и—* €9
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
МУФТЫ ЗУБЧАТЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 5006-83 (СТ СЭВ 5200-85)
Издание официальное
Е
ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
УДК 621.825.52:006.354 Группа Г15
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МУФТЫ ЗУБЧАТЫЕ
Технические условия
Toothed clutches. Specifications
ОКП 417120
гост
5006—83
(СТ СЭВ 5200—85) Взамен
ГОСТ 5006—55
Постановлением Государственного комитета СССР по стандартам от 15.11.90 № 2635 срок действия установлен
с 01.01.86 до 01.01.96
Настоящий стандарт распространяется на зубчатые муфты общемашиностроительного применения для соединения соосных горизонтальных валов и передачи крутящего момента от 1000 до 63000 Н-м при угловых, радиальных И осевых смещениях валов климатических исполнений У, Т для категорий 1—3, 5 и климатических исполнений УХЛ, О и ОМ для категории 4 по ГОСТ 15150, изготовляемые для нужд народного хозяйства и экспорта.
Стандарт устанавливает обязательные требования, обеспечивающие взаимозаменяемость зубчатых муфт.
(Измененная редакция, Изм. №1,2).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Муфты следует изготовлять следующих типов:
1 — с разъемной обоймой;
2 — с промежуточным валом;
3 — с неразъемной обоймой.
1.2. Втулки муфт типов 1, 3 следует изготовлять следующих исполнений:
1 — с цилиндрическими отверстиями для коротких концов валов по ГОСТ 12080;
2 — с коническими отверстиями для коротких концов валов по
ГОСТ 12081._
Издание официальное Перепечатка воспрещена
★
Е
© Издательство стандартов, 1983 © Издательство стандартов, 1994 Переиздание с изменениями
Втулки муфт типа 2 следует изготовлять исполнения 1.
1.3. Допускается по согласованию между потребителем и изготовителем изготовлять втулки с отверстиями для концов валов другой формы.
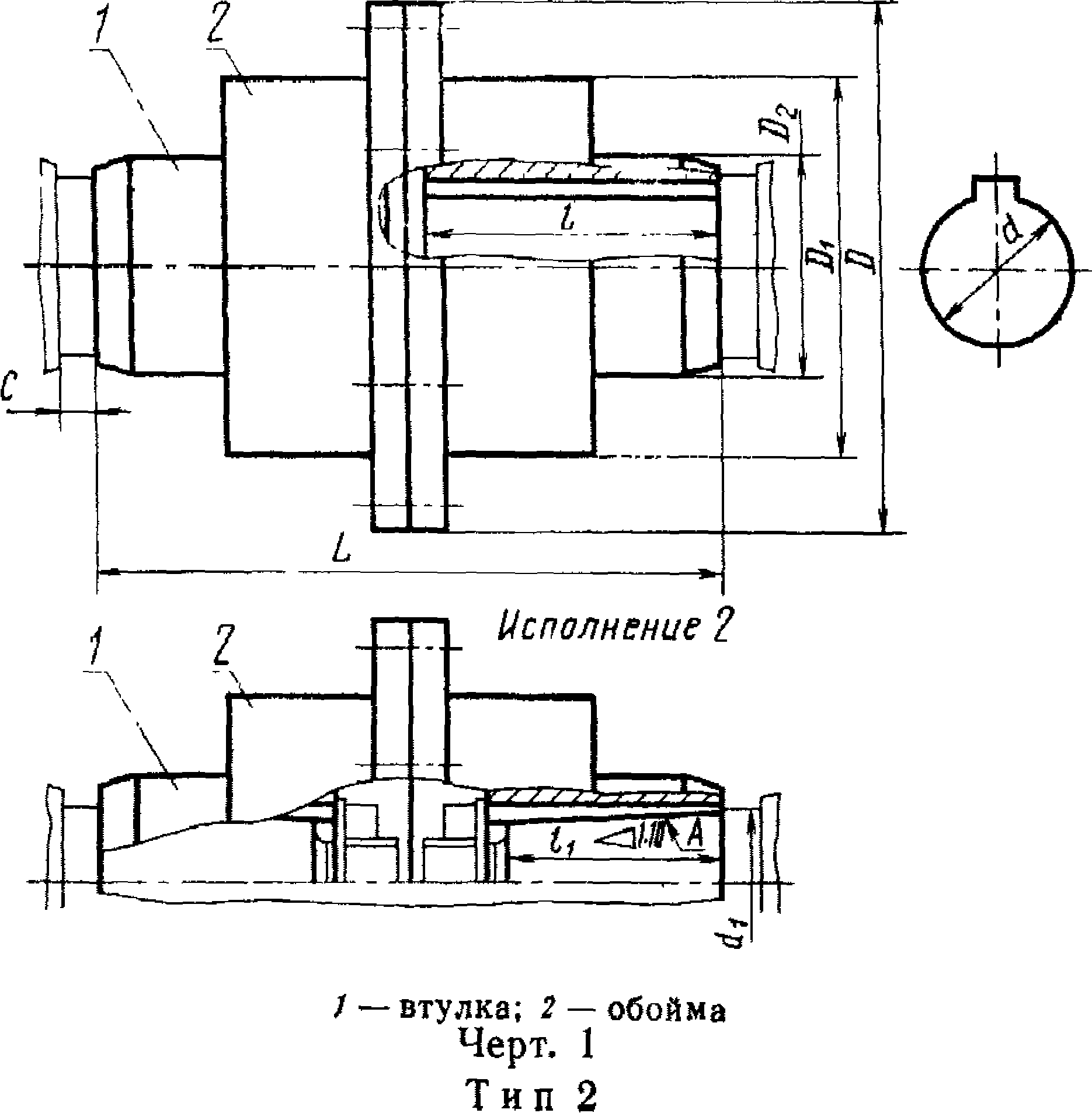
1.4. Основные параметры, размеры муфт должны соответствовать указанным на черт. I и 2 и в табл. 1.
