенной системы, сдают по акту заказчику (эксплуатирующей организации).
16.3.14 После окончания и приемки монтажа оформляют акт проверки монтажа на соответствие монтажно-технологической схеме по установленной форме (оформляется в соответствии с приложением 5).
К акту должны быть приложены следующие документы:
- схема исполнительных размеров криогенной системы;
- журнал регистрации технических решений об отклонении;
- результаты контроля сварных швов (радиографическим методом и ультразвуковой дефектоскопией) с соответствующими заключениями специалистов по контролю.
16.4 Испытания криогенных систем и трубопроводов
16.4.1 До начала любых испытаний криогенных систем и трубопроводов необходимо подготовить и проверить оборудование, оснастку, контрольно-измерительные приборы и материалы для испытаний.
16.4.2 Испытания оборудования и криогенных систем должны быть обеспечены смежными системами:
- системой снабжения сжатым воздухом;
- системой водоснабжения и отопления;
- системой энергоснабжения;
- системой связи (шлемофонной, громкоговорящей, телефонной);
- системой освещения;
- системой вентиляции.
Допускается подача воздуха, электроэнергии и других ресурсов по временной схеме для возможности испытаний криогенной системы отдельными участками.
16.4.3 Испытания криогенной системы проводят с использованием штатных функциональных подсистем:
- подсистемы откачки вакуумных полостей оборудования;
- подсистемы подачи регламентных газов;
- подсистемы пневматического управления арматурой и др., входящих в состав данной криогенной системы.
Использование при испытаниях временных источников или подсистем взамен штатных не допускается.
16.4.4 Непосредственно перед проведением испытаний необходимо провести осмотр оборудования и трубопроводов с составлением актов.
16.4.5 Испытаниям криогенных систем подвергают:
- жидкостные полости систем (внутренние сосуды резервуаров, емкостей, аппараты, арматуру, испарители жидкости, внутренние трубы криогенных трубопроводов);
- вакуумные полости (кожухи резервуаров, емкостей, аппаратов, арматуры, трубопроводов с экранно-вакуумной изоляцией);
- газовые трубопроводы системы.
Испытания проводят в соответствии с чертежами и ИМ.
16.4.6 Контроль герметичности при испытаниях криогенных систем по ОСТ 26-04-2600-83 [21].
16.4.7 Объемная доля гелия в воздушно-гелиевой или азотно-гелиевой смеси при контроле герметичности любым методом или способом по ОСТ 26-04-2600-83 [21] должна быть не менее 10%.
В случае применения течеискателя ПТИ-10 совместно с адсорбционным насосом допускается испытания способами щупа, накопления и вакуумной камеры проводить при объемной доле гелия в смесях не менее 1%.
При заполнении испытываемых полостей воздухом с последующей подачей в них гелия выдерживают для выравнивания содержания гелия:
- трубопроводы с диаметром до 100 мм включительно - не менее 12 ч;
- трубопроводы с диаметром свыше 100 мм - не менее 24 ч;
- трубопроводы протяженностью более 150 м - не менее 24 ч.
16.4.8 Перед проведением теплой опрессовки необходимо проверить крепление опор кожуха, установку пластин (полумуфт) на кожухе, установку дополнительных опор, работоспособность оборудования системы, продуть систему и импульсные трубки сухим воздухом (азотом).
16.4.9 При испытаниях на прочность пробное давление необходимо выдерживать в системе в течение не менее 10 мин.
Осмотр оборудования под пробным давлением категорически запрещен.
16.4.10 Сварные швы, выполненные на монтаже, в местах соединения внутренней трубы и кожуха с глухим конусным мостом, необходимо испытать на герметичность способом обдува.
16.4.11 При испытаниях криогенных систем на плотность не допускается следующее:
- наличие на поверхностях видимых дефектов (трещин, разрывов, течей, остаточных деформаций и т.п.);
- падение давления после часовой выдержки;
- попадание мыльной эмульсии во внутренние и теплоизоляционные полости оборудования и трубопроводов.
16.4.12 Методы устранения дефектов, обнаруженных при испытаниях:
- негерметичность фланцевых и ниппельных соединений - подтяжкой болтовых и резьбовых соединений;
- микротечи, трещины и разрывы в сварных соединениях - выборкой дефектного участка с последующей заваркой согласно требованиям монтажных чертежей;
- разрывы, трещины или признаки остаточных деформаций в основном металле - заменой деталей (сборочных единиц);
- течи в сварных швах и в металле сильфонов - заменой сильфонов.
Устранение дефектов необходимо проводить только после сброса давления.
16.4.13 Теплую опрессовку внутренней трубы криогенного трубопровода выполнить до изоляции мест соединения элементов, заварки муфт стыка и после выполнения мероприятий по защите компенсаторов и кожуха.
16.4.14 Испытания внутренних труб криогенных трубопроводов включают следующее:
- на прочность пробным давлением;
- на плотность рабочим давлением с техническим осмотром сварных соединений и нанесением мыльного раствора, а также по падению давления;
- на герметичность рабочим давлением воздушно-гелиевой смеси способом накопления;
- на герметичность рабочим давлением воздушно-гелиевой смеси способом щупа (при необходимости).
16.4.15 Испытания на прочность и плотность воздухом или воздушно-гелиевой смесью проводить наддувом внутренней трубы пробным и рабочим давлениями в соответствии с ИМ и чертежами.
16.4.16 Подъем давления во внутренней трубе необходимо производить по этапам:
- поднять давление в испытуемом участке до 50% значения рабочего давления, выдержать его не менее 5 мин, затем сбросить до 40% значения рабочего давления и произвести технический осмотр участка, обратив внимание на крепление опор и закладных деталей;
- поднять давление в испытуемом участке до рабочего, выдержать его не менее 5 мин, затем сбросить до 80% значения рабочего давления и произвести технический осмотр и испытание участка на герметичность;
- поднять давление в испытуемом участке до пробного, выдержать его не менее 10 мин, затем сбросить до рабочего и произвести технический осмотр и испытание участка на герметичность.
16.4.17 Продолжительность испытаний на плотность должна обеспечить следующее:
- проведение технического осмотра испытуемого участка;
- контроль плотности всех сварных, ниппельных, фланцевых и других соединений техническим осмотром с нанесением мыльной эмульсии;
- выдержку участка под рабочим давлением воздуха (азота) в течение не менее 1 ч включительно с контролем падения давления по манометру.
16.4.18 Испытания на герметичность вваренных компенсаторов и кольцевых сварных швов трубопроводов, патрубков и монтажных вставок внутренней трубы криогенного трубопровода с вакуумной изоляцией проводить по ОСТ 26-04-2569-80 [119] способом накопления.
В случае обнаружения фона гелия в контролируемой зоне поиск локальных неплотностей следует проводить способом щупа.
16.4.19 Испытания кожуха (участка кожуха) криогенного трубопровода на плотность (герметичность) должны включать следующие операции:
- предварительную проверку плотности кожуха;
- откачку теплоизоляционной полости;
- контроль герметичности кожуха способом обдувания с устранением течей (при необходимости);
- регенерацию адсорбента криосорбционного насоса адсорбционной секции и его охлаждение после окончания регенерации;
- контроль герметичности кожуха манометрическим методом при рабочем давлении во внутренней трубе.
Испытания кожуха криогенного трубопровода необходимо проводить в соответствии с указаниями рабочих чертежей и ИМ.
При испытаниях на плотность кожуха трубопровода с диаметром внутренней трубы 300 мм и более подъем давления до рабочего во внутренней трубе проводить обязательно.
16.4.20 Предварительную проверку плотности кожуха следует проводить подачей воздуха (азота) с давлением от 0,05 до 0,07 МПа (от 0,5 до 0,7 кгс/см) включительно в теплоизоляционную полость проверяемого участка с нанесением мыльного раствора и техническим осмотром всех соединений.
16.4.21 Откачку теплоизоляционных полостей криогенных трубопроводов необходимо проводить до остаточного давления не выше 13,3 Па (13,3х10 мм рт.ст.) с проверкой герметичности методом обдува гелием по ОСТ 26-04-2569-80 [119].
16.4.22 Регенерацию адсорбента проводить путем продувки змеевиков адсорбционных секций воздухом с температурой от 453 до 483 К (от 180 °С до 200 °С) в течение не менее 72 ч с одновременным вакуумированием теплоизоляционной полости через ловушки, охлаждаемые жидким азотом, согласно указаниям рабочих чертежей и ИМ.
Процесс регенерации проводить до полного прекращения выпадения криоосадка.
Остаточное давление в теплоизоляционной полости к концу регенерации должно быть не выше 0,133 Па (13,3х10 мм рт.ст.).
16.4.23 На полностью остывшем адсорбенте (не менее 48 ч после окончания регенерации) вакуумметром ВИТ-2 (ВИТ-3) определяют суммарную негерметичность (натекания) по кожуху и внутренней трубе на каждом вакуумном участке манометрическим методом при остаточном давлении в теплоизоляционной полости не выше 0,133 Па (13,3х10 мм рт.ст.) и рабочем давлении во внутренней трубе испытуемого участка в соответствии с рабочими чертежами и ИМ.
16.4.24 После проведения испытаний и приведения всей криогенной системы в состояние, соответствующее требованиям рабочей документации, составляют акт рабочей комиссии о приемке оборудования криогенной системы после индивидуальных испытаний по установленной форме (оформляется в соответствии с приложением 13) и заполняют соответствующий раздел формуляра (паспорта) системы.
17 Холодная опрессовка
17.1 Холодная опрессовка является отличительной особенностью оборудования криогенной техники. Она проводится в целях выявления скрытых дефектов оборудования и коммуникаций путем создания в аппаратах и коммуникациях температурных напряжений, близких к рабочим.
Холодная опрессовка проводится только для блоков и систем, имеющих холодный контур и работающих при криогенных температурах, в том числе: БРВ, резервуары и емкости для жидких продуктов разделения воздуха, криогенные трубопроводы и т.п.
17.2 Необходимость и порядок проведения холодной опрессовки определяется и регламентируется РЭ технического изделия и ПМ (раздел холодной опрессовки).
17.3 Рекомендуемый объем холодной опрессовки:
- одна холодная опрессовка;
- одна сравнительная теплая опрессовка.
17.4 Холодные опрессовки необходимо проводить при наиболее низких температурах, которых возможно достичь по данной схеме без изоляции.
Установки, в которых получение низких температур осуществляется путем расширения в турбодетандерных агрегатах воздуха, не подвергавшегося предварительной очистке от влаги и двуокиси углерода, охлаждаются с поддержанием температуры после турбины в пределах от 148 до 143 К (от минус 125 °С до минус 130 °С).
17.5 При проведении холодной опрессовки допускается раздельное захолаживание аппаратов или групп аппаратов совместно с трубопроводами. Такой порядок проведения холодной опрессовки должен быть описан в ПМ.
17.6 Перед проведением холодной опрессовки оборудование и коммуникации необходимо тщательно продуть.
17.7 Каждый аппарат и трубопроводы необходимо выдерживать при наиболее низкой температуре, которая может быть достигнута в них, в течение не менее 3 ч включительно.
Контролем окончания охлаждения аппарата является стабилизация температуры обратных потоков на выходе из него.
17.8 Во время проведения холодной опрессовки допускается визуальный осмотр аппаратов и трубопроводов внутри БРВ кратковременным открытием съемных люков на кожухе для выявления возможных неплотностей по наличию "снеговой шубы".
17.9 На опытных (головных) образцах технических изделий при проведении холодных опрессовок необходимо проводить наблюдение за вибрациями трубопроводов, обратив особое внимание на трубопроводы, соединенные с арматурой, работающей с дросселированием потока.
Допустимая степень вибрации определяется представителем изготовителя (разработчика), который при необходимости дает указания о дополнительных мероприятиях по уменьшению их величины.
17.10 При выявлении во время холодной опрессовки пропусков или перепусков, а также если после нее проводился ремонт аппаратов и коммуникаций, то после устранения всех дефектов испытания необходимо повторить, начиная с этапа, на котором были выявлены эти дефекты.
17.11 Допускается локальное захолаживание участков трубопроводов или аппаратов, подвергшихся ремонту, во время проведения холодной опрессовки с последующим проведением сравнительной теплой опрессовки.
17.12 Технологические операции по холодным опрессовкам криогенных систем и трубопроводов необходимо проводить в соответствии с указаниями РЭ и ИМ.
17.13 Холодные опрессовки криогенных систем и трубопроводов предусматривают заполнение системы жидким криогенным продуктом, создание рабочего давления жидкости в элементах системы и выдержку при рабочем давлении:
- криогенных трубопроводов - в течение времени, необходимого для технического осмотра сварных швов и наружных поверхностей;
- аппаратов и резервуаров - в течение времени, необходимого для стабилизации остаточного давления в теплоизоляционных полостях.
17.14 Холодную опрессовку азотной, кислородной и аргоновой полостей криогенных систем и трубопроводов проводят жидким азотом, кислородом и аргоном соответственно.
17.15 Количество жидкости, заливаемой в резервуар (емкость, аппарат, трубопровод) во время холодных опрессовок, должно быть не менее 30% его номинального объема.
17.16 Теплоизоляционные полости криогенных трубопроводов (емкостей, аппаратов, резервуаров) считаются прошедшими холодные опрессовки при условии:
- отсутствия резких всплесков повышения остаточного давления в теплоизоляционной полости во время захолаживания и при проведении холодной опрессовки;
- равенства или превышения не более чем на 30% суточного повышения давления до и после захолаживания.
17.17 После выполнения холодных опрессовок необходимо провести отогрев оборудования и трубопроводов с контролем всех соединений техническим осмотром с нанесением мыльного раствора и подсветкой лампой белого света проблемных мест.
После проведения холодной опрессовки составляется акт по установленной форме (оформляется в соответствии с приложением 14).
17.18 Сравнительную теплую опрессовку проводят для всех систем поочередно без заглушек.
Падение давления не должно превышать значений, указанных в 16.2.11.
17.19 После проведения сравнительной теплой опрессовки составляют акт установленной формы (оформляется в соответствии с приложением 10).
17.20 После выполнения испытаний необходимо продуть все аппараты и коммуникации сухим воздухом.
После продувки внутренние полости аппаратов и трубопроводов следует предохранить от загрязнения.
По результатам проведения продувки составляют акт по установленной форме (оформляется в соответствии с приложением 12).
18 Изолирование и отделка
18.1 Общие положения
18.1.1 Тепловой изоляции оборудование и трубопроводы подлежат в следующих случаях:
- при необходимости предупреждения и уменьшения теплопотерь или холодопотерь, для сохранения температуры потоков, предотвращения конденсации влаги, образования ледяных пробок и т.п.;
- при температуре наружных поверхностей оборудования и трубопроводов на рабочих местах и в обслуживаемой зоне выше 318 К (45 °С), а за пределами рабочей или обслуживаемой зоны - выше 333 К (60 °С) с целью защиты производственного персонала от теплового поражения;
- при необходимости обеспечения нормальных температурных условий в производственном помещении.
В обоснованных случаях нанесение тепловой изоляции на наружные поверхности оборудования и трубопроводов может быть заменено установкой ограждающих конструкций.
18.1.2 Если в технической документации не указано иное, не требуется тепловая изоляция следующих элементов трубопроводов:
- линий подвода к предохранительным клапанам;
- выпускных или дренажных линий после вентилей;
- линий выпуска газов;
- опор для трубных элементов;
- нижних участков резервуаров;
- фирменных табличек на аппаратах;
- любых маркировочных знаков и клейм.
18.1.3 Работы по изолированию оборудования и трубопроводов должны выполняться организациями, имеющими разрешение на выполнение данных работ, а также специально обученным персоналом, имеющим квалификационные удостоверения установленной формы, действительные на все время выполнения работ, и опыт выполнения таких работ.
18.1.4 Для организации работ по изолированию необходимо подготовить документы:
- ТУ или ТЗ, РЭ и другую эксплуатационную документацию;
- ИМ на блоки, системы и изделие;
- проект размещения оборудования и другую необходимую монтажную документацию;
- итоговые акты по этапу индивидуальных испытаний, кроме работ, следующих за изолированием и отделкой;
- сертификаты соответствия и другие сопроводительные документы на изолировочные материалы;
- другие документы (при необходимости).
18.1.5 Для организации работ по изолированию необходимо разработать документы Папки изолирования:
- перечень оборудования, арматуры и трубопроводов, требующих изолирования;
- технологический процесс проведения изолировочных работ;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- перечень используемых для изолирования материалов;
- материалы по обеспечению безопасности при выполнении изолировочных работ;
- перечень технологического оборудования и оснастки (при необходимости), используемых при изолировочных работах;
- другие документы (при необходимости).
18.1.6 Перед началом изолировочных работ необходимо провести совещание и рассмотреть документы из Папки изолирования в следующем составе:
- документы, перечисленные в 18.1.4 и 18.1.5;
- журналы, перечисленные в 4.19 настоящего стандарта;
- перечень производственного персонала, выполняющего изолировочные работы, с копиями квалификационных удостоверений, действительных на все время выполнения работ;
- перечень инженерно-технических работников и ответственных лиц, обеспечивающих выполнение изолировочных работ, с копиями квалификационных удостоверений, действительных на все время выполнения работ;
- перечень организаций, привлекаемых к работам по изолированию, с перечнем производственного персонала и копиями квалификационных удостоверений, действительных на все время выполнения работ;
- форма акта осмотра оборудования и трубопроводов;
- форма акта продувки;
- форма акта о готовности оборудования к изолированию;
- форма акта об изолировании;
- форма акта о выполнении проверок;
- форма акта проверки изолировочных материалов;
- другие документы (при необходимости).
18.1.7 Для трубопроводов, контактирующих с кислородной средой, должны использоваться изоляционные материалы, разрешенные к контакту с этой средой.
Использование просмоленного покрытия и органических изоляционных материалов категорически запрещено.
Стекловату и минеральную вату допускается применять, если они получены без использования масел, что должно быть подтверждено соответствующим сертификатом.
18.1.8 Изолирование оборудования необходимо проводить по документации, разработанной на основании РЭ и ИМ, монтажных чертежей и проекта размещения оборудования, а также СНиП 41-03-2003 [120], других действующих технических регламентов (норм и правил) и нормативных правовых актов.
18.1.9 После выполнения работ по изолированию оборудования и трубопроводов необходимо провести повторное совещание и утвердить на нем Папку изолирования.
18.2 Проведение изолирования
18.2.1 Если требуемая толщина изоляции больше 60 мм, то она должна накладываться в два и более слоя.
Стыки на внешнем слое должны быть смещены по отношению к стыкам на внутреннем слое.
18.2.2 Люки и лазы аппаратов, а также фланцевые соединения трубопроводов следует изолировать отдельно от остальных поверхностей с таким расчетом, чтобы их можно было освободить от изоляции отдельно, не нарушая остальную изоляцию.
18.2.3 Корпус арматуры покрывают изоляцией только до набивочной камеры сальника. Изоляция не должна прикрепляться к корпусу арматуры герметизирующим материалом.
18.2.4 Изоляцию горячих наружных поверхностей аппаратов для защиты персонала от теплового поражения следует накладывать до высоты 2,5 м включительно от уровня земли или площадки обслуживания.
18.2.5 Перед изолированием все поврежденные лакокрасочные покрытия должны быть восстановлены в соответствии с указаниями чертежей.
Поверхность под лакокрасочное покрытие должна быть предварительно зачищена до металлического блеска.
Особо обратить внимание на качество защитных покрытий аппаратов и трубопроводов из алюминиевых сплавов.
18.2.6 Организация работ по изолированию оборудования и трубопроводов, монтируемых вне здания, должна обеспечить предотвращение увлажнения изоляции как при хранении, так и при загрузке (наложении). Проведение изоляционных работ во время атмосферных осадков не допускается.
18.2.7 Перлитовый песок, поступающий для изоляции БРВ, перед загрузкой в блок в обязательном порядке подвергают контролю на влажность каждой партии по ГОСТ 10832 с составлением соответствующего акта.
18.2.8 Минеральная вата, поступающая для изоляции, должна соответствовать требованиям ГОСТ 4640, не содержать битума и минеральных масел.
Отсутствие битума и масел должно быть подтверждено сертификатом.
18.2.9 Изолирование БРВ необходимо производить после завершения всех монтажных работ внутри блока, индивидуальных испытаний смонтированного оборудования, теплых и холодных опрессовок, снятия и предъявления всех заглушек, установленных при испытаниях, а также после выполнения работ по монтажу внутри блока контрольно-измерительных приборов, автоматики и электропроводки.
По окончании указанных работ организациям, производившим эти работы, необходимо составить соответствующие акты.
18.2.10 Перед загрузкой изоляции из БРВ необходимо убрать все монтажные перекрытия и приспособления, полностью удалить воду.
Во время разборки лесов все коммуникации и аппараты блока должны находиться под давлением не выше 0,05 МПа (0,5 кгс/см) включительно.
Загрузку изоляции следует производить в чистый и сухой блок.
18.2.11 На готовность оборудования к изолированию составляют акт по установленной форме (оформляется в соответствии с приложением 15).
18.2.12 При загрузке насыпной изоляции в БРВ следует соблюдать особую осторожность, чтобы не повредить аппараты, трубопроводы, импульсные трубки и электрические кабели.
18.2.13 С целью своевременного выявления повреждений, которые могут возникнуть в процессе изолирования, рекомендуется:
- поддерживать давление в коммуникациях и оборудовании не менее 0,05 МПа (0,5 кгс/см) включительно и периодически проверять падение давления;
- в конце каждой смены продувать отдельно каждую импульсную линию открытием соответствующих вентилей на передней панели блока и контролировать выход воздуха из них.
18.2.14 С целью своевременного выявления обрыва кабеля термометров сопротивления необходимо каждый час проводить контроль показаний термометров, подключенных к приборам, со шкалой от 273 до 323 К (от 0 °С до 50 °С).
В конце смены проверяют целостность электрических цепей кабелей термометров сопротивления.
Проверку коммуникаций, импульсных трубок и электрических цепей всех кабелей проводить обязательно сразу после выявления обвала перлита.
18.2.15 При обнаружении неплотностей и обрывов коммуникаций необходимо выполнить следующее:
- работу по загрузке изоляции прекратить;
- ранее засыпанную в блок изоляцию удалить;
- определить места неплотностей и обрывов коммуникаций;
- подготовить все необходимые материалы и устранить выявившиеся повреждения и неплотности;
- провести индивидуальные испытания систем и коммуникаций в соответствии с требованиями чертежей, ИМ и ПМ;
- провести холодную опрессовку (при необходимости) по ИМ и ПМ испытаний;
- провести подготовку и загрузку изоляции в блок.
18.2.16 При изолировании минеральной ватой необходимо обеспечить равномерную плотность набивки, превышающую в три-четыре раза насыпную массу ваты, обратив особое внимание на качество набивки в труднодоступных местах и в местах возможного зависания ваты.
Контроль плотности забивки изоляции следует выполнять по рекомендуемой методике (приведено в приложении 16).
18.2.17 Плотность набивки супертонкого стекловолокна должна составлять от 60 до 80 кг/м и быть равномерной во всех местах заполняемого отсека.
18.2.18 Перед загрузкой перлитового песка в БРВ необходимо проверить наличие на кожухе фильтров-уловителей перлитовой пыли (сапунов), открыть предохранительные клапаны и их патрубки обернуть тканью, способной пропускать воздух и задерживать пыль.
Для контроля давления в кожухе блока используют дифманометр-перепадомер.
Все остальные люки (монтажные и смотровые) необходимо закрыть.
18.2.19 Загрузку перлитового песка проводить ручным либо автоматизированным способом.
Для подачи насыпной изоляции допускается применять различные нагнетатели сыпучих материалов (в частности, использовать цементовоз, предварительно очистив внутреннюю поверхность емкости от остатков цемента).
18.2.20 Загрузку вести поочередно через засыпные люки, но не более чем через два люка одновременно, начиная с самого низкого.
18.2.21 После достижения уровня перлита от 500 до 800 мм до вышерасположенного люка последовательно загружать отсеки следующих уровней.
18.2.22 Контроль заполнения отсеков осуществлять визуально через люки вышерасположенного уровня после оседания пыли перлита, а также по звуку осторожным простукиванием кожуха деревянным молотком.
18.2.23 Для исключения образования пустот под защитными кожухами внутриблочной арматуры, коробами и в местах прохода труб через кожух следует провести в этих местах осторожное простукивание кожуха деревянным или резиновым молотком.
18.2.24 При использовании систем автоматизированной загрузки изоляции работы следует проводить в соответствии с инструкцией по их эксплуатации.
18.2.25 Во время загрузки перлита открывать смотровые люки и входить в блок запрещается.
18.2.26 Одновременно с производством работ по изолированию БРВ необходимо провести работы по изоляции оборудования системы азотно-водяного охлаждения и других коммуникаций.
Эти работы выполняются согласно указаниям монтажных чертежей, ИМ и проекта размещения оборудования.
18.2.27 После окончания загрузки изоляции наружную поверхность кожуха БРВ следует очистить от грязи и пыли и окрасить согласно указаниям чертежей.
Перед покраской выступающие части арматуры, а также все таблички и имеющуюся на кожухе маркировку необходимо защитить от окраски.
18.2.28 Трубопроводы наружных коммуникаций окрашивают в соответствии с проектом размещения по ГОСТ 14202.
18.2.29 Всю арматуру после окраски оборудования следует замаркировать указательными табличками или навесными бирками или надписями в соответствии с технологическими схемами.
18.2.30 Изолирование криогенных трубопроводов производят после всех испытаний по СНиП 41-03-2003 [120].
18.2.31 Перед нанесением изоляции поверхности криогенных трубопроводов должны быть обезжирены и очищены согласно требованиям чертежей.
18.2.32 В процессе нанесения изоляции необходимо принять меры, предотвращающие ее загрязнение, замасливание и запыление.
Работы по нанесению изоляции следует проводить в чистой спецодежде и перчатках.
Изоляционные материалы брать голыми руками запрещается.
18.2.33 Стыки внутренних труб секций, компенсаторы внутренних труб, отводы, монтажные вставки кислородных, азотных и аргоновых криогенных трубопроводов необходимо изолировать в соответствии с указаниями чертежей и ИМ.
18.2.34 Нанесение изоляции на криогенные трубопроводы в местах установки арматуры, подключений к ВРУ, газификационным установкам, насосам сжиженных газов и т.п. следует наносить в соответствии с указаниями чертежей и ИМ оборудования.
18.2.35 Изоляцию на перфорированные конусные мосты криогенных трубопроводов наносят на треть их длины (со стороны внутренней трубы) и затем прожигают в ней отверстия диаметром от 5 до 8 мм включительно соосно с отверстиями конусного моста.
18.2.36 После проведения всех работ по изоляции составляют акт на изолирование по установленной форме (оформляется в соответствии с приложением 17).
19 Комплексное опробование
19.1 Общие положения
19.1.1 Комплексное опробование проводится с целью проверки нормального функционирования смонтированного оборудования на установленных режимах.
19.1.2 Для организации комплексного опробования необходимо подготовить:
- ИМ на блоки, системы и техническое изделие;
- ТУ или ТЗ, РЭ и другую эксплуатационную документацию на изделие;
- проект размещения оборудования;
- итоговые акты по индивидуальным испытаниям оборудования;
- перечень дефектов, выявленных при проведении индивидуальных испытаний, с перечнем работ по их устранению и отметками об их выполнении;
- другие документы (при необходимости).
19.1.3 Для проведения работ необходимо разработать следующие документы Папки комплексного опробования:
- ПМ по комплексному опробованию;
- перечень мероприятий по обеспечению безопасности при проведении комплексного опробования;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- другие документы (при необходимости).
19.1.4 Перед проведением работ следует собрать совещание, на котором определяют сроки и порядок комплексного опробования, а также рассматривают документы из Папки комплексного опробования в следующем составе:
- документы, перечисленные в 19.1.2 и 19.1.3;
- документы по уведомлению о проведении комплексного опробования (см. 14.7 и 14.10);
- перечень производственного персонала, участвующего в работах по комплексному опробованию оборудования, с копиями квалификационных удостоверений, действительных на все время проведения комплексного опробования;
- перечень инженерно-технических работников и ответственных лиц, обеспечивающих проведение комплексного опробования, с копиями квалификационных удостоверений, действительных на все время выполнения работ;
- перечень организаций, привлекаемых для выполнения работ по комплексному опробованию (при необходимости), с копиями их лицензий и разрешений, перечнем производственного персонала и копиями квалификационных удостоверений, действительных на все время выполнения работ;
- журналы, перечисленные в 4.19 настоящего стандарта;
- форма акта выявленных дефектов;
- форма акта по устранению выявленных дефектов;
- форма акта осмотра оборудования перед проведением комплексного опробования;
- форма акта о готовности оборудования к проведению комплексного опробования;
- форма акта осмотра оборудования после проведения комплексного опробования;
- форма акта продувки оборудования после проведения комплексного опробования;
- форма акта рабочей комиссии о приемке оборудования после комплексного опробования;
- форма акта выполнения проверок;
- другие документы (при необходимости).
19.1.5 При подготовке и проведении комплексного опробования необходимо выполнить требования раздела 14 настоящего стандарта.
19.1.6 После выполнения всех работ необходимо провести повторное совещание, на котором следует рассмотреть результаты и утвердить Папку комплексного опробования.
19.2 Проведение опробования
19.2.1 Во время выполнения комплексного опробования проверить работоспособность смонтированного оборудования в целом с выходом на рабочий режим.
При этом необходимо выполнить следующие операции:
- подготовку технического изделия к пуску;
- пуск технического изделия с выходом на режимы, указанные в ТЗ или ТУ, РЭ или ПМ по комплексному опробованию;
- переключения и частичные отогревы аппаратов;
- слив криогенной жидкости и остановку технического изделия с отогревом блоков и аппаратов;
- продувку аппаратов и коммуникаций;
- оформление документов.
Все действия следует проводить в соответствии с указаниями РЭ и ПМ по комплексному опробованию.
19.2.2 Оборудование, аппараты и трубопроводы считаются выдержавшими комплексное опробование, если у них не обнаружено дефектов и значения всех проверяемых параметров соответствуют заданным величинам.
19.2.3 Допустимый разброс результатов комплексного опробования должен соответствовать значениям, указанным в технической документации и ПМ по комплексному опробованию.
19.2.4 Результаты комплексного опробования регистрируются в контрольно-сопроводительной документации (журнале комплексного опробования, технологическом паспорте и т.п.) и заносятся в соответствующие разделы паспорта (формуляра) блоков и технического изделия.
19.2.5 В необходимых случаях составляются отчеты по комплексному опробованию опытных образцов или опытных партий оборудования, являющиеся основанием для отработки конструкторской и технологической документации.
19.2.6 После выполнения работ по комплексному опробованию продувают все оборудование с оформлением акта (приложение 12).
19.2.7 По результатам выполнения работ оформляется акт рабочей комиссии о приемке технического изделия после комплексного опробования по установленной форме (оформляется в соответствии с приложением 18).
20 Приемо-сдаточные испытания
20.1 Общие положения
20.1.1 Приемо-сдаточные испытания проводятся с целью проверки работоспособности технического изделия в соответствии с требованиями РЭ, ТУ или ТЗ.
Приемо-сдаточные испытания ВРУ проводятся с общей продолжительностью не менее 72 ч, если иное не указано в технической документации.
20.1.2 Для организации испытаний необходимо подготовить документы:
- ИМ на блоки, системы и техническое изделие;
- ТУ или ТЗ, РЭ и другую эксплуатационную документацию;
- проект размещения оборудования;
- акты по комплексному опробованию смонтированного оборудования технического изделия;
- перечень дефектов, выявленных при проведении комплексного опробования, с перечнем работ по их устранению и отметками о выполнении;
- другие документы (при необходимости).
20.1.3 Перед проведением испытаний необходимо разработать документы:
- ПМ приемо-сдаточных испытаний;
- перечень работ в зонах действия опасных и вредных факторов, на которые требуется оформление наряда-допуска;
- документы процедуры обеспечения безопасности (см. 14.5);
- документы по уведомлению о проведении испытаний (см. 14.7 и 14.10);
- примерный график проведения приемо-сдаточных испытаний;
- другие документы (при необходимости).
20.1.4 Перед проведением испытаний необходимо собрать совещание и рассмотреть документы из Папки приемо-сдаточных испытаний в следующем составе:
- перечень производственного персонала, участвующего в испытаниях, с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- перечень инженерно-технических работников и ответственных лиц, обеспечивающих проведение испытаний, с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- перечень организаций, привлекаемых для проведения приемо-сдаточных испытаний (при необходимости), с копиями их лицензий и разрешений и перечнем производственного персонала с копиями квалификационных удостоверений, действительных на все время выполнения испытаний;
- журналы, перечисленные в 4.19 настоящего стандарта;
- форма перечня выявленных дефектов и неисправностей;
- форма акта по устранению выявленных дефектов и неисправностей;
- форма акта осмотра оборудования перед проведением приемо-сдаточных испытаний;
- форма акта о готовности оборудования к проведению приемо-сдаточных испытаний;
- форма акта осмотра оборудования после проведения приемо-сдаточных испытаний;
- форма акта продувки оборудования после проведения приемо-сдаточных испытаний;
- форма акта рабочей комиссии о приемке оборудования технического изделия после приемо-сдаточных испытаний;
- другие документы (при необходимости).
20.1.5 По решению совещания приемо-сдаточные испытания могут быть совмещены с комплексным опробованием оборудования и проведены без остановки технического изделия и его отогрева при получении положительных результатов по комплексному опробованию.
20.1.6 При подготовке и проведении приемо-сдаточных испытаний необходимо выполнить требования раздела 14 настоящего стандарта.
20.1.7 После завершения испытаний проводят повторное совещание, на котором утверждают Папку приемо-сдаточных испытаний.
20.2 Проведение испытаний
20.2.1 Во время проведения приемо-сдаточных испытаний необходимо проверить работоспособность технического изделия в целом на установленных режимах.
При этом необходимо выполнить следующие операции:
- подготовку технического изделия к пуску;
- пуск технического изделия с выходом на режимы, указанные в ТЗ, ТУ или ПМ приемо-сдаточных испытаний;
- проверку работоспособности технического изделия на основных режимах с заданной продолжительностью;
- проверку установленных характеристик технического изделия на этих режимах;
- слив криогенной жидкости и остановку технического изделия с отогревом блоков и аппаратов;
- продувку аппаратов и коммуникаций;
- оформление документов по испытаниям.
Все действия следует проводить в соответствии с указаниями РЭ и ПМ.
20.2.2 Техническое изделие считается выдержавшим приемо-сдаточные испытания, если в нем не обнаружено дефектов и значения всех проверяемых параметров соответствуют заданным величинам.
20.2.3 Допустимый разброс результатов испытаний должен соответствовать указанным в технической документации и ПМ значениям.
20.2.4 Результаты приемо-сдаточных испытаний регистрируются в контрольно-сопроводительной документации (журнале приемо-сдаточных испытаний, технологическом паспорте и т.п.) и заносятся в соответствующие разделы паспорта (формуляра) технического изделия.
20.2.5 Комиссия, назначенная приказом по предприятию для проведения приемо-сдаточных испытаний, по результатам проведения этих испытаний оценивает качество изготовленного технического изделия и дает соответствующее заключение.
При положительных результатах приемо-сдаточных испытаний комиссия рекомендует техническое изделие к приемке в эксплуатацию, а также согласовывает проект ТУ (при необходимости).
20.2.6 В необходимых случаях составляются отчеты по результатам проведения приемо-сдаточных испытаний опытного образца технического изделия, являющиеся основанием изготовителю для отработки конструкторской и технологической документации.
20.2.7 После выполнения приемо-сдаточных испытаний необходимо продуть все оборудование и коммуникации технического изделия с составлением акта (см. приложение 12).
20.2.8 По результатам проведения испытаний оформляется акт рабочей комиссии о приемке технического изделия (криогенной системы) после приемо-сдаточных испытаний по установленной форме (оформляется в соответствии с приложением 19).
21 Заключительные положения
21.1 Необходимость проведения климатических испытаний технического изделия, а также другие виды специальных испытаний определяются и назначаются в соответствии с требованиями технической документации на него.
Эти испытания проводятся по специально разрабатываемым программам, утверждаемым в установленном порядке.
21.2 Необходимость проведения испытаний, определяющих надежность и работоспособность технического изделия, определяется требованиями технической документации на него.
Эти испытания проводятся по специально разрабатываемым программам, утверждаемым в установленном порядке, в которых указываются параметры испытаний с учетом возможных неблагоприятных сочетаний воздействующих факторов (нагрузок).
21.3 После выполнения полного объема монтажных работ проводят итоговое совещание, на котором рассматривают оформленные Папки документов по каждому этапу и утверждают их в двух экземплярах.
21.4 После утверждения Папки документов необходимо раздать:
- первый экземпляр - заказчику (застройщику);
- второй экземпляр - монтажной организации.
При необходимости другим лицам выдаются копии.
21.5 После завершения всех монтажных работ разработчик проектной документации готовит отдельный комплект проекта размещения оборудования технического изделия под индексом "Исполнительный", куда переносит все согласованные изменения и дополнения, сделанные в ходе выполнения монтажных и пусконаладочных работ и нашедшие свое отражение в журнале регистрации технических решений об отклонении.
Комплект проекта размещения "Исполнительный" необходимо подготовить в двух экземплярах, рассмотреть и утвердить на итоговом совещании и раздать:
- первый экземпляр - заказчику (застройщику);
- второй экземпляр - разработчику проектной документации объекта капитального строительства;
- копию - монтажной организации.
При необходимости другим лицам выдаются копии.
21.6 По результатам рассмотрения итоговых документов оформляется акт приемки в эксплуатацию законченного строительством объекта по СНиП 3.01.04-87 [121].
21.7 При сдаче технического изделия в эксплуатацию заполняют следующие разделы формуляров и паспортов на блоки и техническое изделие:
- заключение (свидетельство) о приемке технического изделия;
- гарантийные обязательства.
21.8 Как правило, при последующей эксплуатации ВРУ и других сложных технических изделий их рабочие режимы определяются текущими потребностями в продуктах разделения воздуха и могут не совпадать с расчетными режимами, указанными в ТЗ или ТУ и в других эксплуатационных документах (РЭ, ПМ и т.п.).
Действительные рабочие режимы эксплуатации ВРУ подлежат установлению при опытной эксплуатации в течение не менее года.
После их установления они фиксируются, и по ним производится наладка оборудования на режим работы, наиболее предпочтительный для эксплуатации.
Эти работы выполняются персоналом эксплуатирующей организации при участии (при необходимости и по отдельному договору) шеф-инженеров.
Затем технические характеристики действительных рабочих режимов заносятся в технологический регламент работы ВРУ для соблюдения при эксплуатации, а также периодического контроля государственными надзорными органами.
21.9 При эксплуатации оборудования на станции разделения воздуха должны постоянно находиться полные комплекты следующей технической документации, оформленной в установленном порядке:
- правоустанавливающие документы на организацию опасного производственного объекта;
- на стадии предварительных работ - документы по организации строительства опасного производственного объекта - станции разделения воздуха (ТЭО, ТУ или ТЗ и другие);
- проект размещения оборудования на станции (общий и на все составные части станции) под индексом "Исполнительный" в объеме всех требований действующих технических регламентов и других нормативных правовых актов (включая ПОС, ППР и др.);
- проекты размещения оборудования под индексом "Исполнительный", оформляемые в процессе текущей эксплуатации оборудования станции разделения воздуха;
- все договора на поставку оборудования станции разделения воздуха, его текущий ремонт, сервисное обслуживание и т.п.;
- товаросопроводительная документация на поставку всего оборудования станции разделения воздуха;
- документация на импортное оборудование, оформляемое по согласованию в соответствии с ГОСТ 15.311;
- монтажная документация на монтаж и приемку оборудования станции разделения воздуха как на стадии создания станции, так и в процессе эксплуатации ее оборудования;
- эксплуатационная документация на все оборудование, находящееся на станции, оформляемая его изготовителями;
- эксплуатационная документация, оформляемая на импортное оборудование дополнительно, включая паспорта сосудов Ростехнадзора и другое;
- конструкторская и технологическая документация изготовителей, прилагаемая для выполнения ремонтов;
- ремонтная документация, оформляемая на станции в процессе эксплуатации оборудования;
- нормативно-техническая документация на оборудование, находящееся на станции;
- эксплуатационная документация, ведущаяся в процессе эксплуатации оборудования, включая эксплуатационные журналы и накопительные данные систем автоматического управления;
- документация для контроля параметров технологических режимов работы оборудования станции, включая технологические регламенты;
- документация, необходимая для безаварийной эксплуатации оборудования, включая ПЛАС и др.
21.10 Указанная документация должна быть полностью перечислена в реестре и иметь обозначение в соответствии с принятой на станции системой.
21.11 Указанная документация должна храниться в удовлетворительном состоянии, иметь читаемый вид и выдаваться при проведении проверок контролирующими органами.
22 Реконструкция и ремонт
22.1 Общие положения
22.1.1 В целях настоящей статьи к техническому перевооружению объекта капитального строительства - станции разделения воздуха относится комплекс мероприятий по повышению технического уровня и технико-экономических показателей основных средств - отдельных производств, цехов и участков станции (технические изделия, здания, сооружения, коммуникации, оборудование и т.п.) или их отдельных частей на основе внедрения передовой техники и технологии, механизации и автоматизации производственных процессов, реконструкции морально устаревшего и физически изношенного оборудования или замены его новым оборудованием, более современным и производительным, осуществляемых по проектам и сметам на отдельные объекты или виды работ, разрабатываемых на основании единого технико-экономического обоснования (ТЭО).
Примечание - Данное положение приведено в Большом экономическом словаре [122] на с.773.
22.1.2 ТЭО технического перевооружения объекта капитального строительства - станции разделения воздуха разрабатывается на основании анализа эксплуатационных показателей работы основных средств (технических изделий, зданий, сооружений, коммуникаций, оборудования и т.п.) или их отдельных частей.
Техническое перевооружение в общем виде включает в себя демонтаж старого и монтаж нового оборудования, снос старых и строительство новых зданий, сооружений, коммуникаций и другие работы, которые выполняются в соответствии с проектами демонтажа и размещения оборудования объектов капитального строительства, оформляемыми и утверждаемыми в установленном порядке до начала строительных работ на объекте.
22.1.3 В целях настоящего раздела к реконструкции действующего объекта капитального строительства - станции разделения воздуха относится комплекс мероприятий по переустройству в целом основных средств - отдельных производств, цехов и участков станции (здания, сооружения, коммуникации, технические изделия, оборудование и т.п.) или их отдельных частей, связанному с совершенствованием производства, повышением его технического уровня и технико-экономических показателей в целях увеличения производственных мощностей, улучшения качества и изменения номенклатуры продукции, условий эксплуатации и охраны окружающей среды на основе достижений научно-технического прогресса и осуществляемых по комплексному проекту на реконструкцию.
Примечание - Данное положение приведено в Большом экономическом словаре [122] на с.1015.
22.1.4 Реконструкция производится на основании ТЗ на реконструкцию, оформленного и утвержденного в установленном порядке.
Реконструкция включает в себя демонтаж старого и монтаж нового оборудования, снос старых и строительство новых зданий, сооружений, коммуникаций и другие работы, которые выполняются в соответствии с проектом на реконструкцию.
Проект на реконструкцию состоит из разделов по демонтажу и размещению оборудования объектов капитального строительства, оформляется и утверждается в установленном порядке до начала строительных работ на объекте.
22.1.5 При реконструкции действующих промышленных предприятий (зданий, сооружений, коммуникаций, технических изделий, оборудования и т.п.) или их отдельных частей в проектах организации работ необходимо дополнительно:
- указывать состав работ, выполняемых в период, не связанный с остановкой производственного процесса, с тем чтобы время их выполнения было наименьшим;
- устанавливать очередность и порядок совмещенного выполнения строительно-монтажных работ с указанием участков и цехов, в которых на время производства строительно-монтажных работ изменяются технологические процессы основного производства, а также когда строительные работы ведутся во время плановых технологических остановок основного производства;
- указывать на строительном генеральном плане действующие здания, сооружения и инженерные сети, не подлежащие реконструкции, вновь возводимые здания, сооружения и прокладываемые сети, реконструируемые и разбираемые здания, сооружения, разбираемые и перекладываемые инженерные сети, места примыкания новых сетей к существующим, проезды по территории, места бытового обслуживания работников предприятия, направления безопасного прохода строителей и эксплуатационного персонала предприятия;
- приводить в пояснительной записке следующие данные:
а) перечень и объемы работ, выполняемых в стесненных и вредных условиях;
б) порядок оперативного руководства работами по реконструкции;
в) мероприятия по обеспечению совместной деятельности предприятия и строительной организации;
г) данные по услугам предприятия по созданию производственных условий для строителей и внутризаводским и внутрицеховым грузоподъемным и транспортным средствам предприятия, передаваемым строителям на период реконструкции;
д) мероприятия по пожаро- и взрывобезопасности, меры, обеспечивающие устойчивость сохраняемых конструкций при выполнении демонтажных и монтажных работ.
22.1.6 В целях настоящей статьи к капитальному ремонту объекта капитального строительства (технического изделия, здания, сооружения, коммуникации, оборудования и т.п.) или его отдельных частей относится комплекс операций по восстановлению его в исправное или работоспособное состояние, а также ресурса и паспортных технических характеристик.
Примечание - Данное положение приведено в Большом экономическом словаре [122] на с.1016.
22.1.7 Капитальный ремонт производится на основании актов ревизии и отбраковки, оформляемых и утверждаемых в установленном порядке.
Капитальный ремонт производится по ремонтной документации, разрабатываемой по ГОСТ 2.602 до начала выполнения работ и утверждаемой по РД 09-250-98 [123].
22.1.8 В целях настоящей статьи к сервисному обслуживанию эксплуатируемого технического изделия (здания, сооружения, коммуникации, оборудования и т.п.) или его составных частей относится комплекс услуг по монтажу, наладке, подготовке к пуску, ремонту, техническому обслуживанию и других работ, осуществляемых после сдачи объекта капитального строительства в эксплуатацию, с целью поддержания его в работоспособном состоянии в течение оговоренного срока.
Примечание - Данное положение приведено в Большом экономическом словаре [122] на с.1076.
22.1.9 Сервисное обслуживание технического изделия (здания, сооружения, коммуникации, оборудования и т.п.) или его отдельных частей производится на основании отдельных договоров.
22.1.10 Все указанные выше работы, а также демонтаж оборудования объекта капитального строительства (технического изделия, здания, сооружения, коммуникации, оборудования и т.п.), расположенного на территории опасного производственного объекта или его отдельных частей, должны выполняться специализированными организациями в порядке, оговоренном настоящим стандартом, действующими техническими регламентами (нормами и правилами), нормативными правовыми актами, по технической документации, разработанной и утвержденной в установленном порядке до начала указанных работ.
22.1.11 Работы на действующем предприятии - опасном производственном объекте производятся на основании наряда-допуска на выполнение работ в зонах действия опасных и вредных факторов установленной формы.
22.1.12 В тех случаях, когда при проведении ремонтных работ требуется применение огневых и (или) газоопасных работ, кроме указанного выше наряда-допуска соответственно оформляется разрешение на проведение огневых работ и (или) наряд-допуск на проведение газоопасных работ по РД 09-364-00 [112].
22.2 Общие рекомендации
22.2.1 Ремонт с применением сварки или пайки сосудов и их элементов, работающих под давлением, должен проводиться по технологии, разработанной до начала работ и согласованной с его изготовителем (разработчиком), а результаты ремонта должны заноситься в паспорт сосуда.
22.2.2 При резке труб и заготовок на каждый вновь образованный элемент должна переноситься имеющаяся маркировка.
22.2.3 Технология сварки, сварочные материалы и сварочное оборудование должны соответствовать настоящему стандарту, действующим техническим регламентам (нормам и правилам), нормативным правовым актам и быть оформлены и аттестованы в установленном порядке.
22.2.4 Контроль качества сварных соединений необходимо проводить в соответствии с настоящим стандартом и другими действующими нормативными документами.
22.2.5 Арматуру следует ремонтировать в специализированных ремонтно-механических мастерских и на участках.
Мелкий ремонт арматуры (смена прокладок, перенабивка сальников, замена шпилек, штурвалов, воротков и т.п.) допускается проводить на месте ее установки.
22.2.6 Ремонт аппаратов и трубопроводов допускается производить только после остановки аппарата (трубопровода), сброса из него давления и слива жидкости, отогрева до положительных температур и надежного отключения от остального оборудования заглушками.
22.2.7 Заглушки, применяемые для отключения аппаратов и трубопроводов, должны иметь хвостовик, выступающий за пределы фланцев.
На хвостовике каждой заглушки выбиваются ее номер и давление, на которое она рассчитана.
Время и место установки и снятия каждой заглушки отмечается в технологическом журнале за подписью лица, установившего и снявшего заглушку.
22.2.8 Перед началом ремонтных работ аппарат (трубопровод) продуть воздухом до содержания объемной доли кислорода в пределах от 19% до 23% в отходящем газе, при этом отбор проб на содержание кислорода производить не ранее чем через 5 мин включительно после прекращения продувки.
Если в аппарате (трубопроводе) находился кислород, то продувку сначала рекомендуется производить азотом в течение не менее 10 мин включительно, а затем уже воздухом.
22.2.9 БРВ перед началом ремонтных работ или опрессовок отключается от другого оборудования.
22.2.10 Ремонтные работы в отсеках блоков технических устройств, заполняемых перлитовым песком, следует производить только после полного удаления перлитового песка.
Не допускается выгрузка перлитового песка в открытые емкости или в помещение цеха.
22.2.11 Перед началом ремонтов БРВ необходимо провести анализ воздуха внутри кожуха блока, объемная доля кислорода в котором должна быть в пределах от 19% до 23%.
В первые сутки проведения ремонтных работ анализ воздуха рабочей зоны в кожухе блока следует проводить через каждые 30 мин, а далее - не реже двух раз в смену.
23 Сервисное обслуживание
23.1 Сервисное обслуживание технического изделия во время его эксплуатации включает в себя следующее:
- периодические обследования и выдачу рекомендаций по безаварийной эксплуатации оборудования;
- анализ работы оборудования в течение согласованного периода и определение оптимального режима его эксплуатации;
- наладку оптимального режима эксплуатации оборудования;
- составление текущего перечня запчастей;
- поставку запчастей;
- оказание технической и методической помощи и выдачу консультаций и заключений в процессе эксплуатации оборудования;
- проведение технического освидетельствования;
- проведение диагностирования технического состояния и определение остаточного срока службы сосудов и аппаратов;
- выдачу технических заключений для продления срока службы оборудования;
- другие работы по согласованию сторон.
23.2 Работы по сервисному обслуживанию должны выполнять специализированные организации, имеющие персонал, прошедший аттестацию, с высшим образованием и опытом работы в области криогенной техники. Эти организации должны иметь аккредитацию в данной сфере деятельности.
23.3 Любые схемные и конструктивные изменения и усовершенствования оборудования технических изделий, вносимые во время проведения ремонтов, реконструкции и других подобных работ, следует проводить по технической документации, разработанной до начала работ и согласованной в установленном ПБ 03-576-03 [6] порядке с изготовителем (разработчиком) технического изделия либо с проектной организацией, специализирующейся в области конструирования оборудования кислородной и криогенной техники.
23.4 Запасные части и комплектующее оборудование должны быть только от изготовителя данного изделия либо от его официального представителя, что должно быть подтверждено соответствующими документами.
Применение запасных частей и комплектующего оборудования других изготовителей (поставщиков, посредников) должно быть согласовано с изготовителем (разработчиком) данного технического изделия.
23.5 Применение оборудования и запчастей, происхождение которых сомнительно, а установление изготовителей затруднительно, без соответствующих сопроводительных документов (см. 23.4) недопустимо.
В этом случае следует использовать рекомендуемые процедуры поставки (приведены в приложении А).
Приложение А
(рекомендуемое)
Рекомендации по поставкам оборудования
(см. 4.4, 23.5, К.2, К.5 настоящего стандарта)
А.1 При поставке оборудования технических изделий для опасных производственных объектов рекомендуется проводить следующие процедуры оценки соответствия:
- на основе общего контроля;
- на основе специального контроля;
- с оформлением декларации изготовителя (поставщика, посредника) о соответствии.
А.2 Поставка оборудования с оформлением актов на основе общего контроля включает в себя оформление изготовителем (поставщиком, посредником) документов:
- заявления о соответствии заказу (договору, контракту) типа 2.1, в котором изготовитель (поставщик, посредник) подтверждает, что поставляемая им продукция соответствует требованиям заказа (договора, контракта), без приложения результатов испытаний;
- отчета о проведении общего контроля типа 2.2, в котором изготовитель (поставщик, посредник) подтверждает, что поставляемая им продукция соответствует требованиям заказа (договора, контракта), и к которому прилагаются результаты испытаний продукции, основанных на общем контроле.
