ГОСТ Р ИСО 6157-2-2009
Группа Г33
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Изделия крепежные
ДЕФЕКТЫ ПОВЕРХНОСТИ
Часть 2
ГАЙКИ
Fasteners. Surface discontinuities. Part 2. Nuts
ОКС 21.060.20
ОКП 16 8000
Дата введения 2011-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 декабря 2009 г. N 698-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 6157-2:1995 "Изделия крепежные. Дефекты поверхности. Часть 2. Гайки" (ISO 6157-2:1995 "Fasteners - Surface discontinuities - Part 2: Nuts")
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает допустимые предельные значения для различных типов дефектов поверхности гаек:
- с номинальным диаметром резьбы от 5 до 39 мм включительно;
- классов точности A и B;
- классов прочности по ИСО 898-2 и ИСО 898-6, если иначе не определено в стандартах на продукцию или соглашением между изготовителем и заказчиком.
2 Нормативные ссылки
Нижеприведенные международные стандарты содержат положения, которые посредством ссылок в данном тексте составляют положения настоящего стандарта. Для нормативных документов с указанием даты публикации, на которые имеются ссылки, не распространяется действие последующих изменений или пересмотров этих стандартов. Все стандарты подлежат пересмотру, и сторонам - участницам соглашений на основе этого стандарта рекомендуется выяснять возможность применения самых последних изданий указанных ниже нормативных документов. Для нормативных документов без указания даты публикации, на которые имеются ссылки, распространяется действие самых последних изданий этих стандартов.
ИСО 468:1982 Шероховатость поверхности. Параметры, их значения и общие правила установления технических требований (ISO 468:1982, Surface roughness - Parameters, their values and general rules for specifying requirements)
ИСО 898-2:1992 Изделия крепежные. Механические свойства. Часть 2. Гайки с установленными значениями пробной нагрузки. Крупная резьба (ISO 898-2:1992, Mechanical properties of fasteners - Part 2: Nuts with specified proof load values - Coarse thread)
ИСО 898-6:1994 Изделия крепежные. Механические свойства. Часть 6. Гайки с установленными значениями пробной нагрузки. Резьба с мелким шагом (ISO 898-6:1994, Mechanical properties of fasteners - Part 6: Nuts with specified proof load values - Fine pith thread)
ИСО 2320:2008 Гайки стальные самостопорящиеся. Механические и эксплуатационные свойства (ISO 2320:2008, Prevailing torque type steel nuts - Mechanical and performance properties)
ИСО 3269:2000 Изделия крепежные. Приемочный контроль (ISO 3269:1988, Fasteners - Acceptance inspection)
ИСО 10484:1997 Испытание гаек методом расширения (ISO 10484:1997, Widening test on nuts)
ИСО 10485:1991 Испытание гаек пробной нагрузкой на конической шайбе (ISO 10485:1991, Cone proof load test on nuts)
3 Типы, причины образования, внешний вид дефектов поверхности и допустимые предельные значения
Для изделий, в которых обнаружены допустимые дефекты поверхности, приведенные в данном разделе, должны выполняться требования к минимальным значениям механических и функциональных свойств, указанных в ИСО 898-2, ИСО 898-6 и ИСО 2320. Кроме того, должны быть выполнены требования к размерам соответствующих стандартов на продукцию.
Примечания
1 Рисунки в данном разделе представлены как примеры; соответственно они также относятся и к другим типам гаек.
2 На некоторых рисунках дефекты поверхности преувеличены для более наглядного их иллюстрирования.
3.1 Трещины
Трещина - это чистый (кристаллический) разрыв, проходящий вдоль или поперек границ зерен, и может быть следствием включения инородных элементов.
Трещины обычно являются результатом перенапряжения металла во время штамповки или других формообразующих операций, или во время термообработки. В том случае, когда детали подвергают значительному нагреву, трещины обычно обесцвечиваются окалиной.