Т и п 1
Исполнение 1
ИСПОЛНЕНИЕ 1. ВАРИАНТЫ СБОРКИ
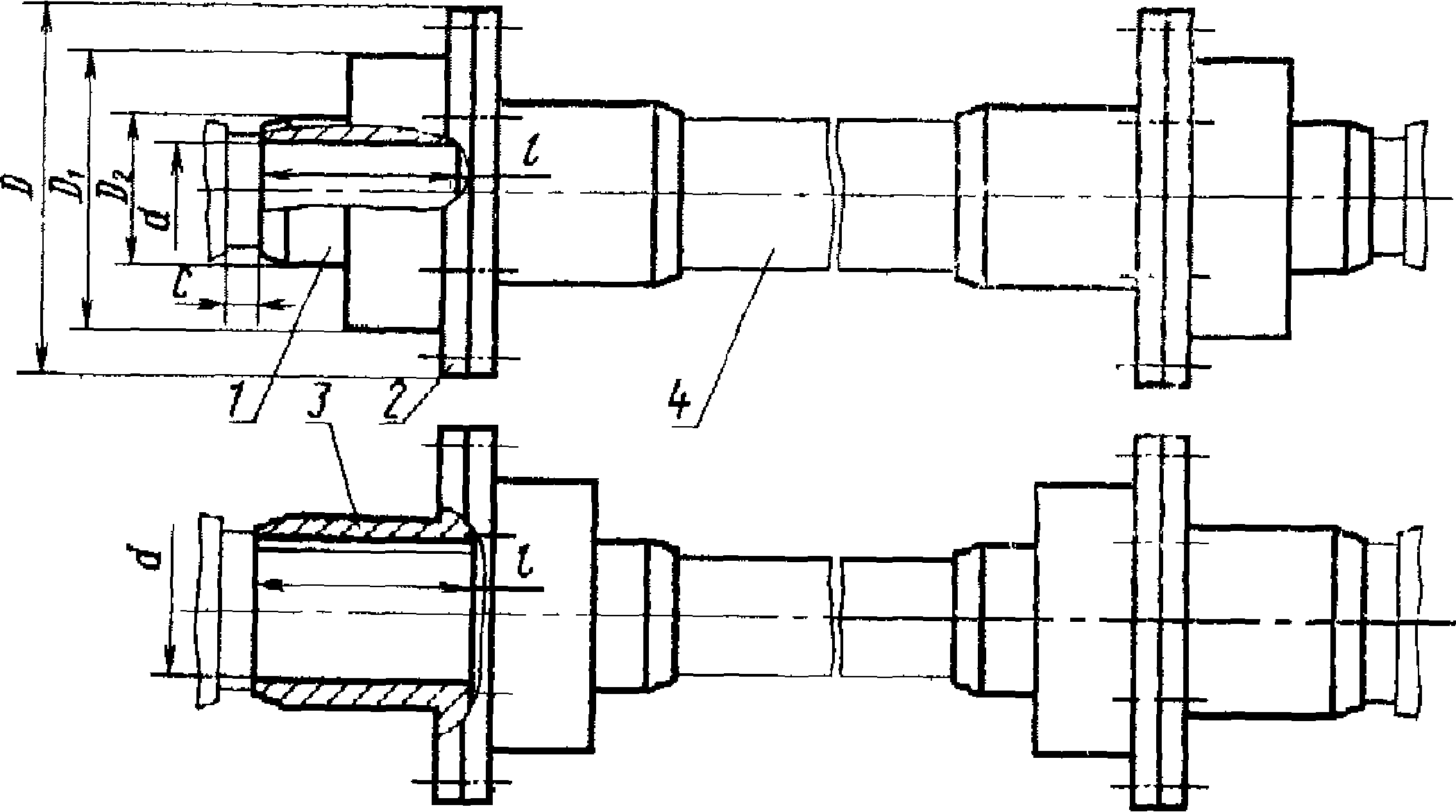
1—втулка; 2—обойма; $—фланцевая полумуфта; 4 промежуточный вал
Черт. 2
Номинальный крутящий момент, Н-м | df rf| | В | ft | ft | 1, не более | 1 не более | с, не менее | Частота вращения для _1 типа 1, с ' не более | Динамический момент для типа 1, кг-м2 (справ,) | Масса для типа 1, кг, не более |
не более | ||||||||||
1000 | 40 | 145 | 105 | 60 | 82 | 174 | 12 | 90 | 0,05 | 6,7 |
1600 | 55 | 170 | 125 | 80 | 80 | 0,06 | 9,2 | |||
2500 | 60 | 185 | 135 | 85 | 105 | 220 | 75 | 0,08 | ,1У | |
4000 | 65 | 200 | 150 | 95 | 18 | 62 | 0,15 | 15,2 | ||
6300 | 80 | 230 | 175 | 115 | 130 | 270 | 55 | 0,25 | 22,6 | |
10000 | 100 | т | 200 | 145 | 165 | 340 | 47 | 0,50 | 40,5 | |
16000 | 120 | 300 | 230 | 175 | 345 | 25 | 40 | 1,15 | 62,5 | |
2SOOO | 140 | 330 | 260 | 200 | 200 | 415 | 30 | 35 | 2,25 | 100,0 |
«000 | 160 200 | 410 470 | 330 | 230 | 29 | 6,00 | 164,3 | |||
63000 | 390 | 290 | 240 | 500 | 35 | 20 | 10,59 | 228,0 |
Примечания;
1. Муфты с номинальным крутящим моментом 2500 Н-м допускается изготовлять по согласованию между потребителем и изготовителем.
2 Значения размеров d и 4 меньшие указанных в табл, 1 - по ГОСТ 12080 и ГОСТ 12081. Предельные отклонения размеров d - по Н7,4 - no Н9, Допускается усадка отверстий по диаметрам гЫ, в зоне зубчатого венца до 0,03 мм после закалки ТВЧ.
3, Допускается изготовлять муфты с втулками или фланцевыми полумуфтами для длинных концов валов в соответствии с ГОСТ 12080 и ГОСТ 12081 или уменьшать их длину в пределах двух диапазонов диаметра d расточки по п, 6 ГОСТ 12080 по согласованию между потребителем и изготовителем с соблюдением требований, установленных таблицей для d, dh ft ft, ft, С и частоты вращения,
4, Наружный Диаметр муфт типа 3 должен соответствовать размеру ft, а параметры и другие размеры -приведенным в таблице.
5, Массы указаны для муфт с наибольшим диаметром расточки.