А.3 Поставка оборудования с оформлением актов на основе специального контроля включает в себя оформление изготовителем (поставщиком, посредником) следующих документов:
- акта контроля типа 3.1;
- акта контроля типа 3.2.
А.4 В акте контроля типа 3.1 изготовитель (поставщик, посредник) подтверждает, что поставляемая продукция соответствует требованиям заказа (договора, контракта), и к акту он прилагает результаты испытаний.
А.5 Акт контроля типа 3.2 готовится совместно полномочным представителем изготовителя (поставщика, посредника) и либо полномочным представителем ОТК заказчика (застройщика, эксплуатирующей организации), либо контролером, официально назначенным заказчиком (застройщиком, эксплуатирующей организацией). В этом акте подготовившие его стороны заявляют, что поставляемая продукция соответствует требованиям заказа (договора, контракта), и прилагают результаты ее испытаний.
А.6 При организации поставки на основе общего либо специального контроля следует выполнять требования норматива ЕН 10204:2004 [124].
А.7 Поставка с оформлением декларации о соответствии - подтверждение третьим незаинтересованным лицом соответствия поставленной продукции изготовителя (поставщика, посредника) требованиям, изложенным в договорах (контрактах), ТУ, ТЗ и других документах. Кроме того, имеется четкое подтверждение лица, несущего ответственность как за данное соответствие продукции, так и за саму оформленную декларацию о соответствии.
Поставка с оформлением декларации о соответствии может использоваться как самостоятельно, так и в совокупности с другими процедурами оценки соответствия: на основе общего контроля или на основе специального контроля.
А.8 В качестве сертифицированных органов оценки соответствия рекомендуется привлекать специализированные экспертные организации, аккредитованные в Системе промышленной безопасности в области конструирования оборудования криогенной техники.
Рекомендуется, чтобы лицо, рассматривающее результаты оценки соответствия, и лицо, оформившее декларацию о соответствии, были разными лицами (юридическими либо физическими).
А.9 При поставке с оформлением декларации о соответствии необходимо выполнять требования ГОСТ Р ИСО/МЭК 17050-1-2009 и ГОСТ Р ИСО/МЭК 17050-2-2009.
А.10 Настоящим стандартом устанавливается обязательное разграничение полномочий и ответственности всех сторон по обеспечению работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
Полномочия и ответственность сторон при изготовлении, монтаже, ремонте и эксплуатации объектов капитального строительства (технических изделий, отдельного оборудования, зданий, сооружений, коммуникаций и т.п.) на опасном производственном объекте от момента его создания и до момента его ликвидации (утилизации) устанавливаются в следующих пределах:
- разработчика - от начала разработки технической документации на техническое изделие и до его ликвидации (утилизации) в части оказания технической и методической помощи и согласования технических вопросов (по запросам) на всех этапах изготовления и монтажа, а также в течение всего срока его эксплуатации;
- изготовителя - от начала изготовления технического изделия и до его ликвидации (утилизации) в части обеспечения его безаварийной эксплуатации, обеспечения запчастями (по отдельным заявкам) и согласования технических вопросов (по запросам) при монтаже и эксплуатации;
- поставщика (посредника) - от даты подписания договора поставки технического изделия и до его ликвидации (утилизации) в части оказания технической и методической помощи (по запросам) при монтаже и эксплуатации;
- монтажной организации - от даты подписания договора на выполнение монтажных работ оборудования и до даты подписания акта рабочей комиссии о приемке оборудования после индивидуальных испытаний;
- организаций-соисполнителей - от даты подписания договора на выполнение своих частей работ до даты подписания акта о приемке своих частей работ;
- шеф-монтажной организации - от даты подписания договора на выполнение шеф-монтажных работ и до даты подписания акта о приемке изделия в эксплуатацию либо до даты окончания шеф-монтажных работ (если договор был оформлен на определенный объем работ);
- заказчика (застройщика) - от даты подписания договора на разработку технического изделия и до даты подписания акта о приемке его в эксплуатацию;
- эксплуатирующей организации - от даты подписания договора на разработку технического изделия и до окончания срока его эксплуатации и ликвидации (утилизации).
А.11 Указанные разграничения рекомендуется оговаривать в договорах (контрактах) со всеми исполнителями (участниками) работ на объекте капитального строительства отдельно.
А.12 При поставке технического изделия (оборудования) для эксплуатации на опасном производственном объекте поставщик (посредник) должен сообщить заказчику (застройщику, эксплуатирующей организации) полные реквизиты его изготовителя (разработчика) и передать его письменное согласие на оказание технической и методической помощи заказчику (застройщику, эксплуатирующей организации) в течение всего срока эксплуатации данного технического изделия либо оставить вопросы оказания технической и методической помощи за собой.
А.13 При поставке технического изделия для эксплуатации на опасном производственном объекте, в составе которого используется оборудование и комплектующие изделия, бывшие в употреблении, изготовитель (поставщик, посредник) должен сообщить заказчику (застройщику, эксплуатирующей организации) полный перечень такого оборудования и комплектующих изделий, полные реквизиты их изготовителей, а также приложить комплект документов по техническому освидетельствованию этого оборудования и продлению (при необходимости) его ресурса (срока эксплуатации), оформленных надлежащим образом, с указанием разрешенного срока его дальнейшей эксплуатации.
А.14 Указанные положения рекомендуется включать в договоры поставки со всеми исполнителями (участниками) работ на объекте капитального строительства отдельно.
А.15 Для обеспечения безаварийной эксплуатации технического изделия на опасном производственном объекте рекомендуется до начала монтажа оборудования оформить договор с изготовителем (его полномочным представителем) технического изделия либо с другой сертифицированной организацией на сервисное обслуживание оборудования на все время его эксплуатации до списания либо на согласованный срок.
В этот договор включаются следующие положения:
- оказание помощи при плановой эксплуатации оборудования путем периодических осмотров и наладок параметров рабочего режима, с подготовкой перечня требуемых запчастей;
- периодическая поставка запчастей по заявкам;
- оказание помощи в проведении технического обслуживания оборудования в соответствии с РЭ;
- оказание помощи либо проведение (при наличии лицензии) диагностирования технического состояния оборудования в процессе эксплуатации, а также при определении ресурса и продлении срока его эксплуатации в соответствии с РД 03-421-01 [2];
- оказание помощи по подготовке эксплуатационного персонала и повышению его квалификации при эксплуатации оборудования;
- анализ результатов эксплуатации оборудования и разработка предложений по снижению эксплуатационных затрат;
- другие положения по усмотрению сторон.
Приложение Б
(обязательное)
Форма акта на приемку фундамента под монтаж
(см. 4.10 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер | ||||||
и дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и дата выдачи свидетельства о государственной регистрации, | ||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, | ||||||
номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее фундамент, подлежащий приемке | ||||||
(наименование, | ||||||
номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
(фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
на приемку фундамента под монтаж
N_______ | "__" _______________ 20___ г. | |||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||||||
(должность, | ||||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||||
(должность, | ||||||||||||||||||||||||
фамилия, инициалы, реквизиты | ||||||||||||||||||||||||
документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего фундамент, подлежащий | ||||||||||||||||||||||||
приемке | , | |||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
а также иные представители лиц, участвующих в приемке фундамента | ||||||||||||||||||||||||
(должность, | ||||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
произвели осмотр и приемку фундамента, выполненного | ||||||||||||||||||||||||
(наименование лица, | ||||||||||||||||||||||||
осуществляющего строительство, фактически выполнившего фундамент) | ||||||||||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||||||||||
1. К осмотру и приемке предъявлен фундамент | ||||||||||||||||||||||||
(наименование, обозначение, краткая характеристика) | ||||||||||||||||||||||||
2. Фундамент выполнен по проектной документации | ||||||||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | ||||||||||||||||||||||||
документации, сведения о лицах, осуществляющих | ||||||||||||||||||||||||
подготовку раздела проектной документации) | ||||||||||||||||||||||||
3. При строительстве фундамента использованы | ||||||||||||||||||||||||
(наименование | ||||||||||||||||||||||||
строительных материалов и изделии со ссылкой на | ||||||||||||||||||||||||
сертификаты и другие документы, подтверждающие качество) | ||||||||||||||||||||||||
4. Освидетельствованы скрытые работы (при наличии), которые оказывают влияние на | ||||||||||||||||||||||||
безопасность фундамента | ||||||||||||||||||||||||
(указываются | ||||||||||||||||||||||||
скрытые работы, даты и номера актов их освидетельствования) | ||||||||||||||||||||||||
5. Предъявлены документы, подтверждающие соответствие фундамента предъявляемым к нему требованиям, в том числе: | ||||||||||||||||||||||||
а) на соответствие требованиям проектной документации, техническим регламентам (нормам и | ||||||||||||||||||||||||
правилам), другим нормативным правовым актам | ||||||||||||||||||||||||
(наименование документа о | ||||||||||||||||||||||||
соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
б) исполнительные геодезические схемы положения фундамента | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
в) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||||||||||||
(указываются наименования документов, номера и даты актов) | ||||||||||||||||||||||||
7. При осмотре и проверке установлено: | ||||||||||||||||||||||||
а) отклонение поперечной оси фундамента, мм | ; | |||||||||||||||||||||||
б) отклонение продольной оси фундамента, мм | ; | |||||||||||||||||||||||
в) отклонение фундамента по высоте, мм | ; | |||||||||||||||||||||||
г) отклонение осей колодцев под анкерные болты, мм | ; | |||||||||||||||||||||||
д) отклонение габаритных размеров фундамента, мм: | ||||||||||||||||||||||||
по длине | ; | |||||||||||||||||||||||
по высоте | ; | |||||||||||||||||||||||
е) глубина закладки фундамента, мм | ; | |||||||||||||||||||||||
ж) марка бетона фундамента | . | |||||||||||||||||||||||
8. Даты: начала работ "__" ______________20__г. | ||||||||||||||||||||||||
окончания работ "__" ______________20__г. | ||||||||||||||||||||||||
9. Предъявленный к приемке фундамент выполнен в соответствии с проектной документацией и техническими регламентами (нормами и правилами), иными нормативными правовыми актами | ||||||||||||||||||||||||
(указываются наименование, статьи (пункты) | ||||||||||||||||||||||||
технического регламента (норм и правил), иных нормативных | ||||||||||||||||||||||||
правовых актов, разделы проектной документации) | ||||||||||||||||||||||||
10. На основании изложенного: | ||||||||||||||||||||||||
а) разрешается использование фундамента по назначению | ; | |||||||||||||||||||||||
б) разрешается использование фундамента по назначению с нагружением в размере_____ % проектной нагрузки; | ||||||||||||||||||||||||
в) разрешается полное нагружение фундамента при выполнении следующих условий | ; | |||||||||||||||||||||||
г) разрешается производство последующих работ | . | |||||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||||||
Акт составлен в __________ экземплярах. | ||||||||||||||||||||||||
Приложения: | ||||||||||||||||||||||||
Сведения об исполнителях, непосредственно выполнявших работы по строительству фундамента. Документы о проведении освидетельствования скрытых работ (при наличии) при выполнении фундамента. Акты (протоколы, заключения и т.п.) экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля и строительства фундамента. Другие документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое исполнение проектных решений при строительстве фундамента. Подписи: | ||||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего фундамент, подлежащий | ||||||||||||||||||||||||
приемке | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представители иных лиц (при необходимости): | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Примечания
1 Настоящий акт составляют на каждый принятый фундамент, готовый к монтажу оборудования (опоры, здания, сооружения, конструкции и др.).
2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей каждого фундамента, а также монтируемого на нем оборудования (опоры, здания, сооружения, конструкции и др.) и применяемых способов его монтажа.
3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются".
4 Отметку об оформлении настоящего акта делают в общем журнале работ.
Приложение В
(обязательное)
Форма акта приемки сооружения (помещения) под монтаж
(см. 4.10 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, | |||||
номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее сооружение (помещение), подлежащее | |||||
приемке | |||||
(наименование, номер | |||||
и дата выдачи свидетельства о государственной регистрации, | |||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
АКТ
приемки сооружения (помещения) под монтаж
N_______ | "__" _______________ 20___ г. | ||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||
(должность, фамилия, | |||||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||
(должность, | |||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего строительство сооружения | |||||||||||||||||||
(помещения), подлежащего приемке | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
а также иные представители лиц, участвующих в приемке сооружения (помещения): | |||||||||||||||||||
(должность, | |||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||
произвели осмотр и приемку сооружения (помещения), выполненного | |||||||||||||||||||
(наименование лица, | |||||||||||||||||||
фактически выполнившего строительство сооружения, помещения) | |||||||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||||||
1. К осмотру и приемке предъявлено сооружение (помещение) | |||||||||||||||||||
(наименование и краткая характеристика сооружения, помещения) | |||||||||||||||||||
2. Сооружения (помещение) выполнено по проектной документации | |||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | |||||||||||||||||||
документации, сведения о лицах, осуществляющих | |||||||||||||||||||
подготовку раздела проектной документации) | |||||||||||||||||||
3. При строительстве сооружения (помещения) применены | |||||||||||||||||||
(наименование | |||||||||||||||||||
материалов и изделий со ссылкой на сертификаты | |||||||||||||||||||
и другие документы, подтверждающие качество) | |||||||||||||||||||
4. Освидетельствованы скрытые работы (при наличии), которые оказывают влияние на | |||||||||||||||||||
безопасность сооружения (помещения) | |||||||||||||||||||
(указываются скрытые работы, | |||||||||||||||||||
даты и номера актов их освидетельствования) | |||||||||||||||||||
5. Освидетельствованы ответственные конструкции (при наличии), которые оказывают влияние на | |||||||||||||||||||
безопасность сооружения (помещения) | |||||||||||||||||||
(указываются ответственные конструкции, | |||||||||||||||||||
даты и номера актов их освидетельствования) | |||||||||||||||||||
6. Предъявлены документы, подтверждающие соответствие сооружения (помещения) предъявляемым к нему требованиям, в том числе: | |||||||||||||||||||
а) на соответствие требованиям проектной документации, техническим регламентам (нормам и | |||||||||||||||||||
правилам), другим нормативным правовым актам | |||||||||||||||||||
(наименование | |||||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7. Проведены необходимые испытания и опробования | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
8. Даты: начала работ "__" ____________20__г. | |||||||||||||||||||
окончания работ "__" ____________20__г. | |||||||||||||||||||
9. Предъявленное к приемке сооружение (помещение) выполнено в соответствии с проектной документацией и техническими регламентами (нормами и правилами), иными нормативными правовыми актами | |||||||||||||||||||
(указываются наименования, статьи (пункты) | |||||||||||||||||||
технического регламента (норм и правил), иных нормативных | |||||||||||||||||||
правовых актов, разделы проектной документации) | |||||||||||||||||||
10. На основании изложенного: | |||||||||||||||||||
а) разрешается использование сооружения (помещения) по назначению | ; | ||||||||||||||||||
б) разрешается использование сооружения (помещения) по назначению при выполнении | |||||||||||||||||||
следующих условий | ; | ||||||||||||||||||
в) разрешается производство последующих работ | |||||||||||||||||||
Дополнительные сведения | . | ||||||||||||||||||
Акт составлен в ______ экземплярах. | |||||||||||||||||||
Приложения: Сведения об исполнителях, непосредственно выполнивших работы по строительству помещения (сооружения). Документы о проведении освидетельствования скрытых работ и ответственных конструкций (при наличии) при строительстве помещения (сооружения). Акты (протоколы, заключения и т.п.) экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля и строительства помещения (сооружения). Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое исполнение проектных решений при строительстве помещения (сооружения). Подписи: | |||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство сооружения (помещения), подлежащего | |||||||||||||||||||
приемке | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представители иных лиц (при необходимости): | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Примечания
1 Настоящий акт составляют на каждое принятое сооружение (помещение) под монтаж оборудования (конструкции и др.).
2 При необходимости форму акта допускается корректировать с учетом особенностей конкретного вида помещения (сооружения) и применяемых способов его строительства, а также монтируемого в нем оборудования (конструкции и др.) и применяемых способов его монтажа.
3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются".
4 Отметку об оформлении настоящего акта делают в общем журнале работ.
Приложение Г
(рекомендуемое)
Форма журнала сварочных работ и правила его оформления
(см. 4.19 настоящего стандарта)
Правила оформления журнала сварочных работ
Г.1 Журнал сварочных работ состоит из общих сведений по строительству, реконструкции и капитальному ремонту объекта капитального строительства (далее - журнал сварочных работ) и сварщикам, привлекаемым к выполнению работ по сварке и пайке на этом объекте, а также входящих журналов сварочных работ N_______, которые оформляют на каждый единичный узел объекта капитального строительства: здание, сооружение, коммуникацию, техническое изделие, блок, аппарат, трубопровод и т.п., сварочные работы по которому ведутся отдельно, с учетом его конструктивных особенностей и специфики процессов сварки и пайки.
Г.2 При выполнении сварочных работ только на единичном узле оформляют журнал сварочных работ и входящий журнал сварочных работ N 1.
Г.З Журнал сварочных работ и входящие журналы сварочных работ выпускаются типографским способом в формате А4.
Г.4 Титульный лист журнала сварочных работ оформляют в соответствии с рисунком Г.1.
Журнал сварочных работ
По | ||
(указать: строительство, реконструкция, капитальный ремонт) | ||
(наименование объекта капитального строительства, | ||
его почтовый или строительный адрес) | ||
Рисунок Г.1 - Форма титульного листа журнала сварочных работ
Г.5 В таблицах разделов журнала сварочных работ и входящих журналов сварочных работ N___ число граф показано условно.
Таблицы и разделы этих журналов должны содержать число граф и листов (страниц), достаточное для записи всех сведений, а также его ведения в течение всего времени выполнения работ на объекте капитального строительства.
Г.6 Первый и последующие листы журнала сварочных работ оформляют в соответствии с рисунком Г.2.
I Общие сведения | ||||||||||||||||||||||||||||||||||||
Застройщик | ||||||||||||||||||||||||||||||||||||
(наименование застройщика, номер и дата выдачи | ||||||||||||||||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||||||||||||||||
фамилия, имя, отчество застройщика, паспортные данные, | ||||||||||||||||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||||||||||||||||
Уполномоченный представитель застройщика | ||||||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
Заказчик | ||||||||||||||||||||||||||||||||||||
(наименование заказчика, номер и дата выдачи | ||||||||||||||||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||||||||||||||||
фамилия, имя, отчество заказчика, паспортные данные, место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||||||||||||||||
Уполномоченный представитель заказчика | ||||||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
Сведения о выданном разрешении на строительство | ||||||||||||||||||||||||||||||||||||
(номер, дата | ||||||||||||||||||||||||||||||||||||
выдачи разрешения, наименование органа исполнительной власти | ||||||||||||||||||||||||||||||||||||
или органа местного самоуправления, выдавшего разрешение) | ||||||||||||||||||||||||||||||||||||
Лицо, осуществляющее подготовку проектной документации | ||||||||||||||||||||||||||||||||||||
(наименование лиц, осуществляющих подготовку проектной | ||||||||||||||||||||||||||||||||||||
документации, номер и дата выдачи свидетельства о | ||||||||||||||||||||||||||||||||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||||||||||||||||||||||||||||||||
телефон, факс - для юридических лиц; | ||||||||||||||||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, место | ||||||||||||||||||||||||||||||||||||
проживания, телефон, факс - для физических лиц, | ||||||||||||||||||||||||||||||||||||
сведения о разделах проектной документации, подготовленных | ||||||||||||||||||||||||||||||||||||
лицами, осуществляющими подготовку проектной документации) | ||||||||||||||||||||||||||||||||||||
Уполномоченный представитель лица, осуществляющего подготовку проектной документации, по вопросам проверки соответствия выполняемых работ проектной документации (далее - авторский надзор) | ||||||||||||||||||||||||||||||||||||
N п/п | Наименование лица, осуществляющего подготовку проектной документации, сведения о разделах проектной документации, подготовленных этим лицом | Фамилия, имя, отчество, должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
Сведения о государственной экспертизе проектной документации в случаях, предусмотренных статьей 49 Градостроительного кодекса Российской Федерации | ||||||||||||||||||||||||||||||||||||
(номер, дата заключения, наименование органа | ||||||||||||||||||||||||||||||||||||
исполнительной власти, выдавшего заключение) | ||||||||||||||||||||||||||||||||||||
Лицо, осуществляющее строительство | ||||||||||||||||||||||||||||||||||||
(наименование лица, осуществляющего строительство, | ||||||||||||||||||||||||||||||||||||
номер и дата выдачи свидетельства о государственной | ||||||||||||||||||||||||||||||||||||
регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - | ||||||||||||||||||||||||||||||||||||
для юридических лиц; фамилия, имя, отчество лица, | ||||||||||||||||||||||||||||||||||||
осуществляющего строительство, | ||||||||||||||||||||||||||||||||||||
являющегося физическим лицом, паспортные данные, | ||||||||||||||||||||||||||||||||||||
место проживания, телефон, факс) | ||||||||||||||||||||||||||||||||||||
Уполномоченный представитель лица, осуществляющего строительство | ||||||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными работами | ||||||||||||||||||||||||||||||||||||
(наименование лица, осуществляющего строительство, | ||||||||||||||||||||||||||||||||||||
выполняющее техническое руководство монтажными работами, | ||||||||||||||||||||||||||||||||||||
номер и дата выдачи свидетельства о государственной | ||||||||||||||||||||||||||||||||||||
регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс | ||||||||||||||||||||||||||||||||||||
для юридических лиц; фамилия, имя, отчество лица, | ||||||||||||||||||||||||||||||||||||
осуществляющего строительство, выполняющее | ||||||||||||||||||||||||||||||||||||
техническое руководство монтажными работами, | ||||||||||||||||||||||||||||||||||||
являющегося физическим лицом, паспортные данные, | ||||||||||||||||||||||||||||||||||||
место проживания, телефон, факс) | ||||||||||||||||||||||||||||||||||||
Уполномоченный представитель (шеф-инженер) лица, осуществляющего строительство, выполняющего техническое руководство монтажными работами | ||||||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
Уполномоченный представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
Другие лица, осуществляющие строительство, их уполномоченные представители | ||||||||||||||||||||||||||||||||||||
N п/п | Наименование лица, осуществляющего строительство (монтажные работы), номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество лица, осуществляющего строительство (монтажные работы), паспортные данные, место проживания, телефон, факс - для физических лиц | |||||||||||||||||||||||||||||||||||
1 | 2 | |||||||||||||||||||||||||||||||||||
Фамилия, имя, отчество, должность уполномоченного представителя лица, осуществляющего строительство (монтажные работы), наименование, дата, номер документа, подтверждающего полномочия | Выполняемые работы по строительству, реконструкции, капитальному ремонту объекта капитального строительства | Подпись уполномоченного представителя лица, осуществляющего строительство (монтажные работы) | ||||||||||||||||||||||||||||||||||
3 | 4 | 5 | ||||||||||||||||||||||||||||||||||
Сведения о государственном строительном надзоре | ||||||||||||||||||||||||||||||||||||
(наименование | ||||||||||||||||||||||||||||||||||||
органа государственного строительного надзора, почтовые | ||||||||||||||||||||||||||||||||||||
реквизиты, телефон, факс, фамилия, имя, отчество, должность | ||||||||||||||||||||||||||||||||||||
должностного лица (должностных лиц) органа государственного | ||||||||||||||||||||||||||||||||||||
строительного надзора, номер, дата приказа, распоряжения) | ||||||||||||||||||||||||||||||||||||
Общие сведения об объекте капитального строительства | ||||||||||||||||||||||||||||||||||||
(наименование объекта капитального строительства, краткие | ||||||||||||||||||||||||||||||||||||
проектные характеристики объекта капитального строительства) | ||||||||||||||||||||||||||||||||||||
Начало строительства, реконструкции, капитального ремонта объекта капитального | ||||||||||||||||||||||||||||||||||||
строительства | ||||||||||||||||||||||||||||||||||||
(дата) | ||||||||||||||||||||||||||||||||||||
Окончание строительства, реконструкции, капитального ремонта объекта капитального | ||||||||||||||||||||||||||||||||||||
строительства | ||||||||||||||||||||||||||||||||||||
(дата) | ||||||||||||||||||||||||||||||||||||
В настоящем журнале______страниц. Журнал пронумерован, сброшюрован и скреплен печатью. В журнале содержится учет выполнения сварочных работ в период с_________по_________(заполняется в случае, если в процессе строительства, реконструкции, капитального ремонта велось несколько журналов). | ||||||||||||||||||||||||||||||||||||
(личная подпись) | (расшифровка подписи) | (должность - для застройщика или заказчика, являющегося юридическим лицом) | ||||||||||||||||||||||||||||||||||
м.п. | ||||||||||||||||||||||||||||||||||||
Регистрационная надпись органа государственного строительного надзора | ||||||||||||||||||||||||||||||||||||
(заполняется должностным лицом органа | ||||||||||||||||||||||||||||||||||||
государственного строительного надзора) | ||||||||||||||||||||||||||||||||||||
Номер дела (регистрационный номер) | ||||||||||||||||||||||||||||||||||||
(личная подпись) | (расшифровка подписи) | (должность) | ||||||||||||||||||||||||||||||||||
Сведения об изменениях в записях титульного листа журнала сварочных работ | ||||||||||||||||||||||||||||||||||||
N п/п | Дата | Изменения в записях с указанием основания | Фамилия, инициалы, должность лица, внесшего изменения, наименование, дата, номер документа, подтверждающего полномочия этого лица | Подпись | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
II Список инженерно-технического персонала, обеспечивающего выполнение работ по сварке и пайке | ||||||||||||||||||||||||||||||||||||
Фамилия, имя, отчество | Специальность, образование | Занимаемая должность | Дата начала работы на объекте | Отметка об аттестации и дата | Дата окончания работы на объекте | |||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | |||||||||||||||||||||||||||||||
III Список сварщиков, выполняющих работы по сварке и пайке | ||||||||||||||||||||||||||||||||||||
Фамилия, имя, отчество | Разряд, квалификация | N личного клейма | Удостоверение на право производства работ | Отметка о сварке пробных и контрольных образцов | ||||||||||||||||||||||||||||||||
N и срок действия | Допущен к сварке швов в пространственном положении | |||||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | |||||||||||||||||||||||||||||||
IV Результаты проверки контрольных и пробных образцов сварных и паяных швов | ||||||||||||||||||||||||||||||||||||
Фамилия, имя, отчество сварщика, N личного клейма | Положение шва (поворотное, неповоротное, горизонтальное, вертикальное) | Оценка качества сварного (паяного) шва (годен) | Даты выполнения и приемки, фамилия, инициалы и подпись дефектоскописта | |||||||||||||||||||||||||||||||||
Внешний осмотр | Просве- | Механические испытания | ||||||||||||||||||||||||||||||||||
Времен- | Угол загиба, град. | |||||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | ||||||||||||||||||||||||||||||
V Перечень прилагаемых документов | ||||||||||||||||||||||||||||||||||||
VI Список входящих журналов сварочных работ | ||||||||||||||||||||||||||||||||||||
N входящих журналов | Обозначение узла, аппарата, трубопровода | Организации, выполняющие сварочные работы | Фамилия, инициалы руководителя сварочных работ | Фамилия, инициалы лица, ведущего журналы | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | ||||||||||||||||||||||||||||||||
VII Порядок ведения журнала сварочных работ
1 Журнал сварочных работ является специальным журналом работ по РД-11-05-2007 [15].
Журнал сварочных работ подлежит регистрации в органах государственного строительного надзора в случаях, если в соответствии с частью 1 статьи 54 Градостроительного кодекса Российской Федерации при осуществлении строительства, реконструкции, капитального ремонта объекта капитального строительства предусмотрен государственный строительный надзор выполняемых работ.
2 Разделы журнала сварочных работ ведут уполномоченные на ведение такого журнала представители застройщика или заказчика, лица, осуществляющего строительство, органа государственного строительного надзора и иных лиц путем заполнения его граф в соответствии с 2.1-2.6.
Записи в журнал сварочных работ вносят с даты начала выполнения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства и до даты фактического окончания выполнения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства.
2.1 Раздел I "Общие сведения" заполняет уполномоченный представитель застройщика или заказчика.
2.2 Раздел II "Список инженерно-технического персонала, обеспечивающего выполнение работ по сварке и пайке" заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения обо всех представителях инженерно-технического персонала всех исполнителей, занятых при строительстве, реконструкции, капитальном ремонте и монтаже объекта капитального строительства.
2.3 Раздел III "Список сварщиков, выполняющих работы по сварке и пайке" заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения обо всех сварщиках всех исполнителей, занятых при строительстве, реконструкции, капитальном ремонте и монтаже объекта капитального строительства.
2.4 Раздел IV "Результаты проверки контрольных и пробных образцов сварных и паяных швов" заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят сведения о выполнении сварщиками контрольных и пробных образцов сварных и паяных соединений.
На основании результатов сварки контрольных соединений решается вопрос о допуске сварщиков к работам по сварке и пайке.
2.5 Раздел V "Перечень прилагаемых документов" заполняет уполномоченный представитель лица, осуществляющего строительство. В указанный раздел заносят перечень сертификатов на все сварочные материалы, используемые для выполнения контрольных и пробных сварных и паяных швов, в т.ч. на электроды, сварочную проволоку, защитный газ, флюсы, а также протоколов исследований и испытаний контрольных и пробных сварных и паяных швов.
2.6 Раздел VI "Список входящих журналов сварочных работ" заполняет уполномоченный представитель застройщика или заказчика, лица, осуществляющего строительство.
3 Записи в журнал сварочных работ вносят в текстовой форме и подписывают соответствующие уполномоченные представители лиц, указанных в 2.1-2.6 настоящего порядка ведения, сведения о которых отражены на титульном листе журнала сварочных работ.
4 После завершения работ по строительству, реконструкции, капитальному ремонту, монтажу объекта капитального строительства заполненные журналы сварочных работ передаются застройщику или заказчику.
Рисунок Г.2 - Форма первого и последующих листов журнала сварочных работ
Г.7 Титульный лист входящего журнала сварочных работ N___оформляют в соответствии с рисунком Г.3.
Входящий журнал сварочных работ N____________ | ||
По | ||
(указать: строительство, реконструкция, капитальный ремонт) | ||
(наименование объекта капитального строительства, | ||
его почтовый или строительный адрес) | ||
Объект капитального строительства, на котором выполняются сварочные работы | ||
(наименование и обозначение объекта, узла, аппарата, трубопровода) | ||
Рисунок Г.3 - Форма титульного листа входящего журнала сварочных работ N______
Г.8 Первый и последующие листы входящего журнала сварочных работ N______оформляют в соответствии с рисунком Г.4.
I Общие сведения | |||||||||||||||||||||||||||||||||
Застройщик | |||||||||||||||||||||||||||||||||
(наименование застройщика, номер и дата выдачи | |||||||||||||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||||||||||||||||
фамилия, имя, отчество застройщика, паспортные данные, | |||||||||||||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||||||||||||||||
Уполномоченный представитель застройщика | |||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Заказчик | |||||||||||||||||||||||||||||||||
(наименование заказчика, номер и дата выдачи | |||||||||||||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||||||||||||||||
фамилия, имя, отчество заказчика, паспортные данные, | |||||||||||||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||||||||||||||||
Уполномоченный представитель заказчика | |||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Лицо, осуществляющее подготовку проекта производства работ по сварке | |||||||||||||||||||||||||||||||||
(наименование лиц, осуществляющих подготовку | |||||||||||||||||||||||||||||||||
проекта производства работ по сварке, номер и дата выдачи | |||||||||||||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, место | |||||||||||||||||||||||||||||||||
проживания, телефон, факс - для физических лиц) | |||||||||||||||||||||||||||||||||
Уполномоченный представитель лица, осуществляющего подготовку проекта производства работ по сварке, по вопросам проверки соответствия выполняемых работ проектной документации (далее - авторский надзор) | |||||||||||||||||||||||||||||||||
N п/п | Наименование лица, осуществляющего подготовку проектной документации, сведения о разделах проектной документации, подготовленных этим лицом | Фамилия, имя, отчество, должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Лицо, осуществляющее строительство | |||||||||||||||||||||||||||||||||
(наименование лица, осуществляющего | |||||||||||||||||||||||||||||||||
строительство, номер и дата выдачи свидетельства о государственной | |||||||||||||||||||||||||||||||||
регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, | |||||||||||||||||||||||||||||||||
факс - для юридических лиц; фамилия, имя, отчество лица, осуществляющего строительство, | |||||||||||||||||||||||||||||||||
являющегося физическим лицом, паспортные данные, | |||||||||||||||||||||||||||||||||
место проживания, телефон, факс) | |||||||||||||||||||||||||||||||||
Уполномоченный представитель лица, осуществляющего строительство | |||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||||||||||||||||||||||||||||||
работами | |||||||||||||||||||||||||||||||||
(наименование лица, осуществляющего строительство, | |||||||||||||||||||||||||||||||||
выполняющего техническое руководство монтажными работами, | |||||||||||||||||||||||||||||||||
номер и дата выдачи свидетельства о государственной | |||||||||||||||||||||||||||||||||
регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - | |||||||||||||||||||||||||||||||||
для юридических лиц; фамилия, имя, отчество лица, | |||||||||||||||||||||||||||||||||
осуществляющего строительство, выполняющего | |||||||||||||||||||||||||||||||||
техническое руководство монтажными работами, | |||||||||||||||||||||||||||||||||
являющегося физическим лицом, паспортные данные, | |||||||||||||||||||||||||||||||||
место проживания, телефон, факс) | |||||||||||||||||||||||||||||||||
Уполномоченный представитель (шеф-инженер) лица, осуществляющего строительство, выполняющего техническое руководство монтажными работами | |||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Лицо, выполняющее сварочные работы | |||||||||||||||||||||||||||||||||
(наименование лица, выполняющего сварочные | |||||||||||||||||||||||||||||||||
работы, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество лица, | |||||||||||||||||||||||||||||||||
выполняющего сварочные работы, являющегося | |||||||||||||||||||||||||||||||||
физическим лицом, паспортные данные, | |||||||||||||||||||||||||||||||||
место проживания, телефон, факс) | |||||||||||||||||||||||||||||||||
Уполномоченный представитель лица, выполняющего сварочные работы | |||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Уполномоченный представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||||||||||||||||||
N п/п | Фамилия, имя, отчество | Должность | Наименование, дата, номер документа, подтверждающего полномочия | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Сведения о предприятии, изготовившем оборудование, конструкции | |||||||||||||||||||||||||||||||||
(наименование предприятия, номер и дата выдачи | |||||||||||||||||||||||||||||||||
свидетельства о государственной регистрации, | |||||||||||||||||||||||||||||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс, | |||||||||||||||||||||||||||||||||
фамилия, имя, отчество руководителя предприятия) | |||||||||||||||||||||||||||||||||
Общие сведения об объекте строительства, на котором выполняются сварочные работы | |||||||||||||||||||||||||||||||||
(наименование и шифр объекта | |||||||||||||||||||||||||||||||||
строительства (монтажа), зав. N, год изготовления, | |||||||||||||||||||||||||||||||||
технические характеристики, другие данные при необходимости) | |||||||||||||||||||||||||||||||||
В настоящем журнале_____страниц. Журнал пронумерован, сброшюрован и скреплен печатью. В журнале содержится учет выполнения сварочных работ по данному объекту строительства (монтажа) в период с________по________(заполняется в случае, если в процессе строительства, реконструкции, капитального ремонта велось несколько журналов). | |||||||||||||||||||||||||||||||||
(личная подпись) | (расшифровка подписи) | (должность - для застройщика или заказчика, являющегося юридическим лицом) | |||||||||||||||||||||||||||||||
м.п. | |||||||||||||||||||||||||||||||||
Регистрационная надпись органа государственного строительного надзора | |||||||||||||||||||||||||||||||||
(заполняется должностным лицом органа | |||||||||||||||||||||||||||||||||
государственного строительного надзора) | |||||||||||||||||||||||||||||||||
Номер дела (регистрационный номер) | |||||||||||||||||||||||||||||||||
(личная подпись) | (расшифровка подписи) | (должность) | |||||||||||||||||||||||||||||||
Сведения об изменениях в записях Титульного листа входящего журнала сварочных работ N__ | |||||||||||||||||||||||||||||||||
N п/п | Дата | Изменения в записях с указанием основания | Фамилия, инициалы, должность лица, внесшего изменения, наименование, дата, номер документа, подтверждающего полномочия этого лица | Подпись | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
II Список сварщиков, выполняющих работы по сварке и пайке | |||||||||||||||||||||||||||||||||
Фамилия, имя, отчество | Разряд, квалификация | N личного клейма | Удостоверение на право производства работ | Отметка о сварке пробных и контрольных образцов | |||||||||||||||||||||||||||||
N и срок действия | Допущен к сварке швов в пространственном положении | ||||||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | ||||||||||||||||||||||||||||
III Исполнительная схема сварочных работ объекта, блока, узла, аппарата, трубопровода | |||||||||||||||||||||||||||||||||
Исполнительная схема сварочных работ объекта, блока, узла, | |||||||||||||||||||||||||||||||||
IV Сведения о выполнении работ по сварке и пайке | |||||||||||||||||||||||||||||||||
N соединения | Тип соединения | Фамилия, инициалы сварщика, N личного клейма | Марки свариваемых материалов, НТД | Наименование элемента, длина шва, толщина стенки, мм | |||||||||||||||||||||||||||||
1 | 2 | 3 | 4 | 5 | |||||||||||||||||||||||||||||
Отметка о приемке узла под сварку, пайку, фамилия, инициалы, должность, подпись | Дата сварки, пайки, температурные условия | Способ сварки, пайки | Сварочные материалы, N сертификатов | Отметка о контроле и годности шва по визуальному осмотру | |||||||||||||||||||||||||||||
6 | 7 | 8 | 9 | 10 | |||||||||||||||||||||||||||||
Способ и результаты неразрушающего контроля, N заключения, дата | Отметка о приемке соединения | Фамилия, инициалы, подпись ответственного за производство работ | Фамилия, инициалы, подпись руководителя сварочных работ | ||||||||||||||||||||||||||||||
11 | 12 | 13 | 14 | ||||||||||||||||||||||||||||||
V Перечень прилагаемых документов | |||||||||||||||||||||||||||||||||
VI Порядок ведения входящего журнала
1 Разделы входящего журнала сварочных работ ведут уполномоченные на ведение такого журнала представители застройщика или заказчика, лица, осуществляющего строительство и органа государственного строительного надзора путем заполнения его граф в соответствии с 1.1-1.5.
Записи во входящий журнал сварочных работ вносятся с даты начала выполнения сварочных работ по объекту строительства и до даты фактического окончания выполнения сварочных работ по объекту строительства.
1.1 Раздел I "Общие сведения" заполняет уполномоченный представитель застройщика или заказчика.
1.2 Раздел II "Список сварщиков, выполняющих работы по сварке и пайке" заполняет уполномоченный представитель лица, выполняющего строительство. В указанный раздел заносят сведения обо всех сварщиках, выполняющих работы по сварке и пайке данного объекта, блока, узла, аппарата, трубопровода.
1.3 Раздел III "Исполнительная схема сварочных работ объекта, блока, узла, аппарата, трубопровода" заполняет уполномоченный представитель лица, выполняющего сварочные работы.
В указанном разделе приводят исполнительную схему того объекта, блока, узла, аппарата, трубопровода, на котором проводятся работы по сварке и пайке.
1.3.1 Исполнительную схему объекта, блока, узла, аппарата, трубопровода выполняют в упрощенном виде с учетом требований стандартов ЕСКД. Исполнительная схема должна легко читаться и содержать все необходимые сведения.
1.3.2 Исполнительную схему выполняют таким образом, чтобы на ней были указаны все сварные и паяные швы с их условными обозначениями и дополнительными сведениями.
При необходимости исполнительную схему выполняют на одном либо нескольких листах, в одном либо нескольких видах.
1.3.3 Исполнительная схема объекта, блока, узла, аппарата должна содержать:
- габаритные размеры изделия;
- наименования, обозначения и марки материалов основных элементов;
- наименования и обозначения патрубков;
- наименования и обозначения грузоподъемных устройств;
- наименования и обозначения элементов сварных соединений;
- места и обозначения сварных и паяных швов и номера личных клейм сварщиков, выполнивших эти швы;
- другие сведения по усмотрению руководителя сварочных работ.
1.3.4 Исполнительную схему трубопровода выполняют в изометрии, и она должна содержать:
- упрощенную конфигурацию трубопровода;
- длины основных участков;
- наименования, обозначения и марки материалов основных элементов;
- наименования и обозначения установленной арматуры;
- наименования и обозначения элементов сварных соединений;
- места и обозначения сварных и паяных швов и N личных клейм сварщиков, выполнивших эти швы;
- привязку концов трубопровода к другим сопрягаемым элементам технического изделия в соответствии с монтажно-технологической схемой;
- другие сведения по усмотрению руководителя сварочных работ.
1.4 Раздел IV заполняет уполномоченный представитель лица, выполняющего сварочные работы. В указанный раздел заносят сведения о выполнении работ по сварке и пайке.
1.5 Раздел V "Перечень прилагаемых документов" заполняет уполномоченный представитель лица, выполняющего сварочные работы. В указанный раздел заносят перечни:
- сертификатов на все свариваемые материалы;
- сертификатов на все сварочные материалы, в т.ч. электроды, сварочную проволоку, защитный газ, флюсы и т.п.;
- актов и заключений по основным методам контроля: визуальному и/или измерительному, неразрушающему;
- актов и заключений по дополнительным методам контроля: цветной дефектоскопии, магнитно-порошковой дефектоскопии и др.;
- актов промежуточной приемки ответственных конструкций (при необходимости);
- актов освидетельствования скрытых работ (при наличии);
- другие документы (при необходимости).
2 Записи во входящий журнал сварочных работ N___ вносят в текстовой форме и подписывают соответствующие уполномоченные представители лиц, указанные в 1.1-1.5 настоящего порядка ведения, сведения о которых отражены на титульном листе входящего журнала сварочных работ N___.
3 После завершения работ заполненные входящие журналы сварочных работ N___ передаются застройщику или заказчику.
Рисунок Г.4 - Форма первой и последующих страниц входящего журнала сварочных работ N___
Приложение Д
(рекомендуемое)
Рекомендации по обеспечению пожарной безопасности
(см. 5.3 настоящего стандарта)
Д.1 Общие положения
Д.1.1 В атмосфере, обогащенной кислородом, качественно, в сторону возрастания, повышается уровень пожарной опасности.
Материалы, при стандартных условиях негорючие на воздухе, при повышенной концентрации кислорода приобретают способность к интенсивному горению.
Д.1.2 Воспламенение элементов оборудования и одежды людей становится возможным от источников с энергией, во много раз меньшей, чем необходимо в воздушной среде.
Возгорания в обогащенной кислородом среде могут происходить в случаях, безопасных в обычных условиях: при курении, разрядах статического электричества, разрядах в слаботочных цепях при обрыве проводов и плохом контакте, от механических частиц, нагретых при трении, в том числе при механической обработке.
Д.1.3 Источником пожара в помещениях могут явиться элементы кислородного оборудования повышенного давления, в котором возможно загорание уплотнительных элементов от волн сжатия, ударных волн или механического трения.
Дальнейшее зажигание металлических элементов, прогорание стенок труб или арматуры приводит к инициированию пожара в помещении.
Д.1.4 Скорость развития пожара в обогащенной кислородом атмосфере настолько велика, что традиционные средства и приемы тушения, а также сложившаяся практика тушения становятся неэффективными.
Во много раз сокращается время поражения людей и оборудования опасными факторами пожара.
Пребывание людей в обогащенной кислородом атмосфере приводит к его проникновению в поры тканей и в полости между слоями одежды, что может вызывать интенсивное ее горение даже после выхода человека из загазованной зоны и без доступа воздуха извне.
Неэффективным делается использование большинства огнетушащих веществ (хладонов, воздушно-механической пены, порошков, аэрозольных составов и др.).
Д.1.5 Первостепенными являются вопросы защиты обслуживающего персонала от поражения опасными факторами пожара в обогащенной кислородом атмосфере.
Это должно достигаться следующим:
- использованием одежды, негорючей или трудногорючей в обогащенной кислородом атмосфере;
- использованием специальных средств тушения одежды (автоматические души, ванны с водой);
- проведением специального инструктажа и тренировок, позволяющих быстро и правильно выполнять требования пожарной безопасности.
Д.1.6 Настоящие рекомендации распространяются на помещения, в которых в результате максимально возможного аварийного выброса газообразного или пролива жидкого кислорода его среднеобъемная концентрация в атмосфере помещений или в данной пожароопасной зоне помещений может превысить 23%.
Д.1.7 Факторами, определяющими повышенную пожарную опасность помещений при обогащении атмосферы кислородом и вызывающими необходимость введения специальных мер пожарной безопасности, являются:
- существенное увеличение пожарной нагрузки в помещении из-за приобретения негорючими в воздушной среде материалами способности к горению;
- увеличение скорости развития и интенсивности протекания пожара, приводящее к сокращению времени достижения предельно допустимых уровней опасных факторов пожара;
- накопление кислорода в низкорасположенных и труднодоступных для тушения местах помещения;
- появление способности загорания материалов от источников с малой энергией, непригодность в этой связи электрооборудования общего назначения к использованию в помещениях, где возможно обогащение атмосферы кислородом;
- наличие источников пожара в виде элементов кислородного оборудования повышенного давления;
- увеличение пожарной опасности одежды обслуживающего персонала, непригодность одежды общего назначения для использования в обогащенной кислородом атмосфере;
- снижение огнетушащей способности огнетушащих веществ с повышением концентрации кислорода, делающее практически непригодными большинство их для тушения пожаров в рассматриваемых условиях и вызывающее необходимость использования больших объемов воды.
Д.1.8 Предотвращение пожара должно достигаться:
- предотвращением обогащения атмосферы помещений кислородом посредством выполнения установленного регламента безопасного ведения технологических процессов;
- максимально возможным ограничением массы веществ и материалов, горючих в обогащенной кислородом атмосфере;
- изоляцией горючих элементов конструкций материалами, несгораемыми в обогащенной кислородом атмосфере;
- исключением применения оборудования, аппаратов, узлов и элементов, при эксплуатации которых могут возникать источники, способные к зажиганию материалов в обогащенной кислородом атмосфере;
- предотвращением контакта аварийно обогащенной кислородом атмосферы с элементами электрооборудования, потенциально являющимися источниками пожара;
- использованием пожаробезопасного кислородного оборудования повышенного давления.
Д.1.9 Противопожарная защита должна обеспечиваться:
- применением средств обнаружения пожара, сигнализации о нем и средств пожаротушения, в том числе и автоматических;
- применением средств обнаружения и сигнализации об аварийном повышении концентрации кислорода в помещении, а также средств экстренного удаления из помещения обогащенной кислородом атмосферы;
- использованием технических средств, ограничивающих распространение обогащенной кислородом среды и пожара в смежные помещения;
- организацией с помощью технических средств, включая автоматические, своевременного оповещения людей о пожаре и их эвакуации;
- применением средств коллективной и индивидуальной защиты людей от действия опасных факторов пожара, в том числе горения одежды.
Д.1.10 Выполнение организационно-технических мероприятий пожарной безопасности необходимо обеспечивать:
- разработкой и выполнением технологических регламентов, направленных на безопасное ведение технологических процессов;
- разработкой и выполнением инструкций по пожаробезопасной эксплуатации оборудования;
- проведением тренировок, направленных на отработку действий обслуживающего персонала при возникновении пожароопасных ситуаций с учетом обогащения атмосферы кислородом.
Д.2 Требования к территории, зданиям, сооружениям, помещениям, производствам
Д.2.1 Здания и помещения, в которых обращается кислород в количествах, обеспечивающих при авариях увеличение его концентрации в атмосфере до 23% и выше, по пожарной опасности относятся к категории В по СП 12.13130.2009 [125].
Д.2.2 При проектировании производств должны быть приняты все необходимые меры по предотвращению загазовывания кислородом (как при его штатных сбросах, так и в аварийных ситуациях) помещений, смежных с аварийным, а также помещений рядом стоящих сооружений, подвальных помещений, тоннелей, приямков и т.п.
Наиболее предпочтительным является размещение сооружений производств, при котором направление господствующих ветров перпендикулярно линии сооружений и предотвращается загазовывание кислородом помещений соседних сооружений при аварийных его проливах и выбросах.
Д.2.3 При проектировании производств следует прорабатывать вопросы предотвращения разрушения емкостей для хранения жидкого кислорода и трубопроводов для его транспортирования от ударных волн и предметов, разлетающихся при взрывах газовоздушных смесей, образующихся при авариях на данном производстве.
Д.2.4 Площадки, где расположены емкости, резервуары и сливоналивные устройства для жидкого кислорода, должны быть выполнены из бетона или других негорючих неорганических материалов.
Применение асфальта запрещается.
Площадка должна выступать за габариты резервуаров и сливоналивных устройств не менее чем на 2 м включительно.
В границах площадок запрещается устройство подземных сооружений и входов в сооружения, находящиеся за пределами площадок, а также каналов, траншей, приямков, колодцев, трапов ливневой канализации и т.п.
Площадки должны быть огорожены бортиками из бетона высотой не менее 200 мм включительно.
Д.2.5 Отдельно расположенные площадки, где размещаются емкости и сливоналивные устройства, включая и передвижные, должны быть обустроены в соответствии с проектом размещения оборудования, оформленным в установленном порядке.
Д.2.6 От резервуаров, сливоналивных устройств и коммуникаций жидкого кислорода, как правило, должен быть обеспечен уклон площадки с углом от 2° до 3° включительно в сторону от зданий и сооружений для стекания холодного испарившегося кислорода.
На уклоне не допускается размещение сооружений с помещениями для постоянной работы персонала, кабельных тоннелей и других сооружений с электрооборудованием и горючими неметаллическими материалами.
Д.2.7 Металлические опоры емкостей, резервуаров, трубопроводов и других устройств, расположенные в пределах площадок и за их пределами на расстоянии не менее 10 м включительно, должны быть установлены на бетонные основания, возвышающиеся над уровнем площадки не менее чем на 200 мм включительно.
Д.2.8 Резервуары, емкости с жидким кислородом и сливоналивные устройства должны иметь ограждения из негорючих материалов высотой не менее 1,2 м включительно.
Д.2.9 При устройстве резервуаров и емкостей с жидким кислородом должна быть обеспечена возможность визуального контроля герметичности сосудов, арматуры, трубопроводов и другого оборудования по наличию течи, обмерзания.
Д.2.10 Емкости с жидким кислородом, установленные возле здания, на которых производятся сливоналивные работы, должны располагаться около стен, не имеющих проемов, на расстоянии не менее 3 м включительно от границ габаритов емкостей.
Д.2.11 Несущие ограждающие конструкции зданий, в помещениях которых возможно обогащение атмосферы кислородом, должны сооружаться из естественных или искусственных каменных материалов, бетона или железобетона с применением листовых и плитных негорючих материалов, обеспечивающих 1 степень огнестойкости по СНиП 2.01.02-85 [126].
Число этажей в указанных зданиях не должно превышать 4.
Предельная площадь этажа в пределах пожарного отсека составляет:
- в одноэтажных зданиях - до 6000 м включительно;
- в двухэтажных зданиях - до 4000 м включительно;
- в трех- и четырехэтажных зданиях - до 3000 м включительно.
Д.2.12 Стены помещений, в которых возможно обогащение атмосферы кислородом, должны быть газонепроницаемыми.
Технологические отверстия, а также все зазоры на стыках противопожарных стен (перегородок) друг с другом, с полом, с потолком, на пересечении стен с кабельными трассами и трубопроводами должны быть герметизированы несгораемыми материалами.
Д.2.13 Во избежание распространения газообразного кислорода за пределы помещения используемая в нем сеть канализации должна быть обеспечена гидравлическими затворами.
Двери в помещениях, где обращается кислород, должны быть снабжены притворами и уплотнениями.
Д.2.14 Участки перекрытий в помещениях и площадок вне их под емкости с жидким кислородом должны быть непротекающими и ограждены бортом высотой не менее 200 мм включительно.
Под отдельные емкости следует устраивать поддоны, на которых должен быть предусмотрен отвод кислорода в специально предусмотренные сборные емкости за минимально возможное время, но не более 3 мин.
В помещениях, где возможен аварийный пролив больших (10 л/м и более) количеств кислорода, полы и стены рекомендуется облицовывать нержавеющей сталью.
Полы должны иметь уклон и приемники для стока кислорода в сборные емкости.
Д.2.15 Над и под помещениями, в которых используется жидкий кислород, не допускается располагать другие помещения с постоянным пребыванием людей.