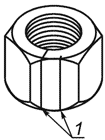
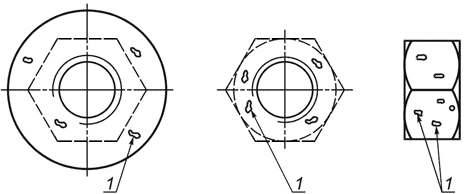
3.1.1 Трещины напряжения
Причина образования | Трещины напряжения могут появиться в процессе термической обработки вследствие высоких термических напряжений и напряжений преобразования структуры. Трещины напряжения обычно располагаются неравномерно и произвольно на поверхности гайки. |
Внешний вид |
|
Допустимое предельное значение | Трещины напряжения любой глубины, любой длины или в любом местоположении не допускаются. |
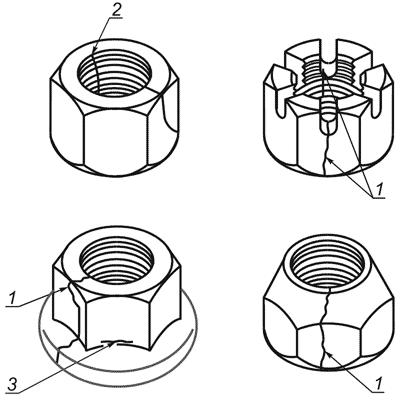
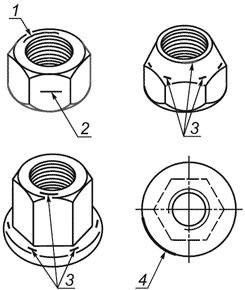
3.1.2 Штамповочные трещины и трещины от неметаллических включений
Причина образования | Штамповочные трещины могут возникать при отрезке заготовки или при штамповке и располагаются только на торцевых и опорных поверхностях гаек или в местах перехода этих поверхностей к фаске. Трещины от неметаллических включений возникают при наличии таких включений в исходном материале. |
Внешний вид |
|
Допустимое предельное значение | Трещины, расположенные на торцевых и опорных поверхностях, допускаются, если: - на поверхности будет не более чем две штамповочные трещины, которые распространяются на всю ее ширину и ни одна из которых не будет глубиной более 0,05 - трещина в резьбовом отверстии не распространяется за пределы одного полного витка резьбы; - трещина на одном полном витке резьбы не превышает глубину 0,5 где
где Для гаек с фланцем трещины на поверхности между где
|
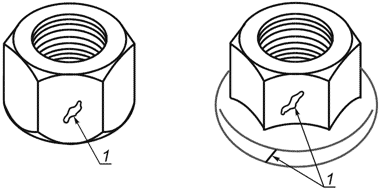
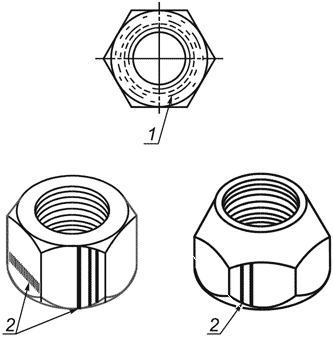
3.1.3 Трещины в стопорящем элементе самостопорящихся цельнометаллических гаек
Причина образования | Трещины в стопорящем элементе самостопорящихся цельнометаллических гаек могут возникать при заготовке, отрезке, штамповке или в процессе контролируемой деформации, на внешней или внутренней поверхности. |
Внешний вид |
|
Допустимое предельное значение | Трещины в стопорящем элементе, образующиеся при штамповке, допускаются, если обеспечено выполнение всех механических и функциональных требований и если: - на наружной поверхности стопорящего элемента будет не более чем две трещины, которые распространяются на всю ее ширину и ни одна из которых не будет глубиной более 0,05 - трещина в резьбовом отверстии не распространяется за пределы одного полного витка резьбы; - трещина на одном полном витке резьбы не превышает глубину 0,5 где
Трещины в стопорящем элементе, образующиеся в процессе контролируемой деформации, не допускаются. |
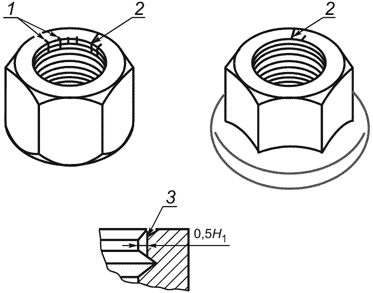
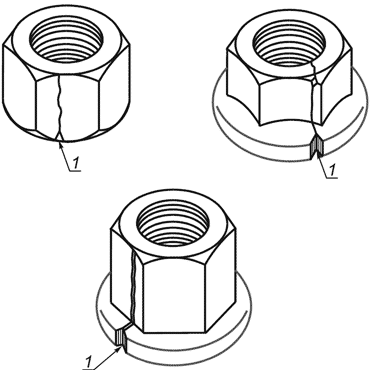
3.1.4 Трещины в замке шайбы гаек с невыпадающими шайбами
Трещина в замке шайбы - это разрыв в металлическом выступе или ступице, используемых для закрепления шайбы на гайке.