5, Допускаются варианты сборки муфт типа 2 с посадочными отверстиями исполнения 2,
7.В муфтах типа 2 посадочный размер фланцевых полумуфт допускается увеличивать до любых значений р
по ГОСТ 12080 и ГОСТ 12081, не влекущих изменение остальных размеров и параметров по табл, 1.
(Измененная редакция, Изи,М1,2).
W
ГОСТ 5006-S3
1.5. В муфтах допускается комбинация втулок различных исполнений.
1.6. Выбор муфт приведен в приложений 1.
1-7. Условное обозначение муфт должно включать слово «Муфта», обозначение типа, номинальный крутящий момент, диаметры посадочных отверстий втулок или отверстий втулок и фланцевых полумуфт, исполнение втулок, климатическое исполнение и категорию по ГОСТ 15150 и обозначение настоящего стандарта.
В условном обозначении муфты типа 2, диаметр посадочного* отверстия фланцевой полумуфты ставят после обозначения диаметра посадочного отверстия втулки.
Пример условного обозначения муфты типа 1 с номинальным крутящим моментом 4000 Н-м, диаметрами посадочных отверстий во втулках 50 мм, со втулками исполнения 1, климатического исполнения У, категории 2:
Муфта 1—4000—50—1У2 ГОСТ 5006—83 То же, типа 2 с диаметрами посадочных отверстий во фланцевых полумуфтах 55;
Муфта 2—4000—50—55— /У2 ГОСТ 5006—83 То же, типа 1, со втулками исполнения 1, в одной из которых диаметр посадочного отверстия 55 мм
Муфта 1—4000—50—1—55—1У2 ГОСТ 5006—83 То же, одна из втулок исполнения 1, а другая с диаметром посадочного отверстия 55 мм исполнения 2:
Муфта 1—4000—50—1-55—2У2 ГОСТ 5006—83 То же, типа 3;
Муфта 3—4000—50—1У2 ГОСТ 5006—83
Примечание. Допускается в рабочих чертежах обозначение климатического исполнения не указывать. 2
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Муфты следует изготовлять в соответствии с требованиями настоящего стандарта по комплекту конструкторских документов, утвержденных в установленном порядке.
2.2. Зубья втулок и обойм следует изготовлять эвольвентными с углом профиля на делительной окружности в среднем торцовом сечении по ГОСТ 13755 двух степеней точности по ГОСТ 1643:
при окружной скорости на делительной окружности до 15 м/с — по 8-й степени точности;
при окружной скорости свыше 15 м/с — по 7-й степени точности.
По согласованию между потребителем и изготовителем допускается изготовлять муфты с той или иной степенью точности, независимо от окружной скорости.
(Измененная редакция, Изм. № 2).
2.3. Параметры зубчатого соединения приведены в приложении 2.
24. Зубья зубчатых венцов втулок следует изготовлять бочкообразной модификации в соответствии с черт. 3.
Допускается изготовление еубьев зубчатых венцов втулок бочкообразной модификации с линией смещения исходного контура переменной кривизны.
(Измененная редакция, Изм. № 2).
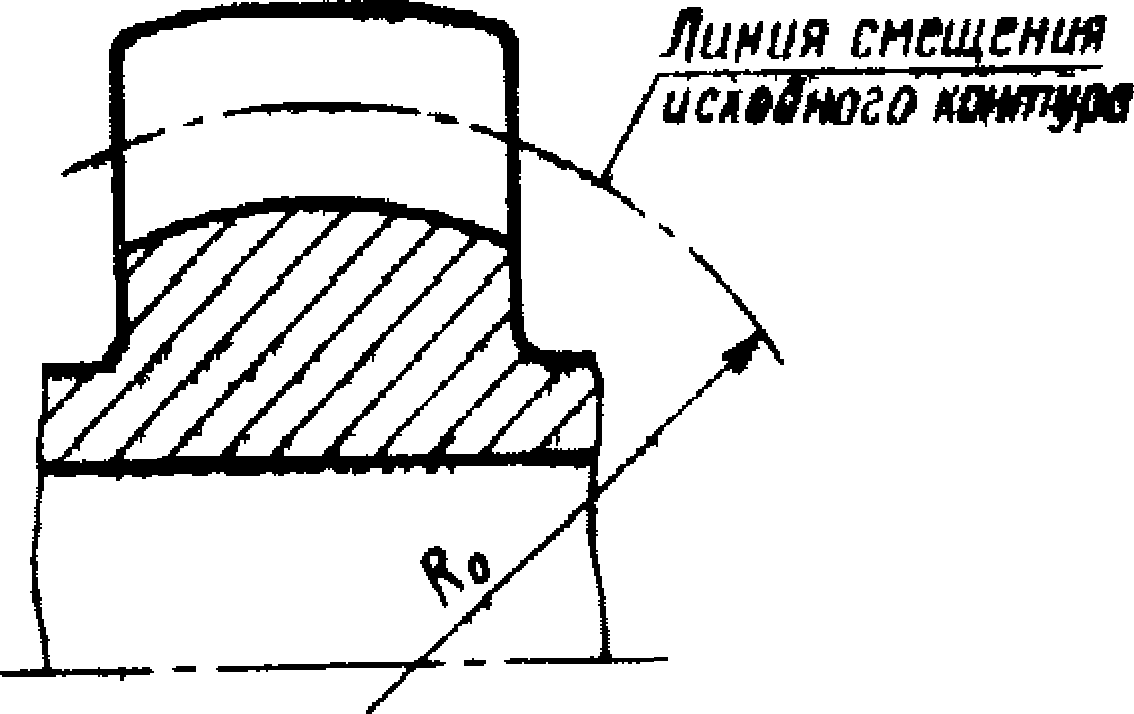
Черт. 3
2.5. Значение радиуса смещения исходного контура Ro (см. черт. 3) приведено в приложении 2.
2.6. В собранной муфте зубчатые втулки должны перемещаться в осевом направлении, а также отклоняться в пределах допустимого для муфты угла перекоса во всех направлениях.
Перекос оси каждой втулки относительно оси обоймы, возникающей в процессе эксплуатации, не более ГЗО'. Допускается при угловом смещении оси втулки относительно оси обоймы до 15' изготовлять зубчатые венцы втулок с прямыми зубьями-
Взаимосвязь допускаемых радиальных (А) и угловых (<р) смещений для параметров зубчатого соединения приведена в приложении 3.