Не допускается расположение вспомогательных и подсобно-производственных помещений, встроенных в наружные этажерки, в которых обращается кислород.
Д.2.16 В помещениях, отнесенных к категориям А и Б по СП 12.13130.2009 [125], размещение емкостей с жидким кислородом не допускается.
Д.2.17 Планировка помещений, в которых возможно насыщение атмосферы кислородом, должна удовлетворять требованиям быстрой эвакуации людей.
В них должно быть не менее двух выходов.
В высоких помещениях рекомендуется устраивать четыре выхода: два внизу и два вверху, на уровне верхней площадки обслуживания.
Для этого устраиваются консольные площадки с лестницами.
Эвакуационные выходы из зданий следует размещать, как правило, в стенах, расположенных параллельно направлению преобладающих ветров.
Д.2.18 Помещения, в которых наиболее вероятно в данном здании обогащение атмосферы кислородом, следует размещать у наружных стен.
Д.2.19 В зданиях, где используется жидкий кислород, устройство технических подполий, кабельных тоннелей в полу и подвесных потолков запрещено.
Д.2.20 В помещениях, где расположено кислородное оборудование, в т.ч. компрессоры, насосы, арматура, трубопроводы, необходимо устраивать по крайней мере два прохода между оборудованием к каждому эвакуационному выходу так, чтобы исключалась необходимость прохода персонала при эвакуации мимо разгерметизировавшегося или загоревшегося оборудования.
Д.2.21 Места постоянного нахождения обслуживающего персонала, расположенные на расстоянии менее 3 м включительно от кислородных компрессоров и насосов, работающих при давлении кислорода свыше 1,6 МПа (16 кгс/см), должны быть отгорожены от этого оборудования экранами из листовой стали толщиной не менее 2 мм включительно или других материалов, равноценных по прочности.
Экраны должны быть прочно закреплены к полу или к строительным конструкциям.
Шпиндели кислородной арматуры не должны быть направлены в сторону нахождения обслуживающего персонала.
Д.2.22 Вспомогательные помещения на территории производств, где обращается кислород, следует располагать в отдельно стоящих зданиях с соблюдением установленных разрывов, исключающих насыщение кислородом атмосферы этих помещений при максимально планируемой аварии.
Д.2.23 Подъездные железнодорожные пути к хранилищам жидкого кислорода, а также пути для отстаивания цистерн с жидким кислородом должны быть выполнены с железобетонными шпалами на гравийном основании.
Расстояние от железнодорожных путей и автодорог до сооружений по приему, хранению и отпуску жидкого кислорода должно соответствовать установленным нормам.
Д.3 Требования к оборудованию
Д.3.1 Для работы с кислородом должны применяться специально предназначенные для этого оборудование, комплектующие изделия, приборы и материалы, соответствующие требованиям ГОСТ 12.2.052.
Д.3.2 Все емкости для жидкого кислорода должны быть оснащены указателями уровня в пожаробезопасном исполнении.
Для исключения выброса жидкого кислорода через дренажные отверстия в случаях переполнения должно быть предусмотрено подсоединение емкостей к дренажно-сливным системам организованного сброса кислорода.
Д.3.3 Кислород из клапанов и других предохранительных устройств на трубопроводах и емкостях должен выводиться за пределы здания через отдельную дренажную систему. Выброс кислорода в атмосферу необходимо осуществлять через направленные вверх трубы, срез которых должен быть расположен на 2 м выше конька кровли и не ниже 10 м включительно от уровня земли.
Кровля должна быть выполнена из негорючих в кислороде материалов.
Объединение кислородных дренажных трубопроводов с трубопроводами для других газов не допускается.
Коммуникации для отвода кислорода от предохранительных устройств должны иметь минимальную длину участков, проложенных в помещениях.
Вблизи этих трубопроводов на расстоянии не менее 3 м включительно не должны располагаться элементы с большой массой материалов, горючих в кислороде.
Д.3.4 Система продувок оборудования, машин и трубопроводов, содержащих кислород, должна исключать возможность поступления обогащенной кислородом среды в атмосферу помещения.
Для этого должны быть предусмотрены отдельные дренажные системы.
Поступление кислорода в канализацию или систему оборотного водоснабжения недопустимо.
Д.3.5 Для повышения пожарной безопасности кислородной арматуры необходимо выполнение следующих условий:
- уплотнительные элементы изготавливать из материалов, стойких к воздействию ударных волн, или с малым коэффициентом трения (например фторопласт-4 и материалы на его основе);
- конструкция арматуры должна обеспечивать минимальный контакт уплотнителя с кислородом;
- узел уплотнения должен иметь конструкцию, исключающую вращение прижатого уплотнительного элемента;
- контактирующие с уплотнительным элементом детали арматуры, во избежание их зажигания от уплотнителя, должны быть изготовлены из негорючих материалов (например, из сплавов меди);
- в процессе эксплуатации следует исключить применение изношенных уплотнительных элементов (они обладают пониженной энергией зажигания, а наличие течи кислорода значительно увеличивает вероятность зажигания уплотнителя от ударных волн и при трении).
Д.3.6 При размещении ВРУ и трубопроводов необходимо принимать меры против попадания в компримируемый воздух горючих газов и загрязнения воздушных коммуникаций маслами.
В связи с этим воздухозаборы следует располагать за пределами зон, которые могут загрязняться горючими газами, продуктами горения, кислородом и другими промышленными выбросами.
Д.3.7 Все регулирующие органы систем автоматического регулирования (клапаны, задвижки, заслонки и т.п.) следует оборудовать местными или дистанционными указателями степени открытия и закрытия или указателями крайних положений.
Д.3.8 Баллоны с кислородом (эталонный газ, сварка и др.) должны устанавливаться вне зданий в металлических продуваемых шкафах.
Д.3.9 Запрещается вводить в газоанализаторные помещения пробоотводящие (импульсные) трубки с давлением выше, чем это требуется для работы анализатора.
Д.3.10 Выброс кислорода в атмосферу после анализа должен осуществляться через отдельную дренажную систему для кислорода.
Д.3.11 Для измерения давления кислорода следует, по возможности, исключать применение манометров, используя датчики давления.
Д.3.12 Трубопроводы
Д.3.12.1 В технологических системах должна быть обеспечена возможность удаления кислорода из трубопроводов при остановках оборудования, после проведения испытаний и перед демонтажом.
Удаление кислорода производится продувкой, причем сначала сухим газообразным азотом, а затем сухим воздухом.
Д.3.12.2 На вводах в помещение трубопроводов кислорода должна устанавливаться запорная арматура.
На трубопроводах кислорода использование запорной арматуры в качестве регулирующей, а также работа с не полностью закрытой запорной арматурой запрещается.
Д.3.12.3 Размещать запорную арматуру (независимо от давления) в помещениях щитов управления запрещается.
Д.3.12.4 Разъемные соединения на системах жидкого и газообразного кислорода допускаются только в местах установки арматуры или контрольно-измерительных приборов.
Отступления от указанного требования допускаются только в случаях, обусловленных особенностями монтажа.
Д.3.12.5 Трубопроводы для кислорода запрещается прокладывать через вспомогательные помещения, а также чистые производственные помещения.
Д.3.13 Электрооборудование
Д.3.13.1 В помещениях, где возможно аварийное обогащение атмосферы кислородом, запрещается использование электрооборудования общего назначения, не аттестованного для работы в среде кислорода.
Д.3.13.2 Электрооборудование, взрывозащита которого основана на использовании безопасного максимального зазора, может не являться пожаробезопасным в обогащенной кислородом атмосфере, если оно выполнено с применением материалов, сгораемых в этой среде.
Д.3.13.3 Пожарная безопасность электрооборудования, устанавливаемого в помещениях с кислородной опасностью, должна достигаться:
- использованием элементов электрооборудования из материалов негорючих и трудновоспламеняемых в среде газообразного кислорода;
- ограничением нагрузочных параметров электроцепей, введенных в помещения, пожаробезопасными значениями;
- защитой электроаппаратуры от токов короткого замыкания и других аварийных режимов, которые могут привести к пожару;
- размещением электрооборудования общего назначения, не аттестованного для работы в среде кислорода и обогащенных кислородом средах, в специальных герметичных или плотно закрываемых (пылеводонепроницаемых) несгораемых шкафах, продуваемых воздухом;
- размещением прибора в герметичном или плотно закрываемом корпусе, продуваемом воздухом;
- использованием средств пожаротушения.
Предпочтение следует отдавать электрооборудованию во взрывозащищенном исполнении, выполненному в герметичном или продуваемом под избыточным давлением кожухе.
Д.3.13.4 Негорючими в среде кислорода являются элементы, выполненные на основе материалов неорганического происхождения: металлы, керамика, асбест, слюда, стекло, стеклоткани, базальтовое волокно, асбоцемент и другие.
Д.3.13.5 В цепях управления, пожарной и другой аварийной сигнализации, введенных в помещения с кислородной опасностью, проложенных вне шкафов и коробов, продуваемых воздухом, нагрузочные параметры, в том числе по токам короткого замыкания, не должны превышать значений таблицы Д.1.
Таблица Д.1 - Допускаемые нагрузочные параметры
Напряжение цепи, В | 4 | 8 | 12 | 16 | 24 | 36 | 120 | 220 |
Предельный ток в цепи, А | 4,000 | 1,900 | 1,100 | 0,600 | 0,300 | 0,100 | 0,020 | 0,003 |
Площадь сечения проводов, используемых в данных цепях, должна быть не менее 0,12 мм.
Д.3.13.6 При проектировании электрооборудования для помещений с кислородной опасностью плотность тока в элементах электрооборудования, в том числе и в кабелях, размещенных в коробах, шкафах и боксах, продуваемых воздухом, должна быть снижена на 20% включительно по сравнению с рекомендациями ПУЭ [114].
Температура нагрева поверхностей элементов электрооборудования, находящихся в контакте с горючими материалами, не должна превышать 203 К (70 °С) включительно.
Д.3.13.7 Кабели управления и питания элементов установок пожарной сигнализации систем пожаротушения, приточных и вытяжных систем вентиляции должны быть зарезервированы и проложены вне помещений, которые они защищают, и вне зон возможного обогащения атмосферы кислородом.
Транзитная прокладка проводов и кабелей через помещения с кислородным оборудованием запрещается.
Прокладка кабелей (за исключением связи и сигнализации) в коридорах, лестничных клетках и других путях эвакуации из помещений с кислородной опасностью запрещается.
Д.3.13.8 Применение машин, аппаратов, кабелей и проводов в маслонаполненном исполнении в помещениях с кислородным оборудованием, не связанным с ним технологически, не допускается.
Д.3.13.9 Неразъемные соединения в электрооборудовании, предназначенном для работы в помещениях с кислородным оборудованием, должны быть выполнены сваркой, пайкой или опрессовкой.
Болтовые соединения должны иметь приспособления, не допускающие самоотвинчивания.
Заделка концов проводов должна быть пропаяна.
Скрутка проводов запрещается.
Д.3.13.10 В шкафах и камерах, продуваемых воздухом, должно поддерживаться постоянное давление, превышающее максимальное давление, которое может возникнуть при проливе и испарении жидкого кислорода в помещении, но не менее 3,3 кПа (0,33 кгс/см) включительно.
При этом следует предусматривать автоматическую блокировку, обеспечивающую подачу аварийного сигнала и отключение приборов от сети в случае падения давления воздуха в камерах и шкафах ниже допустимой величины.
Д.3.13.11 Приборное оборудование, имеющее корпус и наружные элементы из горючих материалов, а также имеющие корпус и наружные элементы из негорючих материалов с перфорационными отверстиями для естественной вентиляции, не допускается к применению в помещениях, где возможно обогащение атмосферы кислородом.
Д.3.13.12 В случае если аварийное отключение данного электрооборудования и кабельных трасс по ходу ведения технологического процесса не допускается и это электрооборудование выполнено с использованием сгораемых материалов и конструкций, продувка камер и коробов должна осуществляться инертным газом.
Д.3.13.13 Наряду с автоматическим, должно быть предусмотрено также и ручное отключение силовых и осветительных систем в помещениях с кислородной опасностью. Отключающие устройства должны быть расположены в помещениях, в которых предусмотрено постоянное поддержание избыточного давления воздуха, предотвращающее аварийное обогащение атмосферы этих помещений кислородом.
Д.3.13.14 Аппараты защиты электрооборудования и выключатели осветительных цепей должны находиться за пределами помещений, в которых обращается кислород.
Д.3.13.15 Применение электрических машин и приборов, нормально искрящих по условиям работы, в помещениях с кислородным оборудованием не допускается.
Д.3.13.16 Разделительные уплотнения, устанавливаемые на вводе проложенных в трубе проводов и кабелей в электрооборудование, а также на переходе труб электропроводки и коробов с кабелями из помещения с кислородным оборудованием в другие помещения, должны выполняться из материалов, негорючих или трудновоспламеняемых в кислороде.
Д.3.13.17 Соединительные и ответвительные коробки при использовании в них материалов, горючих в кислороде, должны иметь герметичный металлический корпус.
Допускается покраска коробок снаружи и внутри эмалью толщиной слоя не более 30 мкм включительно.
Части коробок, выполненные из металла, должны иметь внутри изолирующую выкладку.
Все неметаллические части внутри коробок должны изготавливаться из негорючих или трудновоспламеняемых в кислороде материалов.
Уплотнения коробок должны быть выполнены из негорючих или трудновоспламеняемых в кислороде материалов.
Д.3.13.18 Для освещения помещений с возможным обогащением атмосферы кислородом рекомендуется использовать светильники во взрывозащищенном исполнении.
Светильники должны устанавливаться на возможно большей высоте.
Проводку к светильникам следует выполнять кабелями в металлических трубах или кабелями с негорючей или трудновоспламеняемой в кислороде изоляцией.
Уплотнения электрических вводов в светильниках следует выполнять перед их установкой из негорючих или трудновоспламеняемых в кислороде материалов.
Допускается выполнять освещение светильниками общего назначения одним из следующих способов:
- через неоткрывающиеся окна без фрамуг и форточек снаружи здания;
- через специально устроенные в стене ниши с газонепроницаемым остеклением и естественной вентиляцией;
- через газонепроницаемое остекление фонарей, устроенных в потолке, с естественной вентиляцией;
- через застекление коробов, продуваемых воздухом под избыточным давлением;
- с помощью осветительных устройств со стекловолоконными световодами, с расположением источника света за пределами помещения.
Д.3.13.19 Сооружение кабельных тоннелей на территории кислородных производств не рекомендуется.
Кабельные трассы следует прокладывать на специально предназначенных для этого эстакадах, высота которых от уровня пола должна быть не менее 3 м включительно.
Все конструктивные элементы кабельных эстакад должны выполняться из материалов, негорючих в кислороде.
Д.3.13.20 Запрещается прокладка по эстакадам и галереям силовых кабелей совместно с трубопроводами жидкого кислорода.
Кабели управления и сигнализации, горючие в кислороде и размещаемые на одной эстакаде с трубопроводами жидкого кислорода, должны быть помещены в стальной короб в газонепроницаемом исполнении, который должен размещаться на расстоянии не менее 0,5 м включительно от трубопровода по горизонтали.
Д.3.13.21 При пересечении кабельной эстакады с эстакадой трубопроводов жидкого кислорода последняя должна проходить снизу.
На участке пересечения трубопроводы жидкого кислорода не должны иметь фланцевых соединений, а кабели - кабельных муфт.
Д.3.13.22 В помещениях с кислородным оборудованием внутри коробов, продуваемых воздухом, следует использовать кабели с индексом "НГ", удовлетворяющим требованиям рекомендаций МЭК.
Д.3.13.23 Допускается использование в коробах кабелей, предотвращение горения которых в воздушной среде обеспечено применением огнезащитного покрытия, типа ОПК, Полистоп-К, Полипласт-К, КАМЮМ и т.п.
Требования Д.3.13.22 и Д.3.13.23 распространяются на кабели, прокладываемые вне коробов в электротехнических помещениях с гарантированным наддувом воздуха.
Д.3.13.24 Запрещается применять провода и кабели в полиэтиленовой изоляции при любых оболочках и покровах.
Д.3.13.25 При проходке кабелей через строительные конструкции обязательной является тщательная герметизация проходов.
Для этого могут быть использованы: базальтовое супертонкое волокно, пеноасбест ЛПА-21, вермикулит, цементный раствор и т.п.
Базальтовое супертонкое волокно и вермикулит следует помещать в пакеты из стеклоткани, которыми закладывают проходы.
Пеноасбест ЛПА-21 следует использовать в виде плит.
Возможно использование противопожарных подушек с наполнителем из супертонкого волокна.
Д.3.13.26 В помещениях, где возможен пролив жидкого кислорода, шкафы, камеры с электрооборудованием и короба с кабелями, продуваемые воздухом или инертным газом, должны устанавливаться на высоте не менее 500 мм включительно от уровня пола.
Прокладка кабелей по каналам в полу запрещается.
Длину кабельных трасс, прокладываемых в помещениях с кислородной опасностью, следует максимально ограничивать.
Д.3.13.27 Места прохода кабелей и проводов через стенки приборов, шкафов и коробов должны герметически заделываться негорючими в кислороде материалами.
Д.3.13.28 Токоведущие провода к кранам, талям и другим передвижным токоприемникам в помещениях с кислородным оборудованием должны выполняться переносным гибким кабелем с медными жилами, с резиновой изоляцией, в резиновой оболочке, не распространяющей горение на воздухе.
Допускается использование кабелей в горючей резиновой оболочке, но заключенных на всей длине в чехол из ткани НТ-7.
Использование указанных механизмов при повышенной концентрации кислорода в помещении (горит табло "Кислород") запрещается.
Д.3.13.29 При планировании использования механизмов в аварийной ситуации (при концентрации кислорода в атмосфере помещения больше 23%) электрооборудование должно быть выполнено с учетом требований настоящего стандарта.
Д.3.13.30 Электрические приборы и средства автоматизации общепромышленного исполнения должны устанавливаться в помещениях, изолированных от помещений, где возможно обогащение атмосферы кислородом.
Д.3.13.31 Все электроприборы и щиты металлоконструкций подлежат заземлению независимо от напряжения.
Устройство заземления должно соответствовать установленным требованиям.
Д.3.13.32 Трансформаторные подстанции, распределительные устройства и распределительные пункты для оборудования кислородных помещений и хранилищ должны сооружаться в отдельно стоящих зданиях с соблюдением установленных требований.
Д.3.13.33 Устройство выходов из камер масляных трансформаторов в помещения, где обращается жидкий кислород, не допускается.
Д.3.13.34 Кабели внутри коробов должны располагаться либо плотно друг к другу, либо на расстоянии не менее 1,5 диаметра кабеля включительно.
Коэффициент заполнения короба кабелями должен быть не менее 0,3.
Д.3.13.35 Система обнаружения пожара в шкафах и коробах должна быть сблокирована с системой наддува; должно быть обеспечено ее отключение при срабатывании пожарных извещателей.
Д.3.13.36 При проведении ремонта и технического обслуживания кислородного оборудования должны применяться переносные электрические светильники с лампами напряжением не выше 12 В.
Лампа должна быть закрыта стеклянным колпаком с защитной сеткой.
Для светильников и другой переносной электроаппаратуры следует применять гибкие кабели и провода с медными жилами.
Оболочка кабеля должна быть выполнена с учетом требований Д.3.13.28.
Д.3.13.37 Для помещений, в которых имеются установки и аппаратура с токоведущими элементами, на которые может попасть вода, должно быть предусмотрено автоматическое отключение электропитания на эти установки и аппаратуру до момента подачи огнетушащего вещества (воды).
Д.3.13.38 Должно быть предусмотрено аварийное освещение, включающееся автоматически при отключении электропитания в помещении.
Д.3.13.39 Кислородное оборудование должно быть защищено от накопления зарядов статического электричества в соответствии с требованиями ГОСТ Р 12.1.018.
Для предотвращения образования зарядов, способных зажигать одежду, необходимо:
- обеспечивать заземление оборудования и постоянный или периодический контакт тела человека с заземлением;
- уменьшать удельное объемное и поверхностное сопротивление окружающей среды и оборудования за счет поддержания относительной влажности воздуха не ниже 65%, применения антистатических присадок и пропиток, электропроводящих материалов и покрытий;
- использовать системы нейтрализации зарядов.
Д.3.13.40 Для защиты кислородных трубопроводов, резервуаров, сливоналивных устройств от блуждающих токов необходимо проводить мероприятия, направленные на снижение величины утечки токов в грунт, и мероприятия по снижению коррозии и искрообразования на самих сооружениях.
Д.3.13.41 Требования к защите зданий и сооружений, на которых обращается кислород, от ударов молнии и вторичных ее проявлений соответствуют требованиям по защите взрывоопасных производств от этих воздействий и выполняются по нормативам РД 34.21.122-87 [117] и СО 153-34.21.122-2003 [118].
Д.3.14 Материалы
Д.3.14.1 В помещениях, где возможно повышение в атмосфере концентрации кислорода, при строительстве необходимо использовать материалы неорганического происхождения: бетон, металлы, керамику, стекло, слюду, стеклоткани, асбест, стекловолокнистые материалы с негорючими в кислороде связующими, асбоцемент и др.
Не допускается применять сгораемые в кислороде строительные и отделочные материалы.
При вынужденном использовании сгораемых в кислороде материалов (в частности кабелей, элементов электрооборудования, датчиков и пожарных извещателей) их масса и энергоемкость должны быть строго ограничены приведенными ниже нормами.
Д.3.14.2 Материалы, трудновоспламеняемые в среде кислорода, горение которых возможно только при высоких концентрациях кислорода (свыше 40%), обладающих низкими (до 0,5 см/с включительно) скоростями распространения пламени в кислороде, могут использоваться в помещениях, где возможно повышение концентрации кислорода при максимально планируемой аварии до 100%, при условии защиты помещения автоматической установкой пожаротушения, в количествах, указанных в таблице Д.2.
Таблица Д.2 - Нормы применения трудновоспламеняемых материалов
Объем помещения, м | 100 | 200 | 400 | 600 | 800 | 1000 | 2000 |
Предельная насыщенность материалами, | 0,30 | 0,45 | 0,75 | 0,84 | 1,20 | 1,40 | 2,60 |
В случае если при максимально планируемой аварии концентрация кислорода в атмосфере помещения не может превысить 40% включительно, то материалы по данному перечню могут использоваться без ограничений.
Примечание - Трудновоспламеняемыми в кислороде являются материалы, имеющие предел горения по концентрации кислорода (горение снизу) не менее 40% включительно и энергию зажигания в кислороде не менее 40 Дж включительно.
Д.3.14.3 Полимерные материалы общепромышленного назначения, способные к горению на воздухе, допускаются к использованию в помещениях в количествах, не превышающих приведенные в таблице Д.3.
Таблица Д.3 - Нормы применения полимерных материалов
Объем помещения, м | 100 | 200 | 400 | 600 | 800 | 1000 | 2000 |
Предельная насыщенность материалами, | 0,025 | 0,032 | 0,044 | 0,052 | 0,058 | 0,070 | 0,105 |
Примечания 1 Предельная пожарная нагрузка, приведенная в таблицах Д.2 и Д.3, определена по специальной расчетно-экспериментальной методике для среднестатистического из общепромышленных материалов. 2 Для помещений объемом более 2000 м | |||||||
Д.3.14.4 Применение материалов с неизвестными показателями горючести в кислороде и обогащенных им средах не допускается.
Д.3.14.5 Применение материалов в количествах, превышающих приведенные в таблицах Д.2 и Д.3, возможно только при использовании конструктивных средств защиты, исключающих горение материалов в атмосфере с концентрацией кислорода, определяемой максимально планируемой аварией.
Достаточность принятия конструктивной защиты должна подтверждаться в проектной документации и согласовываться в установленном порядке.
Д.3.14.6 Область применения материалов в контакте с жидким кислородом определяется требованиями ОСТ 26-04-2590-82 [127] и ОСТ 26-04-1208-75 [128].
Применение материалов в кислородном оборудовании в контакте с газообразным кислородом под давлением должно соответствовать требованиям ГОСТ 12.2.052.
Д.З.14.7 Материалы, используемые в кислородном оборудовании, должны удовлетворять требованиям совместимости с рабочей средой и между собой по физико-химическим, механическим и коррозионным свойствам, что должно способствовать предотвращению разрушения кислородного оборудования и возникновению пожароопасных ситуаций.
Д.3.14.8 Применение пенопластмасс и других горючих материалов для изоляции оборудования и трубопроводов, смонтированных вне помещений, возможно при использовании конструктивных средств защиты, проработанных разработчиком оборудования и согласованных с ФГУ ВНИИПО МЧС России.
Д.3.14.9 В арматуре, работающей при повышенном давлении кислорода, должны применяться специальная сальниковая набивка марки АФТ по ГОСТ 5152 или шнур асбестовый по ГОСТ 1779, прокаленный при температуре 573 К (300 °С) и покрытый порошком из графита П марки А по ГОСТ 8295.
Для герметизации зазоров в кислородном оборудовании высокого давления наиболее предпочтительным является использование герметика 5Ф-13К.
Д.3.14.10 В помещениях с кислородной опасностью запрещается хранение сгораемых материалов и оборудования, содержащего такие материалы.
Одежда и расходные материалы (тряпки, ветошь и другие обтирочные материалы) должны храниться в помещениях, где исключено обогащение атмосферы кислородом.
Д.3.14.11 Допускается окрашивание металлических поверхностей кислородного оборудования эмалями при толщине слоя не более 30 мкм включительно.
При повторном окрашивании старый слой эмали должен быть удален до чистого металла.
Использование масляной краски в помещениях, где возможно обогащение атмосферы кислородом, не допускается.
Д.3.14.12 Должно быть исключено использование при сборке кислородного оборудования смазочных материалов, взрывоопасных в газообразном и жидком кислороде.
Применение смазочных материалов в контакте с кислородом регламентируется требованиями ГОСТ 12.2.052.
Д.4 Средства противопожарной защиты
Д.4.1 Помещения, в которых обращается кислород, в зависимости от их назначения и параметров ожидаемого пожара должны оснащаться:
- автоматическими установками пожаротушения (АУП);
- ручными и передвижными первичными средствами тушения;
- специальными средствами тушения одежды при загорании ее на человеке в обогащенной кислородом атмосфере (ванны, душевые кабины и др.).
Д.4.2 Помещения, в которых по результатам анализа максимально планируемой аварии возможно обогащение атмосферы кислородом выше 23%, а пожарная нагрузка по всем используемым и конструктивно незащищенным материалам, горючим в кислороде, превышает нормы, приведенные в таблице Д.4, должны оснащаться системами контроля содержания кислорода в атмосфере и автоматическими установками пожаротушения. Эти системы выполняют следующие функции:
- обнаружения повышения концентрации кислорода в атмосфере помещения до предельно допустимого значения;
- сигнализации о повышении концентрации кислорода;
- обнаружения пожара и сигнализации о пожаре;
- отключения электропитания в аварийном помещении;
- включения аварийной вентиляции и системы пожаротушения.
Таблица Д.4 - Нормы предельно допустимой пожарной нагрузки
Высота помещения, м | Пожарная нагрузка для помещений объемом, м | ||||||
100 | 200 | 400 | 600 | 800 | 1000 | 2000 | |
3 | 0,007 | 0,010 | 0,012 | 0,014 | 0,017 | 0,020 | 0,030 |
5 | 0,010 | 0,015 | 0,020 | 0,025 | 0,030 | 0,032 | 0,050 |
8 | 0,016 | 0,022 | 0,025 | 0,030 | 0,037 | 0,042 | 0,063 |
12 | 0,020 | 0,027 | 0,032 | 0,034 | 0,047 | 0,055 | 0,083 |
20 | 0,028 | 0,030 | 0,040 | 0,050 | 0,060 | 0,070 | 0,100 |
Примечания 1 Данные для помещений свыше 5 м высоты могут использоваться только при наличии эвакуационных выходов с площадок обслуживания на верхних уровнях. 2 Предельная пожарная нагрузка получена по специальной расчетно-экспериментальной методике для среднестатистического из общепромышленных материалов. 3 Для помещений объемом более 2000 м | |||||||
Д.4.3 В помещениях, где по результатам анализа максимально планируемой аварии концентрация кислорода не может превысить 30% включительно, а пожарная нагрузка на превышает уровня, приведенного в таблице Д.4, допускается использовать автоматическую систему обнаружения и сигнализации о пожаре и систему водяного пожаротушения с ручным пуском по месту и дистанционно с пульта управления.
Требование Д.4.2 распространяется на помещения, смежные с защищаемым, если не исключена возможность попадания кислорода и в эти смежные помещения.
Д.4.4 Перечень помещений, которые должны оснащаться АУП, определяется при проектировании производства, а при его реконструкции устанавливается специальной комиссией, включающей представителей заказчика, проектанта и пожарной охраны.
Д.4.5 Внутренняя полость шкафов и коробов, в которых используется электрооборудование общего назначения, должна быть защищена автоматической установкой газового или порошкового пожаротушения. При этом в качестве побудительных элементов должны использоваться дымовые пожарные извещатели.
Д.4.6 Автоматические установки пожаротушения следует проектировать в соответствии с требованиями СНиП 2.04.09-84 [129] и настоящего стандарта.
Д.4.7 Составом и устройством системы предотвращения пожара и его ликвидации рекомендуется обеспечивать следующие функции:
- осуществление постоянного контроля уровня концентрации кислорода в защищаемых помещениях;
- фиксацию факта повышения концентрации кислорода в помещении до допустимого уровня 23% включительно;
- формирование командных импульсов на включение сигнализации о повышении концентрации кислорода в помещении, с отображением его в аварийном помещении и пультовой;
- формирование командных импульсов на пуск аварийной вытяжной вентиляции и на открытие клапанов притока воздуха в аварийном помещении;
- формирование командных импульсов на включение аварийной приточной вентиляции в помещениях, смежных с аварийным помещением (при необходимости);
- обработку информации от пожарных извещателей и формирование командных импульсов на включение звуковых и световых сигналов оповещения о пожаре, с отображением их в аварийном помещении, помещениях, смежных с аварийным, а также на пульте АУП и пульте управления технологическим оборудованием;
- формирование командного импульса на отключение силового электропитания, сети освещения и включения аварийного освещения;
- формирование сигнала на включение дренчерной установки пожаротушения;
- формирование командных импульсов на включение объемной системы пожаротушения в шкафах и коробах, где расположено электрооборудование.
Д.4.8 В АУП, которыми оснащаются помещения с кислородной опасностью, должно использоваться только тушение распыленной водой, осуществляемое дренчерными установками.
Расстояние между оросителями следует устанавливать из расчета расхода воды 0,9 л на 1 м площади пола.
Д.4.9 Следует предусматривать орошение при пожаре с указанным расходом также трубопроводов и емкостей с жидким кислородом.
Для лучшего орошения распылители воды могут устанавливаться под различными углами к оси питающего коллектора.
Д.4.10 Устройство АУП должно обеспечивать подачу воды к оросителям в аварийных помещениях за время, не превышающее 15 с включительно с момента поступления сигнала от пожарных извещателей.
Д.4.11 Для каждого противопожарного отсека следует предусматривать отдельный узел управления АУП.
Д.4.12 Шлейфы пожарной сигнализации следует выполнять в соответствии с требованиями к материалам и нагрузочным параметрам электрических цепей, изложенными в Д.3.13.
Д.4.13 Звуковые и световые сигналы, уведомляющие о повышении концентрации кислорода в помещении и о пожаре, должны отличаться друг от друга тональностью и цветом.
Д.4.14 Не допускается введение в состав АУП устройств, блокирующих ее автоматический пуск.
Д.4.15 Автоматический пуск АУП должен дублироваться дистанционным управлением со щитов управления, на которых имеется постоянный дежурный персонал, а также по месту установки запорной арматуры и насосов.
Д.4.16 Прокладка коммуникаций пожарного водопровода должна исключать возможность замерзания воды в элементах системы пожаротушения при проливах жидкого кислорода в помещениях и аварийных выбросах газообразного кислорода с низкой температурой.
Д.4.17 Помещения узлов управления АУП должны размещаться в отдельно стоящих зданиях в соответствии со СНиП 2.04.09-84 [129].
Д.4.18 Размещение оборудования насосной станции установок водяного пожаротушения и требования, предъявляемые к ним, по СНиП 2.04.01-85 [130], СНиП 2.04.02-84 [131] и настоящему стандарту.
Д.4.19 Помещения с большим количеством обращающегося кислорода и пожарной нагрузкой, превышающей нормы, приведенные выше, должны быть оснащены системой измерения температуры.
Для этого рекомендуется использовать термопарные датчики, устанавливаемые в количестве из расчета 1 шт. на 50 м помещения в местах, где исключается их разрушение при горении элементов конструкций.
Датчики должны устанавливаться на высоте 1,8 м от уровня пола включительно.
Система должна обеспечивать показания в диапазоне температур от 293 до 1273 К (от 20 °С до 1000 °С) включительно.
Д.4.20 Все помещения, в которых обращается кислород, а также смежные с ними помещения, независимо от их оснащения системами АУП, должны быть обеспечены первичными средствами пожаротушения, которые служат для ликвидации и локализации загораний и пожаров на ранней стадии при нормальной еще концентрации кислорода в атмосфере помещений (в отсутствие сигнала "Кислород").
Вид и количество первичных средств пожаротушения для помещений при нормальных условиях могут быть определены по ППБО 154-90 [132] и другим нормативам.
Д.4.21 Противопожарная защита оборудования, в котором обращается газообразный кислород под давлением (компрессоры, баллонные рампы, оборудование распределительных пунктов), должна обеспечиваться по ПБ 11-544-03 [23].
Д.4.22 Для тушения одежды, загоревшейся на человеке, в помещениях, где возможно обогащение атмосферы кислородом, необходимо предусматривать ванны, заполненные водой, специальные аварийные автоматические душевые кабины мгновенного действия с педальными приспособлениями пуска воды, а также пожарные краны ПК со стволом РПС-50.
Д.4.23 Эти средства должны располагаться в помещении таким образом, чтобы человек, с учетом регулярно проводимых противопожарных тренировок, мог из любой точки помещения достигнуть ванны или душевой кабины за время не более 7 с.
Д.4.24 Такие средства пожаротушения, как правило, следует располагать в помещениях около емкостей с жидким кислородом, насосов, газификаторов жидкого кислорода и другого оборудования, при разрушении которого возможен пролив жидкого или выброс значительного количества газообразного кислорода.
Обязательным является размещение указанных средств тушения около эвакуационных выходов.
Д.4.25 К ваннам и душевым кабинам должен быть обеспечен свободный доступ от места размещения перечисленного выше оборудования.
По проекту они должны располагаться на каждом уровне обслуживания на расстоянии не более 25 м включительно друг от друга и не более 12 м включительно от возможных очагов поражения.
Ванны и душевые кабины должны находиться в постоянной готовности, которая должна проверяться ежемесячно с отметками в специальном журнале установленной формы.
Вода в кабине должна подаваться в распыленном виде по всей поверхности тела человека с интенсивностью в 2 л/с на 1 м поверхности тела человека.
Время пуска воды после входа человека в душевую кабину не должно превышать 1 с.
Д.4.26 К данной системе должен быть подключен с помощью шланга пистолет-распылитель.
Интенсивность подачи воды из пистолета-распылителя должна быть не менее 0,5 л/с включительно при угле распыления от 40° до 50° включительно, что обеспечивает тушение одежды на расстоянии до 1 м включительно.
Длина шланга должна обеспечивать тушение в любом месте помещения.
Время пуска воды из пистолета-распылителя не должно превышать 3 с включительно.
Д.4.27 В целях повышения безопасности людей до проведения реконструкции в помещениях с большим количеством жидкого кислорода, в которых пожарная нагрузка превышает приведенные выше нормы, а используемое электрооборудование не отвечает требованиям пожарной безопасности по настоящему стандарту, рекомендуется кроме душевых кабин или ванн устраивать на эвакуационных выходах тамбуры с завесами из распыленной воды.
Интенсивность орошения поверхности тела человека в них должна быть не ниже 1 л/с на 1 м включительно.
Пуск воды должен осуществляться как автоматически от световых пожарных извещателей, установленных в помещении, так и вручную с пульта узла управления при обнаружении загорания одежды на человеке с помощью телевизионной установки.
Д.4.28 Системы вентиляции и отопления
Д.4.28.1 Систему вентиляции для помещений с кислородным оборудованием следует проектировать по СНиП 2.04.05-91 [133], ПБ 11-544-03 [23] и настоящего стандарта, а обслуживание, ревизию и текущий ремонт проводить по ППБО 154-90 [132].
Д.4.28.2 В помещениях, в атмосфере которых возможно аварийное повышение концентрации кислорода, должны быть предусмотрены две системы вентиляции - постоянно действующая и аварийная.
Аварийная система вентиляции должна быть сблокирована с аварийными системами сигнализации.
Постоянно действующая вентиляция должна поддерживать в помещениях требуемый температурный режим и предотвращать повышение концентрации кислорода до уровня 23% включительно при малых протечках или проливах жидкого кислорода.
Аварийная вентиляция предназначена для быстрого удаления обогащенной кислородом атмосферы при аварийных выбросах в атмосферу помещений больших количеств кислорода, что способствует снижению вероятности возникновения пожара и эффективному его тушению.
Д.4.28.3 В помещениях, смежных с помещением, в котором произошло повышение концентрации кислорода, должно автоматически обеспечиваться повышенное давление воздуха не ниже 3,3 кПа (0,33 кгс/см) включительно.
Этот подпор может создаваться как постоянно действующей вентиляцией, так и аварийной приточной вентиляцией.
Подпор воздуха в помещениях, смежных с аварийным, должен обеспечиваться также и при пожаре в аварийном помещении.
Д.4.28.4 Выключение системы вытяжной вентиляции при пожаре в помещениях, где возможно значительное (более 30%) обогащение атмосферы кислородом, особенно из-за аварийных проливов жидкости, должно предусматриваться в зависимости от пожарной нагрузки данного помещения.
Если пожарная нагрузка не превышает величины, указанной в таблице Д.4, то можно не предусматривать выключение вытяжной вентиляции при пожаре.
При большей пожарной нагрузке, чем указано в таблице Д.4, или существовании возможности аварийного поступления в помещение горючих материалов из других помещений, должно быть предусмотрено отключение вытяжной вентиляции.
Д.4.28.5 Вытяжная система аварийной вентиляции в помещениях с кислородной опасностью должна обеспечивать удаление газов из нижней зоны помещения.
Выброс обогащенной кислородом атмосферы должен быть обеспечен в соответствии с требованиями настоящего стандарта (см. ниже).
Д.4.28.6 Приточная аварийная вентиляция должна обеспечивать подачу воздуха сверху. При этом должны быть приняты меры по предотвращению попадания в заборные устройства среды, выбрасываемой из аварийного помещения вытяжной вентиляцией.
В верхней части помещения должны быть предусмотрены клапаны, автоматически открывающиеся при включении аварийной вытяжной вентиляции по сигналу о повышении концентрации кислорода в помещении до 23% включительно.
Д.4.28.7 В помещениях, где обращается кислород, должен поддерживаться отрицательный баланс вентиляционного воздуха: вытяжка компенсируется притоком воздуха только на величину от 75% до 90% включительно.
Остальной объем приточного воздуха должен подаваться в коридоры и вестибюли.
Вытяжная аварийная вентиляция может совсем не компенсироваться приточными системами, когда допустимо кратковременное охлаждение помещения и исключена возможность подсоса в помещение воздуха, содержащего кислород и пары других горючих материалов.
Д.4.28.8 В помещениях, которые примыкают к помещениям с кислородным оборудованием, но сами не имеют источников кислорода, следует предусматривать отдельную приточно-вытяжную вентиляцию с преобладанием притока или только приточную вентиляцию с обеспечением подпора, необходимого для исключения проникновения кислорода из смежных помещений.
Также должен быть обеспечен подпор воздуха в помещениях зданий, щитов управления, узлов управления АУП и диспетчерских пунктов, стоящих отдельно, но если при максимально планируемой аварии не исключено поступление к этим зданиям кислорода.
Д.4.28.9 Все помещения, имеющие электропроводку и смежные с помещениями, где обращается кислород, должны быть обеспечены приточной вентиляцией.
Д.4.28.10 Тоннели и приямки глубиной более 0,5 м в сооружениях, где обращается жидкий кислород, должны иметь систему вентиляции, сблокированную с системой газового анализа на кислород.
Д.4.28.11 При проектировании вентиляционных систем воздухообмен следует определять расчетом.
Минимальные величины кратности воздухообмена по отдельным помещениям можно принимать в соответствии с действующими нормами.
Допускается корректировка этих данных применительно к конкретному помещению и оборудованию на основании расчетов по методикам СНиП 2.04.05-91 [133].
При этом основными требованиями к вентиляции являются предотвращение перетекания кислорода в смежные помещения и снижение концентрации кислорода в объеме помещения до значения 23% за время не более 5 мин.
Д.4.28.12 Предпочтительным является размещение вентиляционных установок, обслуживающих помещения с кислородным оборудованием, на открытых площадках.
При этом должны быть соблюдены все требования настоящего стандарта по предотвращению попадания обогащенной кислородом среды, выбрасываемой при авариях из помещений, в другие помещения, а также на площадки, предназначенные для размещения пожарной техники при тушении пожара.
Д.4.28.13 Расположение приточных и вытяжных вентиляционных агрегатов в одной камере не допускается.
Вытяжные и приточные вентиляционные камеры не должны сообщаться между собой.
Д.4.28.14 Вытяжные вентиляторы, удаляющие воздух из помещений для кислорода и из помещений для горючих материалов, должны располагаться в раздельных изолированных камерах с самостоятельными входами и тамбурами.
Д.4.28.15 С целью обеспечения пожарной безопасности вентиляционных камер следует принять меры по предотвращению обогащения кислородом атмосферы в этих камерах.
Для этого камеры должны иметь систему принудительной вентиляции, обеспечивающую давление воздуха в камере большее, чем в вентиляционной системе.
Д.4.28.16 На воздуховодах приточных вентиляционных систем (в пределах вентиляционной камеры) должны быть предусмотрены самозакрывающиеся обратные клапаны с указателями их рабочего положения, изолирующие приточную камеру от попадания кислорода из помещения при остановке вентилятора.
Д.4.28.17 Воздуховоды вытяжных и приточных вентиляционных систем, соединенные с помещениями, где возможно повышение концентрации кислорода, не разрешается проводить через другие помещения.
В случае необходимости такой проводки воздуховоды должны быть герметичными (на сварке) без разъемных соединений.
Места прохода воздуховодов через стены должны быть тщательно герметизированы негорючими материалами.
Д.4.28.18 Прокладка воздуховодов в подпольных каналах запрещается.
Д.4.28.19 Вентиляционные воздуховоды, а также переключающие и регулирующие клапаны и задвижки вентиляционных систем для помещений с большим количеством обращающегося кислорода должны быть выполнены из материалов, не сгораемых в кислороде.
Д.4.28.20 Вентиляторы должны быть соединены с электродвигателем непосредственно.
Д.4.28.21 Около заборов воздуха для вытяжной вентиляции, в помещениях с кислородной опасностью, на расстоянии не менее 3 м включительно не должно располагаться элементов из материалов, сгораемых в кислороде.
Д.4.28.22 Устройство указанных заборов воздуха должно предотвращать попадание в них воды при работе систем пожаротушения.
Д.4.28.23 Забор наружного воздуха для приточных систем вентиляции должен устраиваться из незагрязненной зоны.
В необходимых случаях следует предусматривать два сблокированных воздухозабора, расположенных в разных местах с учетом розы ветров.
Д.4.28.24 Вытяжные и аварийные шахты необходимо размещать на расстоянии не менее 30 м включительно по горизонтали от воздухозаборных шахт, с выбросом через факельные насадки на одной высоте.
Д.4.28.25 Выброс воздуха, удаляемого аварийными вентиляционными системами, должен обеспечиваться на высоте не менее 20 м включительно над уровнем земли и не менее 5 м включительно над коньком кровли.
Д.4.28.26 Запрещается устанавливать зонты на шахтах вытяжной аварийной вентиляции, через которые может выбрасываться среда, значительно (более 30%) обогащенная кислородом.
Д.4.28.27 Уровень автоматизации и контроля систем вентиляции должен исключать необходимость привлечения дополнительного персонала для управления системами в аварийных ситуациях.
Д.4.28.28 Кроме автоматического включения аварийной вентиляции необходимо предусматривать также и ручное включение и выключение ее из пульта управления.
Пусковое устройство аварийной вентиляции по месту следует располагать в легкодоступной зоне у основных дверей снаружи помещения.
Д.4.28.29 В помещениях, где возможен пролив жидкого кислорода, следует предусматривать системы воздушного отопления, совмещенного с приточной вентиляцией в соответствии со СНиП 2.04.05-91 [133].
Устройство водяного и парового отопления не допускается.
Д.4.28.30 Допускается применение рециркуляции воздуха для системы воздушного отопления в том случае, если обеспечивается непрерывный контроль концентрации кислорода в помещении и обеспечено автоматическое отключение системы отопления и рециркуляции при включении аварийной вытяжной вентиляции.
Д.4.28.31 Температура нагревательных элементов в системе воздушного отопления помещений с кислородной опасностью не должна превышать 403 К (130 °С) включительно.
Должна быть исключена возможность поступления кислорода в приточный воздуховод в случае отключения вентиляции и воды при включении системы пожаротушения.
Д.4.29 Системы газового анализа на кислород
Д.4.29.1 Все помещения, в которых обращается кислород, и где возможно обогащение им атмосферы помещения на величину в среднем по объему 23% и выше, должны оснащаться постоянно действующей системой газового анализа на кислород.
К указанным помещениям приравниваются смежные помещения, для которых не в полном объеме выполнены требования по предотвращению перетекания кислорода из аварийного помещения.
Газовый анализ должен проводиться также в приямках и тоннелях, расположенных на путях стекания испарившегося кислорода при его аварийном проливе или выбросе газообразного кислорода.
Д.4.29.2 Газоанализаторы должны автоматически включать звуковую, световую сигнализацию и аварийную вытяжную вентиляцию в помещении при достижении концентрации кислорода в атмосфере 23% и более.
Сигналы о повышении концентрации кислорода должны подаваться как в аварийном помещении (звуковой сигнал и табло "Кислород"), так и в пультовом помещении.
В смежных с аварийным помещениях должны подаваться предупредительные звуковой и световой сигналы о повышении концентрации кислорода в соседнем помещении, отличающиеся по тональности и цвету от основного.
Д.4.29.3 В автоматизированной системе газового анализа должны использоваться газоанализаторы, обеспечивающие измерение концентрации кислорода в пределах от 19% до 50% объемных с относительной погрешностью не более 1,5%.
Газоанализаторы должны обеспечивать измерение концентрации кислорода при наличии в окружающей среде продуктов горения (СО, СО, HCI, HON, HF, SO
и других примесей).
Конструкцией газоанализаторов должна быть обеспечена возможность блокировки с системами сигнализации о достижении предельно допустимого уровня концентрации кислорода, а также отображения уровня концентрации кислорода в помещении в указанных пределах.
Д.4.29.4 В помещениях, где возможен аварийный пролив жидкого или выброс большого количества газообразного кислорода, по крайней мере один из каналов газоанализатора должен обеспечивать обнаружение повышения концентрации кислорода до 23% за время не более 20 с включительно.
Д.4.29.5 Сигнал о повышении концентрации кислорода должен формироваться и выдаваться по показаниям одной из ветвей газоанализатора по данному помещению.
Д.4.29.6 Отборники воздуха (воздухозаборники) для анализа среды на кислород должны размещаться на высоте 100 мм включительно от дна каналов, приямков или уровня пола (при отсутствии каналов и приямков).
Д.4.29.7 Отборники воздуха (воздухозаборники) должны размещаться в области наиболее вероятных источников кислорода, на путях возможного его распространения к электрооборудованию, кабельным трассам и элементов из горючих материалов, а также около проемов, ведущих в соседние помещения.
В помещениях, где установлено оборудование, содержащее кислород в количествах более 0,2 кг/м объема помещения, должен устанавливаться один отборник воздуха (воздухозаборник) на 50 м
площади помещения.
Д.4.29.8 Пробоотборные (импульсные) трубки должны быть снабжены обращенными вниз воронками диаметром не менее 100 мм включительно.
Д.5 Требования к эксплуатации оборудования
Д.5.1 Предотвращение пожароопасных ситуаций
Д.5.1.1 На каждом предприятии должен быть составлен перечень помещений и мест, где концентрация кислорода в результате максимально планируемой аварии может превысить уровень 23% включительно.
Должны быть определены места, где работы могут выполняться по предварительно оформляемым нарядам-допускам.
Д.5.1.2 В наряде-допуске на проведение работ с кислородным оборудованием должны предусматриваться все организационно-технические мероприятия по обеспечению пожарной безопасности, обусловленные действующими нормативными документами.
Приступать к выполнению работ с кислородным оборудованием разрешается только при наличии оформленного в установленном порядке наряда-допуска и выполнении всех предусмотренных в нем мероприятий.
Д.5.1.3 Для всех производственных помещений должны быть разработаны инструкции по пожарной безопасности и планы ликвидации аварийных ситуаций (ПЛАС), согласованные с органами пожарного надзора.
Д.5.1.4 При эксплуатации оборудования один раз в шесть месяцев необходимо проводить специальные противопожарные тренировки с имитацией различных пожароопасных ситуаций (появление значительных утечек кислорода, пожар в помещении, действия человека при загорании одежды на себе и на другом человеке и др.).
План тренировок должен включаться в план ликвидации аварий и пожаров и утверждаться в установленном порядке.
Д.5.1.5 Помещения, в атмосфере которых возможно аварийное повышение концентрации кислорода, оборудовать соответствующими знаками безопасности по ГОСТ 12.4.026.
Д.5.1.6 Во время выполнения сливоналивных операций место стоянки транспортных средств, перевозящих жидкий кислород, должно быть закрыто для проезда транспорта другого назначения.
Д.5.1.7 Проезды и проходы к пожарному оборудованию, гидрантам, водоемам и бассейнам градирен должны быть всегда свободны, оборудованы указателями и освещаться в темное время суток.
Д.5.1.8 Дренаж жидкого кислорода следует производить в специальные отводящие каналы или площадки с уклоном, обеспечивающие стекание испаряющегося кислорода ниже уровня сооружений и рабочей зоны.
Их устройство и расположение устанавливаются проектной документацией.
Слив жидкого кислорода на пол помещений и на металлоконструкции запрещается.
Д.5.1.9 На предприятии должен быть установлен порядок, обеспечивающий бесперебойную и безаварийную работу вентиляционных систем, а также приказом определены лица, которым поручается обслуживание вентиляционных систем.
В случае пожара вентиляционные системы могут останавливаться только согласно ПЛАС.
Д.5.1.10 При эксплуатации кислородного оборудования должен быть обеспечен контроль за осадкой фундаментов и деформацией в этой связи элементов конструкций (опоры, трубопроводы и др.) в соответствии с указаниями в проектной документации.
Д.5.1.11 В помещениях, в которых расположено кислородное оборудование, а также в местах, где проходят кислородные трубопроводы и производятся сливоналивные и другие работы с кислородом, курение и применение открытого огня запрещаются. Об этом на наружной стороне дверей помещений и в указанных местах должны быть установлены запрещающие знаки безопасности по ГОСТ 12.4.026.
Д.5.1.12 В помещениях с кислородной опасностью запрещается использование нагревательных приборов и оборудования с температурой наружной поверхности более 383 К (110 °С).
Должен быть исключен контакт горючих материалов с нагретой поверхностью.
Д.5.1.13 Размыкание электрических соединителей в зоне, где атмосфера обогащена кислородом, не разрешается.
Д.5.1.14 Открывать арматуру посредством ударов запрещено.
Кислородную арматуру следует открывать и закрывать плавно.
При открытии и закрытии арматуры находиться напротив оси шпинделя запрещено.
Д.5.1.15 В хранилищах кислорода, в пределах площадок резервуаров и сливоналивных устройств для жидкого кислорода располагать какие-либо устройства и материалы, не связанные с приемом, хранением и выдачей жидкого кислорода, запрещается.
Д.5.1.16 Хранение в помещениях с кислородным оборудованием горючих материалов для обтирки и ремонта, а также спецодежды запрещается.
Д.5.1.17 Руки, одежда и обувь персонала, обслуживающего кислородное оборудование, должны быть чистыми и незамасленными.
Д.5.1.18 В помещениях должны предусматриваться мероприятия по исключению контакта жидкого кислорода с органическими веществами.
Д.5.1.19 При подготовке и проведении испытаний оборудования необходимо предусматривать удаление людей из помещений с возможным обогащением атмосферы кислородом.