Причина образования | Трещины в замке шайбы могут возникать при развальцовке выступа или ступицы во время сборки гайки с шайбой. |
Внешний вид |
|
Допустимое предельное значение | Трещины в замке шайбы допускаются, если они не распространяются дальше развальцованного контура выступа или ступицы при условии, что шайба надежно закреплена и свободно вращается. |
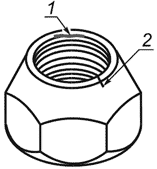
3.2 Трещины сдвига
Трещины сдвига - это открытые разрывы в поверхности металла.
Причина образования | Трещины сдвига могут возникнуть, например, во время штамповки на наружных поверхностях гаек и на боковой поверхности фланца. Трещины сдвига располагаются в плоскости приблизительно под углом 45° к оси гайки. |
Внешний вид |
|
Допустимое предельное значение | Трещины сдвига на гранях шестигранных гаек не должны распространяться на опорную поверхность гаек или на верхнюю поверхность фланца гаек с фланцем. Трещины сдвига на ребрах шестигранника не должны уменьшать диаметр описанной окружности и размер под ключ ниже установленного минимального значения. Трещины сдвига на боковой поверхности фланца гаек с фланцем допускаются, если они не распространяются за минимальный наружный диаметр опорной поверхности |
3.3 Рванины
Рванины представляют собой открытые разрывы в поверхности металла.
Причина образования | Рванины могут возникать, например, во время штамповки на наружных поверхностях гаек и на боковой поверхности фланца вследствие дефектов поверхности исходного материала. |
Внешний вид |
|
Допустимое предельное значение | Если рванина образуется от волосовины, имевшейся в исходном материале, то на торцевую поверхность может распространяться только волосовина (см. 3.4), но не рванина. Рванины на ребрах шестигранника не должны уменьшать диаметр описанной окружности и размер под ключ ниже установленного минимального значения. Рванины или трещины сдвига, расположенные на пересечении торцевой или опорной поверхности с боковой гранью, не должны иметь ширину более (0,25+0,02 Рванины и трещины сдвига на боковой поверхности фланца гаек с фланцем допускаются, если они не распространяются за минимальный наружный диаметр опорной поверхности |
3.4 Волосовина
Волосовина представляет собой продольный поверхностный дефект в виде незакатанной открытой складки в материале.
Причина образования | Волосовины, как правило, присущи исходному материалу, из которого изготовлены крепежные изделия. |
Внешний вид |
|
Допустимое предельное значение | Волосовины допускаются, если их глубина не превышает 0,05 |
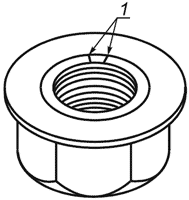
3.5 Складки
Складка представляет собой придавленные выступы металла, которые возникают на поверхности гайки в процессе штамповки.
Причина образования | Складки могут образовываться вследствие смещения материала в процессе штамповки гаек на или около линии перехода к опорной и боковой поверхностям или на торцевой, или опорной поверхности гаек. |
Внешний вид |
|
Допустимое предельное значение | Складки допускаются, но складки, расположенные на пересечении боковой поверхности фланца и опорной поверхности гаек с фланцем, не должны распространяться внутрь опорной поверхности. |
3.6 Рябизна
Рябизна представляет собой мелкие углубления или выемки на поверхности гайки, появившиеся в результате незаполнения металлом в процессе штамповки или высадки.