(Измененная редакция, Изм. № 1).
2.7. Заготовки втулок и обойм, а также фланцевых полумуфт должны быть коваными или литыми.
Кованые заготовки изготовляют из стали марок: 35ХМ по ГОСТ 4543 и 40, 45, 50 по ГОСТ 1050, а литые — 40 Л, 45Л и 50Л по ГОСТ 977.
По согласованию между изготовителем и потребителем допускается применять заготовки других видов и стали других марок, свойства которых не ниже указанных выше.
2.8. Твердость поверхностей зубьев втулок и обойм — HRC3 42...51.
Для муфт, работающих при окружной скорости на делительном диаметре зубчатого соединения до 1 м/с, допускается твердость поверхности зубьев НВ 248...302.
2.9. Параметры шероховатости рабочей поверхности зубьев,
посадочных и центрирующих поверхностей отверстий во фланцах обойм фланцевых полумуфтах, фланцевых разъемов — Да«5,0 мкм, а остальных обработанных поверхностей —
/?а<12,5 мкм по ГОСТ 2789.
(Измененная редакция, Изм. № 2).
2.10. Для соединения фланца следует применять болты по ГОСТ 7817. Технические требования — по ГОСТ 1759.0, класс прочности — не ниже 5.6.
2.11. Крепежные изделия муфт климатических исполнений Т, ОМ должны иметь кадмиевое с хроматированием покрытие или цинковое с фосфатированием или хроматированием толщиной 9— 21 мкм по ГОСТ 9.306 и ГОСТ 9.303.
(Измененная редакция, Изм. № 1, 2).
2.12. Резиновые изделия для муфт климатических исполнений Т и ОМ — по ГОСТ 15152.
2.13. Соответствие материалов, применяемых для изготовления деталей муфт, требованиям стандартов должно быть подтверждено сертификатами предприятия-изготовителя или испытаниями лаборатории предприятия-изготовителя муфт-
2.14. Поковки и штамповки должны соответствовать группе II ГОСТ 8479 и требованиям ГОСТ 7062, ГОСТ 7829 и ГОСТ 7505.
2.15. Отливки должны удовлетворять следующим требованиям: класс точности размеров отливок — 7; степень коробления отливок — 8; класс точности массы отливок — 10 по ГОСТ 26645. Общие технические требования — по ГОСТ 977. Допускается изменять степень точности отливок при условии введения механической обработки Д0^12,5 мкм.
(Измененная редакция, Изм. № 2).
2.16. Неуказанные в рабочих чертежах радиусы округлений при обработке резанием не должны быть больше 1 мм.
2.17. Размеры и предельные отклонения шпоночных пазов — по ГОСТ 23360 и ГОСТ 10748.
(Измененная редакция, Изм. •№ 1).
2,18- Ширина шпоночных пазов втулок с коническим отверстием — по ГОСТ 12081.
2.19. Допуск угла конусности поверхности А (черт. 1) — АТ; 9 по ГОСТ 8908.
А Т16
Неуказанные предельные отклонения углов ± 2 ■ по ГОСТ
8908, размеров ±-^у- по ГОСТ 25670.
(Измененная редакция, Изм. № 1).
2.20. Для контроля точности установки соединяемых валов при монтаже муфт на втулках должны быть предусмотрены поверхности с числовыми значениями предельных отклонений размеров не ниже h 9 по ГОСТ 25347.
2.21. Размеры и конструкция уплотнений для герметизации муфт — по рекомендуемому приложению 4. Допускаются уплотнения по ГОСТ 9833, ГОСТ 8752, а также другие виды уплотнений, обеспечивающие герметичность.муфты.
2.22. Парные обоймы и фланцевые полумуфты должны иметь контрольные метки.
(Измененная редакция, Изм. № 1).
2.23. Наружные поверхности муфт должны иметь лакокрасочные покрытия следующих классов по ГОСТ 9.032:
V — для муфт, изготовляемых для экспорта;
VI —для муфт, изготовляемых для народного хозяйства.
Группы условий эксплуатации — по ГОСТ 9.104.
По согласованию с потребителем допускается муфты не окрашивать. При этом обязательно производить грунтовку или консервацию по ГОСТ 9.014 по варианту защиты ВЗ-1, варианту упаковки ВУ-0.
2.24. В комплектах контрукторских документов для муфт следует устанавливать показатели надежности по ГОСТ 23642:
установленный ресурс — не менее 15000 ч;
удельная суммарная оперативная продолжительность технических обслуживаний — не более 3 ч на 2000 ч эксплуатации-
Критерием предельного состояния муфт является износ зубьев втулок илй обоймы на делительном диаметре на величину, равную модулю зацепления. Критериями отказов муфт является:
поломка хотя бы одного зуба обоймы или втулки;
поломка хотя бы одно'го крепежного изделия;
поломка хотя бы одного уплотнения.
(Измененная редакция, Изм. №2).
2.25. Допускается изготавливать муфты с предварительной расточкой отверстий во втулках.
(Введен дополнительно, Изм. № 2).
3 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
3.1. Общие требования безопасности — по ГОСТ 12.2.003 и ГОСТ 12.3.002.
3.2. Муфты должны быть (защищены предохранительными кожухами. Допускается защитные кожухи не устанавливать, когда во время работы муфт исключен контакт с людьми.
3.3. При технических осмотрах, обслуживании и ремонтах с валов должна быть снята нагрузка, а привод отключен.
4. КОМПЛЕКТНОСТЬ
4.1. К муфте в собранном виде должен прилагаться паспорт.
(Измененная редакция, Изм. № 2).
4.2. Допускается к партии муфт одного типоразмера прилагать паспорт в одном экземпляре, в котором указывают порядковые номера муфт. В этом случае свидетельство о приемке и консервации муфт, входящее в паспорт, оформляют на всю партию.
5. ПРАВИЛА ПРИЕМКИ
5.1. Муфты следует подвергать приемосдаточным, периодическим и типовым испытаниям.
5- 2. Приемосдаточным испытаниям следует подвергать каждую муфту на соответствие требованиям пп, 2.6, 2.7, 2.9, 2,16—2.23.
(Измененная редакция, Изм. № 1).