Расстояние, на котором допускается присутствие людей, определяется специальными инструкциями, разработанными с учетом анализа динамики опасных факторов при авариях.
Д.5.1.20 Своевременная эвакуация людей из помещений с кислородной опасностью обеспечивается выполнением требований ГОСТ 12.1.004, СНиП 2.01.02-85 [126], СНиП 21-01-97 [115], СНиП 2.09.02-85* [134] и положений настоящего стандарта.
Правильным подбором материалов и прокладкой электрических цепей должно обеспечиваться нормальное функционирование системы оповещения о пожаре в течение всего расчетного времени эвакуации людей.
Д.5.1.21 Для предотвращения травматизма и гибели людей при локальных обогащениях атмосферы кислородом в помещениях и около емкостей, трубопроводов и другого оборудования, находящегося вне зданий, рекомендуется персонал, занятый в работах с кислородным оборудованием, обеспечивать индивидуальными газоанализаторами. Эти газоанализаторы должны подавать предупредительный сигнал о повышении концентрации кислорода в окружающем воздухе до 23% включительно с относительной погрешностью не более 2% включительно.
Д.5.2 Ремонт кислородного оборудования
Д.5.2.1 Для предотвращения пожаров эксплуатация кислородного оборудования прекращается, подвергается техническому освидетельствованию и, при необходимости, ремонту в случае возникновения следующих ситуаций:
- повышается концентрация кислорода в помещении без выполнения работ, связанных с проливом жидкого кислорода;
- происходит обмерзание тепловой изоляции кислородных емкостей, трубопроводов и арматуры;
- обнаружены дефекты емкостей, трубопроводов и арматуры;
- наблюдаются нарушения работы предохранительных клапанов;
- обнаружена неисправность в работе кислородной арматуры;
- обнаружены дефекты в элементах опор кислородных емкостей и трубопроводов;
- отказала система измерения давления или уровня жидкого кислорода в кислородных емкостях;
- обнаружена неисправность сливоналивного устройства;
- обнаружена неисправность в системе наддува кислородных емкостей.
Определение мест утечек кислорода при помощи огня или тлеющих материалов категорически запрещается.
Д.5.2.2 Порядок подготовки кислородного оборудования и трубопроводов к ремонту и его проведение определяются регламентами и инструкциями, утвержденными на предприятии в установленном порядке с учетом требований правил пожарной безопасности, а также настоящим стандартом.
Д.5.2.3 Перед вскрытием кислородного оборудования или трубопроводов необходимо выполнить следующее:
- снизить давление в этом оборудовании или трубопроводе;
- слить жидкий кислород;
- отогреть и продуть, сначала сухим азотом, а затем сухим, незамасленным воздухом кислородное оборудование или трубопровод в установленном порядке;
- отключить электропитание оборудования и арматуры;
- отсоединить оборудование или участок трубопровода, подлежащий ремонту, заглушками либо запорными органами.
Д.5.2.4 Ремонт оборудования, трубопроводов и арматуры, подтяжка болтов фланцевых соединений, находящихся под давлением, запрещаются.
Д.5.2.5 Все детали после ремонта перед сборкой должны быть обезжирены в соответствии с действующими нормами и правилами.
Д.5.2.6 При разборке и ремонте узлов, работающих в кислородной среде, должен быть исключен контакт деталей с жировыми веществами.
Инструмент, предназначенный для этих работ, должен быть обезжирен и иметь отличительную полосу голубого цвета.
Д.5.2.7 По окончании ремонта кислородного оборудования должен быть произведен тщательный осмотр внутренних полостей емкостей, трубопроводов и арматуры и удалены все посторонние предметы, применявшиеся при ремонте, что должно быть отмечено в акте приемки ремонтных работ.
Д.5.2.8 В местах проведения ремонтных работ должны быть установлены знаки безопасности по ГОСТ 12.4.026.
Д.5.2.9 Проведение ремонтных работ на оборудовании, содержащем жидкий или газообразный кислород, категорически запрещено.
Вблизи емкостей и трубопроводов с кислородом сварочные работы следует производить, как правило, с помощью электросварочных аппаратов.
При вынужденном проведении вблизи указанного оборудования сварочных работ с использованием баллонов со сжатым кислородом необходимо вначале с помощью анализа убедиться в отсутствии в сварочном кислороде примесей горючих газов.
Д.5.2.10 Использование материалов при ремонте кислородного оборудования должно соответствовать требованиям ГОСТ 12.2.052.
При ремонте вентилей кислородных баллонов и другого кислородного оборудования, аналогичного по величине давления, конструкции и условиям эксплуатации, не допускается применение прокладок из фибры, капрона, поликарбоната, резины, на основе натуральных каучуков и других материалов, горючих в кислороде.
В резьбовых соединениях кислородных магистралей использование для герметизации льна, пеньки, тряпок, промазка суриком и другими материалами, содержащими органические соединения, не допускается.
Использование пропарафиненого асбеста для сальниковых набивок, а также глета свинцового на глицерине для уплотнений запрещено.
Д.5.2.11 При повышенной концентрации кислорода в атмосфере помещения запрещается производить механическую обработку материалов, образующих искры.
При экстренной необходимости выполнения таких работ (спасательные операции) должна использоваться одежда из материалов, негорючих или трудновоспламеняемых в кислороде.
При выполнении таких работ должны использоваться инструмент и приспособления, исключающие попадание нагретых частиц на одежду и материалы, горючие в кислороде.
Д.5.3 Транспорт
Д.5.3.1 Перевозка жидкого кислорода должна производиться в соответствии с требованиями ОСТ 92-0161-87 [135].
Д.5.3.2 В помещениях, предназначенных для стоянки автомобилей с цистернами жидкого кислорода, устройство смотровых каналов и других приямков не допускается.
Д.5.3.3 Транспортные цистерны для жидкого кислорода в течение всего времени нахождения их в гараже должны быть подключены к сбросным трубопроводам, выведенным на 2 м включительно выше конька крыши гаража.
Для каждой цистерны должен быть предусмотрен отдельный сбросной трубопровод.
Объединение сбросных трубопроводов не допускается.
Д.5.3.4 Устройство дренажной системы должно исключить попадание испарившегося кислорода обратно в помещение гаража и в помещения других зданий.
Для этого крыша гаража, стены и стыки между ними должны быть газонепроницаемыми.
На пути стекания испарившегося кислорода не должно быть других зданий и сооружений.
Д.5.3.5 В помещениях для стоянки автотранспорта при заполненных кислородом цистернах или при наличии в них остатков кислорода проведение работ по ремонту и обслуживанию не допускается.
Работы могут проводиться только после полного опорожнения, отогрева и продувки цистерн от кислорода.
Д.5.3.6 В помещениях при возникновении аварийной ситуации с повышением концентрации кислорода до 23% включительно (горит табло "Кислород") использование грузоподъемных механизмов запрещается.
В этом случае запрещается также въезд в помещение любых транспортных средств (автомобили, электрокары и др.).
Д.5.4 Связь
Д.5.4.1 На предприятиях, имеющих кислородное оборудование, должна быть предусмотрена телефонная связь, осуществляемая непосредственным набором номера со следующими подразделениями:
- с пожарной частью;
- с узлом управления установкой пожаротушения;
- с медицинским пунктом;
- со службой охраны;
- с центром управления кислородного оборудования;
- с насосной станцией противопожарного водоснабжения.
Д.5.4.2 Аппаратуру связи необходимо устанавливать вне помещений, в которых находится кислородное оборудование.
При необходимости установки аппаратуры связи в указанных помещениях должны быть выполнены требования по обеспечению ее пожарной безопасности согласно Д.3.13.
Д.5.4.3 Система связи должна быть резервирована с автоматическим переключением на резервный источник питания.
Д.5.4.4 Система связи должна регулярно проверяться в соответствии с установленным регламентом и быть постоянно в исправном состоянии.
Д.6 Техника безопасности персонала
Д.6.1 Все работники кислородного производства должны знать свои обязанности при возникновении пожара, уметь пользоваться средствами пожаротушения, имеющимися на станции, и приборами защиты органов дыхания.
Д.6.2 Поведение обслуживающего персонала при аварийных ситуациях и при пожаре в помещении с обогащенной кислородом атмосферой должно быть тщательно проработано и закреплено специальными тренировками на четкость проведения необходимых мер по спасению собственной жизни и жизни другого персонала.
Д.6.3 При аварийном проливе жидкого или аварийном выбросе газообразного кислорода, независимо от вида аварии, обслуживающий персонал должен быть незамедлительно удален в безопасное место.
Д.6.4 При появлении сигнала (горит табло "Кислород" и работает звуковая сигнализация) персоналу следует покинуть помещение заранее определенным путем эвакуации.
Д.6.5 При появлении очага горения в помещении персонал должен действовать в зависимости от наличия сигнала об обогащении атмосферы кислородом в данный момент.
Если сигнал "Кислород" есть, то необходимо немедленно покинуть помещение, не предпринимая никаких мер по тушению очага загорания и удерживаясь от него на максимально возможном расстоянии.
Если сигнала "Кислород" нет, то, по ситуации, в зависимости от размера очага загорания, следует воспользоваться ручными средствами тушения.
Д.6.6 В случае загорания одежды следует немедленно встать под душ или погрузиться в ванну с водой.
Д.6.7 Если произошло загорание одежды на человеке и он в результате болевого шока не в состоянии воспользоваться душем или ванной, то присутствующие рядом должны, не приближаясь к нему ближе, чем на метр, воспользоваться пистолетом-распылителем для тушения одежды.
Д.6.8 В случае появления опасности загорания одежды от очагов пожара при наличии сигнала "Кислород" необходимо перед выходом из помещения на 5-7 с встать под душ для полного смачивания одежды.
Д.6.9 Не рекомендуется использовать для тушения одежды на человеке в обогащенной кислородом атмосфере пенные, хладоновые, порошковые, углекислотные и другие огнетушители ввиду их низкой эффективности в указанных условиях. В этих условиях использовать устройства, подающие распыленную воду.
Не допускается тушение одежды сбиванием пламени и закутыванием человека в кошму.
Д.6.10 Персонал, обслуживающий сливоналивные устройства и работающий в помещении, где возможно аварийное обогащение атмосферы кислородом, должен быть снабжен пожаробезопасной одеждой.
Д.6.11 Наиболее безопасной с точки зрения электростатической искробезопасности и стойкости является использование спецодежды из льняных тканей с огнезащитной пропиткой арт.11119 и арт.11201.
Одежда должна плотно облегать тело.
Д.6.12 Использование спецодежды из хлопчатобумажных или льняных тканей без огнезащитной пропитки, а также совместное ношение предметов из натуральных или синтетических волокон не допускается.
Д.6.13 Допускается использование верхней одежды (куртка, брюки или комбинезон, головной убор) из синтетических тканей типа "Аримид-Т", "Лола" или аналогичных им по горючести в кислороде при условии их антистатической пропитки.
Д.6.14 Сливоналивные операции с жидким кислородом должны производиться в заправленных под рукава кожаных или из льняной ткани (арт.11119 и арт.11201) рукавицах, в защитных очках с боковыми щитками, в головном уборе из указанных материалов.
Волосы должны быть полностью заправлены под головной убор.
Брюки должны быть выпущены поверх обуви.
Верхняя одежда должна быть застегнута.
Д.6.15 По окончании работы с жидким кислородом или при нахождении в местах с повышенной концентрацией кислорода в окружающем воздухе запрещается в течение не менее 30 мин приближаться к огню и курить.
Одежда в течение указанного времени должна быть проветрена.
Д.6.16 Одежда должна храниться вне помещения, где возможно обогащение атмосферы кислородом.
Приложение Е
(обязательное)
Форма акта наружного осмотра оборудования (арматуры)
(см. 7.3.3 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, либо изготовитель (поставщик, посредник), | ||||||
предъявившее оборудование (арматуру) для наружного осмотра | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
АКТ
наружного осмотра оборудования (арматуры)
N_____________ | "__" __________________20__г. | ||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||
(должность, фамилия, | |||||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||
(должность, фамилия, инициалы, реквизиты | |||||||||||||||||||
документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, либо представитель изготовителя (поставщика, посредника), предъявивший оборудование (арматуру) для наружного осмотра | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
а также иные представители лиц, участвующих в наружном осмотре и приемке оборудования | |||||||||||||||||||
(арматуры) | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве | |||||||||||||||||||
произвели наружный осмотр и приемку оборудования (арматуры), предъявленного | |||||||||||||||||||
(наименование лица, фактически | |||||||||||||||||||
предъявившего оборудование (арматуру) для наружного осмотра) | |||||||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||||||
1. К наружному осмотру и приемке предъявлено оборудование (арматура) | |||||||||||||||||||
(наименование и обозначение | |||||||||||||||||||
оборудования, тип, марка, количество арматуры, зав. N или маркировка, | |||||||||||||||||||
дата изготовления, краткая техническая характеристика) | |||||||||||||||||||
2. Предъявлены сопроводительные документы на оборудование (арматуру) | |||||||||||||||||||
, | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
а также проектная документация для нестандартного оборудования | |||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | |||||||||||||||||||
документации, сведения о лицах, осуществляющих | |||||||||||||||||||
подготовку раздела проектной документации) | |||||||||||||||||||
3. Предъявлены документы, подтверждающие соответствие изготовленного оборудования (арматуры) предъявляемым к нему требованиям, в том числе: | |||||||||||||||||||
а) на соответствие требованиям технической документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||||||||||
нормативным правовым актам | |||||||||||||||||||
(наименование | |||||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
4. Проведены необходимые испытания и опробования | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
5. При изготовлении нестандартного оборудования применены | |||||||||||||||||||
(наименование материалов и изделий со ссылкой на | |||||||||||||||||||
сертификаты и другие документы, подтверждающие качество) | |||||||||||||||||||
6. Оборудование (арматура) изготовлено (поставлено) | |||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||
7. Оборудование (арматура) поступило "__" ________________20__г. | |||||||||||||||||||
по накладной N_________ от "__" _______________20__г. | |||||||||||||||||||
8. Даты: начала осмотра "__" ________________20__г. | |||||||||||||||||||
окончания осмотра "__" ________________20__г. | |||||||||||||||||||
9. При наружном осмотре оборудования (арматуры) установлено: | |||||||||||||||||||
9.1. Состояние тары (упаковки) | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
9.2. Чистота наружных поверхностей | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
9.3. Состояние защиты внутренних поверхностей | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
9.4. Состояние лакокрасочных покрытий | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
9.5. Комплектность поставки | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
9.6. Наличие дефектов | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
9.7. Сопроводительная документация: | |||||||||||||||||||
а) соответствие требованиям стандартов, ТУ, другим нормативным правовым актам | |||||||||||||||||||
(наименование документа о | |||||||||||||||||||
соответствии, дата, номер, другие реквизиты) | |||||||||||||||||||
б) комплектность, техническое состояние и качество исполнения | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
в) наличие необходимых записей в паспорте (формуляре): по обезжириванию, по чистоте внутренних поверхностей (класс чистоты), по консервации, по проведенным испытаниям и т.п. | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
9.8. Нестандартное оборудование выполнено в соответствии с проектной документацией и техническими регламентами (нормами и правилами), иными нормативными правовыми актами | |||||||||||||||||||
(указываются наименования, статьи (пункты) технического | |||||||||||||||||||
регламента, иных нормативных правовых актов, | |||||||||||||||||||
разделы проектной документации) | |||||||||||||||||||
10. На основании изложенного: | |||||||||||||||||||
а) разрешается принять оборудование (арматуру) для использования по назначению | ; | ||||||||||||||||||
б) разрешается принять оборудование (арматуру) для использования по назначению при | |||||||||||||||||||
выполнении следующих условий | |||||||||||||||||||
Дополнительные сведения | |||||||||||||||||||
Акт составлен в______экземплярах | |||||||||||||||||||
Приложения: Сведения об исполнителях, непосредственно готовивших и проводивших наружный осмотр оборудования (арматуры). Акты (протоколы, заключения и т.п.) о проведении экспертиз, обследований, лабораторных и иных испытаний, дополнительных работах и опробованиях, выполненных в процессе проведения строительного контроля и наружного осмотра. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние поступившего оборудования, (арматуры). Подписи: Представитель застройщика или заказчика | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, либо представитель изготовителя (поставщика, посредника), предъявившего оборудование (арматуру) для наружного осмотра | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представители иных лиц: | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Оборудование (арматуру) сдал: | |||||||||||||||||||
Представитель изготовителя (поставщика, посредника) | |||||||||||||||||||
м.п. | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Оборудование (арматуру) принял: | |||||||||||||||||||
Представитель заказчика (застройщика, лица, осуществляющего строительство) | |||||||||||||||||||
м.п. | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Оборудование (арматуру) на ответственное хранение принял - материально ответственное лицо | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
"___" ___________20__г. | |||||||||||||||||||
Примечания
1 Настоящий акт составляют на каждую единицу оборудования (арматуры), ящик, либо транспортное место при первичном его наружном осмотре во время приемки.
2 По подобной форме допускается готовить акты наружного осмотра трубопроводов, конструкций и других изделий.
3 При обнаружении дефектов во время проведения первичного наружного осмотра во время приемки прибывшего оборудования (арматуры) с участием представителя изготовителя (поставщика, посредника) составляют акт о выявленных дефектах оборудования (арматуры) и готовят рекламационное требование для изготовителя (поставщика, посредника).
4 При последующих осмотрах оборудования (арматуры) в процессе выполнения монтажных работ представитель изготовителя (поставщика, посредника) не присутствует.
5 Дефекты, обнаруженные при последующих наружных осмотрах во время ревизии, монтажа, испытаний оборудования (арматуры), подлежат учету в последующих актах о выявленных дефектах оборудования (арматуры).
6 Форму акта корректируют, при необходимости, под особенности конкретного осмотренного оборудования (арматуры).
7 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются".
8 Сведения по 9.1-9.6 допускается указывать в общем документе.
9 Отметку об оформлении настоящего акта делают в общем журнале работ.
Приложение Ж
(обязательное)
Форма акта о выявленных дефектах оборудования
(см. 7.3.3, 7.3.8, 8.2.1, 8.2.15, 10.4.2, 10.4.3 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, либо изготовитель (поставщик, посредник), | ||||||
предъявившее дефектное оборудование для наружного осмотра | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
АКТ
о выявленных дефектах оборудования
N___________ | "__" ________________20__г. | |||||||||||||
Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, | ||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, либо представитель изготовителя | ||||||||||||||
(поставщика, посредника), предъявивший дефектное оборудование | ||||||||||||||
(должность, | ||||||||||||||
, | ||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||
а также представители других лиц, участвующих в подготовке акта | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Произвели осмотр и рассмотрение результатов наружного осмотра дефектного оборудования, | ||||||||||||||
предъявленного | ||||||||||||||
(наименование лица, | ||||||||||||||
фактически предъявившего дефектное оборудование) | ||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||
1. К рассмотрению результатов наружного осмотра предъявлено дефектное оборудование | ||||||||||||||
(наименование и обозначение оборудования, зав. N, | ||||||||||||||
дата изготовления, техническая характеристика) | ||||||||||||||
2. Предъявлены сопроводительные документы изготовителя на дефектное оборудование | ||||||||||||||
, | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
а также проектная документация для нестандартного оборудования | ||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | ||||||||||||||
документации, сведения о лицах, осуществляющих | ||||||||||||||
подготовку раздела проектной документации) | ||||||||||||||
3. Предъявлены документы, подтверждающие соответствие изготовленного дефектного оборудования предъявляемым к нему требованиям, в том числе: | ||||||||||||||
а) на соответствие требованиям технической документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим нормативным правовым актам | ||||||||||||||
(наименование | ||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
4. Проведены необходимые испытания и опробования | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
5. Дефектное оборудование изготовлено (поставлено) | ||||||||||||||
(наименование изготовителя | ||||||||||||||
(поставщика, посредника), наименование, номер и дата выдачи свидетельства о | ||||||||||||||
государственной регистрации, ОГРН, ИНН, | ||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||
6. Оборудование принято на склад "__" ______________20__г. | ||||||||||||||
по акту N___ от "__" _____________20__г. | ||||||||||||||
7. Дефекты выявлены при наружном осмотре на стадии | ||||||||||||||
(указать первичный осмотр при приемке, во время | ||||||||||||||
ревизии, при монтаже, испытаниях, на других этапах) | ||||||||||||||
8. Описание выявленных дефектов | ||||||||||||||
(перечислить и описать подробно все выявленные | ||||||||||||||
дефекты, при необходимости приложить эскиз или фотографию дефектного места, | ||||||||||||||
сослаться на обозначение чертежа и номер позиции детали, другие данные) | ||||||||||||||
9. На основании изложенного: | ||||||||||||||
а) разрешается повторно предъявить указанное оборудование на наружный осмотр и приемку после устранения дефектов | ||||||||||||||
(указать мероприятия и работы, которые подлежат выполнению для устранения дефектов) | ||||||||||||||
б) признать обнаруженные дефекты неустранимыми и заменить дефектное оборудование | ||||||||||||||
(указать мероприятия и работы по замене | ||||||||||||||
дефектного оборудования) | ||||||||||||||
Дополнительные сведения | ||||||||||||||
Акт составлен в _______ экземплярах. | ||||||||||||||
Приложения: Сведения об исполнителях, непосредственно проводивших работы по устранению дефектов оборудования. Подробное описание дефектных мест. Эскизы и фотографии дефектных мест. Акты (протоколы, заключения и т.п.) экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля оборудования, на котором обнаружены дефекты. Акты (протоколы, заключения и т.п.) о проведении экспертиз, обследований, лабораторных и иных испытаний, выполненных при обследовании дефектных мест. Другие документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние дефектного оборудования после проведения наружного осмотра. Подписи: Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, либо представитель изготовителя (поставщика, посредника), предъявивший дефектное оборудование | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представители иных лиц: | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Примечания
1 Настоящий акт составляют на каждую единицу дефектного оборудования после каждого наружного осмотра и выявления дефектов на всех этапах выполнения монтажных работ.
2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей конкретного оборудования.
3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются".
4 Отметку об оформлении настоящего акта делают в общем журнале работ.
Приложение И
(обязательное)
Форма акта о выявленных дефектах арматуры
(см. 7.3.3 и 8.2.1 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер и дата | |||||
выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, либо изготовитель (поставщик, посредник), | |||||
предъявившее дефектную арматуру для наружного осмотра | |||||
(наименование, | |||||
номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
АКТ
о выявленных дефектах арматуры
N_________ | "__" ___________20___г. | ||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||
(должность, фамилия, | |||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, либо представитель изготовителя (поставщика, посредника), предъявившего дефектную арматуру | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
а также представители других лиц, участвующих в подготовке акта, | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
произвели рассмотрение результатов наружного осмотра дефектной арматуры, предъявленной | |||||||||||||||
(наименование лица, | |||||||||||||||
фактически предъявившего дефектную арматуру) | |||||||||||||||
и составили настоящий акт о нижеследующем: 1. К рассмотрению предъявлена дефектная арматура: | |||||||||||||||
Наименование арматуры | Тип, марка | Зав. N |
| Испытательное давление, МПа (кгс/см | Описание обнаруженных дефектов | ||||||||||
на прочность | на плотность | ||||||||||||||
2. Предъявлены сопроводительные документы изготовителя на арматуру | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
3. Предъявлены документы, подтверждающие соответствие дефектной арматуры предъявляемым к ней требованиям, в том числе: | |||||||||||||||
а) на соответствие требованиям технической документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||||||
нормативным правовым актам | |||||||||||||||
(наименование | |||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
4. Проведены необходимые испытания и опробования | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
5. Арматура изготовлена (поставлена) | |||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||
6. Арматура принята на склад "__" _____________20__г. | |||||||||||||||
по акту N_________ от "___" _______________20__г. | |||||||||||||||
7. Дефекты выявлены на стадии | |||||||||||||||
(первичный осмотр при приемке, во время ревизии, | |||||||||||||||
при монтаже, испытаниях, на других этапах) | |||||||||||||||
8. Описание выявленных дефектов | |||||||||||||||
(перечислить и описать подробно все выявленные дефекты, | |||||||||||||||
при необходимости приложить эскиз или фотографию | |||||||||||||||
дефектного места, сослаться на обозначение чертежа и | |||||||||||||||
номер позиции детали, другие данные) | |||||||||||||||
9. На основании изложенного: | |||||||||||||||
а) разрешается повторно предъявить указанную арматуру на наружный осмотр и приемку после устранения дефектов | |||||||||||||||
(указать мероприятия и работы, которые подлежат | |||||||||||||||
выполнению для устранения дефектов) | |||||||||||||||
б) признать обнаруженные дефекты неустранимыми и заменить дефектную арматуру | |||||||||||||||
(указать мероприятия и работы по замене дефектной арматуры) | |||||||||||||||
Дополнительные сведения | |||||||||||||||
Акт составлен в____________ экземплярах | |||||||||||||||
Приложения: | |||||||||||||||
Справка об исполнителях, выполнявших устранение дефектов арматуры. | |||||||||||||||
Описание дефектных мест. | |||||||||||||||
Эскизы и фотографии дефектных мест. | |||||||||||||||
Акты (протоколы, заключения и т.п.) экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля арматуры, на которой обнаружены дефекты. | |||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний, проведенных при обследовании дефектных мест. | |||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||||||
Иные документы, отражающие фактическое состояние дефектной арматуры. | |||||||||||||||
Подписи: | |||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство, либо представитель изготовителя (поставщика, посредника), предъявившего дефектную арматуру | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представители иных лиц: | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Примечания
1 Настоящий акт составляют на каждую единицу дефектной арматуры после каждого наружного осмотра и выявления дефектов на всех этапах выполнения монтажных работ.
2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей конкретного вида арматуры.
3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются".
4 Отметку об оформлении настоящего акта делают в общем журнале работ.
Приложение К
(справочное)
Состав разрешительной документации
(см. 7.3.5 настоящего стандарта)
К.1 При приемке эксплуатационной документации технического изделия (машины, узла, оборудования, аппарата и т.п.) проверяют также состав и объем разрешительной документации на него.
К.2 В общем виде он включает следующие документы:
- сертификат происхождения;
- сертификат соответствия требованиям правил промышленной безопасности;
- разрешение на изготовление, выданное органами технического надзора;
- разрешение на изготовление технического изделия иностранного производства, выданное органами технического надзора страны-изготовителя (при оформлении);
- разрешение на применение технического изделия (в том числе и иностранного производства) на конкретно указанном объекте его эксплуатации;
- сертификат соответствия на каждую единицу Ex-оборудования (электрооборудование), в том числе и иностранного производства, примененную в данном техническом изделии;
- сертификат соответствия типу средств измерения на каждое средство (тип) измерения, в том числе и иностранного производства, примененное в данном техническом изделии;
- сертификат соответствия и гигиенический сертификат на каждое средство вычислительной техники, в том числе и иностранного производства, примененное в данном техническом изделии (кроме того, оно может также иметь и знак соответствия);
- лицензии и разрешения изготовителя на право изготовления оборудования, в том числе и иностранного производства, выданное органами технического надзора страны-изготовителя при оформлении;
- ТЗ на создание нового технического изделия, согласованное с органами технического надзора (если поставляется опытный образец);
- положительное заключение экспертизы технической документации нового технического изделия, утвержденное в органах технического надзора (если поставляется опытный образец);
- программа и методика испытаний опытного образца технического изделия, утвержденная органами технического надзора, в том числе и иностранного производства (если поставляется опытный образец);
- документы по процедуре оценки соответствия (приведены в приложении А);
- другие разрешительные документы, получаемые с техническим изделием, в том числе и иностранного производства.
К.3 Конкретный состав и объем разрешительной документации уточняют в зависимости от вида, объема поставки технического изделия и его конструктивных особенностей.
К.4 Объем и состав разрешительной документации на техническое изделие, рекомендуется согласовать с изготовителем (поставщиком, посредником) и оговорить в договоре (контракте, заказе и т.п.).
К.5 При наличии в комплекте поставки технического изделия оборудования (узлов, машин, аппаратов и т.п.), бывшего в употреблении либо с продленным ресурсом, проверяют состояние документации с учетом требований РД 03-421-01 [2], а также требований, приведенных в приложении А настоящего стандарта.
Приложение Л
(обязательное)
Форма акта на приемку оборудования в монтаж
(см. 8.1.11, 8.2.7 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер | |||||
и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, предъявившее оборудование для приемки в монтаж | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
АКТ
на приемку оборудования в монтаж
N _______________ | "__" _______________20__г. | ||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||
(должность, фамилия, | |||||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, предъявившего оборудование для | |||||||||||||||||||
осмотра и приемки в монтаж | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
а также иные представители лиц, участвующих в осмотре и приемке оборудования в монтаж | |||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||
произвели осмотр и приемку в монтаж оборудования, предъявленного | |||||||||||||||||||
(наименование лица, | |||||||||||||||||||
фактически предъявившего оборудование для осмотра и приемки в монтаж) | |||||||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||||||
1. К осмотру и приемке в монтаж предъявлено оборудование | |||||||||||||||||||
наименование и | |||||||||||||||||||
(обозначение оборудования, зав. N, дата изготовления, техническая характеристика) | |||||||||||||||||||
2. Предъявлены сопроводительные документы на оборудование, | |||||||||||||||||||
(наименование документа, | |||||||||||||||||||
дата, номер, другие реквизиты) | |||||||||||||||||||
а также проектная документация для нестандартного оборудования | |||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | |||||||||||||||||||
документации, сведения о лицах, осуществляющих | |||||||||||||||||||
подготовку раздела проектной документации) | |||||||||||||||||||
3. Предъявлены документы, подтверждающие соответствие оборудования предъявляемым к нему требованиям, в том числе: | |||||||||||||||||||
а) на соответствие требованиям технической документации изготовителя и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||||||||||
нормативным правовым актам | |||||||||||||||||||
(наименование | |||||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
4. Проведены необходимые испытания и опробования | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
5. Оборудование изготовлено (поставлено) | |||||||||||||||||||
(наименование изготовителя | |||||||||||||||||||
(поставщика, посредника), наименование, номер и дата выдачи свидетельства о | |||||||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||
6. Даты: начала работ "__" _______________20__г. | |||||||||||||||||||
окончания работ "__" _______________20__г. | |||||||||||||||||||
7. При осмотре и приемке в монтаж оборудования установлено: | |||||||||||||||||||
7.1. Состояние тары (упаковки) | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7.2. Чистота наружных поверхностей | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7.3. Состояние защиты внутренних поверхностей | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7.4. Состояние лакокрасочных покрытий поверхностей | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7.5. Комплектность поставки оборудования | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7.6. Наличие дефектов оборудования | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7.7. Сопроводительная документация на оборудование: | |||||||||||||||||||
а) соответствие требованиям стандартов, ТУ, другим нормативным правовым актам | |||||||||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||||||
б) комплектность, техническое состояние и качество исполнения | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
в) наличие необходимых записей в паспорте (формуляре): по обезжириванию, по чистоте внутренних поверхностей (класс чистоты), по консервации, по проведенным испытаниям и т.п. | |||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||
7.8. Нестандартное оборудование выполнено в соответствии с проектной документацией и техническими регламентами (нормами и правилами), иными нормативными правовыми актами | |||||||||||||||||||
(указываются наименования, статьи (пункты) технического | |||||||||||||||||||
регламента, иных нормативных правовых актов, | |||||||||||||||||||
разделы проектной документации) | |||||||||||||||||||
8. На основании изложенного: | |||||||||||||||||||
а) разрешается принять оборудование к монтажу и использовать его по назначению | ; | ||||||||||||||||||
б) разрешается принять оборудование к монтажу и использовать его по назначению при | |||||||||||||||||||
выполнении следующих условий | |||||||||||||||||||
Дополнительные сведения | |||||||||||||||||||
Акт составлен в__________ экземплярах | |||||||||||||||||||
Приложения: | |||||||||||||||||||
Сведения об исполнителях, непосредственно готовивших и проводивших осмотр и приемку оборудования в монтаж. | |||||||||||||||||||
Акты (протоколы, заключения и т.п.) экспертиз, обследований, лабораторных и иных испытаний, а также выполненных работ и опробований, проведенных в процессе строительного контроля и приемки оборудования в монтаж. | |||||||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||||||||||
Иные документы, отражающие фактическое состояние принимаемого в монтаж оборудования. | |||||||||||||||||||
Подписи: | |||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представитель лица, осуществляющего строительство, предъявившего оборудование для приемки в монтаж | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Представители иных лиц: | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||
Примечания 1 Настоящий акт составляют на каждую единицу передаваемого в монтаж оборудования. 2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей конкретного оборудования, а также применяемых способов его монтажа. 3 По данной форме допускается готовить акты на передачу в монтаж арматуры, трубопроводов, конструкций и других изделий. 4 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются". 5 При обнаружении дефектов оформляют акт о выявленных дефектах оборудования и делают на него ссылку. 6 Сведения по 7.1-7.6 допускается указывать в общем документе. 7 Отметку об оформлении настоящего акта делают в общем журнале работ. | |||||||||||||||||||
Приложение М
(обязательное)
Форма акта испытаний технологического оборудования
(см. 8.2.21 и 10.5.11 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее работы по испытанию технологического | ||||||
оборудования | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
испытаний технологического оборудования
N______________ | "__" _________________20__г. | ||||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||||
(должность, фамилия, | |||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||||
(должность, | |||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||||||
(должность, фамилия, | |||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по испытанию | |||||||||||||||||||||
технологического оборудования | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
а также иные представители лиц, участвующих в испытаниях | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
произвели осмотр и приемку результатов испытаний технологического оборудования, | |||||||||||||||||||||
предъявленного | |||||||||||||||||||||
(наименование лица, фактически предъявившего | |||||||||||||||||||||
технологическое оборудование для испытаний) | |||||||||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||||||||
1. На испытания предъявлено технологическое оборудование | |||||||||||||||||||||
(наименование и обозначение, зав. N, дата | |||||||||||||||||||||
изготовления, техническая характеристика) | |||||||||||||||||||||
2. Предъявлены сопроводительные документы | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
3. Технологическое оборудование изготовлено (поставлено) | |||||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||||
4. Предъявлена технологическая схема испытаний | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
5. Предъявлен наряд-допуск на проведение испытаний | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
6. Предъявлена процедура обеспечения безопасности испытаний | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
7. Предъявлено уведомление о проведении испытаний | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
8. Предъявлена программа и методика испытаний | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
9. Предъявлен журнал испытаний технологического оборудования (технологический паспорт) | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
10. Значения испытательных давлений на прочность (пробное) и на плотность (рабочее): | |||||||||||||||||||||
Давление испытания, МПа (кгс/см | В корпусе | В полости 1 | В полости 2 | В полости 3 | В полости__ | ||||||||||||||||
Пробное | |||||||||||||||||||||
Рабочее | |||||||||||||||||||||
11. Вид испытаний | |||||||||||||||||||||
(указать статический или динамический) | |||||||||||||||||||||
12. Даты: начала испытаний "__" ______________ 20__г. | |||||||||||||||||||||
окончания испытаний "__" _____________20__г. | |||||||||||||||||||||
13. Результаты испытаний раздельно по полостям: | |||||||||||||||||||||
Позиция этапа | В | В полости 1 | В | В полости 3 | В полости__ | ||||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | ||||||||||||||||
Давление 20%, МПа (кгс/см Течи (нет/есть) | |||||||||||||||||||||
Давление 60%, МПа (кгс/см Течи (нет/есть) | |||||||||||||||||||||
Давление 80%, МПа (кгс/см | |||||||||||||||||||||
Давление 100%, МПа (кгс/см Колебания давления | |||||||||||||||||||||
Давление 80%, МПа (кгс/см Течи (нет/есть) | |||||||||||||||||||||
14. Предъявлены сведения о проделанных работах по устранению обнаруженных течей | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
15. На основании изложенного: а) разрешается принять технологическое оборудование для использования по назначению_____________________________ и годным к эксплуатации на рабочие давления, МПа (кгс/см | |||||||||||||||||||||
- в корпусе - __________; - в полости 1 - ________; - в полости 2 - ________; - в полости 3 - ________; - в полости___ - _______. | |||||||||||||||||||||
б) разрешается принять технологическое оборудование для использования по назначению при | |||||||||||||||||||||
выполнении следующих условий | |||||||||||||||||||||
в) разрешается производство последующих работ | |||||||||||||||||||||
Дополнительные сведения | |||||||||||||||||||||
Акт составлен в____________ экземплярах. | |||||||||||||||||||||
Приложения: Сведения об исполнителях, непосредственно выполнявших работы по испытаниям технологического оборудования. Сведения об использованном при испытаниях испытательном оборудовании, приспособлениях, поверенных измерительных приборах, материалах и энергоресурсах. Журнал испытаний (технологический паспорт). Наряд-допуск на проведение испытаний. Процедура обеспечения безопасности при испытаниях. Уведомление о проведении испытаний. Технологическая схема испытаний. Отчет о проведении испытаний. Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний, дополнительных работах и опробованиях, выполненных при проведении испытаний. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние технологического оборудования после испытаний. Подписи: | |||||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф- | |||||||||||||||||||||
инженер) | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего испытания | |||||||||||||||||||||
технологического оборудования | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представители иных лиц: | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Примечания
1 Настоящий акт составляют на каждую единицу испытанного перед монтажом технологического оборудования.
2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей технологического оборудования и способов его испытаний.
3 По данной форме допускается готовить акты испытаний арматуры, трубопроводов, нестандартного оборудования и других изделий.
4 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются".
5 При обнаружении течей и других дефектов оформляют акт о выявленных дефектах и делают на него ссылку.
6 Отметку об оформлении настоящего акта делают в общем журнале работ.
Приложение Н
(обязательное)
Форма акта испытаний машинного оборудования
(см. 8.2.23 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и дата выдачи свидетельства о государственной | |||||
регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер и дата выдачи свидетельства о | |||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее испытания машинного оборудования | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - физических лиц) | |||||
АКТ
испытаний машинного оборудования
N____________ | "__" ______________20__г. | |||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||
(должность, фамилия, | ||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||
(должность, фамилия, | ||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по испытанию | ||||||||||||||||
машинного оборудования | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
а также иные представители лиц, участвующих в испытаниях | ||||||||||||||||
(должность, фамилия, | ||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||
произвели осмотр и рассмотрение результатов испытания машинного оборудования, | ||||||||||||||||
предъявленного | ||||||||||||||||
(наименование лица, фактически предъявившего | ||||||||||||||||
машинное оборудование для испытаний) | ||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||
1. На испытания предъявлено машинное оборудование | ||||||||||||||||
(наименование, марка, ТУ, зав. N, дата изготовления, | ||||||||||||||||
краткая техническая характеристика) | ||||||||||||||||
2. Предъявлены сопроводительные документы | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
3. Машинное оборудование изготовлено (поставлено) | ||||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||||||||||||
телефон, факс - для физических лиц) | ||||||||||||||||
4. Предъявлена технологическая схема испытаний | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
5. Предъявлен наряд-допуск на проведение испытаний | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
6. Предъявлена процедура обеспечения безопасности испытаний | ||||||||||||||||
(наименование | ||||||||||||||||
документа, дата, номер, другие реквизиты) | ||||||||||||||||
7. Предъявлено уведомление о проведении испытаний | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
8. Предъявлена программа и методика испытаний | ||||||||||||||||
(наименование и обозначение документа, номер, дата утверждения) | ||||||||||||||||
9. Предъявлен журнал испытаний машинного оборудования (технологический паспорт) | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
10. Даты: начала испытаний "__" ____________20__г. | ||||||||||||||||
окончания испытаний "__" ___________20__г. | ||||||||||||||||
11. Предъявлены сведения о проделанных работах по устранению обнаруженных дефектов (при наличии) | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
12. В результате испытаний машинного оборудования установлено, что требования по его сборке и монтажу, приведенные в документации изготовителя, выдержаны и неисправностей в его | ||||||||||||||||
работе | ||||||||||||||||
(указать не обнаружено либо обнаружено) | ||||||||||||||||
13. На основании изложенного: | ||||||||||||||||
а) разрешается принять машинное оборудование для использования по назначению | ||||||||||||||||
б) разрешается принять машинное оборудование для использования по назначению при | ||||||||||||||||
выполнении следующих условий | ||||||||||||||||
Дополнительные сведения | ||||||||||||||||
Акт составлен в_________ экземплярах. | ||||||||||||||||
Приложения: Сведения об исполнителях, непосредственно выполнявших работы по испытанию машинного оборудования. Сведения об использованном при испытаниях испытательном оборудовании, инструменте и приспособлениях, поверенных измерительных приборах, материалах и энергоресурсах. Журнал испытаний (технологический паспорт). Наряд-допуск на проведение испытаний. Процедура обеспечения безопасности при испытаниях. Уведомление о проведении испытаний. Технологическая схема испытаний. Отчет о проведении испытаний машинного оборудования. Акты (протоколы, заключения и т.п.) о проведении экспертиз, обследований, лабораторных и иных испытаний, дополнительных работах и опробованиях, выполненных при проведении испытаний. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние машинного оборудования после испытаний. Подписи: | ||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф- | ||||||||||||||||
инженер) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего испытания машинного | ||||||||||||||||
оборудования | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представители иных лиц: | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Примечания 1 Настоящий акт составляют на каждую единицу испытанного машинного оборудования. 2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей машинного оборудования и условий проведения его испытаний. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются". 4 Отметку об оформлении настоящего акта делают в общем журнале работ. | ||||||||||||||||
Приложение П
(справочное)
Нормы герметичности запорных органов арматуры
(см. 8.2.29 настоящего стандарта)
П.1 Герметичность запорных органов трубопроводной арматуры отрасли криогенного машиностроения, если нет соответствующих требований в чертеже, должна соответствовать нормам таблицы П.1.