Причина образования | Рябизна возникает от следов и отпечатков стружки (срезанных заусенцев) или в результате образования ржавчины на исходном материале. Подобные дефекты не устраняются при штамповке или высадке. |
Внешний вид |
|
Допустимое предельное значение | Глубина рябизны Площадь всей рябизны: общая площадь поверхности всей рябизны на опорной поверхности не должна превышать: 5% опорной поверхности для гаек с номинальным диаметром резьбы 10% опорной поверхности для гаек с номинальным диаметром резьбы |
3.7 Следы от инструмента
Следы от инструмента представляют собой продольные или кольцевые риски небольшой глубины.
Причина образования | Следы от инструмента возникают в результате относительного движения обрабатываемой заготовки и рабочего инструмента. |
Внешний вид | Следы от инструмента, имеющие продолговатую или кольцевую форму.
|
Допустимое предельное значение | Глубина следов от инструмента на опорной поверхности не должна превышать параметр шероховатость поверхности |
3.8 Повреждения
Повреждение - это углубления на любой поверхности гайки.
Причина образования | Повреждения, например заусенцы, вмятины, забоины и зарубки, образуются в результате внешнего воздействия при погрузке и транспортировании. |
Внешний вид | Невозможно установить определенную геометрическую форму, расположение и направление; они идентифицируются как результат внешнего воздействия. |
Допустимое предельное значение | Вышеуказанные дефекты не должны служить причиной браковки, за исключением тех случаев, когда они могут отрицательно сказаться на функции и применяемости крепежной детали (см. также требования, приведенные в разделе 3). В случае необходимости, могут быть использованы специальные методы упаковки и погрузки, для того чтобы избежать недопустимых повреждений при транспортировании. |
4 Методы контроля и оценка
Выборку для контроля выполняют в соответствии с ИСО 3269, используя следующие процедуры.
4.1 Обычный приемочный контроль
Для проведения обычного приемочного контроля могут быть использованы визуальные методы контроля для определения соответствия изделий требованиям настоящего стандарта.
4.2 Неразрушающие испытания
Репрезентативная выборка образцов должна быть отобрана из партии в соответствии с ИСО 3269, и каждый образец должен быть подвергнут визуальному контролю при десятикратном увеличении или другим методам контроля, например с помощью магнитных методов или вихревых токов. Если недопустимый дефект поверхности не будет обнаружен, то партия должна быть принята. Если заказчик требует 100%-ного контроля, то это должно быть согласовано при оформлении заказа.
4.3 Разрушающие испытания
Если после удаления поверхностного покрытия обнаружены дефекты поверхности, которые вероятно могут превышать допустимые предельные значения, изделия с наиболее выраженным дефектом поверхности должны быть отобраны для разрушающих испытаний (ИСО 10484 и ИСО 10485).
4.4 Арбитражные испытания
При арбитражных испытаниях гайки подвергают испытаниям методом расширения в соответствии с ИСО 10484. Испытание пробной нагрузкой с применением конической шайбы в соответствии с ИСО 10485 может быть применено в дополнение к испытаниям методом расширения по соглашению между изготовителем и заказчиком.
4.5 Оценка
Если при визуальном контроле выявлено изделие с трещинами напряжения или трещинами от процессов контролируемой деформации в стопорящем элементе или дефекты поверхности, которые превышают допустимые предельные значения, то партия должна быть забракована.
Если какое-либо изделие не пройдет соответствующие разрушающие испытания, установленные в 4.3 и 4.4, то партия должна быть забракована.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации и действующим в этом качестве межгосударственным стандартам
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 468:1982 | NEQ | ГОСТ 2789-73 "Шероховатость поверхности. Параметры и характеристики" |
ИСО 898-2:1992 | MOD | ГОСТ Р 52628-2006 (ИСО 898-2:1992) "Гайки. Механические свойства и методы испытаний" |
ИСО 898-6:1994 | MOD | ГОСТ Р 52628-2006 (ИСО 898-6:1994) "Гайки. Механические свойства и методы испытаний" |
ИСО 2320:2008 | IDT | ГОСТ Р ИСО 2320-2009 "Гайки стальные самостопорящиеся. Механические и эксплуатационные свойства" |
ИСО 3269:1988 | IDT | ГОСТ Р ИСО 3269-2009 "Изделия крепежные. Приемочный контроль" |
ИСО 10484:1997 | - | * |
ИСО 10485:1991 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | ||
Электронный текст документа
и сверен по:
, 2010

{kind=link}