5.3. Периодическим испытаниям следует подвергать один раз в три года не менее чем дае муфты каждого типоразмера.
5.4. Типовые испытания следует проводить при внесении изменений в конструкцию или технологию изготовления муфты.
Количество муфт, подвергаемых испытаниям, согласно п. 5-3.
5.5. При периодических и типовых испытаниях следует проверять соответствие муфт всем требованиям настоящего стандарта.
Допускается не проводить испытания по показателям надежности, если они подтверждены данными по эксплуатации муфт или результатами испытаний муфты одного из типоразмеров.
5.6. Если при периодических и типовых испытаниях хотя бы одна муфта не соответствует установленным требованиям, то следует проводить повторные испытания на удвоенном количестве муфт.
Результаты повторных испытаний являются окончательными.
6. МЕТОДЫ контроля
6.1. Размеры (табл. 1) контролируют с применением универсальных средств измерения с погрешностями по ГОСТ 8.051.
6- 2. Крутящие моменты (табл. 1) контролируют статическим закручиванием торсионного вала (замкнутая схема нагружения), индикаторным устройством на электромагнитных порошковых тормозах типа ПТ...М или динамометрами по ГОСТ 13837.
6.3. Частоту вращения {табл. 1) контролируют яри помощи тахометра по ГОСТ 21339 или стробоскопа типа СТ.
Допускается контролировать частоту вращения испытанием конструктивно-технологических аналогов зубчатых муфт меньших типоразмеров.
6.4. Массы муфт (табл. 1) контролируют взвешиванием на весах по ГОСТ 29329.
6.5. Контроль требований пп. 2.2—2.6, 2.9, 2.10, 2.16—2.20 производят во время приемки ОТК по конструкторским документам с применением универсальных средств измерений с погрешностями по ГОСТ 8.051.
6.6. Контроль твердости (пп. 2.7, 2.8) — по ГОСТ 9012 и ГОСТ 9013.
Допускается выборочный контроль одновременно проходящих термообработку деталей, число которых устанавливает предприятие-изготовитель.
6.7. Контроль покрытия (п. 2.11) — по ГОСТ 9-302.
6.8. Контроль требований пп. 2.12, 2.13 — по сертификатам на изделия и материалы, а при их отсутствии — анализами и испытаниями лаборатории предприятия-изготовителя.
6.9. Контроль требований пп. 2.14, 2.15 — с применением универсальных средств измерений с погрешностями по ГОСТ 8-051.
6.10. Контроль требований нп. 2.21, 2.22 — визуальный.
6Л1. Контроль требований л. 2.23 — визуальный, путем сравнения с утвержденным образном.
6.12. Контроль требований п. 2.24 проводят при периодических и типовых испытаниях с применением средств нагружения и измерений, указанных в пп- 6.2,6.3.
6.13. Контроль требований разд. 3 и 4, пп. 7.1—7.4, 7.6 — визуальный.
6.14. Контроль требований п. 8.5 при помощи измерения объема масла с применением универсальных средств измерений с погрешностями по ГОСТ 8.051.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1- На фланце обоймы или ярлыке следует четко нанести:
товарный знак предприятия-изготовителя;
крутящий момент;
год выпуска.
(Измененная редакция, Изм. № 2).
7.2. Маркировка наносится на русском языке, а для муфт, предназначенных для экспорта — согласно заказу-наряду внешнеторговой организации.
7.3. Содержание маркировки на упаковочной таре муфт, предназначенных для экспорта, должно соответствовать ГОСТ 14192 и требованиям заказа-наряда внешнеторговой организации.
7.4. Каждая муфта должна быть законсервирована по группе изделий П—2, варианту защиты ВЗ-1, варианту упаковки ВУ-0 по ГОСТ 9.014.
7.5. Муфты транспортируют в разобранном виде.
Допускается транспортировать муфты в собранном виде с
соединением обойм или фланцевых полумуфт всеми или двумя болтами-
7.6. Разобранные муфты следует упаковывать в ящики типа V по ГОСТ 2991, ГОСТ 24634 или обрешетки по ГОСТ 12082.
Для муфт исполнений Т и ОМ по требованию потребителя следует производить защитную обработку ящиков по ГОСТ 15155.
7.7. При транспортировании в контейнерах с предохранительными щитами допускается укладывать муфты или их детали без: упаковки.
7.8. Допускается по согласованию между потребителем и изготовителем транспортирование муфт в собранном виде без упаковки, при этом изготовитель должен обеспечить защиту поверхностей от коррозии и механических повреждений, а также исключить возможность перемещения зубчатой втулки по отношению к зубчатой обойме.
(Измененная редакция, Изм. № 1).
7.9. Посадочные отверстия втулок и фланцевых полумуфт, не упакованных в тару, следует предохранять от повреждения пробками или-заглушками.
7.10. Требования к технической и сопроводительной документации — по ГОСТ 23170—78-
7.11. Условия транспортирования муфт климатических исполнений У; УХЛ-5; Т; О; ОМ —6 по ГОСТ 15150.
7.12. Условия хранения муфт климатических исполнений У-2, Т и ОМ-3 по ГОСТ 15150.
Допускаются для муфт исполнений Т и ОМ, предназначенных для комплектации машин и оборудования для экспорта, условия хранения 2 по ГОСТ 15150.
8. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1. Перед монтажом муфту необходимо расконсервировать.
Монтаж муфты следует производить с использованием монтажных приспособлений в условиях, когда исключено загрязнение, повреждение деталей муфт. Точность установки соединяемых валов в соответствии с требованиями п. 2.6 настоящего стандарта и
требований конструкторской документации на устанавливаемые: муфты.
(Измененная редакция, Иэм. №1,2).
8.2. При монтаже муфты следует обеспечить свободный доступ для залива масла, возможность сбора сливаемого масла, контроль смазки и затяжки гаек.
8.3. При монтаже втулки с валом сопрягаемые поверхности следует смазывать солидолом по ГОСТ 4366.
(Измененная редакция, Изм. № 1).
8.4. При монтаже контрольные метки на парных втулках и обоймах должны совпадать.
8.5. В муфту следует заливать масло в объеме, указанном в паспорте. Масло должно при работе муфт покрывать полную высоту зубьев.