Таблица П.1 - Нормы герметичности арматуры
Виды арматуры | Допускаемые утечки воздуха на 1 см диаметра условного прохода при температуре 293 К (20 °С), дм |
Клапаны переключающие блочные, заслонки поворотные | 1,00 |
Клапаны при | |
- запорные; | 0,00 |
- запорно-регулирующие; | 0,30 |
- регулирующие | 1,00 |
Клапаны регулирующие двухседельные | 15,00 |
Клапаны переключающие теплые: | |
- с металлическим уплотнением; | 100,00 |
- с мягким уплотнением | 0,03 |
Задвижки | 0,50 |
Затворы (клапаны) обратные | 1,00 |
Клапаны предохранительные прямого действия при | |
- с мягким уплотнением; | 0,03 |
- для остальных; | 0,25 |
- св. 1,6 МПа до 25 МПа включительно (св. 16 кгс/см | 4,00 |
" 25 МПа (до 250 кгс/см | 8,00 |
Приложение Р
(обязательное)
Форма акта испытаний арматуры
(см. 8.2.31 настоящего стандарта)
Объект капитального строительства | |||
(наименование, почтовый | |||
или строительный адрес объекта капитального строительства) | |||
Застройщик или заказчик (наименование, номер и дата выдачи | |||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||
фамилия, имя, отчество, паспортные данные, | |||
место проживания, телефон, факс - для физических лиц) | |||
Лицо, осуществляющее строительство (наименование, номер и | |||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||
фамилия, имя, отчество, паспортные данные, | |||
место проживания, телефон, факс - для физических лиц) | |||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||
работами | |||
(наименование, номер и дата выдачи свидетельства о государственной | |||
регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||
фамилия, имя, отчество, паспортные данные, | |||
место проживания, телефон, факс - для физических лиц) | |||
Лицо, осуществляющее подготовку проектной документации | |||
(наименование, номер и дата выдачи свидетельства о | |||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||
телефон, факс - для юридических лиц; | |||
фамилия, имя, отчество, паспортные данные, место проживания, | |||
телефон, факс - для физических лиц) | |||
Лицо, осуществляющее строительство, выполнившее работы по испытанию арматуры | |||
(наименование, номер и | |||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||
фамилия, имя, отчество, паспортные данные, место | |||
проживания, телефон, факс - для физических лиц) | |||
АКТ
испытаний арматуры
N______________ | "__" ________________20__г. | |||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||
(должность, фамилия, | ||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по испытанию | ||||||||||||||||
арматуры | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
а также иные представители лиц, участвующих в испытаниях | ||||||||||||||||
(должность, фамилия, | ||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||
произвели осмотр и приемку результатов испытания арматуры, предъявленной | ||||||||||||||||
(наименование лица, фактически | ||||||||||||||||
предъявившего арматуру для испытаний) | ||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||
1. На испытания предъявлена следующая арматура | ||||||||||||||||
(наименование, тип, марка, количество, зав. N, | ||||||||||||||||
дата изготовления, техническая характеристика) | ||||||||||||||||
2. Предъявлены сопроводительные документы | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
3. Арматура изготовлена (поставлена) | ||||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество, | ||||||||||||||||
паспортные данные, место проживания, телефон, факс - для физических лиц) | ||||||||||||||||
4. Предъявлена технологическая схема испытаний арматуры | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
5. Предъявлен наряд-допуск на проведение испытаний арматуры | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
6. Предъявлена процедура обеспечения безопасности испытаний | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
7. Предъявлено уведомление о проведении испытаний арматуры | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
8. Предъявлена программа и методика испытаний арматуры | ||||||||||||||||
(наименование и обозначение документа, дата утверждения) | ||||||||||||||||
9. Во время выполнения испытаний велся журнал испытаний арматуры (технологический паспорт) | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
10. Даты: начала испытаний "__" ______________20__г. | ||||||||||||||||
окончания испытаний "__" _____________20__г. | ||||||||||||||||
11. Результаты испытаний арматуры занесены в таблицу: | ||||||||||||||||
Наименование арматуры | Тип, марка | Зав. N |
| Испытательное давление, МПа (кгс/см | Описание обнаруженных дефектов | |||||||||||
на прочность | на плотность | |||||||||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | ||||||||||
12. Предъявлены сведения о проделанных работах по устранению обнаруженных дефектов | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
13. На основании изложенного: | ||||||||||||||||
а) разрешается принять арматуру для использования по назначению | ||||||||||||||||
б) разрешается принять арматуру для использования по назначению при выполнении следующих | ||||||||||||||||
условий | ||||||||||||||||
Дополнительные сведения | ||||||||||||||||
Акт составлен в___________ экземплярах. | ||||||||||||||||
Приложения: | ||||||||||||||||
Сведения об исполнителях, непосредственно выполнявших работы по испытаниям технологического оборудования. Сведения об использованном при испытаниях испытательном оборудовании, приспособлениях, поверенных измерительных приборах, материалах и энергоресурсах. Акты (протоколы, заключения и т.п.) о проведении экспертиз, обследований, лабораторных и иных испытаниях, дополнительных работах и опробованиях, выполненных при проведении испытаний. Журнал испытаний арматуры (технологический паспорт). Наряд-допуск на проведение испытаний арматуры. Процедура обеспечения безопасности при испытаниях. Уведомление о проведении испытаний арматуры. Технологическая схема испытаний арматуры. Отчет о проведении испытаний. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние арматуры после испытаний. | ||||||||||||||||
Подписи: | ||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф- | ||||||||||||||||
инженер) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего испытания арматуры | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представители иных лиц: | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Примечания 1 Настоящий акт составляют на каждую единицу испытанной перед монтажом арматуры или партию однотипной арматуры. 2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей арматуры и условий ее испытания. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются". 4 Отметку об оформлении настоящего акта делают в общем журнале работ. | ||||||||||||||||
Приложение С
(обязательное)
Форма акта о регулировке предохранительного клапана
(см. 8.2.32 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее работы по регулировке | ||||||
предохранительного клапана | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
о регулировке предохранительного клапана
N_____________ | "__" ______________20__г. | ||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||
(должность, фамилия, | |||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||
(должность, | |||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||
(должность, фамилия, инициалы, реквизиты | |||||||||||||||||
документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по регулировке | |||||||||||||||||
предохранительного клапана | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
а также иные представители лиц, участвующих в регулировке | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
провели осмотр и приемку результатов регулировки предохранительного клапана, предъявленного | |||||||||||||||||
(наименование лица, фактически предъявившего | |||||||||||||||||
предохранительный клапан для регулировки) | |||||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||||
1. На регулировку предъявлен предохранительный клапан | |||||||||||||||||
(наименование, тип, марка, ТУ, | |||||||||||||||||
зав. N, маркировка, дата изготовления, техническая характеристика) | |||||||||||||||||
2. Предъявлены сопроводительные документы | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
3. Предохранительный клапан изготовлен (поставлен) | |||||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||
4. Предъявлена технологическая схема регулировки клапана | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
5. Предъявлен наряд-допуск на проведение работ | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
6. Предъявлена процедура обеспечения безопасности | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
7. Предъявлена инструкция на регулировку клапана | |||||||||||||||||
(наименование и обозначение документа, номер, дата утверждения) | |||||||||||||||||
8. Предъявлены документы на стенд по регулировке предохранительных клапанов | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
9. Предъявлен отчет о регулировке предохранительного клапана | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
10. Предъявлена техническая документация изготовителя, в соответствии с которой проводилась регулировка | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
11. Даты: начала работ "__" _________________20__г. | |||||||||||||||||
окончания работ "__" ________________20__г. | |||||||||||||||||
12. В результате выполненной регулировки установлено, что предохранительный клапан соответствует требованиям, приведенным в технической и монтажной документации изготовителя. | |||||||||||||||||
Пределы выполненной регулировки предохранительного клапана: | |||||||||||||||||
а) начало подъема запорного органа при | МПа (кгс/см | ||||||||||||||||
б) полное открытие запорного органа при | МПа (кгс/см | ||||||||||||||||
13. На основании изложенного: | |||||||||||||||||
а) разрешается принять отрегулированный предохранительный клапан для использования по | |||||||||||||||||
назначению | и считать годным для установки | ||||||||||||||||
(указать позицию и обозначение по | |||||||||||||||||
; | |||||||||||||||||
схеме, точное место установки клапана по месту монтажа) | |||||||||||||||||
б) разрешается принять отрегулированный предохранительный клапан для использования по | |||||||||||||||||
назначению при выполнении следующих условий | |||||||||||||||||
Дополнительные сведения | |||||||||||||||||
Акт составлен в___________ экземплярах. | |||||||||||||||||
Приложения: Сведения об исполнителях, непосредственно выполнивших регулировку предохранительного клапана. Сведения об использованных при регулировке инструменте, приспособлениях, поверенных измерительных приборах, материалах и энергоресурсах. Наряд-допуск на проведение работ. Процедура обеспечения безопасности работ. Технологическая схема выполнения регулировки. Отчет о регулировке предохранительного клапана. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние предохранительного клапана после регулировки. | |||||||||||||||||
Подписи: | |||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего строительство, | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами, (шеф- | |||||||||||||||||
инженер) | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации, | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по регулировке | |||||||||||||||||
предохранительного клапана | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представители иных лиц: | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Примечания 1 Настоящий акт составляют на каждую единицу отрегулированного предохранительного клапана. 2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей предохранительного клапана и условий его регулировки. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "данные не требуются". 4 Отметку об оформлении настоящего акта делают в общем журнале работ. | |||||||||||||||||
Приложение Т
(обязательное)
Форма акта обезжиривания
(см. 8.3.30 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, | |||||
почтовый или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами, | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации, | |||||
(наименование, номер и дата выдачи свидетельства о | |||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее работы по обезжириванию оборудования, | |||||
(наименование, номер и дата | |||||
выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
АКТ
обезжиривания
N______________ | "__" _______________20__г. | |||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||||
(должность, | ||||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, | ||||||||||||||||||||||||
(должность, | ||||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||||||
монтажными работами, (шеф-инженер) | ||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации, | ||||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по обезжириванию оборудования, | ||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||
, | ||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||
а также иные представители лиц, участвующих в обезжиривании, | ||||||||||||||||||||||||
(должность, | ||||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||
произвели контроль процессов и рассмотрение результатов обезжиривания оборудования, арматуры, трубопроводов, сборочных единиц и деталей (далее по тексту - изделие), | ||||||||||||||||||||||||
предъявленного | ||||||||||||||||||||||||
(наименование лица, фактически | ||||||||||||||||||||||||
предъявившего изделие для обезжиривания) | ||||||||||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||||||||||
1. Произведено обезжиривание изделия: | ||||||||||||||||||||||||
а) технологическое оборудование (аппарат, емкость и т.п.) | ||||||||||||||||||||||||
Наименование | Обозначение, марка, тип, ТУ | Изготовитель, зав. N | Назначение | |||||||||||||||||||||
1 | 2 | 3 | 4 | |||||||||||||||||||||
б) арматура однотипная | ||||||||||||||||||||||||
Наименование | Обозначение, марка, тип, ТУ | Изготовитель, зав. N | Количество единиц | |||||||||||||||||||||
1 | 2 | 3 | 4 | |||||||||||||||||||||
в) трубопровод, трубопроводная сеть | ||||||||||||||||||||||||
Наименование | Обозначение чертежа | Изготовитель, зав. N | Назначение | |||||||||||||||||||||
1 | 2 | 3 | 4 | |||||||||||||||||||||
г) сборочная единица, деталь | ||||||||||||||||||||||||
Наименование | Обозначение чертежа | Изготовитель, зав. N | Количество | |||||||||||||||||||||
1 | 2 | 3 | 4 | |||||||||||||||||||||
2. Предъявлены сопроводительные документы | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
, | ||||||||||||||||||||||||
а также проектная документация для нестандартного оборудования | ||||||||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | ||||||||||||||||||||||||
документации, сведения о лицах, осуществляющих | ||||||||||||||||||||||||
подготовку раздела проектной документации) | ||||||||||||||||||||||||
3. Предъявлены документы, подтверждающие соответствие изделия предъявляемым к нему требованиям, в том числе: | ||||||||||||||||||||||||
а) на соответствие требованиям технической документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||||||||||||
нормативным правовым актам | ||||||||||||||||||||||||
(наименование документа | ||||||||||||||||||||||||
о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
4. Проведены необходимые испытания и опробования | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
5. Предъявлены документы, подтверждающие качество обезжиривания изделия у изготовителя, | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
6. Изделие изготовлено (поставлено) | ||||||||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||||
7. Характеристика изделия, подвергающегося обезжириванию внутренних поверхностей, | ||||||||||||||||||||||||
(назначение изделия, технологическая | ||||||||||||||||||||||||
среда в изделии, ее состояние и характеристики, | ||||||||||||||||||||||||
требования по чистоте внутренних поверхностей) | ||||||||||||||||||||||||
8. Предъявлен наряд-допуск на выполнение работ | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
9. Предъявлена процедура обеспечения безопасности процессов обезжиривания | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
10. Предъявлены технологические процессы обезжиривания | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
11. Указанное изделие обезжиривалось в связи с | ||||||||||||||||||||||||
(указать причину, по которой производилось обезжиривание) | ||||||||||||||||||||||||
12. Предъявлен паспорт безопасности растворителя | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
13. Предъявлены документы по проверке растворителя на соответствие стандарту | ||||||||||||||||||||||||
(обозначение, наименование) | ||||||||||||||||||||||||
по следующим признакам: внешний вид, содержание нелетучего осадка, реакция среды, содержание масла, цвет и др. | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
14. Предъявлен отчет о проведении обезжиривания | ||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||
15. Содержание жировых загрязнений на обрабатываемых поверхностях изделия после обезжиривания _________ мг/м | ||||||||||||||||||||||||
16. Даты: начала работ "__" ________________20__г. | ||||||||||||||||||||||||
окончания работ "__" ________________20__г. | ||||||||||||||||||||||||
17. В результате выполненных работ установлено, что внутренние поверхности изделия после обезжиривания соответствуют требованиям, приведенным в технической документации изготовителя, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | ||||||||||||||||||||||||
(наименование документа о соответствии, | ||||||||||||||||||||||||
дата, номер, другие реквизиты, указать | ||||||||||||||||||||||||
наименование и обозначение технической документации | ||||||||||||||||||||||||
изготовителя, наименования, статьи (пункты) технического | ||||||||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||||||||
18. На основании изложенного: | ||||||||||||||||||||||||
а) разрешается принять изделие после обезжиривания для использования по назначению | ||||||||||||||||||||||||
; | ||||||||||||||||||||||||
б) разрешается принять изделие после обезжиривания для использования по назначению при | ||||||||||||||||||||||||
выполнении следующих условий | ||||||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||||||
Акт составлен в_______ экземплярах. | ||||||||||||||||||||||||
Приложения: | ||||||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших процесс обезжиривания изделия. Сведения об использованном при обезжиривании изделия и контроле качества процессов обезжиривания технологическом оборудовании, механизмах и приспособлениях, поверенных измерительных приборах, обезжиривающих средствах, материалах и энергоресурсах. Сопроводительные документы и сертификаты на примененные обезжиривающие средства и материалы. Паспорт безопасности растворителя. Наряд-допуск на выполнение работ. Процедура обеспечения безопасности при обезжиривании. Отчет о проведении обезжиривания. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние внутренних поверхностей изделия после обезжиривания. | ||||||||||||||||||||||||
Подписи: | ||||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами, (шеф- | ||||||||||||||||||||||||
инженер) | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации, | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по обезжириванию | ||||||||||||||||||||||||
оборудования, | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||
Примечания 1 Настоящий акт составляют на каждое обезжиренное изделие. 2 На каждую группу арматуры, трубопроводов, сборочных единиц и деталей, обезжиренных совместно либо по одному технологическому процессу, оформляют один акт. 3 При необходимости форму акта допускается корректировать под конкретные изделия с учетом их конструктивных особенностей и способов обезжиривания. 4 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "данные не требуются". 5 Отметку об оформлении настоящего акта делают в общем журнале работ. | ||||||||||||||||||||||||
Приложение У
(обязательное)
Форма сертификата чистоты
(см. 8.4.1.9 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами, | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации, | ||||||
(наименование, | ||||||
номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее работы по очистке внутренних | ||||||
поверхностей, | ||||||
(наименование, номер и дата | ||||||
выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Сертификат чистоты
N____________ | "__" ____________20__ г. | |||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, | ||||||||||||||||||||
(должность, | ||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||
монтажными работами, (шеф-инженер) | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации, | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по очистке | ||||||||||||||||||||
внутренних поверхностей | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
а также иные представители лиц, участвующих в очистке, | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
произвели контроль процессов и рассмотрение результатов очистки внутренних поверхностей оборудования, арматуры, трубопроводов (далее по тексту - изделие), предъявленного | ||||||||||||||||||||
(наименование лица, фактически | ||||||||||||||||||||
предъявившего изделие для обезжиривания) | ||||||||||||||||||||
и составили настоящий сертификат о нижеследующем: 1. Произведена очистка внутренних поверхностей изделия: а) технологическое оборудование (аппарат, емкость и т.п.) | ||||||||||||||||||||
Наименование | Обозначение, марка, тип, ТУ | Изготовитель, зав. N | Назначение | |||||||||||||||||
1 | 2 | 3 | 4 | |||||||||||||||||
б) арматура однотипная | ||||||||||||||||||||
Наименование | Обозначение, марка, тип, ТУ | Изготовитель, зав. N | Количество единиц | |||||||||||||||||
1 | 2 | 3 | 4 | |||||||||||||||||
в) трубопровод, трубопроводная сеть | ||||||||||||||||||||
Наименование | Обозначение чертежа | Изготовитель, зав. N | Назначение | |||||||||||||||||
1 | 2 | 3 | 4 | |||||||||||||||||
2. Предъявлены сопроводительные документы | ||||||||||||||||||||
, | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
а также проектная документация для нестандартного оборудования | ||||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | ||||||||||||||||||||
документации, сведения о лицах, осуществляющих | ||||||||||||||||||||
подготовку раздела проектной документации) | ||||||||||||||||||||
3. Изделие изготовлено (поставлено) | ||||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||
4. Предъявлены документы, подтверждающие соответствие изделия предъявляемым к нему требованиям, в том числе: | ||||||||||||||||||||
а) на соответствие требованиям технической документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||||||||
нормативным правовым актам | ||||||||||||||||||||
(наименование | ||||||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||
проведенных в процессе строительного контроля, | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
5. Проведены необходимые испытания и опробования | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
6. Предъявлены документы, подтверждающие качество очистки внутренних поверхностей изделия у изготовителя, | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
7. Характеристика изделия, подвергающегося очистке внутренних поверхностей, | ||||||||||||||||||||
(назначение изделия, технологическая среда | ||||||||||||||||||||
в изделии, ее состояние и характеристики, требования по чистоте | ||||||||||||||||||||
внутренних поверхностей, требуемая степень чистоты) | ||||||||||||||||||||
8. Предъявлен наряд-допуск на выполнение работ | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
9. Предъявлена процедура обеспечения безопасности процессов очистки внутренних поверхностей изделий | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
10. Предъявлен паспорт безопасности применяемых при очистке растворителей | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
11. Предъявлен технологический процесс обезжиривания изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
12. Очистка внутренних поверхностей изделия проводилась на этапе | ||||||||||||||||||||
(после изготовления, при приемке, до монтажа, во время монтажа, | ||||||||||||||||||||
после испытаний, перед пуском в эксплуатацию, на других этапах) | ||||||||||||||||||||
13. Предъявлена программа обработки внутренних поверхностей | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
14. Предъявлены документы по проверке растворителя на соответствие стандарту | ||||||||||||||||||||
(обозначение, наименование) | ||||||||||||||||||||
по следующим признакам: внешний вид, содержание нелетучего осадка, реакция среды, | ||||||||||||||||||||
содержание масла, цвет и др. | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
15. Предъявлен отчет о проведении обезжиривания | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
16. Предъявлена программа контроля чистоты внутренних поверхностей изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
17. Предъявлен протокол проверки чистоты | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
18. Даты: начало работ "__" _______________20__г. | ||||||||||||||||||||
окончание работ "__" _______________20__г. | ||||||||||||||||||||
19. В результате выполненных работ установлено, что внутренние поверхности изделия после очистки соответствуют требованиям, приведенным в технической документации изготовителя, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | ||||||||||||||||||||
(наименование документа о | ||||||||||||||||||||
соответствии, дата, номер, другие реквизиты, указать | ||||||||||||||||||||
наименование и обозначение технической документации | ||||||||||||||||||||
изготовителя, наименования, статьи (пункты) технического | ||||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||||
20. На основании изложенного: | ||||||||||||||||||||
а) разрешается принять изделие после очистки внутренних поверхностей для использования | ||||||||||||||||||||
по назначению | ; | |||||||||||||||||||
б) разрешается принять изделие после очистки внутренних поверхностей для использования по назначению при выполнении следующих условий | ||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||
Акт составлен в_________ экземплярах. | ||||||||||||||||||||
Приложения: | ||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших очистку внутренних поверхностей изделия. Сведения об использованном при очистке и контроле качества процессов очистки технологическом оборудовании, механизмах и приспособлениях, поверенных измерительных приборах, моющих средствах и других материалах. Сопроводительные документы и сертификаты на моющие и чистящие средства. Наряд-допуск на выполнение работ. Процедура обеспечения безопасности при очистке. Отчет о проведении очистки. Другие документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние внутренних поверхностей изделия после очистки. | ||||||||||||||||||||
Подписи: | ||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами, (шеф- | ||||||||||||||||||||
инженер) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации, | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего очистку внутренних поверхностей изделия, | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Примечания 1 Настоящий сертификат составляют на каждое очищенное изделие после каждой его очистки на разных этапах. 2 На каждую группу арматуры и трубопроводов, очищенных совместно либо по одному технологическому процессу, оформляют один сертификат. 3 При необходимости форму сертификата допускается корректировать под конкретное изделие с учетом его конструктивных особенностей и применяемых способов очистки. 4 При отсутствии данных в отдельных пунктах сертификата указывают: "данные не требуются". 5 Отметку об оформлении каждого сертификата делают в общем журнале работ. | ||||||||||||||||||||
Приложение Ф
(рекомендуемое)
Способы обработки внутренней поверхности трубопроводов
(см. 8.4.2.6 настоящего стандарта)
Ф.1 Способы обработки внутренних поверхностей трубопроводов приведены в таблицах Ф.1, Ф.2 и Ф.3.
Ф.2 Приведенные в настоящих таблицах способы обработки являются рекомендуемыми. Применяемые в производстве способы обработки определяются технологическими процессами, разработанными для каждого трубопровода отдельно, в зависимости от его назначения, вида проходящей по нему среды и ее характеристик.
Ф.3 В настоящих таблицах все трубопроводы условно разделены по своему назначению на следующие группы:
I - трубопроводы, которые транспортируют среды с повышенным содержанием кислорода.
Данные трубопроводы требуют полного обезжиривания внутренней поверхности;
II - трубопроводы, которые транспортируют среды, для которых пассивация внутренней поверхности не рекомендуется.
К этим средам относятся такие, которые могут вступать в реакцию с защитным слоем, который образуется на внутренней поверхности в результате пассивации.
К данной группе относятся трубопроводы пара и горячей воды.
III - трубопроводы для сред с повышенным содержанием пыли и механических частиц.
К этой группе относятся трубопроводы байпасных линий, связанные с машинным оборудованием, имеющим подвижные детали (насосы и турбодетандеры), связанные с сосудами, содержащими засыпку (адсорбенты, реагенты и т.п.), и сосуды без фильтрующих систем;
IV - трубопроводы, которые не требуют обработки внутренней поверхности.
Такие трубопроводы подвергаются простой очистке.
Ф.4 Рекомендуемые способы обработки внутренней поверхности трубопроводов из углеродистой и низколегированной сталей приведены в таблице Ф.1.
Таблица Ф.1 - Способы обработки трубопроводов
Группа трубопроводов | I | II | III | IV | ||
Способы обработки | ПО | ОТП | ПО | ОТП | ПО | Ч |
Простая очистка | НРК | РЕК | НРК | РЕК | НРК | ТР |
Обезжиривание щелочным раствором с добавлением или без очищающего средства или нейтральным раствором с очищающим средством | ТР | ТР | НРК | |||
Промывка чистой водой | З | З | ||||
Пескоструйная обработка | ТР | НРК | ТР | НРК | ТР | |
Травление кислотой | НРК | ТР | НРК | ТР | НРК | |
Продувка воздухом | ТР | З | ТР | З | ТР | |
Промывка чистой водой | З | ТР | З | ТР | НРК | |
Нейтрализация | НРК | ТР | НРК | ТР | НРК | |
Пассивация | ТР | ТР | ||||
Промывка водой | НРК | |||||
Сушка (может выполняться на открытом воздухе при благоприятных климатических условиях и после удаления остатков воды) | ТР | НРК | ТР | |||
Способы контроля | ПО | ОТП | ПО | ОТП | ПО | Ч |
Проверка при дневном свете | ТР | |||||
Проверка протиранием белой тканью | ТР | НРК | ||||
Проверка ультрафиолетовой лампой | ||||||
Примечание - Условные обозначения к таблице Ф.1: - ПО - пескоструйная обработка; - ОТП - обезжиривание + травление + пассивация; - Ч - простая очистка; - РЕК - рекомендуется; - НРК - не рекомендуется; - ТР - требуется; - З - запрещено. | ||||||
Ф.5 Рекомендуемые способы обработки внутренней поверхности трубопроводов из нержавеющей стали приведены в таблице Ф.2.
Таблица Ф.2 - Способы обработки трубопроводов
Группа трубопроводов | I | IV | |
Способы обработки | О1 | О2 | Ч |
Простая очистка | ПР | ТР | |
Обезжиривание не содержащим хлора нейтральным или щелочным очищающим раствором или не содержащим хлора раствором с паром под низким давлением при комнатной температуре | ТР | НПР | |
Обезжиривание не содержащим хлора раствором с паром под высоким давлением при комнатной температуре | НПР | ТР | НПР |
Промывка чистой водой | ТР | З | |
Промывка горячей водой | |||
Естественная сушка | НПР | ТР | |
Пескоструйная обработка | НПР | ||
Травление кислотой | З | З | |
Сушка | ТР* | ПР* | ТР* |
Проверка при дневном свете | ТР | ТР | |
Проверка протиранием белой тканью | НПР | ||
Проверка ультрафиолетовой лампой | |||
Примечание - Условные обозначения к таблице Ф.2: - О1 - обезжиривание водными или нелетучими растворами; - О2 - обезжиривание летучими растворами; - Ч - простая очистка; - НПР - не применяется; - ПР - применяется; - ТР - требуется; - З - запрещено; - ТР* - сушка может выполняться на открытом воздухе при благоприятных климатических условиях и после того, как произведен дренаж трубопровода; - ПР* - применяется в застойной зоне или при низкой температуре окружающей среды. | |||
Ф.6 Рекомендуемые способы обработки внутренней поверхности трубопроводов из алюминия и цветных металлов приведены в таблице Ф.3.
Таблица Ф.3 - Способы обработки трубопроводов
Группа трубопроводов | I | IV | |
Способы обработки | О1 | О2 | Ч |
Простая очистка | ПР | ТР | |
Обезжиривание не содержащим хлора нейтральным или щелочным очищающим раствором или не содержащим хлора раствором с паром под низким давлением при комнатной температуре | ТР | НПР | |
Обезжиривание не содержащим хлора раствором с паром под высоким давлением при комнатной температуре | НПР | ТР | НПР |
Промывка чистой водой | ТР | З | |
Промывка горячей водой | |||
Естественная сушка | НПР | ТР | |
Пескоструйная обработка | НПР | ||
Травление кислотой | З | З | |
Сушка | ТР* | ПР* | ТР* |
Способы контроля | О1 | О2 | ч |
Проверка при дневном свете | ТР | ТР | |
Проверка протиранием белой тканью | НПР | ||
Проверка ультрафиолетовой лампой | |||
Примечание - Условные обозначения к таблице Ф.3: - О1 - обезжиривание водными или нелетучими растворами; - О2 - обезжиривание летучими растворами; - Ч - простая очистка; - НПР - не применяется; - ПР - применяется; - ТР - требуется; - З - запрещено; - ТР* - сушка может выполняться на открытом воздухе при благоприятных климатических условиях и после того, как произведен дренаж трубопровода; - ПР* - применяется в застойной зоне или при низкой температуре окружающей среды. | |||
Приложение X
(обязательное)
Форма акта контроля расположения аппаратов в блоке (оборудования криогенной системы)
(см. 10.1.15, 10.1.16 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, | |||||
почтовый или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство | |||||
монтажными работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер и дата выдачи свидетельства о | |||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее работы по контролю расположения | |||||
аппаратов | |||||
(наименование, номер и дата | |||||
выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - физических лиц) | |||||
АКТ
контроля расположения аппаратов в блоке (оборудования криогенной системы)
N_______________ | "__" ______________20__г. | ||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||
(должность, фамилия, | |||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||
(должность, | |||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||
(должность, фамилия, инициалы, реквизиты | |||||||||||||||
документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по контролю | |||||||||||||||
расположения аппаратов | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
а также иные представители лиц, участвующих в контроле расположения аппаратов | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
провели осмотр и контроль расположения аппаратов в блоке (оборудования криогенной системы на площадке), предъявленного | |||||||||||||||
(наименование лица, фактически предъявившего | |||||||||||||||
изделие для осмотра и контроля расположения) | |||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||
1. К осмотру и контролю предъявлен блок (криогенная система) | |||||||||||||||
(наименование и обозначение блока (системы), зав. N, | |||||||||||||||
дата изготовления, техническая характеристика) | |||||||||||||||
с расположенными в блоке аппаратами (на площадке с оборудованием) | |||||||||||||||
(наименование и обозначение, зав. N, дата | |||||||||||||||
изготовления, техническая характеристика) | |||||||||||||||
2. Предъявлены сопроводительные документы на блок (систему) и аппараты (оборудование) | |||||||||||||||
, | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
а также проектная документация на размещение оборудования | |||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | |||||||||||||||
документации, сведения о лицах, осуществляющих | |||||||||||||||
подготовку раздела проектной документации) | |||||||||||||||
3. Блок и аппараты (криогенная система и оборудование) изготовлены (поставлены) | |||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||
4. Предъявлены документы, подтверждающие соответствие блока и аппаратов (криогенной системы и оборудования) предъявляемым к нему требованиям, в том числе: | |||||||||||||||
а) на соответствие требованиям технической документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||||||
нормативным правовым актам | |||||||||||||||
(наименование | |||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
5. Проведены необходимые испытания и опробования | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
6. Предъявлена процедура обеспечения безопасности при контроле | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
7. Предъявлена для проведения контроля расположения техническая документация (для аппаратов блока) | |||||||||||||||
, | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
а также проектная документация (для оборудования криогенной системы) | |||||||||||||||
(наименование и номер, другие реквизиты чертежа) | |||||||||||||||
8. Даты: начала работ "__" _______________20__г. | |||||||||||||||
окончания работ "__" ______________20__г. | |||||||||||||||
9. В результате контроля установлено, что расположение аппаратов в блоке (оборудования криогенной системы на площадке) соответствует технической (проектной) и монтажной документации, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | |||||||||||||||
(наименование документа о соответствии, | |||||||||||||||
дата, номер, другие реквизиты, указать | |||||||||||||||
наименование и обозначение технической документации, | |||||||||||||||
наименования, статьи (пункты) технического | |||||||||||||||
регламента, иных нормативных правовых актов) | |||||||||||||||
10. На основании изложенного: | |||||||||||||||
а) допускаются к обвязке трубопроводами аппараты (оборудование) | |||||||||||||||
(наименование, | |||||||||||||||
обозначение, зав. N) | |||||||||||||||
в блоке (криогенной системы на площадке расположения) согласно технической (проектной) и | |||||||||||||||
монтажной документации | |||||||||||||||
(наименование и обозначение, зав. N) | |||||||||||||||
б) разрешается принять к последующему монтажу блок (криогенную систему) | |||||||||||||||
(наименование и обозначение, зав. N, дата изготовления) | |||||||||||||||
в) разрешается принять к последующему монтажу блок (криогенную систему) при выполнении следующих условий | |||||||||||||||
Дополнительные сведения | |||||||||||||||
Акт составлен в_____________ экземплярах | |||||||||||||||
Приложения: | |||||||||||||||
Сведения об исполнителях, непосредственно выполнявших монтаж и работы по контролю расположения аппаратов в блоке (оборудования криогенной системы). Сведения об использованных при контроле расположения измерительных средствах, инструменте и приспособлениях, поверенных измерительных приборах и т.п. Сведения о представленной сопроводительной документации на блок и аппараты (криогенную систему и оборудование). Процедура обеспечения безопасности при контроле. Отчет о проведении контроля. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние блока и аппаратов (криогенной системы и оборудования) после контроля. | |||||||||||||||
Подписи: | |||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представители иных лиц: | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Примечания 1 Настоящий акт составляют на каждый блок (криогенную систему) после каждого контроля расположения всех либо части аппаратов (оборудования) отдельно. 2 При необходимости форму акта допускается корректировать под конкретное изделие с учетом его конструктивных особенностей и применяемых способов монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | |||||||||||||||
Приложение Ц
(обязательное)
Форма акта готовности опорных конструкций под монтаж оборудования (коммуникаций)
(см. 10.2.5 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, | ||||||
почтовый или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее опорные конструкции | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
готовности опорных конструкций под монтаж оборудования (коммуникаций)
N_________ | "__" _______________20__г. | ||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||
(должность, фамилия, | |||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||
(должность, | |||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего опорные конструкции, подлежащие приемке | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
а также иные представители лиц, участвующих в приемке опорных конструкций | |||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||
произвели осмотр и приемку опорных конструкций, выполненных | |||||||||||||||
(наименование лица, | |||||||||||||||
фактически выполнившего строительство опорных конструкций) | |||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||
1. К осмотру и приемке предъявлены опорные конструкции | |||||||||||||||
(наименование, краткая характеристика опорных конструкций) | |||||||||||||||
2. Опорные конструкции выполнены по проектной документации | |||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | |||||||||||||||
документации, сведения о лицах, осуществляющих подготовку | |||||||||||||||
раздела проектной документации) | |||||||||||||||
3. При строительстве опорных конструкций применены | |||||||||||||||
(наименование материалов | |||||||||||||||
и изделий со ссылкой на сертификаты и другие документы, подтверждающие качество) | |||||||||||||||
4. Освидетельствованы скрытые работы, которые оказывают влияние на безопасность опорных конструкций | |||||||||||||||
(указываются | |||||||||||||||
скрытые работы, даты и номера актов их освидетельствования) | |||||||||||||||
5. Освидетельствованы ответственные конструкции, которые оказывают влияние на | |||||||||||||||
безопасность опорных конструкций | |||||||||||||||
(указываются ответственные конструкции, | |||||||||||||||
даты и номера актов их освидетельствования) | |||||||||||||||
6. Предъявлены документы, подтверждающие соответствие опорных конструкций предъявляемым к ним требованиям, в том числе: | |||||||||||||||
а) на соответствие требованиям проектной документации, техническим регламентам (нормам и | |||||||||||||||
правилам), другим нормативным правовым актам | |||||||||||||||
(наименование | |||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
7. Проведены необходимые испытания и опробования | |||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||
8. Даты: начала работ "__" ___________20__г. | |||||||||||||||
окончания работ "__" ___________20__г. | |||||||||||||||
9. Предъявленные опорные конструкции выполнены в соответствии с проектной документацией и техническими регламентами (нормами и правилами), иными нормативными правовыми актами | |||||||||||||||
(указываются наименования, статьи (пункты) | |||||||||||||||
технического регламента (норм и правил), иных нормативных | |||||||||||||||
правовых актов, разделы проектной документации) | |||||||||||||||
10. На основании изложенного: | |||||||||||||||
а) разрешается использование опорных конструкций по назначению | ; | ||||||||||||||
б) разрешается использование опорных конструкций по назначению с нагружением в размере____ % проектной нагрузки; | |||||||||||||||
в) разрешается полное нагружение и использование опорных конструкций по назначению при | |||||||||||||||
выполнении следующих условий | ; | ||||||||||||||
г) разрешается производство последующих работ | |||||||||||||||
(указать наименование работ и монтируемого оборудования) | |||||||||||||||
Дополнительные сведения | |||||||||||||||
Акт составлен в__________ экземплярах. | |||||||||||||||
Приложения: | |||||||||||||||
Сведения об исполнителях, непосредственно выполнивших опорные конструкции. Сведения об освидетельствовании скрытых работ и ответственных конструкций (при наличии) при выполнении опорных конструкций. Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля опорных конструкций. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое исполнение проектных решений при строительстве опорных конструкций. Подписи: Представитель застройщика или заказчика | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего опорные конструкции, подлежащие приемке | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Представители иных лиц: | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||
Примечания 1 Настоящий акт составляют на каждую готовую к монтажу оборудования (коммуникации) опорную конструкцию. 2 При необходимости форму акта допускается корректировать с учетом конструктивных особенностей каждой опорной конструкции и применяемых способов ее выполнения, а также монтируемого на ней оборудования (коммуникации) и применяемых способов его монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают "данные не требуются". 4 Отметку об оформлении настоящего акта делают в общем журнале работ. | |||||||||||||||
Приложение Ш
(рекомендуемое)
Проверка горизонтальности тарелок
(см. 10.3.8 настоящего стандарта)
Ш.1 Горизонтальность тарелок ректификационной колонны тарельчатого типа (ситчатые, колпачковые, поперечно-точные и т.п.) следует контролировать после установки колонны в блоке.
Ш.2 Горизонтальность распределительных устройств насадочных колонн следует контролировать строительным уровнем при сборке колонны после установки корпуса колонны в блоке.
Ш.3 Горизонтальность тарелок следует проверять по уровню верхней гофры (зига) в месте закрепления первой тарелки.
Ш.4 Горизонтальность тарелок ректификационной колонны рекомендуется проверять способом, изображенным на рисунке Ш.1, где А и Б - места установки водяного уровня.
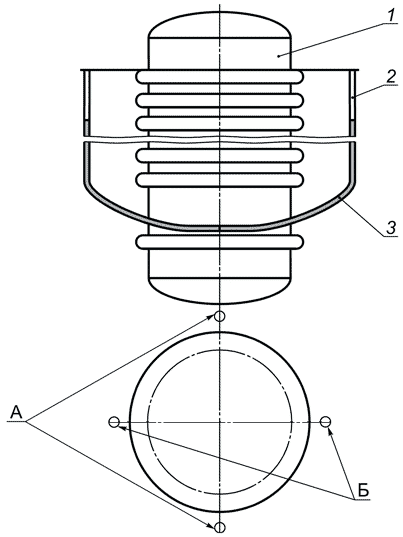
1 - ректификационная колонна; 2 - стеклянная трубка; 3 - резиновый шланг
Рисунок Ш.1 - Пример проверки горизонтальности тарелок водяным уровнем
Приложение Щ
(обязательное)
Форма акта на выверку ректификационной колонны
(см. 10.3.11, 10.4.9 настоящего стандарта)
Объект капитального строительства | ||||
(наименование, почтовый | ||||
или строительный адрес объекта капитального строительства) | ||||
Застройщик или заказчик | ||||
(наименование, номер и дата выдачи | ||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство | ||||
(наименование, номер и | ||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными работами | ||||
(наименование, номер и | ||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее подготовку проектной документации | ||||
(наименование, номер | ||||
и дата выдачи свидетельства о | ||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||
телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место | ||||
проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство, выполнившее выверку ректификационной колонны | ||||
(наименование, номер и дата выдачи | ||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, место | ||||
проживания, телефон, факс - для физических лиц) | ||||
АКТ
на выверку ректификационной колонны
N________________ | "__" _______________20__г. | ||||||||||||
Представитель застройщика или заказчика | |||||||||||||
(должность, фамилия, | |||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||
(должность, | |||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||
(должность, фамилия, инициалы, реквизиты | |||||||||||||
документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство, выполнившего выверку | |||||||||||||
ректификационной колонны, подлежащую приемке | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
а также иные представители лиц, участвующих в выверке колонны | |||||||||||||
(должность, фамилия, | |||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||
Произвели выверку, осмотр и приемку ректификационной колонны, выполненную | |||||||||||||
(наименование лица, фактически выполнившего выверку ректификационной колонны) | |||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||
1. К выверке в блоке, осмотру после выверки и приемке предъявлена ректификационная колонна | |||||||||||||
(обозначение и наименование, зав. N, краткая характеристика) | |||||||||||||
2. Монтаж и выверка ректификационной колонны после монтажа проводились в каркасе блоке разделения воздуха | |||||||||||||
(обозначение и наименование, зав. N, краткая характеристика) | |||||||||||||
3. Предъявлены сопроводительные документы | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
4. Предъявлены документы, подтверждающие соответствие ректификационной колонны и каркаса блока разделения воздуха предъявляемым к ним требованиям, в том числе: | |||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителя и проектной документации разработчика, техническим регламентам (нормам и правилам), другим нормативным правовым актам | |||||||||||||
(наименование документа | |||||||||||||
о соответствии, дата, номер, другие реквизиты) | |||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
5. Проведены необходимые испытания и опробования | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
6. Ректификационная колонна и элементы каркаса блока разделения воздуха изготовлены (поставлены) | |||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||
7. Предъявлен наряд-допуск на проведение работ | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
8. Предъявлена процедура обеспечения безопасности при монтаже и выверке аппаратов блока разделения воздуха | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
9. Предъявлена инструкция на проведение процессов выверки ректификационных колонн | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
10. Даты: начала выверки "__" _______________20__г. | |||||||||||||
окончания выверки "__" ______________20__г. | |||||||||||||
11. Освидетельствованы скрытые работы (при наличии), которые оказывают влияние на безопасность опорных конструкций каркаса блока разделения воздуха | |||||||||||||
(указываются скрытые | |||||||||||||
работы, даты и номера актов их освидетельствования) | |||||||||||||
12. Освидетельствованы ответственные конструкции (при наличии), которые оказывают влияние на безопасность опорных конструкций каркаса блока разделения воздуха | |||||||||||||
(указываются ответственные конструкции, | |||||||||||||
даты и номера актов их освидетельствования) | |||||||||||||
13. В результате выполненных работ установлено, что положение ректификационной колонны в каркасе блока разделения воздуха соответствует требованиям, приведенным в технической (проектной) и монтажной документации изготовителя (разработчика), ТУ, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | |||||||||||||
(наименование документа о | |||||||||||||
соответствии, дата, номер, другие реквизиты, указать наименование | |||||||||||||
и обозначение технической (проектной) документации | |||||||||||||
изготовителя (разработчика), наименования, статьи (пункты) | |||||||||||||
технического регламента, иных нормативных правовых актов) | |||||||||||||
14. На основании изложенного: | |||||||||||||
а) разрешается принять ректификационную колонну после выверки для использования по | |||||||||||||
назначению | ; | ||||||||||||
б) разрешается принять ректификационную колонну после выверки для использования по | |||||||||||||
назначению при выполнении следующих условий | |||||||||||||
в) разрешается производство последующих работ | |||||||||||||
Дополнительные сведения | |||||||||||||
Акт составлен в______ экземплярах. | |||||||||||||
Приложения: | |||||||||||||
Сведения об исполнителях, непосредственно проводивших монтаж и выверку положения ректификационной колонны. | |||||||||||||
Сведения об использованном при проведении выверки и контроле качества процессов выверки технологическом оборудовании, инструменте и приспособлениях, а также о поверенных измерительных средствах. | |||||||||||||
Наряд-допуск на проведение работ. | |||||||||||||
Процедура обеспечения безопасности. | |||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | |||||||||||||
Отчет о проведении и результатах выверки положения ректификационной колонны в блоке разделения воздуха. | |||||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||||
Иные документы, отражающие фактическое состояние ректификационной колонны и элементов каркаса блока разделения воздуха после выверки. | |||||||||||||
Подписи: | |||||||||||||
Представитель застройщика или заказчика | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по выверке ректификационной колонны | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представители иных лиц: | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Примечания 1 На каждую ректификационную колонну, устанавливаемую в блок разделения воздуха, после выверки ее положения оформляют отдельный акт. 2 При необходимости форму акта допускается корректировать под конкретные изделия с учетом их конструктивных особенностей и способов их сборки, установки и монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении настоящего акта делают в общем журнале работ. | |||||||||||||
Приложение Э
(рекомендуемое)
Методы глушения дефектных трубок
(см. 10.5.3 настоящего стандарта)
Э.1 Общие положения
Э.1.1 При выявлении в теплообменных аппаратах во время испытаний при монтаже или эксплуатации пропусков в соседние секции или падение давления в аппарате необходимо определить дефектные трубки подачей в межтрубное пространство давления не более 0,05 МПа (0,5 кгс/см) с техническим осмотром трубных решеток и нанесением мыльного раствора на торец каждой трубки.
Выявленные таким способом дефектные трубки допускается заглушить с повторным испытанием аппарата.
Э.1.2 В прямотрубных теплообменных аппаратах (конденсаторы-испарители, подогреватели и т.п.) допускается заглушить не более 0,5% включительно имеющегося числа трубок.
Э.1.3 В каждой секции витых теплообменных аппаратов допускается заглушить следующее количество трубок:
- при количестве труб в секции свыше 500 штук - не более 1% включительно имеющегося числа трубок;
- при количестве труб в секции от 500 до 100 штук включительно - не более 3 трубок;
- при количестве труб в секции от 100 до 30 штук включительно - не более одной трубки.
Э.1.4 В секциях с количеством трубок менее 30 штук количество допускаемых к глушению трубок должно быть согласовано с изготовителем (разработчиком) аппарата.
Э.2 Глушение дефектных трубок в аппаратах из латуни при верхнем расположении трубной решетки
Э.2.1 Пример глушения дефектных трубок в аппаратах из латуни при верхнем расположении трубной решетки и эскиз заглушки приведены на рисунке Э.1.
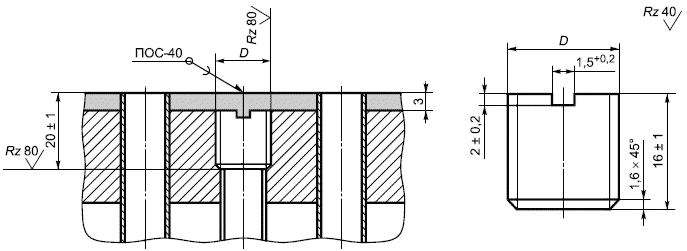
Рисунок Э.1
Э.2.2 Заглушку следует изготавливать из латуни марки ЛжМц 59-1-1 по ГОСТ 15527 и лудить припоем ПОС-40 по ГОСТ 21931.
Э.2.3 После установки заглушки все соединение следует паять припоем марки ПОС-40 по ГОСТ 21931.
Э.2.4 Размеры заглушки по таблице Э.1.
Таблица Э.1 - Размеры латунной заглушки
В миллиметрах
Наружный диаметр трубки |
|
8 | М10 |
10 | М12 |
Э.3 Глушение дефектных трубок в аппаратах из латуни при нижнем расположении трубной решетки
Э.3.1 Пример глушения дефектных трубок в аппаратах из латуни при нижнем расположении трубной решетки и эскиз заглушки приведены на рисунке Э.2.
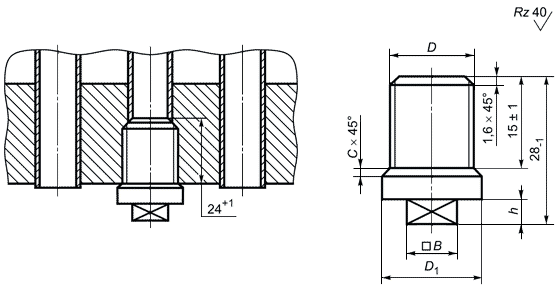
Рисунок Э.2
Э.3.2 Заглушку следует изготавливать из латуни марки ЛжМц 59-1-1 по ГОСТ 15527.
Э.3.3 Размеры заглушки по таблице Э.2.
Таблица Э.2 - Размеры латунной заглушки
В миллиметрах
Наружный диаметр трубки |
| ||||
Предельные отклонения по В7 | |||||
8 | М10 | 11,0 | 7,0 | 0,50 | |
10 | М12 | 13,5 | 8,0 | 0,75 | |
Э.4 Глушение дефектных трубок в аппаратах из нержавеющей стали
Э.4.1 Пример глушения дефектных трубок в аппаратах из нержавеющей стали и эскиз заглушки приведены на рисунке Э.3.
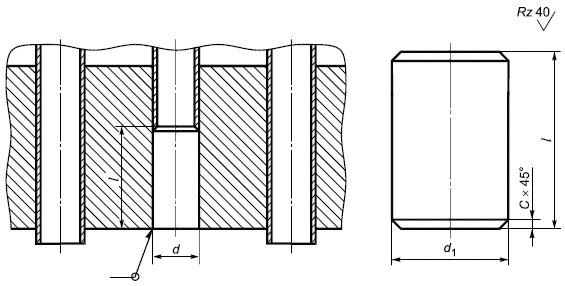
Рисунок Э.3
Э.4.2 Размеры заглушки по таблице Э.3.
Таблица Э.3 - Размеры нержавеющей заглушки
В миллиметрах
Наружный диаметр трубки |
|
|
| |
10 | 10,20 | 10,1 | 16 | 2 |
16 | 16,25 | 16,2 | 20 | 3 |
25 | 25,50 | 25,2 | 28 | 4 |
Э.5 Глушение дефектных трубок в аппаратах из алюминиевых сплавов
Э.5.1 Пример основного способа глушения дефектных трубок в аппаратах из алюминиевых сплавов и эскиз заглушки приведены на рисунке Э.4.
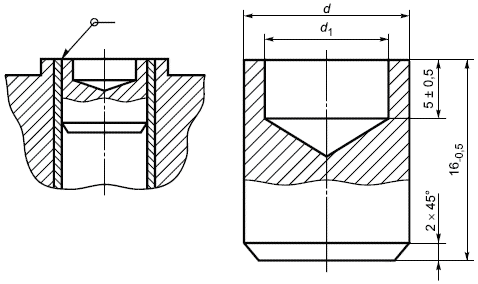
Рисунок Э.4
Э.5.2 Материал заглушки - алюминиевый сплав марки АМцС по ГОСТ 21631.
Э.5.3 Размеры заглушки по таблице Э.4.
Таблица Э.4 - Размеры алюминиевой заглушки
В миллиметрах
Наружный диаметр и толщина стенки трубы |
|
|
|
|
|
| ||
(пред. откл. по | ||||||||
12х1,5 | 15,7 | 12,2 | 18 | 16 | 9,0 | 6,0 | 12,2 | 9,0 |
13х2,5 | 18,5 | 13,5 | 22 | 20 | 8,0 | 3,0 | 13,5 | 8,0 |
24х2,0 | 28,5 | 24,5 | 36 | 28 | 20,0 | 16,5 | 24,4 | 20,0 |
Э.5.4 Пример способа глушения дефектных трубок в аппаратах из алюминиевых сплавов в случае невозможности устранения течей подваркой или в случае течи в основании цековки и эскиз заглушки приведены на рисунке Э.5.
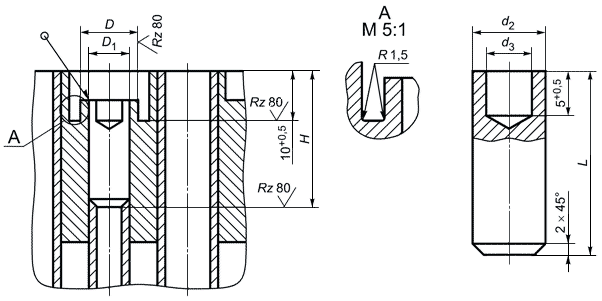
Рисунок Э.5
Э.5.5 Материал заглушки алюминиевый сплав марки АМцС по ГОСТ 21631.
Э.5.6 Размеры заглушки по таблице Э.4.
Приложение Ю
(обязательное)
Форма акта загрузки адсорбента (реагента)
(см. 10.6.13 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, | |||||
почтовый или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее загрузку адсорбента (реагента) | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
АКТ
загрузки адсорбента (реагента)
N______________ | "__" ________________20__г. | ||||||||||||
Представитель застройщика или заказчика | |||||||||||||
(должность, фамилия, | |||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||
(должность, | |||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
Представитель лица, осуществляющего строительство, выполнившего операцию загрузки | |||||||||||||
адсорбента (реагента), подлежащую приемке | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
а также иные представители лиц, участвующих в загрузке | |||||||||||||
(должность, фамилия, инициалы, | |||||||||||||
реквизиты документа о представительстве) | |||||||||||||
Произвели осмотр и приемку операции загрузки адсорбента (реагента) в аппарат, выполненную | |||||||||||||
(наименование лица, | |||||||||||||
фактически выполнившего операцию загрузки) | |||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||
1. К осмотру и приемке после загрузки адсорбента (реагента) предъявлен аппарат | |||||||||||||
(обозначение, наименование, зав. N, характеристика) | |||||||||||||
2. Аппарат изготовлен (поставлен) | |||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||
3. Адсорбенты (реагенты) изготовлены (поставлены) | |||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||
4. Предъявлены сопроводительные документы на аппарат и адсорбенты (реагенты) | |||||||||||||
, | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
а также проектная документация на монтаж аппарата | |||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | |||||||||||||
документации, сведения о лицах, осуществлявших | |||||||||||||
подготовку раздела проектной документации) | |||||||||||||
5. Предъявлены документы, подтверждающие соответствие аппарата и адсорбентов (реагентов) предъявляемым к ним требованиям, в том числе: | |||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, а также проектной документации разработчиков, техническим регламентам (нормам и правилам), другим нормативным правовым актам | |||||||||||||
; | |||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
6. Проведены необходимые испытания и опробования | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
7. Предъявлена инструкция по загрузке адсорбента (реагента) | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
8. Предъявлена процедура обеспечения безопасности процесса загрузки адсорбента (реагента) в аппарат | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
9. В аппарат загружен адсорбент (реагент) в количестве | |||||||||||||
(наименование адсорбента (реагента), | |||||||||||||
марка, стандарт, количество в кг) | |||||||||||||
10. Предъявлены документы по проверке адсорбента (реагента) на соответствие стандарту | |||||||||||||
(обозначение, наименование) | |||||||||||||
по следующим признакам: внешний вид, влажность, насыпной вес, другие признаки | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
11. Предъявлен протокол проверки качества загрузки | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
12. Предъявлен акт о передаче контрольных образцов адсорбента (реагента) представителю застройщика (эксплуатирующей организации, заказчика) | |||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||
13. Даты: начало работ "__" ________________20__г. | |||||||||||||
окончание работ "__" _______________20__г. | |||||||||||||
14. В результате выполненных работ установлено, что аппарат после загрузки адсорбента (реагента) соответствует требованиям, приведенным в технической и монтажной документации изготовителя, проектной документации разработчика, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | |||||||||||||
(наименование документа о | |||||||||||||
соответствии, дата, номер, другие реквизиты, указать | |||||||||||||
наименование и обозначение технической документации | |||||||||||||
изготовителя, наименования, статьи (пункты) технического | |||||||||||||
регламента, иных нормативных правовых актов) | |||||||||||||
15. На основании изложенного: | |||||||||||||
а) разрешается принять аппарат после загрузки адсорбента (реагента) для использования по | |||||||||||||
назначению | ; | ||||||||||||
б) разрешается принять аппарат после загрузки адсорбента (реагента) для использования по | |||||||||||||
назначению при выполнении следующих условий | ; | ||||||||||||
в) разрешается обвязка аппарата трубопроводами и производство последующих работ | |||||||||||||
Дополнительные сведения | |||||||||||||
Акт составлен в____________ экземплярах. | |||||||||||||
Приложения: | |||||||||||||
Сведения об исполнителях, непосредственно проводивших процесс загрузки адсорбента (реагента) в аппарат. | |||||||||||||
Сведения об использованных при загрузке адсорбента (реагента) и контроле качества процессов загрузки технологических приспособлениях и инструменте. | |||||||||||||
Сопроводительные документы и сертификаты на адсорбенты (реагенты). | |||||||||||||
Процедура обеспечения безопасности при загрузке. | |||||||||||||
Протокол проверки качества процесса загрузки адсорбента (реагента) в аппарат. | |||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | |||||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||||
Иные документы, отражающие фактическое состояние аппарата после засыпки адсорбента (реагента). | |||||||||||||
Подписи: | |||||||||||||
Представитель застройщика или заказчика | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представитель лица, осуществляющего строительство, выполнившего загрузку адсорбента (реагента) в аппарат | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Представители иных лиц: | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||
Примечания 1 Настоящий акт оформляют на каждый аппарат после его загрузки адсорбентом (реагентом). 2 При необходимости форму акта допускается корректировать под конкретный аппарат с учетом его конструктивных особенностей и применяемых способов монтажа и загрузки. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | |||||||||||||
Приложение Я
(обязательное)
Форма акта установки фильтрующих элементов
(см. 10.6.16 настоящего стандарта)
Объект капитального строительства | ||||
(наименование, почтовый | ||||
или строительный адрес объекта капитального строительства) | ||||
Застройщик или заказчик | ||||
(наименование, номер и дата выдачи | ||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство | ||||
(наименование, номер и | ||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||
работами | ||||
(наименование, номер и | ||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее подготовку проектной документации | ||||
(наименование, номер и дата выдачи свидетельства о | ||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||
телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, место | ||||
проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство, выполнившее установку фильтрующих элементов | ||||
(наименование, номер и дата выдачи | ||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, место | ||||
проживания, телефон, факс - для физических лиц) | ||||
АКТ
установки фильтрующих элементов
N___________ | "__" _______________20__г. | |||||||||||||
Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, | ||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, | ||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего операцию установки | ||||||||||||||
фильтрующих элементов, подлежащую приемке | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
а также иные представители лиц, участвующих в установке, | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
произвели осмотр и приемку операции установки фильтрующих элементов в аппарат, | ||||||||||||||
подлежащую приемке, выполненную | ||||||||||||||
(наименование лица, фактически | ||||||||||||||
выполнившего операцию установки) | ||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||
1. К осмотру и приемке после установки фильтрующих элементов предъявлен аппарат | ||||||||||||||
(обозначение и наименование, зав. N, характеристика) | ||||||||||||||
2. Аппарат изготовлен (поставлен) | ||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||
3. Фильтрующие элементы (насадка) изготовлены (поставлены) | ||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||
4. Предъявлены сопроводительные документы на аппарат и фильтрующие элементы (насадку фильтра) | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
а также проектная документация на монтаж аппарата | ||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | ||||||||||||||
документации, сведения о лицах, осуществляющих | ||||||||||||||
подготовку раздела проектной документации) | ||||||||||||||
5. Предъявлены документы, подтверждающие соответствие аппарата и фильтрующих элементов (насадки фильтра) предъявляемым к ним требованиям, в том числе: | ||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим нормативным правовым актам | ||||||||||||||
; | ||||||||||||||
(наименование | ||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
7. Предъявлена инструкция по установке фильтрующих элементов | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
8. Предъявлена процедура обеспечения безопасности | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
9. Предъявлен протокол проверки качества установки фильтрующих элементов (насадки фильтра) в аппарат | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
10. Даты: начало работ "__" ____________20__г. | ||||||||||||||
окончание работ "__" ____________20__г. | ||||||||||||||
11. В результате выполненных работ установлено, что аппарат после установки фильтрующих элементов (насадки фильтра) соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | ||||||||||||||
(наименование документа о | ||||||||||||||
соответствии, дата, номер, другие реквизиты, указать | ||||||||||||||
наименование и обозначение технической документации | ||||||||||||||
изготовителя, наименования, статьи (пункты) технического | ||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||
12. На основании изложенного: | ||||||||||||||
а) разрешается принять аппарат после установки фильтрующих элементов (насадки фильтра) | ||||||||||||||
для использования по назначению | ; | |||||||||||||
б) разрешается принять аппарат после установки фильтрующих элементов (насадки фильтра) | ||||||||||||||
для использования по назначению при выполнении следующих условий | ; | |||||||||||||
в) разрешается обвязка аппарата трубопроводами и производство последующих работ | ||||||||||||||
Дополнительные сведения | ||||||||||||||
Акт составлен в_________ экземплярах. | ||||||||||||||
Приложения: | ||||||||||||||
Сведения об исполнителях, непосредственно проводивших установку фильтрующих элементов (насадки фильтра) в аппарат. | ||||||||||||||
Сведения об использованных при установке фильтрующих элементов (насадки фильтров) и контроле качества установки технологических приспособлениях и инструменте. | ||||||||||||||
Сопроводительные документы и сертификат качества на фильтрующие элементы (насадку фильтра). | ||||||||||||||
Процедура обеспечения безопасности при установке. | ||||||||||||||
Протокол проверки качества установки фильтрующих элементов (насадки фильтра) в аппарат. | ||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | ||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||||
Иные документы, отражающие фактическое состояние аппарата после засыпки адсорбента (реагента). | ||||||||||||||
Подписи: | ||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего установку фильтрующих элементов в аппарат | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представители иных лиц: | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Примечания 1 Настоящий акт оформляют на каждый аппарат после установки в нем фильтрующих элементов (насадки фильтра). 2 При необходимости форму акта допускается корректировать под конкретный аппарат с учетом его конструктивных особенностей и применяемых способов установки и монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||
Приложение 1
(обязательное)
Форма акта растяжки компенсаторов
(см. 11.2.2 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее растяжку компенсаторов | ||||||
(наименование, | ||||||
номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
растяжки компенсаторов
N_____________ | "__" ______________20__г. | ||||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||||
(должность, фамилия, | |||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||||
(должность, | |||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего операцию растяжки | |||||||||||||||||||||
компенсаторов, подлежащую приемке | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
а также иные представители лиц, участвующих в операции растяжки компенсаторов | |||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||
произвели осмотр и приемку растяжки компенсаторов, подлежащей приемке, выполненной | |||||||||||||||||||||
(наименование лица, | |||||||||||||||||||||
фактически выполнившего операцию растяжки) | |||||||||||||||||||||
и составили настоящий акт о нижеследующем: 1. К осмотру и приемке предъявлены операции растяжки компенсаторов: | |||||||||||||||||||||
Номер по схеме, обознач., чертеж | Тип компенсатора | Величина растяжки, мм | Температура наружного воздуха, °С (К) | ||||||||||||||||||
Проектная | Фактическая | ||||||||||||||||||||
2. Компенсаторы установлены на участке от________ до___________ | |||||||||||||||||||||
(указать номер компенсатора и конкретное место установки | |||||||||||||||||||||
компенсаторов по монтажно-технологической схеме, наименование | |||||||||||||||||||||
и обозначение оборудования (криогенной системы), зав. N, | |||||||||||||||||||||
дата изготовления, технические характеристики, другие реквизиты) | |||||||||||||||||||||
3. Оборудование (криогенная система) изготовлено (поставлено) | |||||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||||
4. Компенсаторы изготовлены (поставлены) | |||||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||||
5. Предъявлены сопроводительные документы на оборудование, криогенную систему и компенсаторы | |||||||||||||||||||||
, | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
а также проектная документация на монтаж оборудования и криогенной системы, где установлены компенсаторы | |||||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной | |||||||||||||||||||||
документации, сведения о лицах, осуществляющих | |||||||||||||||||||||
подготовку раздела проектной документации) | |||||||||||||||||||||
6. Предъявлены документы, подтверждающие соответствие оборудования, криогенной системы и компенсаторов предъявляемым к ним требованиям, в том числе: | |||||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||||||||||||
нормативным правовым актам | |||||||||||||||||||||
(наименование | |||||||||||||||||||||
; | |||||||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
7. Проведены необходимые испытания и опробования | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
8. Предъявлена инструкция по растяжке компенсаторов | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
9. Предъявлена процедура обеспечения безопасности процесса растяжки компенсаторов | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
10. Предъявлен протокол растяжки компенсаторов | |||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||
11. Даты: начало работ "__" ________________20__г. | |||||||||||||||||||||
окончание работ "__" _______________20__г. | |||||||||||||||||||||
12. В результате растяжки установлено, что компенсаторы соответствуют требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологическим регламентам (нормам и правилам), иным нормативным | |||||||||||||||||||||
правовым актам | |||||||||||||||||||||
(наименование документа о | |||||||||||||||||||||
соответствии, дата, номер, другие реквизиты, указать | |||||||||||||||||||||
наименование и обозначение технической документации | |||||||||||||||||||||
изготовителя, наименования, статьи (пункты) технического | |||||||||||||||||||||
регламента, иных нормативных правовых актов) | |||||||||||||||||||||
13. На основании изложенного: | |||||||||||||||||||||
а) разрешается принять компенсаторы после растяжки для использования по назначению | ; | ||||||||||||||||||||
б) разрешается принять компенсаторы после растяжки для использования по назначению при | |||||||||||||||||||||
выполнении следующих условий | ; | ||||||||||||||||||||
в) разрешается установка компенсаторов и производство последующих работ | |||||||||||||||||||||
Дополнительные сведения | |||||||||||||||||||||
Акт составлен в_____________экземплярах. | |||||||||||||||||||||
Приложения: | |||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших процесс растяжки компенсаторов. | |||||||||||||||||||||
Сведения об использованных при растяжке компенсаторов и контроле качества растяжки технологических приспособлениях и инструменте. | |||||||||||||||||||||
Сопроводительные документы и сертификаты качества на компенсаторы. | |||||||||||||||||||||
Процедура обеспечения безопасности при растяжке. | |||||||||||||||||||||
Протокол растяжки компенсаторов. | |||||||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | |||||||||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||||||||||||
Иные документы, отражающие фактическое состояние компенсаторов после растяжки. | |||||||||||||||||||||
Подписи: | |||||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего растяжку компенсаторов | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Представители иных лиц: | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||
Примечания 1 Настоящий акт оформляют на каждый компенсатор (партию компенсаторов, установленных на одном участке) после выполнения растяжки. 2 При необходимости форму акта допускается корректировать под конкретный компенсатор (партию однотипных компенсаторов) с учетом его конструктивных особенностей и применяемых способов растяжки и монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | |||||||||||||||||||||
Приложение 2
(обязательное)
Форма акта промывки/продувки трубопровода (трубопроводной сети)
(см. 11.2.12 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, | |||||
почтовый или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер | |||||
и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее промывку/продувку трубопровода (трубопроводной сети) | |||||
(наименование, номер и дата выдачи свидетельства | |||||
о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - физических лиц) | |||||
АКТ
промывки/продувки трубопровода (трубопроводной сети)
N_________________ | "__" __________________20__г. | |||||||||||||
Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, | ||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, | ||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, реквизиты | ||||||||||||||
документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего операцию промывки/продувки трубопровода (трубопроводной сети), подлежащую приемке | ||||||||||||||
(должность, фамилия, | ||||||||||||||
, | ||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||
а также иные представители лиц, участвующих в операции промывки/продувки | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
произвели осмотр работ, выполненных | ||||||||||||||
(наименование лица, | ||||||||||||||
фактически выполнившего промывку/продувку) | ||||||||||||||
и составили настоящий акт о нижеследующем: 1. К осмотру и приемке предъявлена операция промывки/продувки трубопровода | ||||||||||||||
(трубопроводной сети) | ||||||||||||||
(наименование линии, наименование и чертеж трубопровода, | ||||||||||||||
трубопроводной сети, его границы по схеме) | ||||||||||||||
2. Трубопровод (трубопроводная сеть) изготовлен (поставлен) | ||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||
наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||
3. Предъявлены сопроводительные документы на трубопровод (трубопроводную сеть) | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
4. Предъявлена проектная документация на монтаж трубопровода (трубопроводной сети) | ||||||||||||||
(номер, другие реквизиты чертежа, | ||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||
5. Предъявлены документы, подтверждающие соответствие трубопровода (трубопроводной сети) предъявляемым к нему требованиям, в том числе: | ||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||
нормативным правовым актам | ||||||||||||||
(наименование | ||||||||||||||
; | ||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
7. Предъявлена инструкция на промывку/продувку трубопроводов | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
8. Предъявлена процедура обеспечения безопасности процессов промывки/продувки трубопроводов | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
9. Предъявлен технологический процесс на промывку/продувку трубопроводов (трубопроводных сетей) | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
10. Промывка/продувка трубопровода (трубопроводной сети) проводилась на этапе монтажа по причинам | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
11. При промывке/продувке трубопровода (трубопроводной сети) использовались технологические приспособления и инструменты | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
12. Предъявлен протокол промывки/продувки трубопровода (трубопроводной сети) | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
13. Даты: начало работ "__" _____________20__г. | ||||||||||||||
окончание работ "__" ____________20__г. | ||||||||||||||
14. В результате выполненных работ установлено, что трубопровод (трубопроводная сеть) после промывки/продувки соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | ||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||
15. На основании изложенного: | ||||||||||||||
а) разрешается принять трубопровод (трубопроводную сеть) после промывки/продувки для | ||||||||||||||
использования по назначению | ; | |||||||||||||
б) разрешается принять трубопровод (трубопроводную сеть) после промывки/продувки для | ||||||||||||||
использования по назначению при выполнении следующих условий | ; | |||||||||||||
в) разрешается производство последующих работ | ||||||||||||||
Дополнительные сведения | ||||||||||||||
Акт составлен в____________экземплярах. | ||||||||||||||
Приложения: | ||||||||||||||
Сведения об исполнителях, непосредственно проводивших промывку/продувку трубопровода (трубопроводной сети). | ||||||||||||||
Сведения об использованных при промывке/продувке трубопровода (трубопроводной сети) и контроле качества операции промывки/продувки технологических приспособлениях, инструменте и материалах. | ||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | ||||||||||||||
Протокол промывки/продувки. | ||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||||
Иные документы, отражающие фактическое состояние трубопровода (трубопроводной сети) после промывки/ продувки. | ||||||||||||||
Подписи: | ||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего промывку/продувку трубопровода (трубопроводной сети) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представители иных лиц: | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Примечания 1 Настоящий акт оформляют на каждый трубопровод (трубопроводную сеть) после каждой его промывки/ продувки на всех этапах монтажа. 2 При необходимости форму акта допускается корректировать под конкретный трубопровод (трубопроводную сеть) с учетом его конструктивных особенностей и применяемых способов промывки/продувки и монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||
Приложение 3
(рекомендуемое)
Рекомендуемые узлы монтажа трубопроводов
(см. 11.2.33, 11.2.34 и 11.2.36 настоящего стандарта)
3.1 Монтаж внутриблочных трубопроводов БРВ различного назначения, если иное не указано в технической и монтажной документации, рекомендуется проводить в соответствии с нижеприведенными рисунками.
Трубопроводы следует прокладывать по месту как удобно, но с выполнением всех изгибов и уклонов, как показано на рисунках, таким образом, чтобы на выходном конце трубопровода были только газообразные продукты разделения воздуха.
3.2 Пример монтажа трубопровода к сливному и продувочному вентилю показан на рисунке 3.1.
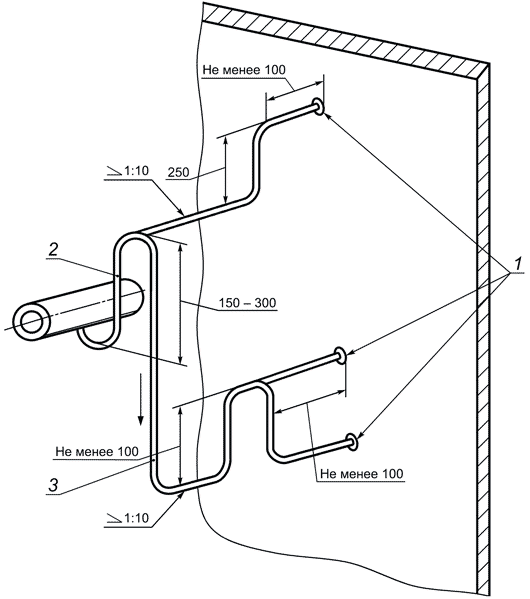
1 - трубопровод; 2 - участок подъема трубы; 3 - участок опускания трубы
Рисунок 3.1
3.3 Пример монтажа трубопровода к предохранительному клапану показан на рисунке 3.2.
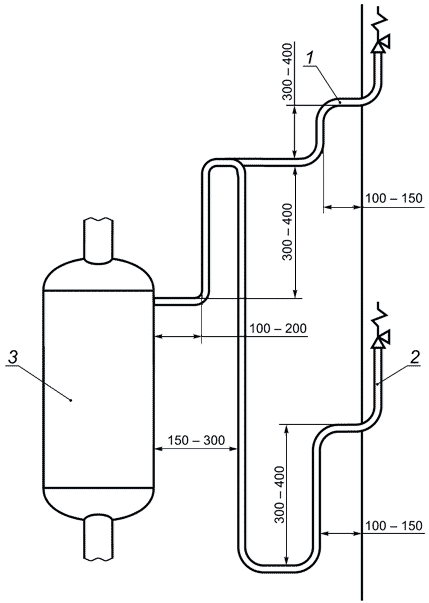
1 - расположение клапана выше места отбора; 2 - расположение клапана ниже места отбора; 3 - аппарат
Рисунок 3.2
3.4 Пример монтажа газовых трубок к контрольно-измерительным приборам показан на рисунке 3.3.
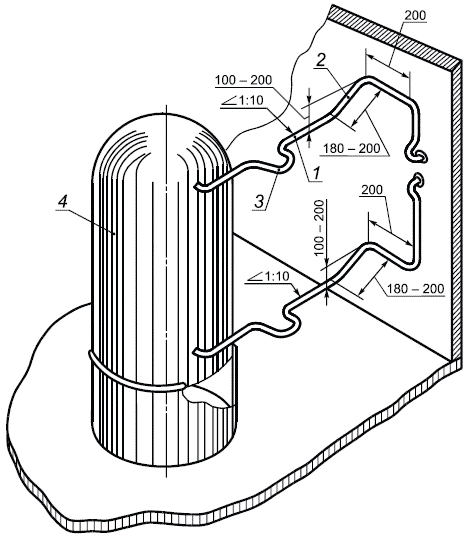
1 - трубопровод; 2 - участок подъема трубы; 3 - компенсационная петля; 4 - аппарат
Рисунок 3.3
3.5 Пример крепления компенсационной петли газовых трубок показан на рисунке 3.4.
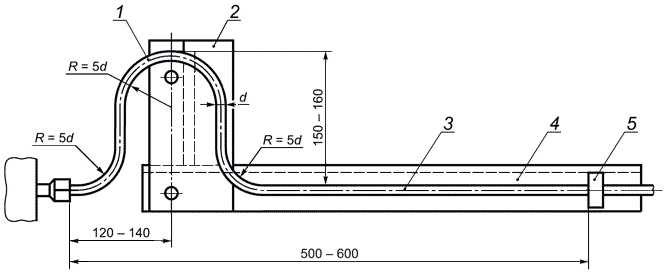
1 - компенсационная петля; 2 - асбестоцементная доска; 3 - горизонтальный участок газовой трубки; 4 - кронштейн; 5 - крепление трубки
Рисунок 3.4
3.6 Кронштейн устанавливают по месту и приваривают к стойкам каркаса БРВ в удобном месте.
Приложение 4
(обязательное)
Форма акта на установку диафрагмы
(см. 11.2.37 настоящего контракта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее установку диафрагмы | ||||||
(наименование, номер и дата выдачи свидетельства | ||||||
о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
на установку диафрагмы
N_________________ | "__" ________________20__г. | ||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||
(должность, фамилия, | |||||||||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||
(должность, | |||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||
монтажными работами (шеф-инженер) | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего операцию установки | |||||||||||||||||
диафрагмы, подлежащую приемке | |||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||
, | |||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||
а также иные представители лиц, участвующих в установке диафрагмы | |||||||||||||||||
(должность, | |||||||||||||||||
, | |||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||
произвели осмотр работ, выполненных | |||||||||||||||||
(наименование лица, | |||||||||||||||||
, | |||||||||||||||||
фактически выполнившего установку диафрагмы) | |||||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||||
1. К осмотру и приемке предъявлена операция установки диафрагмы с диаметром отверстия | |||||||||||||||||
мм на трубопроводе | |||||||||||||||||
(номер по схеме, чертеж диафрагмы, конкретное | |||||||||||||||||
место установки, наименование линии, наименование и чертеж трубопровода) | |||||||||||||||||
2. Трубопровод и диафрагма изготовлены (поставлены) | |||||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||||
наименование, номер и дата выдачи свидетельства о | |||||||||||||||||
государственной регистрации, ОГРН, ИНН, | |||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||
3. Предъявлены сопроводительные документы на трубопровод и диафрагму | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
4. Предъявлена проектная документация на монтаж трубопровода и диафрагмы | |||||||||||||||||
(номер, другие реквизиты чертежа, | |||||||||||||||||
наименование проектной документации, сведения о лицах, | |||||||||||||||||
осуществляющих подготовку раздела проектной документации) | |||||||||||||||||
5. Предъявлены документы, подтверждающие соответствие трубопровода и диафрагмы предъявляемым к ним требованиям, в том числе: | |||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||||||||
нормативным правовым актам | |||||||||||||||||
(наименование | |||||||||||||||||
; | |||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | |||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
6. Проведены необходимые испытания и опробования | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
7. Предъявлена инструкция по установке диафрагмы | |||||||||||||||||
8. Предъявлены для осмотра прямые участки трубопровода до__мм и после____мм диафрагмы | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
9. Предъявлен протокол установки диафрагмы | |||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||
10. Даты: начало работ "__" ______________20__г. | |||||||||||||||||
окончание работ "__" ______________20__г. | |||||||||||||||||
11. В результате выполненных работ установлено, что операция установки диафрагмы на трубопроводе соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | |||||||||||||||||
(наименование документа о соответствии, дата, номер, | |||||||||||||||||
другие реквизиты, указать наименование и обозначение | |||||||||||||||||
технической документации изготовителя и разработчика, | |||||||||||||||||
наименования, статьи (пункты) технического | |||||||||||||||||
регламента, иных нормативных правовых актов) | |||||||||||||||||
12. На основании изложенного: | |||||||||||||||||
а) разрешается принять трубопровод после установки на нем диафрагмы для использования по | |||||||||||||||||
назначению | ; | ||||||||||||||||
б) разрешается принять трубопровод после установки на нем диафрагмы для использования по | |||||||||||||||||
назначению при выполнении следующих условий | ; | ||||||||||||||||
в) разрешается производство последующих работ | |||||||||||||||||
Дополнительные сведения | |||||||||||||||||
Акт составлен в___________ экземплярах. | |||||||||||||||||
Приложения: | |||||||||||||||||
Сведения об исполнителях, непосредственно проводивших установку диафрагмы на трубопроводе. | |||||||||||||||||
Сведения об использованных при установке диафрагмы на трубопроводе и контроле качества установки технологических приспособлениях и инструменте. | |||||||||||||||||
Протокол установки диафрагмы. | |||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | |||||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||||||||
Иные документы, отражающие фактическое состояние трубопровода (трубопроводной сети) после установки диафрагмы. | |||||||||||||||||
Подписи: | |||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего установку диафрагмы на трубопроводе | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Представители иных лиц: | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||
Примечания 1 Настоящий акт оформляют отдельно на каждую диафрагму, установленную на трубопроводе. 2 При необходимости форму акта допускается корректировать под конкретный трубопровод с учетом его конструктивных особенностей и применяемых способов установки диафрагмы и монтажа трубопровода. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | |||||||||||||||||
Приложение 5
(обязательное)
Форма акта проверки монтажа трубопроводов на соответствие монтажно-технологической схеме
(см. 11.2.39, 11.3.23, 16.3.14 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, | ||||||
номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее монтаж трубопроводов | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - физических лиц) | ||||||
АКТ
проверки монтажа трубопроводов на соответствие монтажно-технологической схеме
N________________ | "__" _____________20__г. | |||||
Представитель застройщика или заказчика | ||||||
(должность, фамилия, | ||||||
инициалы, реквизиты документа о представительстве) | ||||||
Представитель лица, осуществляющего строительство | ||||||
(должность, | ||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||
(должность, фамилия, инициалы, | ||||||
реквизиты документа о представительстве) | ||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||
монтажными работами (шеф-инженер) | ||||||
(должность, фамилия, инициалы, | ||||||
реквизиты документа о представительстве) | ||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||
(должность, фамилия, инициалы, реквизиты | ||||||
документа о представительстве) | ||||||
Представитель лица, осуществляющего строительство, выполнившего монтаж трубопроводов, | ||||||
подлежащий приемке | ||||||
(должность, фамилия, инициалы, | ||||||
, | ||||||
реквизиты документа о представительстве) | ||||||
а также иные представители лиц, участвующих в приемке монтажа трубопроводов | ||||||
(должность, фамилия, инициалы, | ||||||
реквизиты документа о представительстве) | ||||||
произвели осмотр работ, выполненных | ||||||
(наименование лица, | ||||||
, | ||||||
фактически выполнившего монтаж трубопроводов) | ||||||
и составили настоящий акт о нижеследующем: | ||||||
1. К осмотру и приемке предъявлен монтаж трубопроводов блока, криогенной системы, технического изделия и др. (далее по тексту - изделие) в целом либо участок монтажа трубопроводов в установленных границах (далее по тексту - участок) | ||||||
наименование и обозначение изделия, зав. N, границы | ||||||
(участка по монтажно-технологической схеме, чертеж схемы) | ||||||
2. Оборудование изделия либо участка изготовлено (поставлено) | ||||||
(наименование изготовителя (поставщика, посредника), | ||||||
наименование, номер и дата выдачи свидетельства о | ||||||
государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
3. Предъявлены сопроводительные документы на оборудование изделия либо участка | ||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||
4. Предъявлена проектная документация на монтаж оборудования изделия либо участка | ||||||
(номер, другие реквизиты чертежа, наименование проектной документации, сведения о лицах, | ||||||
осуществляющих подготовку раздела проектной документации) | ||||||
5. Предъявлены документы, подтверждающие соответствие оборудования изделия либо участка предъявляемым к нему требованиям, в том числе: а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, монтажно-технологическим схемам и другим техническим регламентам (нормам и правилам), другим нормативным правовым актам | ||||||||||
(наименование | ||||||||||
; | ||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||
б) результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля | ||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||
7. Предъявлены монтажно-технологические и другие схемы изделия либо участка, по которым велся монтаж всех видов трубопроводов | ||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||
8. Предъявлены согласования по всем отступлениям от схем и чертежей, которые допущены в процессе монтажа оборудования и трубопроводов, с номерами технических решений об | ||||||||||
отклонении | ||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||
9. Освидетельствованы скрытые работы и ответственные конструкции (при наличии), которые оказывают влияние на безопасность смонтированного оборудования и трубопроводов | ||||||||||
(указываются скрытые работы, | ||||||||||
даты и номера актов их освидетельствования) | ||||||||||
10. Предъявлена инструкция на проведение проверки соответствия монтажа трубопроводов | ||||||||||
схемам изделия либо участка | ||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||
11. Предъявлена процедура обеспечения безопасности при выполнении проверки монтажа | ||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||
12. Предъявлен протокол проверки соответствия и качества монтажа трубопроводов | ||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||
13. Даты: начало работ "__" _______________20__г. | ||||||||||
окончание работ "__" ______________20__г. | ||||||||||
14. В результате выполненных работ установлено, что монтаж трубопроводов изделия (части изделия) соответствует монтажно-технологическим и другим схемам, а также требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологическим регламентам (нормам и правилам), иным нормативным правовым актам | ||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||
технической документации изготовителя и разработчика, | ||||||||||
наименования, статьи (пункты) технического | ||||||||||
регламента, иных нормативных правовых актов) | ||||||||||
15. На основании изложенного: | ||||||||||
а) разрешается принять монтаж трубопроводов после проверки для использования по | ||||||||||
назначению | ; | |||||||||
б) разрешается принять монтаж трубопроводов после проверки для использования по | ||||||||||
назначению при выполнении следующих условий | ; | |||||||||
в) разрешается производство последующих работ | ||||||||||
Дополнительные сведения | ||||||||||
Акт составлен в________экземплярах. | ||||||||||
Приложения: | ||||||||||
Сведения об исполнителях, непосредственно проводивших монтаж трубопроводов изделия либо части изделия. | ||||||||||
Сведения об использованных при проверке соответствия монтажа и контроле качества монтажа технологических приспособлениях и инструменте, поверенных измерительных средствах. | ||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | ||||||||||
Протокол проверки соответствия и качества монтажа. | ||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||
Иные документы, отражающие фактическое состояние трубопроводов изделия (части изделия) после проверки монтажа. | ||||||||||
Подписи: | ||||||||||
Представитель застройщика или заказчика | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
Представитель лица, осуществляющего строительство | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
Представитель лица, осуществляющего строительство, выполнившего монтаж трубопроводов изделия (части изделия) | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
Представители иных лиц: | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||
Примечания 1 Настоящий акт оформляют после каждой проверки монтажа трубопроводов всего изделия либо участка трубопроводов на соответствие монтажно-технологическим и другим схемам. 2 При необходимости форму акта допускается корректировать под конкретный монтаж трубопроводов с учетом их конструктивных особенностей и применяемых способов монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||
Приложение 6
(обязательное)
Форма акта на проведение работ по заземлению
(см. 13.9 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее работы по заземлению | ||||||
(наименование, номер и дата выдачи свидетельства | ||||||
о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
на проведение работ по заземлению
N_______________ | "__" _______________20__г. | |||||||||||||
Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, | ||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, | ||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по заземлению, | ||||||||||||||
подлежащие приемке | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
а также иные представители лиц, участвующих в приемке работ по заземлению | ||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||
, | ||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||
произвели осмотр и приемку работ по заземлению, выполненных | ||||||||||||||
(наименование лица, | ||||||||||||||
, | ||||||||||||||
фактически выполнившего заземление) | ||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||
1. Для осмотра и приемки предъявлены работы по заземлению оборудования, трубопроводов и металлоконструкций всего блока, криогенной системы, технического изделия и др. (далее по тексту - изделия) либо отдельного участка этого блока, криогенной системы, технического изделия и др. в установленных границах (далее по тексту - участок изделия) | ||||||||||||||
(наименование и обозначение изделия, зав. N, | ||||||||||||||
границы части изделия по монтажно-технологической схеме, | ||||||||||||||
номера пикетов, обозначение схемы) | ||||||||||||||
2. Оборудование, трубопроводы и металлоконструкции всего изделия либо части изделия изготовлены (поставлены) | ||||||||||||||
(наименование изготовителя (поставщика, посредника), наименование, номер и дата выдачи | ||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||
3. Предъявлены сопроводительные документы на изделие либо участок изделия | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
4. Предъявлена проектная документация на монтаж оборудования, трубопроводов и металлоконструкций изделия либо участка | ||||||||||||||
(номер, другие реквизиты чертежа, | ||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||
5. Предъявлены документы, подтверждающие соответствие оборудования, трубопроводов и металлоконструкций изделия либо участка изделия предъявляемым к ним требованиям, в том числе: | ||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||
нормативным правовым актам | ||||||||||||||
(наименование | ||||||||||||||
; | ||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
7. Освидетельствованы скрытые работы и ответственные конструкции (при наличии), которые оказывают влияние на безопасность | ||||||||||||||
(указываются скрытые работы и ответственные | ||||||||||||||
конструкции, даты и номера актов их освидетельствования) | ||||||||||||||
8. Предъявлена инструкция на выполнение работ по заземлению оборудования, трубопроводов и металлоконструкций | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
9. Предъявлена процедура обеспечения безопасности при выполнении работ по заземлению | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
10. Предъявлен технологический процесс на заземление оборудования, трубопроводов и металлоконструкций | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
11. Предъявлен наряд-допуск на выполнение работ | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
12. Предъявлен протокол выполнения работ по заземлению | ||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||
13. Даты: начало работ "__" ____________20__г. | ||||||||||||||
окончание работ "__" ____________20__г. | ||||||||||||||
14. В результате выполненных работ установлено, что заземление оборудования, трубопроводов и металлоконструкций всего изделия либо участка изделия в установленных границах соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||
15. На основании изложенного: | ||||||||||||||
а) разрешается принять заземление оборудования, трубопроводов и металлоконструкций всего изделия либо отдельной части этого изделия в установленных границах для использования по | ||||||||||||||
назначению | ; | |||||||||||||
б) разрешается принять заземление оборудования, трубопроводов, металлоконструкций всего изделия либо отдельного участка этого изделия в установленных границах для использования по | ||||||||||||||
назначению при выполнении следующих условий | ; | |||||||||||||
в) разрешается производство последующих работ | ||||||||||||||
Дополнительные сведения | ||||||||||||||
Акт составлен в_____________ экземплярах. | ||||||||||||||
Приложения: | ||||||||||||||
Сведения об исполнителях, непосредственно проводивших работы по заземлению оборудования, трубопроводов и металлоконструкций изделия, участка изделия. | ||||||||||||||
Сведения об использованных при выполнении работ по заземлению и контроле качества заземления технологических приспособлениях, инструменте и материалах. | ||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, других испытаний и опробований, проведенных в процессе строительного контроля. | ||||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||||
Протокол выполнения работ по заземлению. | ||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||||
Иные документы, отражающие фактическое состояние оборудования, трубопроводов и металлоконструкций после заземления. | ||||||||||||||
Подписи: | ||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по заземлению | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Представители иных лиц: | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение работ по заземлению всего изделия либо на заземление каждого отдельного участка этого изделия в установленных границах. 2 При необходимости форму акта допускается корректировать под конкретный блок (криогенную систему, техническое изделие и др.) с учетом его конструктивных особенностей и применяемых способов выполнения монтажа и заземления. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||
Приложение 7
(обязательное)
Форма акта о проведении гидравлического испытания трубопровода (общего гидравлического испытания трубопроводной сети)
(см. 15.2.34 и 15.2.40 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер и дата выдачи свидетельства о | |||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее гидравлическое испытание трубопровода либо общее гидравлическое испытание трубопроводной сети (далее по тексту - гидравлическое испытание трубопровода (трубопроводной сети)) | |||||
(наименование, номер и дата выдачи свидетельства | |||||
о государственной регистрации, ОГРН, ИНН, почтовые | |||||
реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
АКТ
о проведении гидравлического испытания трубопровода (общего гидравлического испытания трубопроводной сети)
N________________ | "__" ________________20__г. | |||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||
(должность, | ||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||
(должность, фамилия, инициалы, реквизиты | ||||||||||||||||
документа о представительстве) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего гидравлическое | ||||||||||||||||
испытание трубопровода (трубопроводной сети), подлежащего приемке | ||||||||||||||||
(должность, | ||||||||||||||||
, | ||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||
а также иные представители лиц, участвующих в приемке работ по гидравлическому испытанию | ||||||||||||||||
трубопровода (трубопроводной сети) | , | |||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||
произвели осмотр и приемку работ по гидравлическому испытанию трубопровода | ||||||||||||||||
(трубопроводной сети), предъявленных | ||||||||||||||||
(наименование лица, фактически предъявившего | ||||||||||||||||
, | ||||||||||||||||
трубопровод (трубопроводную сеть) для осмотра и приемки) | ||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||
1. К осмотру и приемке после гидравлического испытания предъявлен трубопровод (трубопроводная сеть) блока, или комплекта оборудования, или криогенной системы, или технического изделия, или участка трубопроводов в установленных границах (далее по тексту - изделие), а также результаты проведенного испытания | ||||||||||||||||
(наименование и обозначение, зав. N изделия, | ||||||||||||||||
наименование, обозначение и назначение трубопровода | ||||||||||||||||
(трубопроводной сети), обозначение по схеме, номера | ||||||||||||||||
пикетов (заглушек) на границах, диаметр, длина и материал труб) | ||||||||||||||||
2. Трубопровод (трубопроводная сеть) изделия изготовлен (поставлен) | ||||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||||
наименование, номер и дата выдачи свидетельства | ||||||||||||||||
о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||
3. Предъявлены сопроводительные документы на трубопровод (трубопроводную сеть) изделия | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
4. Предъявлена проектная документация на монтаж трубопровода (трубопроводной сети) изделия | ||||||||||||||||
(номер, другие реквизиты чертежа, | ||||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||||
5. Предъявлены документы, подтверждающие соответствие трубопровода (трубопроводной сети) изделия предъявляемым к ним требованиям, в том числе: | ||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||||
нормативным правовым актам | ||||||||||||||||
(наименование | ||||||||||||||||
; | ||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||
проведенных в процессе строительного контроля, | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
7. Предъявлена технологическая схема гидравлического испытания трубопровода (трубопроводной сети) изделия | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
8. Предъявлен наряд-допуск на выполнение работ | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
9. Предъявлена процедура обеспечения безопасности гидравлического испытания | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
10. Предъявлено уведомление о гидравлическом испытании трубопровода (трубопроводной сети) изделия | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
11. Предъявлены документы об устранении дефектов и недостатков трубопровода (трубопроводной сети) изделия, обнаруженных ранее | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
12. Предъявлены документы о проверке систем обеспечения энергопитанием, водоснабжением, другими ресурсами и готовности их к проведению гидравлического испытания | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
13. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
14. Предъявлена программа и методика гидравлических испытаний трубопроводов | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
15. Предъявлен журнал гидравлического испытания трубопровода (технологический паспорт) | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
16. Гидравлическое испытание трубопровода (трубопроводной сети) изделия проводилось на этапе | ||||||||||||||||
(указать наименование этапа монтажных работ) | ||||||||||||||||
17. Итоговые результаты гидравлического испытания 17.1.1. Установленные для гидравлического испытания значения: а) испытательного (пробного) давления при испытании на прочность б) расчетного (рабочего) давления при испытании на плотность 17.1.2. Измерение давления производилось техническим манометром класса точности _____, с верхним пределом измерений _____МПа (_____кгс/см Цена деления шкалы манометра _____МПа (_____кгс/см 17.1.3. Манометр расположен выше оси трубы на 17.1.4. При указанных выше величинах расчетного и испытательного давлений показания манометра | ||||||||||||||||
| ||||||||||||||||
| ||||||||||||||||
17.1.5. Допустимый расход подкачанной воды на 1 км трубопровода равен____л/мин или, в пересчете на длину испытываемого трубопровода, равен____л/мин. 17.2.1. Давление повышено до 0,2 Температура за это время составила____К (____°С). | ||||||||||||||||
При осмотре течи | ||||||||||||||||
(указать - не обнаружены либо обнаружены) | ||||||||||||||||
(если обнаружены, указать места течей по схеме испытаний). | ||||||||||||||||
17.2.2. Давление повышено до 0,5 | ||||||||||||||||
При осмотре течи | ||||||||||||||||
(указать - не обнаружены либо обнаружены) | ||||||||||||||||
(если обнаружены, указать места течей по схеме испытаний). | ||||||||||||||||
17.2.3. Давление повышено до 0,8 | ||||||||||||||||
Температура за это время составила____К (____°С). | ||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора течи | ||||||||||||||||
(указать - | ||||||||||||||||
не обнаружены либо обнаружены) | ||||||||||||||||
(если обнаружены, указать места течей по схеме испытаний) | ||||||||||||||||
17.2.4. Давление повышено до | ||||||||||||||||
Температура за это время составила____К (___°С). | ||||||||||||||||
Осмотр соединений не производился. | ||||||||||||||||
17.3. Испытание на прочность | ||||||||||||||||
Давление повышено до | ||||||||||||||||
Температура за это время составила___К (___°С). | ||||||||||||||||
Осмотр соединений не производился. | ||||||||||||||||
Колебания давления | ||||||||||||||||
(указать - не наблюдались либо наблюдались в пределах____МПа (____кгс/см | ||||||||||||||||
17.4. Испытание на плотность | ||||||||||||||||
Давление снижено до | ||||||||||||||||
Температура за это время составила____К (____°С). | ||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора течи | ||||||||||||||||
(указать - | ||||||||||||||||
не обнаружены либо обнаружены) (если обнаружены, указать места течей по схеме испытаний) | ||||||||||||||||
Потери давления за это время составили____МПа (____кгс/см | ||||||||||||||||
17.5. Показатели динамического испытания | ||||||||||||||||
17.5.1. За время гидравлического испытания трубопровода/участка трубопровода (трубопроводной сети) на плотность давление в нем понижалось до____МПа (_____кгс/см | ||||||||||||||||
17.5.2. Время окончания испытания на плотность | ||||||||||||||||
17.5.3. Объем воды, потребовавшийся для поддержания давления до значения | ||||||||||||||||
17.5.4. Длительность испытания на плотность | ||||||||||||||||
17.5.5. Расход воды, подкачанной в трубопровод (участок, сеть) за время испытания на плотность, равен | ||||||||||||||||
18. При обнаружении течей давление сброшено до атмосферного и выполнены работы по их устранению | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
19. Предъявлен отчет о проведении гидравлического испытания трубопровода (трубопроводной сети) изделия | ||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||
20. Даты: начала испытаний "____"__________20__г. | ||||||||||||||||
окончания испытаний "____"__________20__г. | ||||||||||||||||
21. В результате выполнения гидравлического испытания установлено, что трубопровод (трубопроводная сеть) изделия в границах проведения испытания соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||
22. На основании изложенного: | ||||||||||||||||
а) разрешается принять трубопровод (трубопроводную сеть) изделия в границах проведенного | ||||||||||||||||
гидравлического испытания для использования по назначению | ; | |||||||||||||||
б) разрешается принять трубопровод (трубопроводную сеть) изделия в границах проведенного гидравлического испытания для использования по назначению при выполнении следующих | ||||||||||||||||
условий | ; | |||||||||||||||
в) разрешается производство последующих работ | ||||||||||||||||
Дополнительные сведения | ||||||||||||||||
Акт составлен в____________экземплярах. | ||||||||||||||||
Приложения: | ||||||||||||||||
Сведения об исполнителях, непосредственно проводивших работы по гидравлическому испытанию трубопровода (трубопроводной сети) изделия. | ||||||||||||||||
Сведения об использованных при выполнении гидравлического испытания и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | ||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | ||||||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||||||
Технологическая схема гидравлического испытания. | ||||||||||||||||
Уведомление о проведении гидравлического испытания. | ||||||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. | ||||||||||||||||
Журнал проведения гидравлического испытания. | ||||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||||||
Иные документы, отражающие фактическое состояние трубопровода (трубопроводной сети) изделия после гидравлического испытания. | ||||||||||||||||
Подписи: | ||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по гидравлическому испытанию | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Представители иных лиц: | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение гидравлического испытания каждого трубопровода (трубопроводной сети) изделия в установленных границах на разных этапах выполнения монтажных работ. 2 При необходимости форму акта допускается корректировать под испытание конкретного трубопровода (трубопроводной сети) с учетом его конструктивных особенностей, применяемых видов гидравлического испытания и способов монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||||
Приложение 8
(обязательное)
Форма акта о проведении пневматического испытания трубопровода (общего пневматического испытания трубопроводной сети)
(см. 15.2.35 и 15.2.40 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о | |||||
государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее пневматическое испытание трубопровода либо общее пневматическое испытание трубопроводной сети (далее - пневматическое испытание трубопровода (трубопроводной сети)), | |||||
(наименование, номер и дата выдачи свидетельства | |||||
о государственной регистрации, ОГРН, ИНН, почтовые | |||||
реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
АКТ
о проведении пневматического испытания трубопровода (общего пневматического испытания трубопроводной сети)
N______________ | "__" ______________20__г. | |||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||||
(должность, | ||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты | ||||||||||||||||||||||
документа о представительстве) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего пневматическое | ||||||||||||||||||||||
испытание трубопровода (трубопроводной сети), подлежащее приемке | ||||||||||||||||||||||
(должность, | ||||||||||||||||||||||
, | ||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
а также иные представители лиц, участвующих в приемке работ по пневматическому испытанию | ||||||||||||||||||||||
трубопровода (трубопроводной сети) | ||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||
, | ||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||
произвели осмотр и приемку работ по пневматическому испытанию трубопровода | ||||||||||||||||||||||
(трубопроводной сети), предъявленных | ||||||||||||||||||||||
(наименование лица, фактически предъявившего | ||||||||||||||||||||||
трубопровод (трубопроводную сеть) для осмотра и приемки) | ||||||||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||||||||
1. К осмотру и приемке после пневматического испытания предъявлен трубопровод (трубопроводная сеть) блока, или комплекта оборудования, или криогенной системы, или технического изделия, или участка трубопроводов в установленных границах (далее по тексту - | ||||||||||||||||||||||
изделие), а также результаты проведенного испытания | ||||||||||||||||||||||
(наименование и обозначение, зав. N изделия, | ||||||||||||||||||||||
наименование, обозначение и назначение трубопровода | ||||||||||||||||||||||
(трубопроводной сети), обозначение по схеме, номера | ||||||||||||||||||||||
пикетов (заглушек) на границах, диаметр, длина и материал труб) | ||||||||||||||||||||||
2. Трубопровод (трубопроводная сеть) изделия изготовлен (поставлен) | ||||||||||||||||||||||
(наименование изготовителя (поставщика, | ||||||||||||||||||||||
посредника), наименование, номер и дата выдачи | ||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||
3. Предъявлены сопроводительные документы на трубопровод (трубопроводную сеть) изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
4. Предъявлена проектная документация на трубопровод (трубопроводную сеть) изделия | ||||||||||||||||||||||
(номер, другие реквизиты чертежа, наименование проектной документации, сведения о | ||||||||||||||||||||||
лицах, осуществляющих подготовку раздела проектной документации) | ||||||||||||||||||||||
5. Предъявлены документы, подтверждающие соответствие трубопровода (трубопроводной сети) изделия предъявляемым к ним требованиям, в том числе: | ||||||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей и проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||||||||||
нормативным правовым актам | ||||||||||||||||||||||
(наименование | ||||||||||||||||||||||
; | ||||||||||||||||||||||
документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
7. Предъявлена технологическая схема пневматического испытания трубопровода | ||||||||||||||||||||||
(трубопроводной сети) изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
8. Предъявлен наряд-допуск на проведение работ | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
9. Предъявлена процедура обеспечения безопасности пневматического испытания | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
10. Предъявлено утвержденное уведомление о проведении пневматического испытания | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
11. Предъявлены документы об устранении дефектов и недостатков трубопровода | ||||||||||||||||||||||
(трубопроводной сети) изделия, обнаруженных ранее | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
12. Предъявлены документы о проверке систем обеспечения энергопитанием и другими ресурсами и готовности их к проведению пневматического испытания | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
13. Предъявлены документы по результатам освидетельствования объектов и работ, которые | ||||||||||||||||||||||
оказывают влияние на безопасность | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
14. Предъявлены программа и методика пневматических испытаний трубопроводов | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
15. Предъявлен журнал пневматического испытания трубопровода (технологический паспорт) | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
16. Пневматическое испытание трубопровода, участка трубопроводов (трубопроводной сети) | ||||||||||||||||||||||
проводилось на этапе | ||||||||||||||||||||||
(указать наименование этапа монтажных работ) | ||||||||||||||||||||||
17. Итоговые результаты гидравлического испытания | ||||||||||||||||||||||
17.1. Общие данные | ||||||||||||||||||||||
17.1.1.Установленные для пневматического испытания значения: | ||||||||||||||||||||||
а) испытательного (пробного) давления при испытании на прочность | ||||||||||||||||||||||
б) расчетного (рабочего) давления при испытании на плотность | ||||||||||||||||||||||
17.1.2. Измерение давления производилось техническим манометром класса точности____, с верхним пределом измерений____МПа (____кгс/см | ||||||||||||||||||||||
Цена деления шкалы манометра_____МПа (_____кгс/см | ||||||||||||||||||||||
17.1.3. Манометр расположен выше оси трубы на | ||||||||||||||||||||||
17.1.4. При указанных выше величинах расчетного и испытательного давлений показания манометра | ||||||||||||||||||||||
17.2. Порядок проведения испытания и его результаты | ||||||||||||||||||||||
17.2.1. Давление повышено до 0,2 | ||||||||||||||||||||||
Температура за это время составила____К (____°С). | ||||||||||||||||||||||
При осмотре пропуски | ||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | ||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | ||||||||||||||||||||||
17.2.2. Давление повышено до 0,5 | ||||||||||||||||||||||
Температура за это время составила____К (____°С). | ||||||||||||||||||||||
При осмотре пропуски | ||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | ||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания). | ||||||||||||||||||||||
17.2.3. Давление повышено до 0,8 | ||||||||||||||||||||||
Температура за это время составила____К (____°С). | ||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | ||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | ||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания). | ||||||||||||||||||||||
17.2.4. Давление повышено до | ||||||||||||||||||||||
Температура за это время составила____К (___°С). | ||||||||||||||||||||||
Осмотр соединений не производился. | ||||||||||||||||||||||
17.3. Испытание на прочность | ||||||||||||||||||||||
Давление повышено до | ||||||||||||||||||||||
Температура за это время составила____К (___°С). | ||||||||||||||||||||||
Осмотр соединений не производился. | ||||||||||||||||||||||
Колебания давления | ||||||||||||||||||||||
(указать - не наблюдались либо наблюдались в пределах____МПа (____кгс/см | ||||||||||||||||||||||
17.4. Испытание на плотность и герметичность | ||||||||||||||||||||||
Давление снижено до | ||||||||||||||||||||||
Температура за это время составила____К (____°С). | ||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | ||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | ||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания). | ||||||||||||||||||||||
Потери давления за это время составили____МПа (____кгс/см | ||||||||||||||||||||||
18. При обнаружении пропусков давление было сброшено до атмосферного и выполнены работы | ||||||||||||||||||||||
по их устранению | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
19. Предъявлен отчет о проведении пневматического испытания трубопровода (трубопроводной | ||||||||||||||||||||||
сети) изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
20. Даты: начала испытаний "___"_______20__г. | ||||||||||||||||||||||
окончания испытаний "____"_______20__г. | ||||||||||||||||||||||
21. В результате выполнения пневматического испытания установлено, что трубопровод (трубопроводная сеть) изделия в границах проведения испытания соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых | ||||||||||||||||||||||
актах | ||||||||||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||||||
22. На основании изложенного: | ||||||||||||||||||||||
а) разрешается принять трубопровод (трубопроводную сеть) изделия в границах проведенного | ||||||||||||||||||||||
пневматического испытания для использования по назначению | ; | |||||||||||||||||||||
б) разрешается принять трубопровод (трубопроводную сеть) изделия в границах проведенного пневматического испытания для использования по назначению при выполнении следующих | ||||||||||||||||||||||
условий | ; | |||||||||||||||||||||
в) разрешается производство последующих работ | ||||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||||
Акт составлен в________экземплярах. | ||||||||||||||||||||||
Приложения: | ||||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших работы по пневматическому испытанию трубопровода, участка трубопроводов (трубопроводной сети). | ||||||||||||||||||||||
Сведения об использованных при выполнении пневматического испытания и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | ||||||||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | ||||||||||||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||||||||||||
Технологическая схема пневматического испытания. Уведомление о проведении пневматического испытания. | ||||||||||||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. Журнал проведения пневматического испытания. Документы, на которые сделаны ссылки в данном акте. | ||||||||||||||||||||||
Иные документы, отражающие фактическое состояние трубопровода (трубопроводной сети) изделия после пневматического испытания. | ||||||||||||||||||||||
Подписи: | ||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по пневматическому испытанию | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение пневматического испытания каждого трубопровода (трубопроводной сети) изделия в установленных границах на разных этапах монтажных работ. 2 При необходимости форму акта допускается корректировать под испытание конкретного трубопровода (трубопроводной сети) с учетом его конструктивных особенностей, применяемых видов пневматического испытания и способов монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||||||||||
Приложение 9
(обязательное)
Форма акта о проведении испытания замыкающих кольцевых швов трубопроводов (трубопроводных сетей)
(см. 15.2.42 настоящего стандарта)
Объект капитального строительства | ||||
(наименование, почтовый | ||||
или строительный адрес объекта капитального строительства) | ||||
Застройщик или заказчик | ||||
(наименование, номер и дата выдачи | ||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство | ||||
(наименование, номер и | ||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||
работами | ||||
(наименование, номер и | ||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, | ||||
место проживания, телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее подготовку проектной документации | ||||
(наименование, номер и | ||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||
телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||
телефон, факс - для физических лиц) | ||||
Лицо, осуществляющее строительство, выполнившее испытание замыкающих кольцевых швов | ||||
трубопроводов (трубопроводных сетей) | ||||
(наименование, номер и дата выдачи свидетельства | ||||
о государственной регистрации, ОГРН, ИНН, почтовые | ||||
реквизиты, телефон, факс - для юридических лиц; | ||||
фамилия, имя, отчество, паспортные данные, место | ||||
проживания, телефон, факс - для физических лиц) | ||||
АКТ
о проведении испытания замыкающих кольцевых швов трубопроводов (трубопроводных сетей)
N_________________ | "__" _______________20__г. | ||||||||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||||||||
(должность, | |||||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||||||||||||||||
монтажными работами, (шеф-инженер) | |||||||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего испытания замыкающих | |||||||||||||||||||||||||
кольцевых швов трубопроводов (трубопроводных сетей), подлежащих приемке | |||||||||||||||||||||||||
, | |||||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||||||||||||||||
а также иные представители лиц, участвующих в приемке работ по испытаниям замыкающих | |||||||||||||||||||||||||
кольцевых швов трубопроводов (трубопроводных сетей) | |||||||||||||||||||||||||
(должность, фамилия, инициалы, | |||||||||||||||||||||||||
реквизиты документа о представительстве) | |||||||||||||||||||||||||
произвели осмотр и приемку работ по испытаниям замыкающих кольцевых швов трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей), предъявленных | |||||||||||||||||||||||||
(наименование лица, фактически предъявившего | |||||||||||||||||||||||||
замыкающие кольцевые швы трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей) для осмотра и приемки) | |||||||||||||||||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||||||||||||||||
1. К осмотру и приемке после испытаний предъявлены замыкающие кольцевые швы трубопроводов (трубопроводных сетей) блока, или комплекта оборудования, или криогенной системы, или технического изделия, или участка трубопроводов в установленных границах (далее по тексту - изделие) после объединения с аппаратами и между собой, а также результаты | |||||||||||||||||||||||||
испытаний этих швов | |||||||||||||||||||||||||
(наименование и обозначение, зав. N изделия, | |||||||||||||||||||||||||
наименование и обозначение, зав. N аппаратов изделия, | |||||||||||||||||||||||||
наименование, обозначение и назначение трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей), обозначения по схеме, номера пикетов | |||||||||||||||||||||||||
(заглушек) на границах, диаметр, длина и материал труб, номера | |||||||||||||||||||||||||
замыкающих кольцевых швов, их обозначения на схеме испытаний) | |||||||||||||||||||||||||
2. Оборудование, аппараты и трубопроводы (трубопроводные сети) изделия изготовлены | |||||||||||||||||||||||||
(поставлены) | |||||||||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | |||||||||||||||||||||||||
наименование, номер и дата выдачи свидетельства | |||||||||||||||||||||||||
о государственной регистрации, ОГРН, ИНН, | |||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||||||||||||||||
3. Предъявлены сопроводительные документы на изделие и его оборудование, аппараты и | |||||||||||||||||||||||||
трубопроводы (трубопроводные сети) | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
4. Предъявлены документы на сварку замыкающих кольцевых швов трубопроводов (трубопроводных сетей) изделия, подвергаемых испытанию, и документы по контролю качества | |||||||||||||||||||||||||
этих сварных швов | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
5. Предъявлена проектная документация на монтаж оборудования, аппаратов и трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей) изделия | |||||||||||||||||||||||||
(номер, другие реквизиты чертежей, | |||||||||||||||||||||||||
наименование проектной документации, сведения о лицах, | |||||||||||||||||||||||||
осуществляющих подготовку раздела проектной документации) | |||||||||||||||||||||||||
6. Предъявлены документы, подтверждающие соответствие оборудования, аппаратов и трубопроводов (трубопроводных сетей) изделия, подвергаемых испытанию, предъявляемым к ним требованиям, в том числе: | |||||||||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||||||||||||||||
нормативным правовым актам | |||||||||||||||||||||||||
(наименование документа о соответствии, | |||||||||||||||||||||||||
; | |||||||||||||||||||||||||
дата, номер, другие реквизиты) | |||||||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||||||||||||||||
проведенных в процессе строительного контроля | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
7. Проведены необходимые испытания и опробования | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
8. Предъявлена технологическая схема испытаний замыкающих кольцевых швов трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей) изделия | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
9. Предъявлен наряд-допуск на выполнение работ | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
10. Предъявлена процедура обеспечения безопасности испытания трубопроводов | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
11. Предъявлено уведомление о проведении испытания замыкающих кольцевых швов | |||||||||||||||||||||||||
трубопроводов (трубопроводных сетей) изделия | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
12. Предъявлены документы об устранении дефектов и недостатков трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей), обнаруженных ранее | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
13. Предъявлены документы о проверке систем обеспечения энергопитанием, водой, воздухом и | |||||||||||||||||||||||||
другими ресурсами и готовности их к проведению испытаний | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
14. Предъявлены документы по результатам освидетельствования объектов и работ, которые | |||||||||||||||||||||||||
оказывают влияние на безопасность | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
15. Предъявлены программа и методика испытаний замыкающих кольцевых швов трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей) изделия | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
16. Предъявлен журнал испытаний замыкающих кольцевых швов трубопроводов | |||||||||||||||||||||||||
(технологический паспорт) изделия | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
17. Испытания замыкающих кольцевых швов трубопроводов (трубопроводных сетей) изделия в | |||||||||||||||||||||||||
установленных границах проводилось на этапе | |||||||||||||||||||||||||
(указать наименование этапа монтажных работ) | |||||||||||||||||||||||||
18. Итоговые результаты проведенных испытаний. | |||||||||||||||||||||||||
18.1. Общие данные | |||||||||||||||||||||||||
18.1.1. Установленные для испытаний значения давлений: | |||||||||||||||||||||||||
а) испытательного (пробного) давления при испытании на прочность: | |||||||||||||||||||||||||
1) для системы низкого давления | |||||||||||||||||||||||||
2) для системы среднего давления | |||||||||||||||||||||||||
3) для системы высокого давления | |||||||||||||||||||||||||
б) расчетного (рабочего) давления при испытании на плотность: | |||||||||||||||||||||||||
1) для системы низкого давления | |||||||||||||||||||||||||
2) для системы среднего давления | |||||||||||||||||||||||||
3) для системы высокого давления | |||||||||||||||||||||||||
18.1.2. Измерение давления производилось: | |||||||||||||||||||||||||
а) системы низкого давления - техническим манометром класса точности___, с верхним пределом измерений____МПа (___кгс/см | |||||||||||||||||||||||||
Цена деления шкалы манометра____МПа (___кгс/см | |||||||||||||||||||||||||
б) системы среднего давления - техническим манометром класса точности___, с верхним пределом измерений____МПа (___кгс/см | |||||||||||||||||||||||||
Цена деления шкалы манометра____МПа (___кгс/см | |||||||||||||||||||||||||
в) системы высокого давления - техническим манометром класса точности___, с верхним пределом измерений____МПа (___кгс/см | |||||||||||||||||||||||||
Цена деления шкалы манометра____МПа (___кгс/см | |||||||||||||||||||||||||
18.2. Порядок проведения испытаний системы низкого давления | |||||||||||||||||||||||||
18.2.1. Давление повышено до 0,2 | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При осмотре пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
18.2.2. Давление повышено до 0,5 | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При осмотре пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
18.2.3. Давление повышено до 0,8 | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
18.2.4. Давление повышено до | |||||||||||||||||||||||||
Температура за это время составила___К (___°С). | |||||||||||||||||||||||||
Осмотр соединений не производился. | |||||||||||||||||||||||||
18.2.5. Испытания замыкающих швов на прочность | |||||||||||||||||||||||||
Давление повышено до | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
Осмотр соединений не производился. | |||||||||||||||||||||||||
Колебания давления | |||||||||||||||||||||||||
(указать - не наблюдались либо наблюдались в пределах____МПа (___кгс/см | |||||||||||||||||||||||||
18.2.6. Испытания замыкающих швов на плотность | |||||||||||||||||||||||||
Давление снижено до | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
Потери давления за это время составили____МПа (___кгс/см | |||||||||||||||||||||||||
18.2.7. При обнаружении пропусков на промежуточных этапах давление было сброшено до | |||||||||||||||||||||||||
атмосферного, и выполнены работы по их устранению | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
18.2.8. После устранения пропусков испытание было продолжено, начиная с этапа______, на котором были обнаружены пропуски. | |||||||||||||||||||||||||
18.3. Порядок проведения испытаний системы среднего давления | |||||||||||||||||||||||||
18.3.1. Давление повышено до 0,2 | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При осмотре пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания). | |||||||||||||||||||||||||
18.3.2. Давление повышено до 0,5 | |||||||||||||||||||||||||
Температура за это время составила___К (___°С). | |||||||||||||||||||||||||
При осмотре пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания). | |||||||||||||||||||||||||
18.3.3. Давление повышено до 0,8 | |||||||||||||||||||||||||
Температура за это время составила___К (___°С). | |||||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
18.3.4. Давление повышено до | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
Осмотр соединений не производился. | |||||||||||||||||||||||||
18.3.5. Испытания замыкающих швов на прочность. | |||||||||||||||||||||||||
Давление повышено до | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
Осмотр соединений не производился. | |||||||||||||||||||||||||
Колебания давления | |||||||||||||||||||||||||
(указать - не наблюдались либо наблюдались в пределах____МПа (___кгс/см | |||||||||||||||||||||||||
18.3.6. Испытания замыкающих швов на плотность | |||||||||||||||||||||||||
Давление снижено до | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
Потери давления за это время составили____МПа (___кгс/см | |||||||||||||||||||||||||
18.3.7. При обнаружении пропусков на промежуточных этапах давление было сброшено до | |||||||||||||||||||||||||
атмосферного и выполнены работы по их устранению | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
18.3.8. После устранения пропусков испытание было продолжено, начиная с этапа______, на котором были обнаружены пропуски. | |||||||||||||||||||||||||
18.4. Порядок проведения испытаний системы высокого давления | |||||||||||||||||||||||||
18.4.1. Давление повышено до 0,2 | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При осмотре пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
18.4.2. Давление повышено до 0,5 | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При осмотре пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
18.4.3. Давление повышено до 0,8 | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
18.4.4. Давление повышено до | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
Осмотр соединений не производился. | |||||||||||||||||||||||||
18.4.5. Испытания замыкающих швов на прочность | |||||||||||||||||||||||||
Давление повышено до | |||||||||||||||||||||||||
Температура за это время составила____К (___°С). | |||||||||||||||||||||||||
Осмотр соединений не производился. | |||||||||||||||||||||||||
Колебания давления | |||||||||||||||||||||||||
(указать - не наблюдались либо наблюдались в пределах____МПа (___кгс/см | |||||||||||||||||||||||||
18.4.6. Испытания замыкающих швов на плотность | |||||||||||||||||||||||||
Давление снижено до | |||||||||||||||||||||||||
Температура за это время составила___К (___°С). | |||||||||||||||||||||||||
При техническом осмотре соединений с нанесением мыльного раствора пропуски | |||||||||||||||||||||||||
(указать - не обнаружены либо обнаружены) | |||||||||||||||||||||||||
(если обнаружены, указать места пропусков по схеме испытания) | |||||||||||||||||||||||||
Потери давления за это время составили____МПа (___кгс/см | |||||||||||||||||||||||||
18.4.7. При обнаружении пропусков на промежуточных этапах давление было сброшено до | |||||||||||||||||||||||||
атмосферного, и выполнены работы по их устранению | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
18.4.8. После устранения пропусков испытание было продолжено, начиная с этапа______, на котором были обнаружены пропуски. | |||||||||||||||||||||||||
19. Предъявлен отчет о проведении испытаний замыкающих кольцевых швов трубопроводов | |||||||||||||||||||||||||
(трубопроводных сетей) изделия | |||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||||||||||||||||
20. Даты: начала испытания "____"__________20__г. | |||||||||||||||||||||||||
окончания испытания "____"__________20__г. | |||||||||||||||||||||||||
21. В результате выполнения испытаний установлено, что замыкающие кольцевые швы трубопроводов (трубопроводных сетей) изделия в границах проведенных испытаний соответствуют требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и | |||||||||||||||||||||||||
правилах), иных нормативных правовых актах | |||||||||||||||||||||||||
(наименование документа о соответствии, дата, номер, | |||||||||||||||||||||||||
другие реквизиты, указать наименование и обозначение | |||||||||||||||||||||||||
технической документации изготовителя и разработчика, | |||||||||||||||||||||||||
наименования, статьи (пункты) технического | |||||||||||||||||||||||||
регламента, иных нормативных правовых актов) | |||||||||||||||||||||||||
22. На основании изложенного: | |||||||||||||||||||||||||
а) разрешается принять замыкающие кольцевые швы трубопроводов (трубопроводных сетей) | |||||||||||||||||||||||||
изделия в границах проведенных испытаний для использования по назначению | ; | ||||||||||||||||||||||||
б) разрешается принять замыкающие кольцевые швы трубопроводов (трубопроводных сетей) изделия в границах проведенных испытаний для использования по назначению при выполнении | |||||||||||||||||||||||||
следующих условий | ; | ||||||||||||||||||||||||
в) разрешается производство последующих работ | |||||||||||||||||||||||||
Дополнительные сведения | |||||||||||||||||||||||||
Акт составлен в________экземплярах. | |||||||||||||||||||||||||
Приложения: | |||||||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших работы по испытаниям замыкающих кольцевых швов трубопроводов (трубопроводных сетей) изделия в установленных границах. | |||||||||||||||||||||||||
Сведения об использованных при выполнении испытаний замыкающих кольцевых швов трубопроводов (трубопроводных сетей) изделия и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | |||||||||||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | |||||||||||||||||||||||||
Наряд-допуск на выполнение работ. | |||||||||||||||||||||||||
Технологическая схема испытаний замыкающих кольцевых швов. | |||||||||||||||||||||||||