8.6. Вид масла в зависимости от температурного режима следует выбирать по табл. 4-
Допускается другие виды масла с характеристиками не ниже чем у приведенных в табл. 4.
Примечание. Табл. 2, 3 исключены, Изм. №2.
Т аблиц а 4
Масло | |||
Диапазон температур, °С | основное | заменяющее | Примерные сроки замены масла |
От минус 40 до плюс 20 | ТС-10 по ГОСТ 23652 | — | В новых муфтах первая за |
От плюс 20-до плюс 80 | ИТП-300 ИГП-38 по ГОСТ 26191 | И-50А по ГОСТ 20799 с присадкой ДФ-11 (3-5%) при температуре выше 59 °С допускается применение смазки УНИОЛ-2 ГОСТ 23510 | мена масла производится через 100—150 ч работы; последующие замены масла производятся через 2000—2500 Ч! работы |
От плюс 80 до плюс 120 | ИПп-20 по ГОСТ 26191 | ИТП-300 по ГОСТ 26191 |
(Измененная редакция, Изм. № 1, 2).
9. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1. Изготовитель гарантирует соответствие муфт требованиям настоящего стандарта при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
9.2. Гарантийный срок эксплуатации муфты — один год со дня ввода в эксплуатацию.
9.3. Для муфт, предназначенных длн экспорта, гарантийный срок эксплуатации — один год со дня ввода в эксплуатацию, но не более 24 мес с момента проследования через Государственную границу.
госг ss с. is
ПРИЛОЖЕНИЕ 1 Рекомендуемое
ВЫБОР МУФТ
Муфты выбирают по наибольшему диаметру концов соединяемых валов. Затем проверяют прочность муфты до формуле:
Мкп
где: К\ — коэффициент, учитывающий степень ответственности передачи и принимаемый по табл. 1 настоящего приложения;
К2 — коэффициент, учитывающий условия работы и (принимаемый по табл. 2 настоящего приложения;
Кз — коэффициент углового смещения, принимаемый по табл. 3 настоящего приложения;
А1*р — наибольший крутящий момент, передаваемый муфтой и принимаемый по табл. I н 2 настоящего стандарта, Н-м;
Л1Раб — наибольшей длительно действующий на соединяемых валах крутящий момент, Н*м.
Примечание. Кратковременные наибольшие моменты не должны превышать двухкратной величины AfKP.
Таблица 1
Степень ответственности механизма | Коэффициент ответственности передачи Лл |
Останов машины | 1,0 |
Авария машины | 1.2 |
Авария ряда машин | 1,5 |
Человеческие жертвы | 1,8 |
Таблица 2
Режим работы механизма | Коэффициент условий работы муфты Къ |
Спокойная работа равномерно | |
нагруженных механизмов | 1,0 |
Работа неравномерно нагружен | |
ных механизмов | ],1 1,3 |
Тяжелая работа с ударами не | |
равномерно нагруженных и ревер | |
сивных механизмов | 1,3—1,5 |
Таблица 3
Угол перекоса вала | 0,25° | 0,5° | 1.0° | 1,5° |
Значение К* | 1,0 | 1,25 | 1,50 | 1,75 |
ПРИЛОЖЕНИЕ 2 Рекомендуемое р
Параметры зубчатого соединения
Размеры в мм
Наименование показателя | Значение | |||||||||
Номинальный крутящий момент, Н-м | 1000 | 1600 | 2500 | 4000 | 6300 | 10000 | 16000 | 25000 | 40000 | 63000 |
Модуль | 2,5 3,0 | 4,0 | 6,0 | |||||||
Число зубьев | 30 | 38 | 36 | 40 | 48 | 56 | 48 | 56 | 46 55 | |
Ширина зубчатого венца втулки Ь, не менее | 12 | 15 | 20 | 25 | 30 | 35 | 40 | |||
Радиус смещения исходного контура Ro. не более | 6,56 | |||||||||
Расстояние между серединами зубчатых венцов втулок муфт типов 1,3, не более | 60 | 75 | 85 | 125 | 145 | 180 | 210 | 250 | ||
Коэффициент смещения исходного контура при окружной скорости до 15 м/с (св, 15 м/с)* | обоймы | 0 | ||||||||
втулки | 0,100 (0,070) | 0,086 (0,060) | 0,110 (0,080) | 0,085 (0,065) | 0,060 (0,052) | 0,056 (0,040) | 0,088 (0,058) | 0,044 (0,022) | 0,056 (0,038) | |
Наименьшее отклонение длины общей нормали, при окружной скорости до 15 м/с (св, 15 м/с) ** | 0,111 (0,109) | 0,121 (0,119) | 0,158 (0,131) | 0,158 (0,154) | 0,198 (0J94) | 0,218 (0,194) | ||||
Наибольшее отклонение длины общей нормали при окружной скорости до 15 м/с (св, 15 м/с) | 0,211 (0,189) | 0,221 (0,199) | 0,298 (0,231) | 0,298 (0,274) | 0,338 (0,314) | 0,358 (0,314) | ||||
Допуск на накопленную погрешность шага при окружной скорости до 15 м/с (св. 15 м/с) | 0,090 (0,063) | 0,125 (0,090) | 0,160 (ОД 12) | 0,200 (0,140) |
* Смещение исходного контура втулки со знаком минус,
** Отклонения длины общей нормали для втулок со знаком минус, обоймы - со знаком плюс, (Измененная редакция, Изм, № 2).
14 ГОСТ 3006—S3
ПРИЛОЖЕНИЕ 3 Рекомендуемое
Зависимости радиальных и угловых смещений осей втулок в процессе эксплуатации для муфт типов 1 и 3.