Уведомление о проведении испытаний замыкающих кольцевых швов. | |||||||||||||||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. | |||||||||||||||||||||||||
Журнал проведения испытаний замыкающих кольцевых швов. | |||||||||||||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||||||||||||||||
Иные документы, отражающие фактическое состояние трубопроводов (трубопроводных сетей) изделия после испытаний замыкающих кольцевых швов. | |||||||||||||||||||||||||
Подписи: | |||||||||||||||||||||||||
Представитель застройщика или заказчика | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
Представитель лица, осуществляющего строительство | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по испытанию замыкающих кольцевых швов трубопроводов (трубопроводных сетей) изделия | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
Представители иных лиц: | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||||||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение испытаний замыкающих кольцевых швов трубопроводов (трубопроводных сетей) изделия в установленных границах на разных этапах выполнения монтажных работ. 2 Для удобства заполнения рекомендуется готовить отдельные формы актов на гидравлическое и пневматическое испытания замыкающих кольцевых швов. 3 При необходимости форму акта допускается корректировать под испытание конкретной группы трубопроводов (трубопроводных сетей) с учетом их конструктивных особенностей, применяемых видов испытания и способов монтажа. 4 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акт указывают: "Данные не требуются". 5 Отметку об оформлении акта делают в общем журнале работ. | |||||||||||||||||||||||||
Приложение 10
(обязательное)
Форма акта о теплой опрессовке (сравнительной теплой опрессовке)
(см. 16.2.6, 17.19 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата | ||||||
выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее теплую опрессовку (сравнительную теплую | ||||||
опрессовку) | ||||||
(наименование, номер и дата выдачи свидетельства | ||||||
о государственной регистрации, ОГРН, ИНН, почтовые | ||||||
реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
о теплой опрессовке (сравнительной теплой опрессовке)
N________________ | "__" _______________20__г. | |||||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||||||||
(должность, | ||||||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты | ||||||||||||||||||||||||||
документа о представительстве) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего теплую опрессовку | ||||||||||||||||||||||||||
(сравнительную теплую прессовку), подлежащую приемке | ||||||||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||||||||
, | ||||||||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||||||
а также иные представители лиц, участвующих в приемке работ по теплой опрессовке | ||||||||||||||||||||||||||
(сравнительной теплой опрессовке) | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||||||||
, | ||||||||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||||||||
произвели осмотр и приемку работ по теплой опрессовке (сравнительной теплой опрессовке) | ||||||||||||||||||||||||||
изделия, предъявленных | ||||||||||||||||||||||||||
(наименование лица, фактически предъявившего теплую | ||||||||||||||||||||||||||
опрессовку (сравнительную теплую опрессовку) | ||||||||||||||||||||||||||
, | ||||||||||||||||||||||||||
изделия для осмотра и приемки) | ||||||||||||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||||||||||||
1. К осмотру и приемке предъявлен блок, или комплект оборудования, или криогенная система, или техническое изделие (далее по тексту - изделие) либо часть изделия в установленных границах после выполнения теплой опрессовки (сравнительной теплой опрессовки), а также | ||||||||||||||||||||||||||
результаты его теплой опрессовки (сравнительной теплой опрессовки) | ||||||||||||||||||||||||||
(наименование и обозначение, зав. N изделия, | ||||||||||||||||||||||||||
наименование и обозначение, зав. N аппаратов изделия, | ||||||||||||||||||||||||||
наименование, обозначение и назначение трубопроводов, | ||||||||||||||||||||||||||
обозначения по схеме, номера пикетов (заглушек) | ||||||||||||||||||||||||||
на границах, их обозначения на схеме испытаний) | ||||||||||||||||||||||||||
2. Оборудование, аппараты и трубопроводы изделия изготовлены (поставлены) | ||||||||||||||||||||||||||
(наименование изготовителя (поставщика, посредника), | ||||||||||||||||||||||||||
наименование, номер и дата выдачи свидетельства | ||||||||||||||||||||||||||
о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||||||
3. Предъявлены сопроводительные документы на изделие и его оборудование, аппараты и | ||||||||||||||||||||||||||
трубопроводы | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
4. Предъявлена проектная документация на размещение и монтаж оборудования, аппаратов и | ||||||||||||||||||||||||||
трубопроводов изделия | ||||||||||||||||||||||||||
(номер, другие реквизиты чертежей, | ||||||||||||||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||||||||||||||
5. Предъявлены документы, подтверждающие соответствие изделия предъявляемым к нему требованиям, в том числе: | ||||||||||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||||||||||||||
нормативным правовым актам | ||||||||||||||||||||||||||
; | ||||||||||||||||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
7. Предъявлена технологическая схема проведения теплой опрессовки (сравнительной теплой | ||||||||||||||||||||||||||
опрессовки) изделия | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
8. Предъявлен наряд-допуск на проведение работ | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
9. Предъявлена процедура обеспечения безопасности теплой опрессовки (сравнительной теплой опрессовки) изделия | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
10. Предъявлено уведомление о проведении теплой опрессовки (сравнительной теплой | ||||||||||||||||||||||||||
опрессовки) изделия | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
11. Предъявлены документы об устранении дефектов и недостатков изделия, обнаруженных | ||||||||||||||||||||||||||
ранее | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
12. Предъявлены документы о проверке систем обеспечения энергопитанием, воздухом и другими ресурсами и готовности их к проведению теплой опрессовки (сравнительной теплой | ||||||||||||||||||||||||||
опрессовки) | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
13. Предъявлены документы по результатам освидетельствования объектов и работ, которые | ||||||||||||||||||||||||||
оказывают влияние на безопасность | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
14. Предъявлена программа и методика проведения теплой опрессовки (сравнительной теплой опрессовки) изделия | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
15. Предъявлен журнал (технологический паспорт) теплой опрессовки (сравнительной теплой | ||||||||||||||||||||||||||
опрессовки) изделия | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
16. Теплая опрессовка (сравнительная теплая опрессовка) изделия проводилась на этапе | ||||||||||||||||||||||||||
(указать наименование этапа выполнения монтажных работ) | ||||||||||||||||||||||||||
17. Итоговые результаты теплой опрессовки (сравнительной теплой опрессовки) | ||||||||||||||||||||||||||
17.1. Общие данные | ||||||||||||||||||||||||||
17.1.1. Установленные для теплой опрессовки (сравнительной теплой опрессовки) значения рабочих давлений: | ||||||||||||||||||||||||||
- для системы низкого давления | ||||||||||||||||||||||||||
- для системы среднего давления | ||||||||||||||||||||||||||
- для системы высокого давления | ||||||||||||||||||||||||||
17.1.2. Измерение давления производилось: | ||||||||||||||||||||||||||
- для системы низкого давления техническим манометром класса точности____, с верхним пределом измерений ____МПа (____кгс/см | ||||||||||||||||||||||||||
- для системы среднего давления техническим манометром класса точности____, с верхним пределом измерений ____МПа (____кгс/см | ||||||||||||||||||||||||||
- для системы высокого давления техническим манометром класса точности_____, с верхним пределом измерений ____МПа (____кгс/см | ||||||||||||||||||||||||||
17.1.3. Другие данные (при необходимости). | ||||||||||||||||||||||||||
17.2. Проведение теплой опрессовки (сравнительной теплой опрессовки) системы низкого давления | ||||||||||||||||||||||||||
17.2.1 В соответствии со схемой | ||||||||||||||||||||||||||
(наименование, обозначение) | ||||||||||||||||||||||||||
были закрыты вентили | ||||||||||||||||||||||||||
(обозначение по схеме, наименование, | ||||||||||||||||||||||||||
и установлены заглушки в местах | ||||||||||||||||||||||||||
(обозначение по схеме, тип, N и | ||||||||||||||||||||||||||
17.2.2 Через вентиль | ||||||||||||||||||||||||||
(обозначение по схеме, наименование, | ||||||||||||||||||||||||||
в систему низкого давления было подано давление | ||||||||||||||||||||||||||
17.2.3 Температура окружающей среды за время опрессовки 1 ч составила: | ||||||||||||||||||||||||||
в начале опрессовки | ||||||||||||||||||||||||||
в конце опрессовки | ||||||||||||||||||||||||||
17.2.4 Падение давления за 1 ч составило_____МПа (____кгс/см | ||||||||||||||||||||||||||
(указать, соответствует либо не соответствует) | ||||||||||||||||||||||||||
17.2.5. При превышении допускаемого значения давление было сброшено до атмосферного, установлена причина падения давления и выполнены работы по их устранению | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
17.3. Проведение теплой опрессовки (сравнительной теплой опрессовки) системы среднего давления | ||||||||||||||||||||||||||
17.3.1. В соответствии со схемой | ||||||||||||||||||||||||||
(наименование, обозначение) | ||||||||||||||||||||||||||
были закрыты вентили | ||||||||||||||||||||||||||
(обозначение по схеме, наименование, | ||||||||||||||||||||||||||
и установлены заглушки в местах | ||||||||||||||||||||||||||
(обозначение по схеме, тип, N и | ||||||||||||||||||||||||||
17.3.2. Через вентиль | ||||||||||||||||||||||||||
(обозначение по схеме, наименование, | ||||||||||||||||||||||||||
в систему среднего давления было подано давление | ||||||||||||||||||||||||||
17.3.3. Температура окружающей среды за время опрессовки 1 ч составила: | ||||||||||||||||||||||||||
в начале опрессовки | ||||||||||||||||||||||||||
в конце опрессовки | ||||||||||||||||||||||||||
17.3.4. Падение давления за 1 ч составило__МПа (__кгс/см | ||||||||||||||||||||||||||
При допускаемом значении____МПа (___кгс/см | ||||||||||||||||||||||||||
(указать, соответствует либо не соответствует) | ||||||||||||||||||||||||||
17.3.5. При превышении допускаемого значения давление было сброшено до атмосферного, | ||||||||||||||||||||||||||
установлена причина падения давления и выполнены работы по их устранению | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
17.4. Проведение теплой опрессовки (сравнительной теплой опрессовки) системы высокого давления | ||||||||||||||||||||||||||
17.4.1. В соответствии со схемой | ||||||||||||||||||||||||||
(наименование, обозначение) | ||||||||||||||||||||||||||
были закрыты вентили | ||||||||||||||||||||||||||
(обозначение по схеме, наименование, | ||||||||||||||||||||||||||
и установлены заглушки в местах | ||||||||||||||||||||||||||
(обозначение по схеме, тип, N и | ||||||||||||||||||||||||||
17.4.2. Через вентиль | ||||||||||||||||||||||||||
(обозначение по схеме, наименование, | ||||||||||||||||||||||||||
в систему высокого давления было подано давление | ||||||||||||||||||||||||||
17.4.3. Температура окружающей среды за время опрессовки 1 ч составила: в начале опрессовки | ||||||||||||||||||||||||||
в конце опрессовки | ||||||||||||||||||||||||||
17.4.4. Падение давления за 1 ч составило____МПа (____кгс/см | ||||||||||||||||||||||||||
При допускаемом значении____МПа (____кгс/см | ||||||||||||||||||||||||||
(указать, соответствует либо не соответствует) | ||||||||||||||||||||||||||
17.4.5. При превышении допускаемого значения давление было сброшено до атмосферного, | ||||||||||||||||||||||||||
установлена причина падения давления и выполнены работы по их устранению | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
18. Предъявлен отчет о проведении теплой опрессовки (сравнительной теплой опрессовки) изделия | ||||||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||||||
19. Даты: начала опрессовки "____"__________20__г. | ||||||||||||||||||||||||||
окончания опрессовки "____"__________20__г. | ||||||||||||||||||||||||||
20. В результате выполнения теплой опрессовки (сравнительной теплой опрессовки) установлено, что изделие в установленных границах соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||||||||||
21. На основании изложенного: | ||||||||||||||||||||||||||
а) разрешается принять изделие после теплой опрессовки (сравнительной теплой опрессовки) | ||||||||||||||||||||||||||
для использования по назначению | ; | |||||||||||||||||||||||||
б) разрешается принять изделие после теплой опрессовки (сравнительной теплой опрессовки) | ||||||||||||||||||||||||||
для использования по назначению при выполнении следующих условий | ; | |||||||||||||||||||||||||
в) разрешается производство последующих работ | ||||||||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||||||||
Акт составлен в________экземплярах. | ||||||||||||||||||||||||||
Приложения: | ||||||||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших теплую опрессовку (сравнительную теплую опрессовку) изделия. | ||||||||||||||||||||||||||
Справка об использованных при выполнении теплой опрессовки (сравнительной теплой опрессовки) изделия и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | ||||||||||||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | ||||||||||||||||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||||||||||||||||
Технологическая схема проведения теплой опрессовки (сравнительной теплой опрессовки) изделия. | ||||||||||||||||||||||||||
Уведомление о проведении теплой опрессовки (сравнительной теплой опрессовки) изделия. | ||||||||||||||||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. | ||||||||||||||||||||||||||
Журнал проведения теплой опрессовки (сравнительной теплой опрессовки). | ||||||||||||||||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||||||||||||||||
Иные документы, отражающие фактическое состояние изделия после теплой опрессовки (сравнительной теплой опрессовки). | ||||||||||||||||||||||||||
Подписи: | ||||||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по теплой опрессовке (сравнительной теплой опрессовке) изделия | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение теплой опрессовки (сравнительной теплой опрессовки) изделия на разных этапах выполнения монтажных работ. 2 Для удобства заполнения рекомендуется готовить отдельные формы актов на теплую опрессовку и сравнительную теплую опрессовку. 3 При необходимости форму акта допускается корректировать под теплую опрессовку (сравнительную теплую опрессовку) конкретного изделия (части изделия) с учетом его конструктивных особенностей, применяемых видов и способов выполнения опрессовки и монтажа. 4 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 5 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||||||||||||||
Приложение 11
(обязательное)
Форма акта испытания на плотность (перепуск давления из одной системы в другую и падение давления)
(см. 16.2.8 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, | ||||||
почтовый или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее испытание на плотность (перепуск | ||||||
давления из одной системы в другую и падение давления) | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые | ||||||
реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
испытания на плотность (перепуск давления из одной системы в другую и падение давления)
N_______________ | "__" ________________20__г. | |||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||
(должность, | ||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты | ||||||||||||||||||||
документа о представительстве) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего испытание на плотность (перепуск давления из одной системы в другую и падение давления), подлежащее приемке | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
а также иные представители лиц, участвующих в приемке результатов испытания на плотность | ||||||||||||||||||||
(перепуск давления из одной системы в другую и падение давления) | ||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||
, | ||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
произвели осмотр и приемку работ по испытанию на плотность (перепуск давления из одной | ||||||||||||||||||||
системы в другую и падение давления), предъявленного | ||||||||||||||||||||
(наименование лица, фактически | ||||||||||||||||||||
предъявившего изделие и результаты | ||||||||||||||||||||
, | ||||||||||||||||||||
его испытания для осмотра и приемки) | ||||||||||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||||||||||
1. К осмотру и приемке после испытаний предъявлен блок, или комплект оборудования, или криогенная система, или техническое изделие (далее по тексту - изделие) либо часть изделия в установленных границах, и результаты испытания на плотность (перепуск давления из одной системы в другую и падение давления) (далее по тексту - испытание на плотность) его оборудования, аппаратов, трубопроводов и трубопроводных сетей (далее - оборудование), проведенное в процессе выполнения теплой опрессовки (сравнительной теплой опрессовки) данного изделия | ||||||||||||||||||||
(наименование и обозначение, зав. N изделия, | ||||||||||||||||||||
наименование и обозначение, зав. N оборудования изделия, | ||||||||||||||||||||
наименование, обозначение и назначение трубопроводов | ||||||||||||||||||||
и трубопроводных сетей, обозначения по схеме, номера пикетов | ||||||||||||||||||||
(заглушек) на границах, их обозначения на схеме испытания) | ||||||||||||||||||||
2. Оборудование изделия изготовлено (поставлено) | ||||||||||||||||||||
(наименование изготовителя (поставщика, | ||||||||||||||||||||
посредника), наименование, номер и дата выдачи | ||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||
3. Предъявлены сопроводительные документы на изделие и его оборудование | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
4. Предъявлена проектная документация на размещение и монтаж оборудования изделия | ||||||||||||||||||||
(номер, другие реквизиты чертежей, | ||||||||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||||||||
5. Предъявлены документы, подтверждающие соответствие изделия, предъявляемым к ним требованиям, в том числе: | ||||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим нормативным правовым актам | ||||||||||||||||||||
; | ||||||||||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
7. Предъявлена технологическая схема испытания на плотность оборудования изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
8. Предъявлен наряд-допуск на проведение работ | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
9. Предъявлена процедура обеспечения безопасности испытания на плотность изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
10. Предъявлено уведомление о проведении испытания на плотность оборудования изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
11. Предъявлены документы об устранении дефектов и недостатков оборудования изделия, обнаруженных ранее | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
12. Предъявлены документы о проверке систем обеспечения энергопитанием, воздухом и другими ресурсами и готовности их к проведению испытания на плотность | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
13. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
14. Предъявлена программа и методика испытаний на плотность оборудования изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
15. Предъявлен журнал (технологический паспорт) испытания на плотность оборудования изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
16. Испытание на плотность оборудования изделия проводилось на этапе | ||||||||||||||||||||
(указать наименование этапа выполнения монтажных работ) | ||||||||||||||||||||
17. Итоговые результаты испытаний | ||||||||||||||||||||
17.1. Общие данные | ||||||||||||||||||||
17.1.1. Установленные для испытаний значения рабочих давлений: | ||||||||||||||||||||
- для системы низкого давления | ||||||||||||||||||||
- для системы среднего давления | ||||||||||||||||||||
- для системы высокого давления | ||||||||||||||||||||
17.1.2. Измерение давления производилось: | ||||||||||||||||||||
- для системы низкого давления техническим манометром класса точности_____, с верхним пределом измерений ____МПа (____кгс/см | ||||||||||||||||||||
- для системы среднего давления техническим манометром класса точности_____, с верхним пределом измерений ____МПа (____кгс/см | ||||||||||||||||||||
- для системы высокого давления техническим манометром класса точности_____, с верхним пределом измерений ____МПа (____кгс/см | ||||||||||||||||||||
17.1.3. Другие данные (при необходимости). | ||||||||||||||||||||
17.2. Проведение испытания | ||||||||||||||||||||
17.2.1. В соответствии со схемой | ||||||||||||||||||||
(наименование, обозначение) | ||||||||||||||||||||
в системе | ||||||||||||||||||||
(указать, низкого, среднего или высокого давления) | ||||||||||||||||||||
были закрыты вентили | ||||||||||||||||||||
(обозначения по схеме, наименования, | ||||||||||||||||||||
и установлены заглушки | ||||||||||||||||||||
(обозначение по схеме, тип, N и | ||||||||||||||||||||
17.2.2. В систему | ||||||||||||||||||||
(указать, низкого, среднего или высокого давления) | ||||||||||||||||||||
через вентили | ||||||||||||||||||||
(обозначения по схеме, наименования, | ||||||||||||||||||||
было подано рабочее давление | ||||||||||||||||||||
17.2.3. Контроль давления в системе | ||||||||||||||||||||
(указать, низкого, среднего или высокого давления) | ||||||||||||||||||||
производился через вентили | ||||||||||||||||||||
(обозначения по схеме, наименования | ||||||||||||||||||||
17.2.4. Перепуск из системы | ||||||||||||||||||||
(указать, среднего или высокого давления) | ||||||||||||||||||||
в систему | ||||||||||||||||||||
(указать, низкого или среднего давления) | ||||||||||||||||||||
(указать, отсутствует либо имеется) | ||||||||||||||||||||
17.2.5. Падение давления в системе | ||||||||||||||||||||
(указать, низкого, среднего или высокого давления) | ||||||||||||||||||||
(указать, отсутствует либо имеется) | ||||||||||||||||||||
17.2.6. При обнаружении перепуска либо падения давления в системе было сброшено давление до атмосферного, установлены причины перепуска либо падения давления и выполнены работы по их устранению | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
17.3. После устранения перепуска либо падения давления испытания были продолжены, начиная с этапа_____, на котором были обнаружены перепуск либо падение давления. | ||||||||||||||||||||
18. Предъявлен отчет о проведении испытания на плотность изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
19. Даты: начала испытания "____"__________20__г. | ||||||||||||||||||||
окончания испытания "____"__________20__г. | ||||||||||||||||||||
20. В результате выполнения испытания на плотность установлено, что изделие и его оборудование соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||||
21. На основании изложенного: | ||||||||||||||||||||
а) разрешается принять изделие после испытания на плотность для использования по | ||||||||||||||||||||
назначению | ; | |||||||||||||||||||
б) разрешается принять изделие после испытания на плотность для использования по | ||||||||||||||||||||
назначению при выполнении следующих условий | ; | |||||||||||||||||||
в) разрешается производство последующих работ | ||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||
Акт составлен в________экземплярах. | ||||||||||||||||||||
Приложения: | ||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших испытание на плотность оборудования изделия. | ||||||||||||||||||||
Сведения об использованных при выполнении испытания на плотность и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | ||||||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | ||||||||||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||||||||||
Технологическая схема проведения испытания на плотность оборудования изделия. Уведомление о проведении испытания на плотность. | ||||||||||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. Журнал проведения испытания на плотность. Документы, на которые сделаны ссылки в данном акте. | ||||||||||||||||||||
Иные документы, отражающие фактическое состояние оборудования изделия после выполнения испытания на плотность. | ||||||||||||||||||||
Подписи: | ||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по испытанию на плотность оборудования изделия | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение каждого испытания на плотность оборудования изделия на разных этапах выполнения монтажных работ. 2 При необходимости форму акта допускается корректировать под специфику испытания на плотность конкретного изделия с учетом его конструктивных особенностей и применяемой технологии выполнения монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||||||||
Приложение 12
(обязательное)
Форма акта продувки
(см. 16.2.17, 17.20, 19.2.6, 20.2.7 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер | |||||
и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее продувку оборудования и трубопроводов | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
Акт продувки
N_______________ | "__" ________________20__г. | ||||||||||
Представитель застройщика или заказчика | |||||||||||
(должность, фамилия, | |||||||||||
инициалы, реквизиты документа о представительстве) | |||||||||||
Представитель лица, осуществляющего строительство | |||||||||||
(должность, | |||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | |||||||||||
(должность, фамилия, инициалы, | |||||||||||
реквизиты документа о представительстве) | |||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | |||||||||||
монтажными работами (шеф-инженер) | |||||||||||
(должность, фамилия, инициалы, | |||||||||||
реквизиты документа о представительстве) | |||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||
(должность, фамилия, инициалы, | |||||||||||
реквизиты документа о представительстве) | |||||||||||
Представитель лица, осуществляющего строительство, выполнившего операцию продувки | |||||||||||
оборудования и трубопроводов, подлежащую приемке | |||||||||||
, | |||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||
а также иные представители лиц, участвующих в приемке операции продувки | |||||||||||
(должность, | |||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | |||||||||||
произвели осмотр оборудования и трубопроводов и приемку работ по их продувке, выполненных | |||||||||||
(наименование лица, фактически | |||||||||||
, | |||||||||||
выполнившего продувку оборудования и трубопроводов) | |||||||||||
и составили настоящий акт о нижеследующем: | |||||||||||
1. К осмотру и приемке предъявлены оборудование, аппараты и трубопроводы (далее по тексту - оборудование) блока, или комплекта оборудования, или криогенной системы, или технического изделия (далее по тексту - изделие) либо части изделия в установленных границах и результаты его продувки | |||||||||||
(наименование и обозначение, зав. N изделия, | |||||||||||
наименование и обозначение, зав. N оборудования изделия, | |||||||||||
наименование, обозначение и назначение трубопроводов, | |||||||||||
обозначения по схеме, номера пикетов (заглушек) на границах, | |||||||||||
их номера и обозначения на технологической схеме) | |||||||||||
2. Изделие и его оборудование изготовлены (поставлены) | |||||||||||
(наименование изготовителя (поставщика, | |||||||||||
посредника), наименование, номер и дата выдачи | |||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||||||||
фамилия, имя, отчество, паспортные данные, | |||||||||||
место проживания, телефон, факс - для физических лиц) | |||||||||||
3. Предъявлены сопроводительные документы на изделие и его оборудование | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
4. Предъявлена проектная документация на размещение и монтаж оборудования изделия | |||||||||||
(номер, другие реквизиты чертежей, | |||||||||||
наименование проектной документации, сведения о лицах, | |||||||||||
осуществляющих подготовку раздела проектной документации) | |||||||||||
5. Предъявлены документы, подтверждающие соответствие оборудования изделия предъявляемым к нему требованиям, в том числе: | |||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | |||||||||||
нормативным правовым актам | ; | ||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | |||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | |||||||||||
проведенных в процессе строительного контроля | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
6. Проведены необходимые испытания и опробования | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
7. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
8. Предъявлена технологическая схема проведения продувки оборудования изделия | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
9. Предъявлен наряд-допуск на проведение работ (при необходимости) | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
10. Предъявлена процедура обеспечения безопасности при продувке оборудования изделия | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
11. Предъявлен технологический процесс продувки оборудования изделия | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
12. Продувка оборудования изделия проводилась на этапе монтажа по причинам | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
13. Предъявлен протокол проверки качества продувки оборудования | |||||||||||
(наименование документа, дата, номер, другие реквизиты) | |||||||||||
14. Даты: начало продувки "__" _____________20__г. | |||||||||||
окончание продувки "__" ____________20__г. | |||||||||||
15. В результате продувки установлено, что оборудование изделия соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | |||||||||||
(наименование документа о соответствии, дата, номер, | |||||||||||
другие реквизиты, указать наименование и обозначение | |||||||||||
технической документации изготовителя и разработчика, | |||||||||||
наименования, статьи (пункты) технического | |||||||||||
регламента, иных нормативных правовых актов) | |||||||||||
16. На основании изложенного: | |||||||||||
а) разрешается принять оборудование изделия после продувки для использования по | |||||||||||
назначению | ; | ||||||||||
б) разрешается принять оборудование изделия после продувки для использования по | |||||||||||
назначению при выполнении следующих условий | ; | ||||||||||
в) разрешается производство последующих работ | |||||||||||
Дополнительные сведения | |||||||||||
Акт составлен в________экземплярах. | |||||||||||
Приложения: | |||||||||||
Сведения об исполнителях, непосредственно проводивших продувку оборудования изделия. | |||||||||||
Сведения об использованных при продувке и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | |||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | |||||||||||
Наряд-допуск на выполнение работ (при необходимости). | |||||||||||
Технологическая схема проведения продувки оборудования. | |||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. | |||||||||||
Протокол проверки качества продувки оборудования. | |||||||||||
Документы, на которые сделаны ссылки в данном акте. | |||||||||||
Иные документы, отражающие фактическое состояние оборудования изделия после продувки. | |||||||||||
Подписи: | |||||||||||
Представитель застройщика или заказчика | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
Представитель лица, осуществляющего строительство | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
Представитель лица, осуществляющего подготовку проектной документации | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
Представитель лица, осуществляющего строительство, выполнившего продувку оборудования изделия | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
Представители иных лиц: | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
(должность, фамилия, инициалы, подпись) | |||||||||||
Примечания 1 Настоящий акт оформляют после каждой продувки оборудования изделия на разных этапах выполнения монтажных работ. 2 При необходимости форму акта допускается корректировать под специфику продувки конкретного изделия с учетом его конструктивных особенностей и применяемой технологии выполнения продувки и монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | |||||||||||
Приложение 13
(обязательное)
Форма акта рабочей комиссии о приемке оборудования после индивидуальных испытаний
(см. 16.2.18, 16.4.24 настоящего стандарта)
Объект капитального строительства | |||||
(наименование, почтовый | |||||
или строительный адрес объекта капитального строительства) | |||||
Застройщик или заказчик | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | |||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | |||||
работами | |||||
(наименование, номер и дата выдачи свидетельства о государственной | |||||
регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, | |||||
место проживания, телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее подготовку проектной документации | |||||
(наименование, номер и | |||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | |||||
телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место проживания, | |||||
телефон, факс - для физических лиц) | |||||
Лицо, осуществляющее строительство, выполнившее индивидуальные испытания | |||||
(наименование, номер и дата выдачи | |||||
свидетельства о государственной регистрации, ОГРН, ИНН, | |||||
почтовые реквизиты, телефон, факс - для юридических лиц; | |||||
фамилия, имя, отчество, паспортные данные, место | |||||
проживания, телефон, факс - для физических лиц) | |||||
АКТ
рабочей комиссии о приемке оборудования после индивидуальных испытаний
N_______________ | "__" ______________20__г. | |||||||||||||||||
Рабочая комиссия, назначенная застройщиком или заказчиком решением от "__" _______________20__г. N______ | ||||||||||||||||||
в составе: | ||||||||||||||||||
Председателя комиссии - представитель застройщика или заказчика | ||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||
и членов комиссии: | ||||||||||||||||||
- представитель лица, осуществляющего строительство | ||||||||||||||||||
(должность, | ||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||
- представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||
- представитель лица, осуществляющего строительство, выполняющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||
- представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||
- представитель лица, осуществляющего строительство, выполнившего индивидуальные | ||||||||||||||||||
испытания, подлежащие приемке | ||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||
, | ||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||
а также иные представители лиц, включенных в члены комиссии по приемке индивидуальных | ||||||||||||||||||
испытаний | ||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||
, | ||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||
произвела осмотр изделия и приемку результатов индивидуальных испытаний, предъявленных | ||||||||||||||||||
(наименование лица, фактически предъявившего изделие и результаты | ||||||||||||||||||
, | ||||||||||||||||||
индивидуальных испытаний для осмотра и приемки) | ||||||||||||||||||
и составила настоящий акт о нижеследующем: | ||||||||||||||||||
1. К осмотру и приемке предъявлен блок, или комплект оборудования, или криогенная система, или техническое изделие (далее по тексту - изделие) в составе (допускается указывать в приложении к настоящему акту) и результаты его индивидуальных испытаний (указаны в приложении к настоящему акту) | ||||||||||||||||||
(наименование и обозначение, ТУ, зав. N изделия, | ||||||||||||||||||
дата изготовления, краткие технические характеристики) | ||||||||||||||||||
2. Оборудование изделия изготовлено (поставлено) | ||||||||||||||||||
(наименование изготовителя (поставщика, | ||||||||||||||||||
посредника), наименование, номер и дата выдачи | ||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||
3. Изделие смонтировано в | , | |||||||||||||||||
(наименование здания, сооружения, цеха) | ||||||||||||||||||
входящем в состав | ||||||||||||||||||
(наименование предприятия, его очереди, пускового комплекса и т.п.) | ||||||||||||||||||
4. Монтажные работы выполнены | ||||||||||||||||||
(наименование монтажных | ||||||||||||||||||
организаций со своими объемами работ, наименование, | ||||||||||||||||||
номер и дата выдачи свидетельства о государственной регистрации, | ||||||||||||||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||
При большом количестве данные допускается указывать в приложении к настоящему акту. | ||||||||||||||||||
5. Проектная документация разработана | ||||||||||||||||||
(наименование проектных | ||||||||||||||||||
организаций со своими частями проекта, номерами чертежей | ||||||||||||||||||
и датами их утверждения, наименование, номер и дата выдачи | ||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||
При большом количестве данные допускается указывать в приложении к настоящему акту. | ||||||||||||||||||
6. Проектная документация прошла экспертизу | ||||||||||||||||||
(наименование | ||||||||||||||||||
экспертной организации, наименование, номер и дата выдачи | ||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||
7. Декларация промышленной безопасности утверждена | ||||||||||||||||||
(наименование | ||||||||||||||||||
органа технического надзора, наименование, номер и дата | ||||||||||||||||||
выдачи свидетельства о государственной регистрации, | ||||||||||||||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс) | ||||||||||||||||||
8. Дата начала монтажных работ (месяц, год) | ||||||||||||||||||
9. Дата окончания монтажных работ (месяц, год) | ||||||||||||||||||
10. Предъявлены сопроводительные документы на изделие и его оборудование | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
11. Предъявлена проектная документация на размещение и монтаж оборудования изделия | ||||||||||||||||||
(номер, другие реквизиты чертежей, | ||||||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||||||
12. Предъявлены документы, подтверждающие соответствие изделия предъявляемым к нему требованиям, в том числе: | ||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим нормативным правовым актам | ||||||||||||||||||
; | ||||||||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
13. Проведены необходимые испытания и опробования | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
14. Предъявлена технологическая схема индивидуальных испытаний изделия | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
15. Предъявлен наряд-допуск на проведение работ | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
16. Предъявлена процедура обеспечения безопасности при проведении индивидуальных испытаний изделия | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
17. Предъявлено уведомление о проведении индивидуальных испытаний изделия | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
18. Предъявлены документы об устранении дефектов и недостатков изделия, обнаруженных ранее | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
19. Предъявлены документы о проверке систем обеспечения энергопитанием, водой, воздухом и другими ресурсами и готовности их к проведению индивидуальных испытаний | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
20. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
21. Предъявлена программа и методика индивидуальных испытаний | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
22. По решению рабочей комиссии проведены дополнительные испытания изделия (кроме испытаний, зафиксированных в исполнительной документации изделия), которые проводились по программе и методике дополнительных испытаний | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
23. Предъявлен журнал (технологический паспорт) индивидуальных испытаний изделия | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
24. При выполнении индивидуальных испытаний изделия использовалось следующее технологическое оборудование, приспособления, инструмент, поверенные измерительные приборы, энергоресурсы и материалы | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
25. Предъявлен отчет о проведении индивидуальных испытаний изделия | ||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||
26. Даты: начала испытания "__" ____________20__г. | ||||||||||||||||||
окончания испытания "__" ______________20__г. | ||||||||||||||||||
27. В результате выполнения индивидуальных испытаний установлено, что изделие и его оборудование соответствуют требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||
28. На основании изложенного: | ||||||||||||||||||
а) разрешается принять изделие после выполнения монтажа и индивидуальных испытаний с "__" _____________20__г. для использования по назначению _______________________________; | ||||||||||||||||||
б) разрешается принять изделие после выполнения монтажа и индивидуальных испытаний с "__" _____________20__г. для использования по назначению при выполнении следующих условий_____________________________; | ||||||||||||||||||
в) разрешается производство последующих работ | ||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||
Акт составлен в___________экземплярах. | ||||||||||||||||||
Приложения: | ||||||||||||||||||
Сведения о составе изделия в следующем объеме: наименование и обозначение оборудования и аппаратов изделия, зав. N, дата изготовления, краткая техническая характеристика. Результаты индивидуальных испытаний изделия. Сведения об исполнителях монтажных работ в следующем объеме: наименование монтажной организации, вид и объем выполненных работ, наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место проживания, телефон, факс - для физических лиц. Сведения о разработчиках проектной документации в следующем объеме: наименование проектной организации, наименование выполненных ими разделов и частей проекта с датами утверждения, наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место проживания, телефон, факс - для физических лиц. Сведения об исполнителях, непосредственно проводивших индивидуальные испытания изделия. Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. Наряд-допуск на выполнение работ. Технологическая схема индивидуальных испытаний изделия. Уведомление о проведении индивидуальных испытаний изделия. Справка по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. Журнал проведения индивидуальных испытаний изделия. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние изделия после индивидуальных испытаний. | ||||||||||||||||||
Подписи: | ||||||||||||||||||
Председатель комиссии: | ||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
Члены комиссии: Представитель лица, осуществляющего строительство | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего индивидуальные испытания изделия | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||
Изделие после монтажа сдал: | ||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнявшего монтаж изделия | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | м.п. | |||||||||||||||||
Представители иных лиц, выполнявших монтаж изделия: | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | м.п. | |||||||||||||||||
(должность, фамилия, инициалы, подпись) | м.п. | |||||||||||||||||
Изделие после индивидуальных испытаний сдал: | ||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнявшего индивидуальные испытания | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | м.п. | |||||||||||||||||
Изделие после монтажа и индивидуальных испытаний принял: Представитель застройщика или заказчика | ||||||||||||||||||
(должность, фамилия, инициалы, подпись) | м.п. | |||||||||||||||||
Примечания 1 При необходимости форму акта допускается корректировать под специфику индивидуальных испытаний конкретного изделия с учетом его конструктивных особенностей и применяемой технологии выполнения монтажа и испытаний. 2 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 3 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||||||
Приложение 14
(обязательное)
Форма акта о холодной опрессовке
(см. 17.17 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата | ||||||
выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее холодную опрессовку | ||||||
(наименование, | ||||||
номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые | ||||||
реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
о холодной опрессовке
N________________ | "__" _____________20__г. | |||||||||||
Представитель застройщика или заказчика | ||||||||||||
(должность, фамилия, | ||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||
(должность, | ||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||
(должность, | ||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, выполнившего холодную опрессовку, | ||||||||||||
подлежащую приемке | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
а также иные представители лиц, участвующих в приемке результатов холодной опрессовки | ||||||||||||
(должность, фамилия, | ||||||||||||
, | ||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||
произвели осмотр изделия и приемку результатов его холодной опрессовки, предъявленного | ||||||||||||
(наименование лица, фактически предъявившего изделие и | ||||||||||||
, | ||||||||||||
результаты его холодной опрессовки для осмотра и приемки) | ||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||
1. К осмотру и приемке предъявлено оборудование и трубопроводы блока, или комплекта оборудования, или криогенной системы, или технического изделия (далее по тексту - изделие) либо части изделия в установленных границах и результаты его холодной опрессовки | ||||||||||||
(наименование и обозначение, зав. N изделия, | ||||||||||||
наименование и обозначение, зав. N аппаратов изделия, | ||||||||||||
наименование, обозначение и назначение трубопроводов, | ||||||||||||
обозначения по схеме, номера пикетов (заглушек) | ||||||||||||
на границах, их обозначения на схеме испытания) | ||||||||||||
2. Изделие изготовлено (поставлено) | ||||||||||||
(наименование изготовителя (поставщика, | ||||||||||||
посредника), наименование, номер и дата выдачи | ||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||
3. Предъявлены сопроводительные документы на изделие, его оборудование и трубопроводы | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
4. Предъявлена проектная документация на размещение и монтаж оборудования изделия | ||||||||||||
(номер, другие реквизиты чертежей, наименование проектной документации, | ||||||||||||
сведения о лицах, осуществляющих подготовку раздела проектной документации) | ||||||||||||
5. Предъявлены документы, подтверждающие соответствие оборудования, трубопроводов и изделия предъявляемым к ним требованиям, в том числе: | ||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||
нормативным правовым актам | ||||||||||||
(наименование документа о соответствии, | ||||||||||||
; | ||||||||||||
дата, номер, другие реквизиты) | ||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||
проведенных в процессе строительного контроля | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
7. Предъявлена технологическая схема холодной опрессовки изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
8. Предъявлен наряд-допуск на проведение работ | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
9. Предъявлена процедура обеспечения безопасности при проведении холодной опрессовки изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
10. Предъявлено уведомление о проведении холодной опрессовки изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
11. Предъявлены документы об устранении дефектов и недостатков оборудования изделия, обнаруженные ранее | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
12. Предъявлены документы о проверке систем обеспечения энергопитанием, воздухом и другими энергоресурсами и готовности их к проведению холодной опрессовки | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
13. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
14. Предъявлена инструкция на проведение холодной опрессовки изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
15. Предъявлен журнал (технологический паспорт) холодной опрессовки изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
16. Холодная опрессовка изделия проводилась на этапе | ||||||||||||
(указать наименование этапа выполнения монтажных работ) | ||||||||||||
17. Предъявлен отчет о проведении холодной опрессовки изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
18. Даты: начала работ "__" _____________20__г. | ||||||||||||
окончания работ "__" ____________20__г. | ||||||||||||
19. В результате выполнения холодной опрессовки установлено, что изделие соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||
наименования, статьи (пункты) технического | ||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||
20. На основании изложенного: | ||||||||||||
а) разрешается принять изделие после холодной опрессовки для использования по назначению; | ||||||||||||
; | ||||||||||||
б) разрешается принять изделие после холодной опрессовки для использования по назначению | ||||||||||||
при выполнении следующих условий | ; | |||||||||||
в) разрешается производство последующих работ | ||||||||||||
Дополнительные сведения | ||||||||||||
Акт составлен в____________экземплярах. | ||||||||||||
Приложения: | ||||||||||||
Сведения об исполнителях, непосредственно проводивших холодную опрессовку изделия. | ||||||||||||
Справка об использованных при холодной опрессовке и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | ||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | ||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||
Технологическая схема холодной опрессовки изделия. | ||||||||||||
Уведомление о проведении холодной опрессовки изделия. | ||||||||||||
Справка по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. | ||||||||||||
Журнал проведения холодной опрессовки. | ||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||
Иные документы, отражающие фактическое состояние изделия после холодной опрессовки. | ||||||||||||
Подписи: | ||||||||||||
Представитель застройщика или заказчика | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство, выполнившего холодную опрессовку изделия | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представители иных лиц: | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение холодной опрессовки изделия на разных этапах выполнения монтажных работ. 2 При необходимости форму акта допускается корректировать под специфику холодной опрессовки конкретного изделия с учетом его конструктивных особенностей и применяемой технологии монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||
Приложение 15
(обязательное)
Форма акта готовности к изолированию
(см. 18.2.11 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата | ||||||
выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее работы по подготовке изделия к | ||||||
изолированию | ||||||
(наименование, номер и дата | ||||||
выдачи свидетельства о государственной регистрации, | ||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
готовности к изолированию
N______________ | "__" _____________20__г. | |||||||||||
Представитель застройщика или заказчика | ||||||||||||
(должность, фамилия, | ||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||
(должность, | ||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по подготовке | ||||||||||||
изделия к изолированию, подлежащие приемке | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
а также иные представители лиц, участвующих в приемке работ по изолированию | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
произвели осмотр и приемку работ по подготовке изделия к изолированию, предъявленных | ||||||||||||
(наименование лица, | ||||||||||||
, | ||||||||||||
фактически предъявившего изделие для изолирования) | ||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||
1. К осмотру и приемке работ по подготовке к изолированию предъявлены оборудование, арматура и трубопроводы блока, или комплекта оборудования, или криогенной системы, или технического изделия (далее по тексту - изделие) либо части изделия в установленных границах | ||||||||||||
(наименование и обозначение, зав. N изделия, наименование | ||||||||||||
и обозначение, зав. N аппаратов и оборудования изделия, | ||||||||||||
наименование, тип, марка, ТУ, | ||||||||||||
арматуры, наименование, обозначение, назначение трубопроводов, | ||||||||||||
обозначение по схеме, номера пикетов (заглушек) | ||||||||||||
на границах, их обозначения на схеме испытания) | ||||||||||||
При большом объеме указанные сведения допускается приводить в приложении к настоящему акту. | ||||||||||||
2. Оборудование, арматура и трубопроводы изделия изготовлены и поставлены | ||||||||||||
(наименование изготовителя, поставщика, | ||||||||||||
посредника, наименование, номер и дата выдачи | ||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||
3. Предъявлены сопроводительные документы на изделие, оборудование, арматуру и трубопроводы | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
4. Предъявлена проектная документация на размещение и монтаж оборудования, арматуры и трубопроводов изделия | ||||||||||||
(номер, другие реквизиты чертежей, наименование проектной документации, сведения о лицах, | ||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||
5. Предъявлены документы, подтверждающие соответствие оборудования, арматуры, трубопроводов и изделия, подготавливаемых к изолированию, предъявляемым к ним требованиям, в том числе: | ||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||
нормативным правовым актам | ||||||||||||
; | ||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||
проведенных в процессе строительного контроля | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
7. Предъявлена технологическая схема изделия с обозначением оборудования, арматуры и трубопроводов, подготавливаемых к изолированию | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
8. Предъявлен наряд-допуск на проведение работ | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
9. Предъявлена процедура обеспечения безопасности при подготовке к изолированию изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
10. Предъявлены документы об устранении дефектов и недостатков изделия, обнаруженных ранее | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
11. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
12. Предъявлена инструкция на подготовку к изолированию изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
13. Предъявлен журнал (технологический паспорт) подготовки оборудования, арматуры и | ||||||||||||
трубопроводов изделия к изолированию | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
14. Предъявлен отчет о проведении подготовки к изолированию оборудования, арматуры и | ||||||||||||
трубопроводов изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
15. Даты: начала работ "__" ______________20__г. | ||||||||||||
окончания работ "__" _____________20__г. | ||||||||||||
16. В результате выполнения работ по подготовке к изолированию установлено, что оборудование, арматура и трубопроводы изделия соответствуют требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||
наименования, статьи (пункты) технического | ||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||
17. На основании изложенного: | ||||||||||||
а) разрешается принять изделие после подготовки к изолированию оборудования, арматуры и | ||||||||||||
трубопроводов для использования по назначению | ; | |||||||||||
б) разрешается принять изделие после подготовки к изолированию оборудования, арматуры и трубопроводов для использования по назначению при выполнении следующих условий | ||||||||||||
; | ||||||||||||
в) разрешается производство последующих работ | ||||||||||||
Дополнительные сведения | ||||||||||||
Акт составлен в__________ экземплярах. | ||||||||||||
Приложения: | ||||||||||||
Сведения об исполнителях, непосредственно проводивших работы по подготовке изделия к изолированию. | ||||||||||||
Справка об использованных при подготовке к изолированию и контроле качества технологическом оборудовании, приспособлениях, инструменте, материалах и энергоресурсах. | ||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. | ||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||
Технологическая схема проведения подготовки к изолированию оборудования и трубопроводов изделия. | ||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. | ||||||||||||
Отчет о подготовке изделия (части изделия) к изолированию. | ||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||
Иные документы, отражающие фактическое состояние оборудования, арматуры и трубопроводов изделия после подготовки к изолированию. | ||||||||||||
Подписи: | ||||||||||||
Представитель застройщика или заказчика | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство, выполнившего подготовку к изолированию изделия (части изделия) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представители иных лиц: | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение работ по подготовке оборудования, арматуры и трубопроводов изделия в целом либо части изделия в установленных границах к изолированию. 2 При необходимости форму акта допускается корректировать под специфику работ по подготовке к изолированию оборудования, арматуры и трубопроводов конкретного изделия с учетом его конструктивных особенностей и применяемой технологии изолирования и монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||
Приложение 16
(рекомендуемое)
Методика контроля плотности забивки изоляции
(см. 18.2.16 настоящего стандарта)
16.1 В процессе изолирования объемов для размещения арматуры, турбодетандеров, насосов сжиженных газов и другими волокнистыми материалами (минеральная вата, стекловолокно и т.п.) требуется контролировать плотность забивки изоляции, которая указывается в технической документации.
16.2 Отбор проб производят периодически в течение всего времени забивки изоляции как при монтаже, так и в процессе эксплуатации, когда требуется вынуть изоляцию, провести ревизию и ремонт этих узлов и вновь их заизолировать.
16.3 Пробы отбираются через 1,5 м включительно по высоте забиваемого объема. С каждых 4 м площади поверхности изоляции берется одна проба.
16.4 Отбор проб производят пробоотборником, представляющим собой стальной цилиндр установленных размеров, один из концов которого заострен.
16.5 Эскиз пробоотборника приведен на рисунке 16.1.