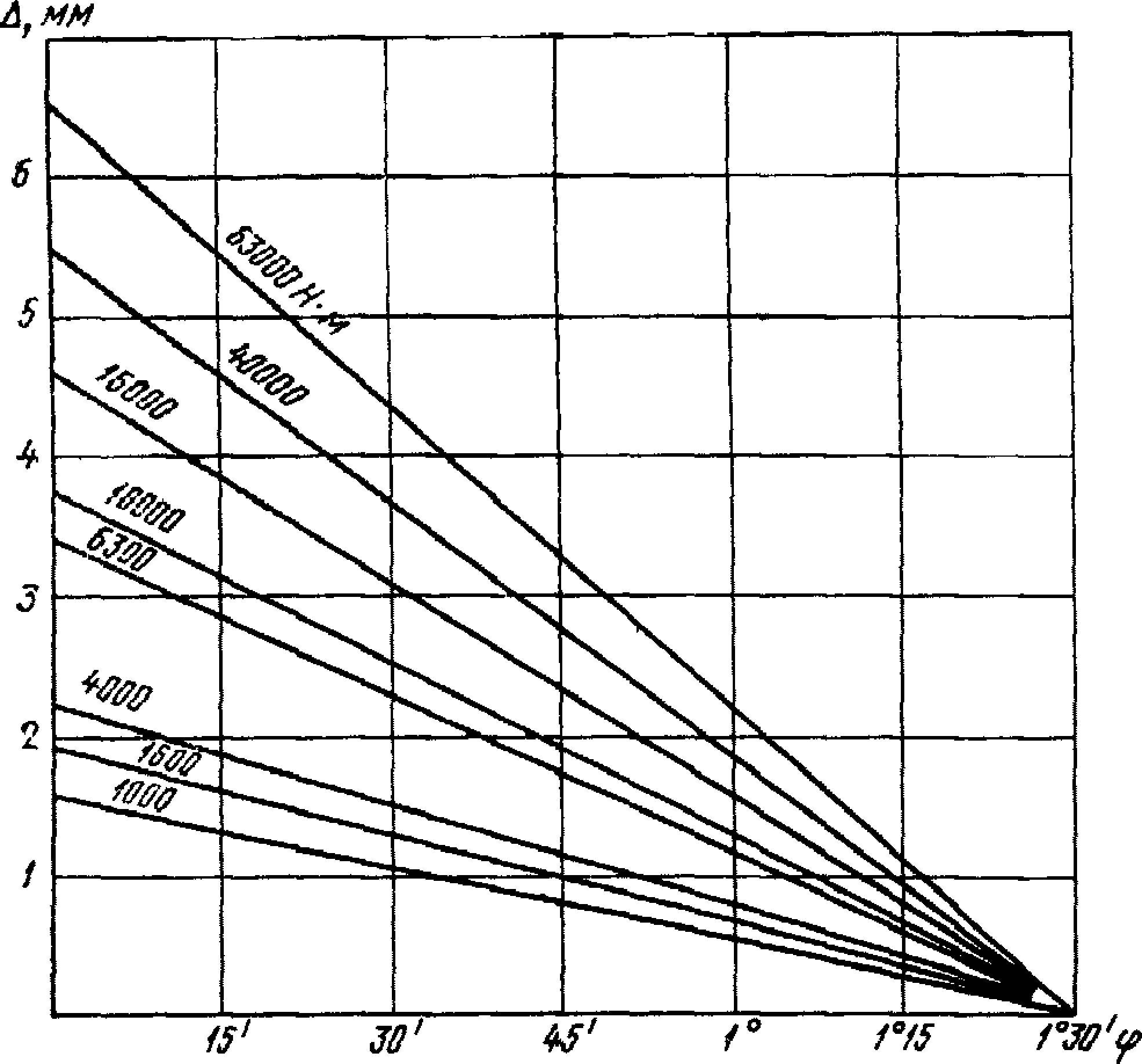
(Измененная редакция, Изм. 2).
ПРИЛОЖЕНИЕ 4
Рекомендуемое
Конструкция и размеры уплотнения
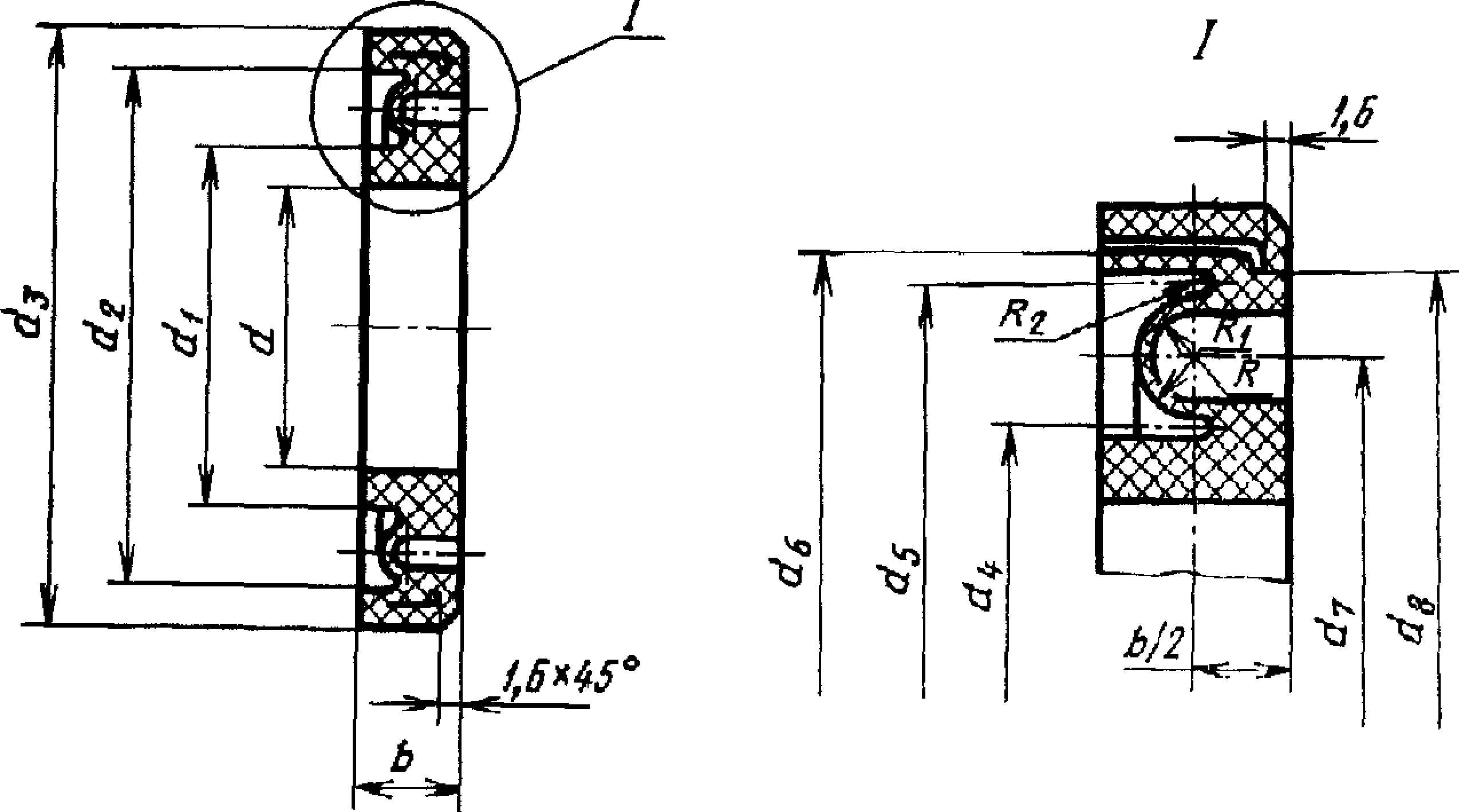
Размеры
Номинальны* Крутящий момент, Н-м* | d | 4 | 4 | 4 | 4 | 4 | |
1000 | 65 | 64 | 80 | QA+06 уи+03 | 65 | 79 | i |
1600 | 75 | 84 | 100 | по|й | 85 | 99 | |
2500 | 80 | 90 | 110 | 92 | 108 | ||
4000 | 90 | 106 | 125 | * ое+06 | 107 | 123 | |
6300 | 110 | 125 | 149 | 160+^ | 127 | 147 | |
10000 | 140 | 151 | 175 | i*JS | 153 | 173 | |
16000 | 170 | 178 | 206 | 215+® | 181 | 203 | |
2500Q | 195 | 207 | 243 | 250+Q4 | 210 | 240 | |
40000 | 225 | 245 | 292 | 310JS | 248 | 288 | |
63000 | 280 | 296 | 344 | звоед | 300 | 340 |
(Измененная редакция, Изм. Л 1).
в Мм
<*« | А | dв | R | R* | ъ | Масс», кг | ||
82 | 72 | 78 | 2 | 3 | 0,5 | 12 ±0,3 | 0,15 | |
0,20 | ||||||||
102 | 92 | 98 | ||||||
112 | 100 | 106 | 1,0 | 0,21 | ||||
127 | 115 | 121 | 0,22 | |||||
162 | 137 | 146 | 3 | 4 | 15±0,4 | 0,31 | ||
177 | 163 | 172 | о,э? | |||||
208 | 192 | 204 | 1,5 | 0,40 | ||||
0,60 | ||||||||
245 | 225 | 239 | 4 | 6 | ||||
294 | 268 | 286 | 6 | 8 | 2,0 | 18±0,6 | 0,65 | |
0,80 | ||||||||
346 | 320 | 340 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
РАЗРАБОТЧИКИ
В. И. Гонюков (руководитель темы); В. Ф. Клименко, О. М. Глущенко.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного Комитета СССР по стандартам от 07.07.83 № 2981
3. Срок проверки — 1994 г., периодичность проверки 5 лет.
4. Стандарт полностью соответствует СТ СЭВ 5200—85.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 8.051-81 | ЙЛ, 6.5, 6.9, 6.14 |