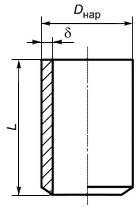
Рисунок 16.1
16.6 Рекомендуемые размеры пробоотборника:
200 мм;
![]()
100 мм;3 мм.
16.7 Проба отбирается путем ввинчивания пробоотборника в изоляцию до полного заполнения внутреннего объема.
16.8 Плотность забивки изоляции определяется по формуле
![]() , (16.1)
, (16.1)
где - масса пробы изоляции в кг, замеренная с точностью до 1 г;
- объем пробы, подсчитываемый по формуле
![]() . (16.2)
. (16.2)
16.9 Отметки о каждой произведенной пробе записывают в журнале проверки плотности забивки изоляции (форма произвольная) с указанием места отбора и значения полученной плотности, который ведется эксплуатирующей организацией.
Приложение 17
(обязательное)
Форма акта на изолирование
(см. 18.2.36 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее работы по изолированию | ||||||
(наименование, номер и дата | ||||||
выдачи свидетельства о государственной регистрации, | ||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
на изолирование
N______________ | "__" ______________20__г. | |||||||||||
Представитель застройщика или заказчика | ||||||||||||
(должность, фамилия, | ||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||
(должность, фамилия, инициалы, | ||||||||||||
реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||
(должность, | ||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по изолированию | ||||||||||||
, | ||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||
а также иные представители лиц, участвующих в приемке работ по изолированию | ||||||||||||
, | ||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||
произвели осмотр и проверку работ по изолированию, предъявленных | ||||||||||||
(наименование лица, | ||||||||||||
, | ||||||||||||
фактически предъявившего работы по изолированию) | ||||||||||||
и составили настоящий акт о нижеследующем: | ||||||||||||
1. К осмотру и приемке после изолирования предъявлены оборудование, арматура и трубопроводы блока, или комплекта оборудования, или криогенной системы, или технического изделия (далее по тексту - изделие) либо части изделия в установленных границах | ||||||||||||
(наименование и обозначение, зав. N изделия, | ||||||||||||
наименование, обозначение, зав. N оборудования и аппаратов, | ||||||||||||
наименование, тип, марка, | ||||||||||||
наименование, обозначение и назначение трубопроводов | ||||||||||||
(трубопроводных сетей), обозначение по схеме, номера пикетов | ||||||||||||
(заглушек) на границах, их обозначения на схеме испытания) | ||||||||||||
При большом объеме указанные сведения допускается приводить в приложении к настоящему акту. | ||||||||||||
2. Изделие и его оборудование, арматура и трубопроводы изготовлены и поставлены | ||||||||||||
(наименование изготовителя, поставщика, | ||||||||||||
посредника, наименование, номер и дата выдачи | ||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||
3. Предъявлены сопроводительные документы на изделие, его оборудование, арматуру и трубопроводы | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
4. Предъявлена проектная документация на размещение и монтаж оборудования, арматуры и трубопроводов изделия | ||||||||||||
(номер, другие реквизиты чертежей, | ||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||
5. Предъявлены документы, подтверждающие соответствие изделия и его оборудования, арматуры и трубопроводов предъявляемым к ним требованиям, в том числе: | ||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||
нормативным правовым актам | ; | |||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||
проведенных в процессе строительного контроля | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
6. Проведены необходимые испытания и опробования | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
7. Предъявлена технологическая схема изделия с обозначением заизолированного оборудования, арматуры и трубопроводов | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
8. Предъявлен наряд-допуск на проведение работ | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
9. Предъявлена процедура обеспечения безопасности при изолировании оборудования, арматуры и трубопроводов | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
10. Предъявлены документы об устранении дефектов и недостатков оборудования, арматуры и трубопроводов изделия, обнаруженных ранее | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
11. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
12. Предъявлены документы о завершении всех монтажных работ, включая системы, приборы автоматики и электропроводку, проведении индивидуальных испытаний, теплых и холодных опрессовок, снятии и предъявлении всех заглушек (с составлением соответствующих актов) на изолируемом оборудовании, арматуре и трубопроводах изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
13. Предъявлены документы о завершении работ по подготовке оборудования, арматуры и трубопроводов изделия к изолированию | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
14. Предъявлена инструкция на изолирование оборудования, арматуры и трубопроводов изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
15. Предъявлены техпроцессы на изолирование оборудования, арматуры и трубопроводов изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
16. Предъявлены сопроводительные документы и сертификаты на изолировочные материалы, а также документы, подтверждающие их соответствие предъявляемым к ним требованиям | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
17. Предъявлены документы по проведению контроля влажности перлитового песка по ГОСТ 10832 | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
18. Предъявлены документы по проведению контроля минеральной ваты на соответствие требованиям ГОСТ 4640 | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
19. Предъявлена инструкция на изолирование оборудования, арматуры и трубопроводов изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
20. Предъявлен журнал (технологический паспорт) изолирования оборудования, арматуры и трубопроводов изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
21. Предъявлен отчет о проведении изолирования оборудования, арматуры и трубопроводов изделия | ||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||
22. Даты: начала работ "__" _______________20__г. | ||||||||||||
окончания работ "__" ______________20__г. | ||||||||||||
23. В результате изолирования установлено, что оборудование, арматура и трубопроводы изделия соответствуют требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||
наименования, статьи (пункты) технического | ||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||
24. На основании изложенного: | ||||||||||||
а) разрешается принять изделие после изолирования оборудования, арматуры и трубопроводов | ||||||||||||
для использования по назначению | ; | |||||||||||
б) разрешается принять изделие после изолирования оборудования, арматуры и трубопроводов | ||||||||||||
для использования по назначению при выполнении следующих условий | ; | |||||||||||
в) разрешается производство последующих работ | ||||||||||||
Дополнительные сведения | ||||||||||||
Акт составлен в_____________ экземплярах. | ||||||||||||
Приложения: | ||||||||||||
Сведения об исполнителях, непосредственно проводивших работы по изолированию изделия. | ||||||||||||
Сведения об использованных при изолировании и контроле качества технологическом оборудовании, приспособлениях, инструменте, материалах и энергоресурсах. | ||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробованиия. | ||||||||||||
Наряд-допуск на выполнение работ. | ||||||||||||
Технологическая схема проведения изолировочных работ оборудования, арматуры и трубопроводов изделия. | ||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. | ||||||||||||
Отчет о проведении изолирования оборудования, арматуры и трубопроводов изделия. | ||||||||||||
Документы, на которые сделаны ссылки в данном акте. | ||||||||||||
Иные документы, отражающие фактическое состояние оборудования, арматуры и трубопроводов изделия после изолирования. | ||||||||||||
Подписи: | ||||||||||||
Представитель застройщика или заказчика | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представитель лица, осуществляющего строительство, выполнившего работы по изолированию изделия (части изделия) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Представители иных лиц: | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||
Примечания 1 Настоящий акт оформляют на выполнение работ по изолированию изделия в целом либо каждой части изделия в установленных границах. 2 При необходимости форму акта допускается корректировать под специфику изолирования оборудования, арматуры и трубопроводов конкретного изделия с учетом его конструктивных особенностей и применяемой технологии изолирования и монтажа. 3 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 4 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||
Приложение 18
(обязательное)
Форма акта рабочей комиссии о приемке оборудования технического изделия после комплексного опробования
(см. 19.2.7 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее комплексное опробование | ||||||
(наименование, | ||||||
номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
рабочей комиссии о приемке оборудования технического изделия после комплексного опробования
N_______________ | "__" _________________20__г. | |||||||||||||||||||||
Рабочая комиссия, назначенная застройщиком или заказчиком решением от "__" ______________20__г. за N_________ | ||||||||||||||||||||||
в составе: | ||||||||||||||||||||||
Председателя комиссии - представитель застройщика или заказчика | ||||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
и членов комиссии: | ||||||||||||||||||||||
- представитель лица, осуществляющего строительство | ||||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
- представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
- представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты | ||||||||||||||||||||||
документа о представительстве) | ||||||||||||||||||||||
- представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||
(должность, | ||||||||||||||||||||||
фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
- представитель лица, осуществляющего строительство, выполнившего комплексное опробование, | ||||||||||||||||||||||
подлежащее приемке | , | |||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
а также иные представители лиц, включенных в члены комиссии по приемке комплексного | ||||||||||||||||||||||
опробования | , | |||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||||
произвела осмотр оборудования и приемку результатов комплексного опробования, | ||||||||||||||||||||||
предъявленного | ||||||||||||||||||||||
(наименование лица, фактически предъявившего результаты | ||||||||||||||||||||||
комплексного опробования для осмотра и приемки) | ||||||||||||||||||||||
и составила настоящий акт о нижеследующем: | ||||||||||||||||||||||
1. К осмотру и приемке предъявлено оборудование блока, или комплекта оборудования, или криогенной системы, или технического изделия (далее по тексту - изделие) и результаты его комплексного опробования | ||||||||||||||||||||||
(наименование и обозначение, ТУ, зав. N изделия, | ||||||||||||||||||||||
дата изготовления, краткие технические характеристики) | ||||||||||||||||||||||
Состав оборудования изделия и результаты его комплексного опробования допускается указывать в приложениях к данному акту. | ||||||||||||||||||||||
2. Оборудование изделия изготовлено и поставлено | ||||||||||||||||||||||
(наименование изготовителя, поставщика, | ||||||||||||||||||||||
посредника, наименование, номер и дата выдачи | ||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||
3. Изделие смонтировано в | , | |||||||||||||||||||||
(наименование здания, сооружения, цеха) | ||||||||||||||||||||||
входящем в состав | ||||||||||||||||||||||
(наименование предприятия, | ||||||||||||||||||||||
его очереди, пускового комплекса и т.п.) | ||||||||||||||||||||||
4. Монтажные работы выполнены | ||||||||||||||||||||||
(наименование монтажных | ||||||||||||||||||||||
организаций со своими объемами работ, наименование, | ||||||||||||||||||||||
номер и дата выдачи свидетельства о государственной регистрации, | ||||||||||||||||||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс - для | ||||||||||||||||||||||
юридических лиц; фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||
При большом объеме указанные сведения допускается приводить в приложении к настоящему акту. | ||||||||||||||||||||||
5. Проектная документация разработана | ||||||||||||||||||||||
(наименование проектных | ||||||||||||||||||||||
организаций со своими частями проекта, номерами чертежей | ||||||||||||||||||||||
и датами их утверждения, наименование, номер и дата выдачи | ||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||
При большом объеме указанные сведения допускается приводить в приложении к настоящему акту. | ||||||||||||||||||||||
6. Проектная документация прошла экспертизу | ||||||||||||||||||||||
(наименование | ||||||||||||||||||||||
экспертной организации, наименование, номер и дата выдачи | ||||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||||
7. Декларация промышленной безопасности утверждена | ||||||||||||||||||||||
(наименование | ||||||||||||||||||||||
органа технического надзора, наименование, номер и дата | ||||||||||||||||||||||
выдачи свидетельства о государственной регистрации, | ||||||||||||||||||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс) | ||||||||||||||||||||||
8. Дата начала монтажных работ (месяц, год) | ||||||||||||||||||||||
9. Дата окончания монтажных работ (месяц, год) | ||||||||||||||||||||||
10. Предъявлены сопроводительные документы на изделие и его оборудование | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
11. Предъявлена проектная документация на размещение и монтаж оборудования изделия | ||||||||||||||||||||||
(номер, другие реквизиты чертежей, | ||||||||||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||||||||||
12. Предъявлены документы, подтверждающие соответствие изделия предъявляемым к нему требованиям, в том числе: | ||||||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||||||||||
нормативным правовым актам | ; | |||||||||||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
13. Проведены необходимые испытания и опробования | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
14. Предъявлена технологическая схема проведения комплексного опробования изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
15. Предъявлен наряд-допуск на выполнение работ | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
16. Предъявлена процедура обеспечения безопасности при проведении комплексного опробования изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
17. Предъявлено уведомление о проведении комплексного опробования изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
18. Предъявлены документы об устранении дефектов и недостатков изделия, обнаруженные при индивидуальных испытаниях | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
19. Предъявлены документы о проверке систем обеспечения энергопитанием, водой, воздухом и другими энергоресурсами и готовности их к проведению комплексного опробования | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
20. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
21. Предъявлена программа и методика комплексного опробования | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
22. Предъявлены документы по выполнению пусконаладочных работ, необходимых для проведения комплексного опробования | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
23. Предъявлены результаты дополнительных испытаний изделия (кроме испытаний, указанных в исполнительной документации), которые проводились по решению рабочей комиссии, а также программа и методика дополнительных испытаний | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
24. Предъявлен журнал (технологический паспорт) комплексного опробования изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
25. Предъявлен отчет о проведении комплексного опробования изделия | ||||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||||
26. Даты: начала опробования "__" ______________20__г. | ||||||||||||||||||||||
окончания опробования "__" _____________20__г. | ||||||||||||||||||||||
27. В результате выполнения комплексного опробования установлено, что изделие соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||||||
28. На основании изложенного: | ||||||||||||||||||||||
а) разрешается принять изделие после выполнения комплексного опробования с "__" ______________20__г. для использования по назначению________________________________; | ||||||||||||||||||||||
б) разрешается принять изделие после выполнения комплексного опробования с "__" ______________20__г. для использования по назначению при выполнении следующих условий _____________________________; | ||||||||||||||||||||||
в) разрешается производство последующих работ | ||||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||||
Акт составлен в______________ экземплярах. | ||||||||||||||||||||||
Приложения: | ||||||||||||||||||||||
Сведения о составе изделия в объеме: наименование и обозначение оборудования и аппаратов изделия, зав. N, дата изготовления, краткая техническая характеристика. | ||||||||||||||||||||||
Результаты комплексного опробования изделия. | ||||||||||||||||||||||
Сведения об исполнителях монтажных работ в объеме: наименование монтажной организации, вид и объем выполненных ею работ, наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место проживания, телефон, факс - для физических лиц. | ||||||||||||||||||||||
Сведения о разработчиках проектной документации в объеме: наименование проектной организации, наименование выполненных ими разделов и частей проекта с датами утверждения, наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место проживания, телефон, факс - для физических лиц. | ||||||||||||||||||||||
Сведения об исполнителях, непосредственно проводивших комплексное опробование изделия. | ||||||||||||||||||||||
Сведения об использованном при выполнении комплексного опробования и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. | ||||||||||||||||||||||
Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. Наряд-допуск на выполнение работ. | ||||||||||||||||||||||
Технологическая схема проведения комплексного опробования. Уведомление о проведении комплексного опробования изделия. | ||||||||||||||||||||||
Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. Журнал проведения комплексного опробования изделия. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние изделия после комплексного опробования. | ||||||||||||||||||||||
Подписи. | ||||||||||||||||||||||
Председатель комиссии: | ||||||||||||||||||||||
Представитель застройщика или заказчика | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Члены комиссии: | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего комплексное опробование изделия | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||||
Примечания 1 При необходимости форму акта допускается корректировать под специфику проведения комплексного опробования конкретного изделия с учетом его конструктивных особенностей и применяемой технологии выполнения монтажа и комплексного опробования. 2 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 3 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||||||||||
Приложение 19
(обязательное)
Форма акта рабочей комиссии о приемке технического изделия после приемо-сдаточных испытаний
(см. 20.2.8 настоящего стандарта)
Объект капитального строительства | ||||||
(наименование, почтовый | ||||||
или строительный адрес объекта капитального строительства) | ||||||
Застройщик или заказчик | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство | ||||||
(наименование, номер и | ||||||
дата выдачи свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполняющее техническое руководство монтажными | ||||||
работами | ||||||
(наименование, номер и дата выдачи | ||||||
свидетельства о государственной регистрации, ОГРН, | ||||||
ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, | ||||||
место проживания, телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее подготовку проектной документации | ||||||
(наименование, номер и дата | ||||||
выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, | ||||||
телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место проживания, | ||||||
телефон, факс - для физических лиц) | ||||||
Лицо, осуществляющее строительство, выполнившее приемо-сдаточные испытания | ||||||
(наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||
фамилия, имя, отчество, паспортные данные, место | ||||||
проживания, телефон, факс - для физических лиц) | ||||||
АКТ
рабочей комиссии о приемке технического изделия после приемо-сдаточных испытаний
N___________ | "___" __________20___г. | |||||||||||||||||||
Рабочая комиссия, назначенная застройщиком или заказчиком решением от "__" _________ 20__ г. за N____в составе: | ||||||||||||||||||||
Председателя комиссии - представитель застройщика или заказчика | ||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
и членов комиссии: | ||||||||||||||||||||
- представитель лица, осуществляющего строительство | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
- представитель лица, осуществляющего строительство, по вопросам строительного контроля | ||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
- представитель лица, осуществляющего строительство, выполняющего техническое руководство | ||||||||||||||||||||
монтажными работами (шеф-инженер) | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
- представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||
(должность, фамилия, инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
- представитель лица, осуществляющего строительство, выполнившего приемо-сдаточные | ||||||||||||||||||||
испытания, подлежащие приемке | ||||||||||||||||||||
(должность, фамилия, инициалы, | ||||||||||||||||||||
, | ||||||||||||||||||||
реквизиты документа о представительстве) | ||||||||||||||||||||
а также иные представители лиц, включенных в члены комиссии по приемке приемо-сдаточных | ||||||||||||||||||||
испытаний | ||||||||||||||||||||
(должность, фамилия, | ||||||||||||||||||||
, | ||||||||||||||||||||
инициалы, реквизиты документа о представительстве) | ||||||||||||||||||||
произвела осмотр технического изделия и приемку результатов приемо-сдаточных испытаний, | ||||||||||||||||||||
предъявленных | ||||||||||||||||||||
(наименование лица, фактически предъявившего техническое изделие | ||||||||||||||||||||
, | ||||||||||||||||||||
и результаты приемо-сдаточных испытаний для осмотра и приемки) | ||||||||||||||||||||
и составила настоящий акт о нижеследующем: 1. К осмотру и приемке предъявлено техническое изделие или криогенная система (далее по тексту - изделие) и результаты ее приемо-сдаточных испытаний | ||||||||||||||||||||
(наименование и обозначение, ТУ, зав. N изделия, | ||||||||||||||||||||
дата изготовления, краткие технические характеристики) | ||||||||||||||||||||
Состав изделия и результаты его приемо-сдаточных испытаний допускается указывать в приложениях к настоящему акту. | ||||||||||||||||||||
2. Изделие изготовлено и поставлено | ||||||||||||||||||||
(наименование изготовителя, поставщика, | ||||||||||||||||||||
посредника, наименование, номер и дата выдачи | ||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||
3. Изделие смонтировано в | ||||||||||||||||||||
(наименование здания, сооружения, цеха), | ||||||||||||||||||||
входящем в состав | ||||||||||||||||||||
(наименование предприятия, | ||||||||||||||||||||
его очереди, пускового комплекса и т.п.) | ||||||||||||||||||||
4. Монтажные работы выполнены | ||||||||||||||||||||
(наименование монтажных | ||||||||||||||||||||
организаций со своими объемами работ, наименование, номер | ||||||||||||||||||||
и дата выдачи свидетельства о государственной регистрации, | ||||||||||||||||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс - | ||||||||||||||||||||
для юридических лиц; фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||
При большом объеме указанные сведения допускается приводить в приложении к настоящему акту. | ||||||||||||||||||||
5. Проектная документация разработана | ||||||||||||||||||||
(наименование проектных | ||||||||||||||||||||
организаций со своими частями проекта, номерами чертежей | ||||||||||||||||||||
и датами их утверждения, наименование, номер и дата выдачи | ||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||
При большом объеме указанные сведения допускается приводить в приложении к настоящему акту. | ||||||||||||||||||||
6. Проектная документация прошла экспертизу | ||||||||||||||||||||
(наименование | ||||||||||||||||||||
экспертной организации, наименование, номер и дата выдачи | ||||||||||||||||||||
свидетельства о государственной регистрации, ОГРН, ИНН, | ||||||||||||||||||||
почтовые реквизиты, телефон, факс - для юридических лиц; | ||||||||||||||||||||
фамилия, имя, отчество, паспортные данные, | ||||||||||||||||||||
место проживания, телефон, факс - для физических лиц) | ||||||||||||||||||||
7. Декларация промышленной безопасности утверждена | ||||||||||||||||||||
(наименование органа | ||||||||||||||||||||
технического надзора, наименование, номер и дата | ||||||||||||||||||||
выдачи свидетельства о государственной регистрации, | ||||||||||||||||||||
ОГРН, ИНН, почтовые реквизиты, телефон, факс) | ||||||||||||||||||||
8. Дата начала монтажных работ (месяц, год) | ||||||||||||||||||||
9. Дата окончания монтажных работ (месяц, год) | ||||||||||||||||||||
10. Предъявлены сопроводительные документы на изделие и его оборудование | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
11. Предъявлена проектная документация на размещение и монтаж оборудования изделия | ||||||||||||||||||||
(номер, другие реквизиты чертежей, | ||||||||||||||||||||
наименование проектной документации, сведения о лицах, | ||||||||||||||||||||
осуществляющих подготовку раздела проектной документации) | ||||||||||||||||||||
12. Предъявлены документы, подтверждающие соответствие изделия предъявляемым к нему требованиям, в том числе: | ||||||||||||||||||||
а) на соответствие требованиям технической и монтажной документации изготовителей, проектной документации разработчиков, техническим регламентам (нормам и правилам), другим | ||||||||||||||||||||
нормативным правовым актам | ; | |||||||||||||||||||
(наименование документа о соответствии, дата, номер, другие реквизиты) | ||||||||||||||||||||
б) результаты экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, | ||||||||||||||||||||
проведенных в процессе строительного контроля | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
13. Проведены необходимые испытания и опробования | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
14. Предъявлена технологическая схема проведения приемо-сдаточных испытаний изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
15. Предъявлен наряд-допуск на выполнение работ | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
16. Предъявлена процедура обеспечения безопасности при проведении приемо-сдаточных испытаний изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
17. Предъявлено уведомление о проведении приемо-сдаточных испытаний изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
18. Предъявлены документы об устранении дефектов и недостатков изделия, обнаруженные при комплексном опробовании | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
19. Предъявлены документы о проверке систем обеспечения энергопитанием, водой, воздухом и другими ресурсами и готовности их к проведению приемо-сдаточных испытаний | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
20. Предъявлены документы по результатам освидетельствования объектов и работ, которые оказывают влияние на безопасность | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
21. Предъявлена программа и методика проведения приемо-сдаточных испытаний изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
22. Предъявлены документы по выполнению пусконаладочных работ, необходимых для проведения приемо-сдаточных испытаний | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
23. Предъявлены результаты дополнительных испытаний изделия (кроме испытаний, указанных в исполнительной документации), которые проводились по решению рабочей комиссии во время проведения приемо-сдаточных испытаний, а также программа и методика дополнительных испытаний | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
24. Предъявлен журнал (технологический паспорт) приемо-сдаточных испытаний изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
25. Предъявлен отчет о проведении приемо-сдаточных испытаний изделия | ||||||||||||||||||||
(наименование документа, дата, номер, другие реквизиты) | ||||||||||||||||||||
26. Даты: начала испытаний "____"__________20__г. | ||||||||||||||||||||
окончания испытаний "____"__________20__г. | ||||||||||||||||||||
27. В результате выполнения приемо-сдаточных испытаний установлено, что изделие соответствует требованиям, приведенным в технической и монтажной документации изготовителей, проектной документации разработчиков, технологических регламентах (нормах и правилах), иных нормативных правовых актах | ||||||||||||||||||||
(наименование документа о соответствии, дата, номер, | ||||||||||||||||||||
другие реквизиты, указать наименование и обозначение | ||||||||||||||||||||
технической документации изготовителя и разработчика, | ||||||||||||||||||||
наименования, статьи (пункты) технического | ||||||||||||||||||||
регламента, иных нормативных правовых актов) | ||||||||||||||||||||
28. На основании изложенного: а) разрешается принять изделие после приемо-сдаточных испытаний с "____"__________20___г. для использования по назначению _________________________________________________________; б) разрешается принять изделие после приемо-сдаточных испытаний с "____"__________20___г. для использования по назначению при выполнении следующих условий ___________________________ ___________________________________________________________________; | ||||||||||||||||||||
в) разрешается производство последующих работ | ||||||||||||||||||||
Дополнительные сведения | ||||||||||||||||||||
Акт составлен в________экземплярах. | ||||||||||||||||||||
Приложения: | ||||||||||||||||||||
Сведения о составе изделия в объеме: наименование и обозначение оборудования и аппаратов изделия, зав. N, дата изготовления, краткая техническая характеристика. Результаты приемо-сдаточных испытаний изделия. Сведения об исполнителях монтажных работ в объеме: наименование монтажной организации, вид и объем выполненных ею работ, наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место проживания, телефон, факс - для физических лиц. Сведения о разработчиках проектной документации в объеме: наименование проектной организации, наименование выполненных ими разделов и частей проекта с датами утверждения, наименование, номер и дата выдачи свидетельства о государственной регистрации, ОГРН, ИНН, почтовые реквизиты, телефон, факс - для юридических лиц; фамилия, имя, отчество, паспортные данные, место проживания, телефон, факс - для физических лиц. Сведения об исполнителях, непосредственно проводивших приемо-сдаточные испытания изделия. Сведения об использованном при выполнении приемо-сдаточных испытаний и контроле качества технологическом оборудовании, приспособлениях, инструменте, поверенных измерительных приборах, материалах и энергоресурсах. Акты (протоколы, заключения и т.п.) по результатам экспертиз, обследований, лабораторных и иных испытаний и выполненных работ, проведенных в процессе строительного контроля, других испытаний и опробований. Наряд-допуск на выполнение работ. Технологическая схема приемо-сдаточных испытаний. Уведомление о проведении приемо-сдаточных испытаний изделия. Сведения по освидетельствованию объектов и работ, которые оказывают влияние на безопасность. Журнал проведения приемо-сдаточных испытаний изделия. Документы, на которые сделаны ссылки в данном акте. Иные документы, отражающие фактическое состояние изделия после выполнения приемо-сдаточных испытаний. | ||||||||||||||||||||
Подписи: | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Члены комиссии: | ||||||||||||||||||||
Представитель лица, осуществляющего строительство | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, по вопросам строительного надзора | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего техническое руководство монтажными работами (шеф-инженер) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего подготовку проектной документации | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представитель лица, осуществляющего строительство, выполнившего приемо-сдаточные испытания изделия | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Представители иных лиц: | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
(должность, фамилия, инициалы, подпись) | ||||||||||||||||||||
Примечания 1 При необходимости форму акта допускается корректировать под специфику проведения приемо-сдаточных испытаний конкретного изделия с учетом его конструктивных особенностей и применяемой технологии выполнения монтажа и испытаний. 2 В настоящем акте должны быть заполнены все пункты. При отсутствии данных в отдельных пунктах акта указывают: "Данные не требуются". 3 Отметку об оформлении акта делают в общем журнале работ. | ||||||||||||||||||||
Библиография
[1] | Федеральный закон от 21.07.97 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (с изменениями) | |||
[2] | Руководящий документ Госгортехнадзора России РД 03-421-01 | Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов. Постановление Госгортехнадзора России от 06.09.01 г. N 39 | ||
[3] | Правила безопасности Госгортехнадзора России ПБ 03-585-03 | Правила устройства и безопасной эксплуатации технологических трубопроводов. | ||
[4] | Строительные нормы и правила СНиП 12-1-2004 | Организация строительства | ||
[5] | Строительные нормы и правила | Металлические конструкции. Правила изготовления, монтажа и приемки | ||
[6] | Правила безопасности Госгортехнадзора России ПБ 03-576-03 | Правила устройства и безопасной эксплуатации сосудов, работающих под давлением. | ||
[7] | Система документов по аккредитации Ростехнадзора | Требования к организациям, осуществляющим деятельность в сфере компетенции Ростехнадзора | ||
[8] | Строительные нормы и правила | Положение об авторском надзоре проектных организаций за строительством предприятий, зданий и сооружений | ||
[9] | Строительные нормы и правила | Технологическое оборудование и технологические трубопроводы | ||
[10] | Строительные нормы и правила СНиП 3.05.07-85 | Системы автоматизации | ||
[11] | Руководящий документ Ростехнадзора РД-11-02-2006 | Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения. | ||
[12] | Строительные нормы и правила СНиП 12-03-2001 | Безопасность труда в строительстве. Часть 1. Общие требования | ||
[13] | Руководящий документ Ростехнадзора РД-11-04-2006 | Порядок проведения проверок при осуществлении государственного строительного надзора и выдачи заключений о соответствии построенных, реконструированных, отремонтированных объектов капитального строительства требованиям технических регламентов (норм и правил), иных нормативных правовых актов и проектной документации. | ||
[14] | Руководящий документ Ростехнадзора | Методические рекомендации о порядке разработки проектов производства работ грузоподъемными машинами и технологических карт погрузочно-разгрузочных работ. | ||
[15] | Руководящий документ Ростехнадзора РД-11-05-2007 | Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства. | ||
[16] | Свод правил по проектированию и строительству Госстроя России | Авторский надзор за строительством зданий и сооружений | ||
[17] | Руководящий документ Ростехнадзора РД-03-19-2007 | Положение об организации работы по подготовке и аттестации специалистов организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору. | ||
[18] | Отраслевой стандарт | Система стандартов безопасности труда. Оборудование криогенное. Общие требования безопасности к конструкции | ||
[19] | Федеральный закон от 22.07.2008 г. N 123-ФЗ "Технический регламент о требованиях пожарной безопасности" | |||
[20] | Федеральный закон от 21.12.94 г. N 69-ФЗ "О пожарной безопасности" (с изменениями) | |||
[21] | Отраслевой стандарт | Оборудование криогенно-вакуумное. Общие технические условия | ||
[22] | Отраслевой стандарт | Правила проведения пневматических испытаний изделий на прочность и герметичность | ||
[23] | Правила безопасности Госгортехнадзора России | Правила безопасности при производстве и потреблении продуктов разделения воздуха. | ||
[24] | Федеральный закон от 10.01.02 г. N 7-ФЗ "Об охране окружающей среды" (с изменениями) | |||
[25] | Федеральный закон от 04.05.99 г. N 96-ФЗ "Об охране атмосферного воздуха" (с изменениями) | |||
[26] | Постановление Правительства Российской Федерации от 03.08.92 г. N 545 "Об утверждении порядка разработки и утверждения экологических нормативов выбросов и сбросов загрязняющих веществ в окружающую природную среду, лимитов использования природных ресурсов, размещения отходов" | |||
[27] | Руководящий документ Госгортехнадзора России РД 10-30-93, | Типовая инструкция для инженерно-технических работников, ответственных за содержание грузоподъемных машин в исправном состоянии. Постановления Госгортехнадзора России от 26.07.93 г. N 27, от 28.12.00 г. N 70 | ||
[28] | Руководящий документ Госгортехнадзора России РД 10-34-93, | Типовая инструкция для лиц, ответственных за безопасное производство работ кранами. Постановления Госгортехнадзора России от 18.10.93 г. N 37, от 30.05.01 г. N 19 | ||
[29] | Руководящий документ Госгортехнадзора России РД 10-40-93, | Типовая инструкция для инженерно-технических работников по надзору за безопасной эксплуатацией грузоподъемных машин. Постановления Госгортехнадзора России от 26.11.93 г. N 42, от 06.10.00 г. N 59 | ||
[30] | Руководящий документ Госгортехнадзора России РД 10-74-94, | Типовая инструкция для крановщиков (машинистов) по безопасной эксплуатации стреловых самоходных кранов (автомобильных, пневмоколесных, на специальном шасси автомобильного типа, гусеничных, тракторных). Постановления Госгортехнадзора России от 02.08.94 г. N 46, от 06.12.01 г. N 60 | ||
[31] | Руководящий документ Госгортехнадзора России РД 10-103-95 | Типовая инструкция для крановщиков (машинистов) по безопасной эксплуатации мостовых и козловых кранов. Постановление Госгортехнадзора России от 16.11.95 г. N 56 | ||
[32] | Руководящий документ Госгортехнадзора России РД 10-107-96, | Типовая инструкция для стропальщиков по безопасному производству работ грузоподъемными машинами. Постановления Госгортехнадзора России от 08.02.96 г. N 3, от 30.01.02 г. N 7 | ||
[33] | Руководящий документ Госгортехнадзора России РД 10-208-98, | Типовая инструкция для наладчиков приборов безопасности грузоподъемных кранов. Постановления Госгортехнадзора России от 28.05.98 г. N 33, от 19.07.02 г. N 45 | ||
[34] | Руководящий документ Госгортехнадзора России РД 10-33-93, | Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации. Госгортехнадзор России, 20.10.93 г., Постановление Госгортехнадзора России от 08.09.98 г. N 57 | ||
[35] | Правила безопасности Госгортехнадзора России ПБ 10-382-00 с изменениями | Правила устройства и безопасной эксплуатации грузоподъемных кранов. Постановление Госгортехнадзора России от 31.12.98 г. N 98. Приказ Ростехнадзора от 28.10.08 г. N 849А | ||
[36] | Отраслевой стандарт | Изделия криогенного, автогенного и вакуумного машиностроения. Общие требования к временной противокоррозионной защите | ||
[37] | Технические условия | Гелий газообразный. Технические условия | ||
[38] | Технические условия ТУ 24-019-00-480689-94 | Хладон 141. Технические условия | ||
[39] | Технические условия ТУ 95-2450 | Хладон-122А (фреон-122а). Технические условия | ||
[40] | Технические условия | Синтанол АЛМ-10. Технические условия | ||
[41] | Санитарные правила и нормы России | Охрана поверхностных вод от загрязнения | ||
[42] | Международный стандарт ИСО 12944-4:1998 | Краски и лаки. Антикоррозионная защита стальных конструкций с помощью лакокрасочных систем. Часть 4. Виды поверхностей и подготовки поверхности | ||
(ISO 12944-4:1998) | (Paints and varnishes. Corrosion protection of steel structures by protective paint system. Part 4. Types of surface and surface preparation)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[43] | Международный стандарт ИСО 12944-5:1998 (ISO 12944-5:1998) | Краски и лаки. Антикоррозионная защита стальных конструкций с помощью защитных лакокрасочных систем. Часть 5. Защитные лакокрасочные системы (Paints and varnishes. Corrosion protection of steel structures by protective paint systems. Part 5. Protective paint systems)* | ||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[44] | Международный стандарт ИСО 12944-7:1998 | Краски и лаки. Защита стальных конструкций от коррозии при помощи защитных систем красок. Часть 7. Производство покрасочных работ и надзор за ними | ||
(ISO 12944-7:1998) | (Paints and varnishes. Corrosion protection of steel structures by protective paint systems. Part 7. Execution and supervision of paint work)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[45] | Международный стандарт ИСО 12944-8:1998 | Краски и лаки. Антикоррозионная защита стальных конструкций с помощью защитных лакокрасочных систем. Часть 8. Разработка технических условий на новую работу и ее обеспечение | ||
(ISO 12944-8:1998) | (Paints and varnishes. Corrosion protection of steel structures by protective paint systems. Part 8. Development of specification for new work and maintenance)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[46] | Технические условия ТУ 3467-003-00217001-2001 | Лампы разрядные низкого давления типа ЛУФТ. Технические условия | ||
[47] | Технические условия ИКВА.675510.044ТУ | Лампы разрядные высокого давления трубчатые. Технические условия | ||
[48] | Строительные нормы и правила СНиП 3.04.03-85 | Защита строительных конструкций и сооружений от коррозии | ||
[49] | Отраслевой стандарт | Сварка плавлением сталей. Сварные соединения. Типы, конструктивные элементы и размеры | ||
[50] | Отраслевой стандарт | Сварка плавлением цветных металлов. Сварные соединения. Типы, конструктивные элементы и размеры | ||
[51] | Руководящий документ Госгортехнадзора России | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. | ||
[52] | Руководящий документ Госгортехнадзора России | Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. | ||
[53] | Руководящий документ Госгортехнадзора России | Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов. | ||
[54] | Правила безопасности Госгортехнадзора России | Правила аттестации сварщиков и специалистов сварочного производства. Постановление Госгортехнадзора России от 25.06.98 г. N 63* | ||
________________ * Вероятно, ошибка оригинала. Следует читать Постановление Госгортехнадзора России от 30.10.98 г. N 63. - . | ||||
[55] | Руководящий документ Госгортехнадзора России | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства. Постановление Госгортехнадзора России от 25.06.02 г. N 63* | ||
________________ * Вероятно, ошибка оригинала. Следует читать Постановление Госгортехнадзора России от 25.06.02 г. N 36. - . | ||||
[56] | Международный стандарт ИСО 9606-1:1994 | Квалификационные испытания сварщиков. Сварка плавлением. Часть 1. Стали | ||
(ISO 9606-1:1994) | (Approval testing of welders. Fusion welding. Part 1. Steels)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[57] | Международный стандарт ИСО 9606-2:2004 | Квалификационные испытания сварщиков. Сварка плавлением. Часть 2. Алюминий и алюминиевые сплавы | ||
(ISO 9606-2:2004) | (Qualification testing of welders. Fusion welding. Part 2. Aluminium and aluminium alloys)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[58] | Международный стандарт ИСО 9606-3:1999 | Квалификационные испытания сварщиков. Сварка плавлением. Часть 3. Медь и медные сплавы | ||
(ISO 9606-3:1999) | (Approval testing of welders. Fusion welding. Part 3. Copper and alloys)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[59] | Международный стандарт ИСО 9606-4:1999 | Квалификационные испытания сварщиков. Сварка плавлением. Часть 4. Никель и никелевые сплавы | ||
(ISO 9606-4:1999) | (Approval testing of welders. Fusion welding. Part 4. Nickel and nickel alloys)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[60] | Международный стандарт ИСО 9606-5:2000 | Квалификационные испытания сварщиков. Сварка плавлением. Часть 5. Титан и титановые сплавы, цирконий и циркониевые сплавы | ||
(ISO 9606-5:2000) | (Approval testing of welders. Fusion welding. Part 5. Titanium and titanium alloys, zirconium and zirconium alloys)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[61] | Международный стандарт ИСО/МЭК 17024:2003 | Оценка соответствия. Общие требования к органам, проводящим сертификацию персонала | ||
(ISO/IEC 17024:2003) | (Conformity assessment. General requirements for bodies operating certification of persons)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[62] | Правила безопасности Госгортехнадзора России ПБ 03-440-02 | Правила аттестации персонала в области неразрушающего контроля. | ||
[63] | Международный стандарт ИСО 14175:2008 | Материалы, расходуемые при сварке. Газы и газовые смеси для сварки плавлением и родственных процессов | ||
(ISO 14175:2008) | (Welding consumables. Gases and mixtures for fusion welding and allied processes)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[64] | Международный стандарт ИСО/ТО 17671-1:2002 | Сварка. Рекомендации по сварке металлических материалов. Часть 1. Общее руководство по дуговой сварке | ||
(ISO/TR 17671=1:2002) | (Welding. Recommendations for welding of metallic materials. Part 1. General guidance for arc welding)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[65] | Международный стандарт ИСО/ТО 17671-2:2002 | Сварка. Рекомендации по сварке металлических материалов. Часть 2. Дуговая сварка ферритных сталей | ||
(SO/TR 17671-2:2002) | (Welding. Recommendations for welding of metallic materials. Part 2. Arc welding of ferritic steels)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[66] | Международный стандарт ИСО/ТО 17671-4:2002 | Сварка. Рекомендации по сварке металлических материалов. Часть 4. Дуговая сварка алюминия и алюминиевых сплавов | ||
(ISO/TR 17671-4:2002) | (Welding. Recommendations for welding of metallic materials. Part 4. Arc welding of aluminium and aluminium alloys)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[67] | Технические условия ТУ 14-1-4181-86 | Проволока сварочная и катанка из стали марки Св-10Х3ГМ ускоренно-охлажденной с прокатного нагрева | ||
[68] | Технические условия | Вольфрам лантанированный в виде прутков | ||
[69] | Технические условия ТУ 14-4-579-74 | Электроды марки ОЗЛ-24 | ||
[70] | Технические условия | Электроды марок ОЗЛ-40, ОЗЛ-41 | ||
[71] | Технические условия | Электроды марки ОЗЛ-17У | ||
[72] | Технические условия ТУ ИЭС 375-83 | Электроды АНВ-37 | ||
[73] | Технические условия ТУ ИЭС 376-83 | Электроды АНВ-38 | ||
[74] | Отраслевой стандарт ОСТ 5.9206-75 | Флюс марки 48-ОФ-6 | ||
[75] | Технические условия ТУ 14-1-1595-76 | Проволока высоколегированная сварочная из стали марок Св-03Х19Н15Г6М2АВ2, Св-05Х15Н9Г6АМ | ||
[76] | Технические условия | Проволока стальная сварочная из коррозионностойких аустенитных марок Св-01Х18Н10 (ЭП 550) и Св-01Х17Н14М2 (ЭП 551) | ||
[77] | Технические условия | Проволока стальная сварочная из марок Св-06Х21Н7БТ (ЭП 500), Св-08Х25Н20С3Р1 (ЭП 532), Св-08Х15Н23В7ГМ2 (ЭП 88), Св-08Х20Н9С2БТЮ (ЭП 156), Св-01Х19Н18Г10АМ4 (ЭП 690) | ||
[78] | Технические условия ТУ 14-1-4372-87 | Проволока сварочная из коррозионностойкой стали марки Св-03Х24Н6АМ3 (ЗИ-130)ОП | ||
[79] | Отраслевой стандарт | Сварка в химическом машиностроении. Основные положения | ||
[80] | Международный стандарт ИСО 13916:1996 | Сварка. Руководство по измерению температуры предварительного нагрева, температуры металла между проходами сварки и температуры поддерживаемого предварительного нагрева | ||
(ISO 13916:1996) | (Welding. Guidance on the measurement of preheating temperature, interpass temperature and preheat maintenance temperature)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[81] | Технические условия ТУ 14-1-168-23-78 | Проволока стальная сварочная из марок Э-08Х24Н40М7Г2, Св-06Х24Н40М7 (АНЖР-3У) | ||
[82] | Технические условия ТУ 14-4-598-75 | Электроды марки АНЖР-2 | ||
[83] | Технические условия ТУ 14-4-568-74 | Электроды АИЖР-1 | ||
[84] | Отраслевой стандарт | Швы сварных соединений из титана и титановых сплавов. Типы и конструктивные элементы | ||
[85] | Технические условия ТУ 48-09-221-76 | Прутки из итерированного или лантанированного вольфрама | ||
[86] | Отраслевой стандарт ОСТ 1-90015-77 | Проволока сварочная из титановых сплавов | ||
[87] | Технические условия ТУ 1-9-1056-86 | Проволока из титана и титановых сплавов марок ВТ1-00, Вт1-00С, ОТ4-1, ОТ4, Вт2св, Вт6св, СПТ2В, СП2В, ПТ7М, Вт20-1св, Вт20-2св общего назначения | ||
[88] | Технические условия ТУ 14-4-614-75 | Электроды марки ОЗА-1 | ||
[89] | Международный стандарт ИСО 3677:1992 | Металлы присадочные для пайки мягким припоем, пайки твердым припоем и пайки-сварки. Обозначение | ||
(ISO 3677:1992) | (Filler metal for soft soldering, brazing and braze welding; designation)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[90] | Технические условия | Проволока медная круглая электротехническая. Технические условия | ||
[91] | Технические условия | Электроды марки "Комсомолец-100" | ||
[92] | Технические условия ТУ 14-4-1270-84 | Электроды покрытые металлические для ручной дуговой сварки меди | ||
[93] | Технические условия | Прутки из иттрированного вольфрама марки СВИ-1 | ||
[94] | Международный стандарт ИСО 6520-1:2007 | Сварка и родственные процессы. Квалификация геометрических дефектов при сварке металлических материалов. Часть 1. Сварка плавлением | ||
(ISO 6520-1:2007) | (Welding and allied processes. Classification of geometric imperfection in metallic materials. Part 1. Fusion welding)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[95] | Международный стандарт ИСО 8249:2000 | Сварка. Определение ферритного числа в металле шва, наплавленном из аустенитной дуплексной ферритно-аустенитной хромоникелевой нержавеющей стали | ||
(ISO 8249:2000) | (Welding. Determination of Ferrite Number (FN) in austenitic and duplex ferritic-austenitic Cr-Ni stainless steel weld metals)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[96] | Международный стандарт ИСО 3452-1:2008 | Контроль неразрушающий. Контроль методом проникающих жидкостей. Часть 1. Общие принципы | ||
(ISO 3452-1:2008) | (Non-destructive testing. Penetrant testing. Part 1. General principles)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[97] | Международный стандарт ИСО 3690:2000 | Сварка и смежные процессы. Определение содержания водорода в металле шва от сваривания ферритной стали дуговой сваркой | ||
(ISO 3690:2000) | (Welding and allied processes. Determination of hydrogen content in ferreting steel arc weld metal)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[98] | Международный стандарт ИСО 5178:2001 | Испытания разрушающие сварных швов металлических материалов. Испытание на растяжение образца, отобранного продольно из металла шва в соединениях, полученных при сварке плавлением | ||
(ISO 5178:2001) | (Destructive tests on welds in metallic materials. Longitudinal tensile test on weld metal in fusion welded joints)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[99] | Международный стандарт ИСО 9015-1:2001 | Разрушающие испытания сварных швов на металлических материалах. Определение твердости. Часть 1. Определение твердости соединений, выполненных дуговой сваркой | ||
(ISO 9015-1:2001) | (Destructive tests on welds in metallic materials. Hardness testing. Part 1. Hardness test on arc welded joints)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[100] | Международный стандарт ИСО 9015-2:2003 | Разрушающие испытания сварных швов на металлических материалах. Испытание твердости. Часть 2. Испытание микротвердости сварных соединений | ||
(ISO 9015-2:2003) | (Destructive tests on welds in metallic materials. Hardness testing. Part 2. Microhardness testing of welded joints)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[101] | Международный стандарт ИСО 9016:2001 | Разрушающие испытания сварных швов на металлических материалах. Ударные испытания. Местоположение образца для испытания, ориентация надреза и исследование | ||
(ISO 9016:2001) | (Destructive tests on welds in metallic materials. Impact test. Test specimen location, notch orientation and examination)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[102] | Международный стандарт ИСО 9017:2001 | Испытания разрушающие сварных швов на металлических материалах. Испытания на излом | ||
(ISO 9017:2001) | (Destructive tests on welds in metallic materials. Fracture test)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[103] | Международный стандарт ИСО 17639:2003 | Испытания с разрушением образца сварных швов в металлических материалах. Макро- и микроскопическое исследование сварных швов | ||
(ISO 17639:2003) | (Destructive tests on welds in metallic materials. Macroscopic and microscopic examination of welds)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[104] | Руководящий документ Госгортехнадзора России РД 03-606-03 | Инструкция по визуальному и измерительному контролю. | ||
[105] | Международный стандарт ИСО 17637:2003 | Неразрушающие испытания сварных швов. Визуальная проверка соединений, полученных при сварке плавлением | ||
(ISO 17637:2003) | (Non-destructive testing of welds. Visual testing of fusion-welded joints)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[106] | Международный стандарт ИСО 17636:2003 | Контроль неразрушающий сварных швов. Радиографическая дефектоскопия сварных соединений, полученных плавлением | ||
(ISO 17636:2003) | (Non-destructive testing of welds. Radiographic testing of fusion-welded joints)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[107] | Международный стандарт ИСО 17640:2010 | Контроль неразрушающий сварных швов. Ультразвуковой контроль. Методы, уровни контроля и оценка | ||
(ISO 17640:2010) | (Non-destructive testing of welds. Ultrasonic testing. Techniques, testing levels and assessment)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[108] | Международный стандарт ИСО 17638:2003 | Контроль неразрушающий сварных швов. Контроль методом магнитных частиц | ||
(ISO 17638:2003) | (Non-destructive testing of welds. Magnetic particle testing)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[109] | Правила безопасности Госгортехнадзора России ПБ 03-584-00 | Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных. | ||
[110] | Международный стандарт ИСО 5173:2009 | Разрушающие испытания на сварных швах в металлических материалах. Испытания на загиб | ||
(ISO 5173:2009) | (Destructive tests on welds in metallic materials. Bend tests)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[111] | Руководящий документ Госгортехнадзора России РД 10-235-98 | Инструкция по надзору за изготовлением, монтажом и ремонтом объектов котлонадзора. Постановление Госгортехнадзора России от 03.09.98 г. N 56 | ||
[112] | Руководящий документ Госгортехнадзора России РД 09-364-00 | Типовая инструкция по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах. | ||
[113] | Технические условия ТУ 6-16-01-426-78 | Ткань угольная | ||
[114] | Нормативный документ ПУЭ | Правила устройства электроустановок | ||
[115] | Строительные нормы и правила | Пожарная безопасность зданий и сооружений | ||
[116] | Строительные нормы Госстроя СССР | Инструкция по проектированию зданий и помещений для электронно-вычислительных машин | ||
[117] | Руководящий документ Госстроя СССР | Инструкция по устройству молниезащиты зданий и сооружений | ||
[118] | Руководящий документ Госстроя России | Инструкция по устройству молниезащиты зданий, сооружений и промышленных коммуникаций | ||
[119] | Отраслевой стандарт ОСТ 26-04-2569-80 | Изделия криогенно-вакуумной техники. Масспектрометрический и манометрический методы контроля герметичности | ||
[120] | Строительные нормы и правила | Тепловая изоляция оборудования и трубопроводов | ||
[121] | Строительные нормы и правила | Приемка в эксплуатацию законченных строительством объектов. Основные положения | ||
[122] | Большой экономический словарь. Под редакцией А.Н.Изрилияна, 7-е издание, доп., М., 2010 | |||
[123] | Руководящий документ Госгортехнадзора России РД 09-250-98, | Положение о порядке безопасного проведения ремонтных работ на химических, нефтехимических и нефтеперерабатывающих опасных производственных объектах. Постановления Госгортехнадзора России от 10.12.98 г. N 74, от 21.11.02 г. N 66 | ||
[124] | Международный стандарт ЕН 10204:2004 | Изделия металлические. Типы актов приемочного контроля | ||
(EN 10204:2004) | (Metallic products, types of inspection documents)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[125] | Свод правил | Определение категорий помещений, зданий и наружных установок по взрывопожарной и пожарной опасности | ||
[126] | Строительные нормы и правила | Противопожарные нормы | ||
[127] | Отраслевой стандарт | Система стандартов безопасности труда. Металлы и металлические материалы в контакте с жидким кислородом | ||
[128] | Отраслевой стандарт | Материалы смазочные для работы в газообразных кислородосодержащих средах | ||
[129] | Строительные нормы и правила | Пожарная автоматика зданий и сооружений | ||
[130] | Строительные нормы и правила | Внутренний водопровод и канализация зданий | ||
[131] | Строительные нормы и правила | Водоснабжение. Наружные сети и сооружения | ||
[132] | Правила пожарной безопасности ППБО 154-90 | Правила пожарной безопасности для предприятий, объединений и организаций Минпищемаша | ||
[133] | Строительные нормы и правила | Отопление, вентиляция и кондиционирование | ||
[134] | Строительные нормы и правила | Производственные здания | ||
[135] | Отраслевой стандарт | Работа с жидким и газообразным кислородом на испытательных комплексах | ||
[136] | Международный стандарт МЭК 60695-2-10(2000) | Испытание на пожарную опасность. Часть 2-10. Методы испытания с применением накаленной/нагретой проволоки. Аппаратура и общие положения методики испытания накаленной проволокой | ||
(IEC 60695-2-10(2000)) | (Fire hazard testing. Part 2-10. Glowing/hot-wire based test methods. Glow-wire apparatus and common test procedure)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[137] | Международный стандарт МЭК 60695-2-12(2000) | Испытания на пожароопасность. Часть 2-12. Методы испытаний раскаленной/горячей проволокой. Метод испытания материалов на воспламеняемость под действием раскаленной проволоки | ||
(IEC 60695-2-12(2000)) | (Fire hazard testing. Part 2-12. Glowing/hot-wire based test method. Glow-wire flammability test method for materials)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
[138] | Международный стандарт МЭК 60695-2-13(2000) | Испытания на пожароопасность. Часть 2-13. Методы испытаний раскаленной/горячей проволокой. Метод испытания материалов на возгораемость под действием раскаленной проволоки | ||
(IEC 60695-2-13(2000)) | (Fire hazard testing. Part 2-13.Glowing/hot-wire based test method. Glow-wire ignitability test method for materials)* | |||
_______________ * Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Национальном Агентстве Контроля и Сварки (НАКС). | ||||
Примечание - При пользовании настоящим стандартом следует применять ссылочные нормативные документы, действующие на текущий момент, а в случае их замены - документы, их заменяющие.
Электронный текст документа
и сверен по:
, 2012
{kind=link}