ГОСТ 9.014—78 | 7.4 |
ГОСТ 9.032-74 | 223 |
ГОСТ 9.И04—79 | 2.23 |
ГОСТ 9.302-88 | 6.7 |
ГОСТ 9.303—84 | 2.11 |
ГОСТ 9.306-85 | 2.11 |
ГОСТ 12.2.003-91 | 3.1 |
ГОСТ 12.3.002—75 | 3.1 |
ГОСТ 977—88 | 2.7, 2.15 |
ГОСТ 1050—88 | 2.7 |
ГОСТ 1643—81 | 2.2 |
ГОСТ 1759.0-87 | 2.10 |
ГОСТ 2789—73 | 2.9 |
ГОСТ 2991-85 | 7-6 |
ГОСТ 4366—76 | 8.3 |
ГОСТ 4543-71 | 2.7 |
ГОСТ 7062—90 | 2.14 |
ГОСТ 7505-89 | 2.14 |
ГОСТ 7829—70 | 2,14 |
ГОСТ 7817—80 | 2.10 |
ГОСТ 8479—70 | 2.34 |
ГОСТ 8752-79 | 2.21 |
ГОСТ 8908—81 | 2.19 |
ГОСТ 9012—59 | 6.6 |
ГОСТ 9013—59 | 6.6 |
ГОСТ 9833-73 | 2.21 |
ГОСТ 10748-79 | 2.17 |
ГОСТ 12080-66 | 1.2, L4 |
Продолжение
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 12081—72 ГОСТ 12082—82 ГОСТ 13755—81 ГОСТ 13837—79 ГОСТ 14192—77 ГОСТ 15150-69 ГОСТ 15152—69 ГОСТ 15155—89 ГОСТ 20799—88 ГОСТ 21339—82 ГОСТ 23170—78 ГОСТ 23360—78 ГОСТ 23510—79 ГОСТ 23652—79 ГОСТ 24634—81 ГОСТ 25347—82 ГОСТ 25670—83 ГОСТ 26191—84 ГОСТ 26645—85 ГОСТ 29329—92 | 1,2, 1.4 7.6 2.2 6.2 7.3 Вводная часть, 1.7, 7.11, 7.12 2.12 7.6 8.6 6.3 7.10 2,17 8.6 8,6 7.6 2.20 2.19 8.6 2.15 6.4 |
6. Переиздание октябрь 1993 г. с изменениями № 1, 2, утвержденными в июле 1986 г., в ноябре 1990 г. (ИУС 10—86, 1—91)
Редактор А Л. Владимиров Технический редактор О. Я. Никитина Корректор Т. А. Васильева
Сдано в яаб. ЮЛ 1.98. Подп. в печ. 16.12.93. Уел. п. л. 1,40. Уел. кр.-отт. 1,40. Уч.-нзд. л. 1,12.
Тир. 702 экз. С 88$.
Ордена «Знак ПОчета* Издательство стандартов, 107076, Москва, Колодезный пер., 14. Калужская типография стандартов, ул. Московская, *56, Зак. 2456
{kind=link}