ГОСТ ISO 898-5-2014
Группа Г39
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МЕХАНИЧЕСКИЕ СВОЙСТВА КРЕПЕЖНЫХ ИЗДЕЛИЙ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
Часть 5
Установочные винты и аналогичные резьбовые крепежные изделия установленных классов твердости с крупным и мелким шагом резьбы
Mechanical properties of fasteners made of carbon steel and alloy steel Part 5. Set screws and similar threaded fasteners with specified hardness classes, with coarse thread and fine pitch thread
МКС 21.060.10
ОКП 160000
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) и Обществом с ограниченной ответственностью "РМ-Центр" (ООО "РМ-Центр") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 5 декабря 2014 года N 46)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 августа 2015 года N 1041-ст межгосударственный стандарт ГОСТ ISO 898-5-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 года.
5 Настоящий стандарт идентичен международному стандарту ISO 898-5:2012* Mechanical properties of fasteners made of carbon steel and alloy steel - Part 5: Set screws and similar threaded fasteners with specified hardness classes - Coarse thread and fine pitch thread (Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 5. Установочные винты и аналогичные резьбовые крепежные изделия установленных классов твердости. Крупная резьба и резьба с мелким шагом).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом ISO/TC 2/SC 11 "Крепежные изделия с метрической наружной резьбой" технического комитета по стандартизации ISO/TC 2 "Крепежные изделия" Международной организации по стандартизации (ISO).
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном агентстве по техническому регулированию и метрологии.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает механические и физические свойства для установочных винтов и аналогичных резьбовых крепежных изделий, изготовленных из углеродистых и легированных сталей, для условий испытаний при температуре окружающей среды от 10°С до 35°С. Крепежные изделия (термин используется, если установочные винты и аналогичные резьбовые крепежные изделия подразумеваются все вместе), которые соответствуют требованиям настоящего стандарта, оцениваются при температуре окружающей среды в этом диапазоне.
Крепежные изделия в соответствии с настоящим стандартом классифицируются по установленным классам твердости и предназначены для использования только при сжатии.
Примечание - Крепежные изделия, соответствующие требованиям настоящего стандарта, применяют в диапазоне температур от минус 50°С до плюс 150°С. При определении возможных вариантов применения за пределами диапазона от минус 50°С до плюс 150°С и до максимальной температуры плюс 300°С пользователям обязательно следует консультироваться с металловедами.
Стандарт распространяется на установочные винты и аналогичные резьбовые крепежные изделия:
- из углеродистых или легированных сталей;
- с треугольной метрической резьбой в соответствии с ISO 68-1;
- с крупным шагом резьбы от М1,6 до М30 и с мелким шагом резьбы от М8х1 до М30х2;
- с сочетаниями диаметр/шаг в соответствии с ISO 261 и ISO 262;
- с допусками резьбы в соответствии с ISO 965-1 и ISO 965-2.
Стандарт не устанавливает требования к следующим свойствам:
- предел прочности на растяжение;
- предел прочности на срез;
- свариваемость;
- коррозионная стойкость или
- способность противостоять температуре свыше плюс 150°С или ниже минус 50°С.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для датированных ссылок применяют только указанное издание ссылочного документа.
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 225:2010 Fasteners - Bolts, screws, studs and nuts - Symbols and descriptions of dimensions (Изделия крепежные. Болты, винты, шпильки и гайки. Символы и обозначения размеров)
ISO 965-1:2013 ISO general-purpose metric screw threads - Tolerances - Part 1: Principles and basic data (Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные данные)
ISO 965-3:1998 ISO general purpose metric screw threads - Tolerances - Part 3: Deviations for constructional screw threads (Резьбы ИСО метрические общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб)
ISO 6157-1:1988 Fasteners - Surface discontinuities - Part 1: Bolts, screws and studs for general requirements (Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения)
ISO 6506-1:2005 Metallic materials - Brinell hardness test - Part 1: Test method (Материалы металлические - Определение твердости по Бринеллю - Часть 1: Метод испытания)
ISO 6507-1:2005 Metallic materials - Vickers hardness test - Part 1: Test method (Материалы металлические - Определение твердости по Виккерсу - Часть 1: Метод испытания)
ISO 6508-1:2005 Metallic materials - Rockwell hardness test - Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, Т (Материалы металлические - Определение твердости по Роквеллу - Часть 1: Метод испытания (шкалы А, В, С, D, E, F, G, H, K, N, Т))
ISO 16426:2002 Fasteners - Quality assurance system (Изделия крепежные. Система обеспечения качества)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 твердость основного металла (base metal hardness): Твердость ближайшего к поверхности участка (при перемещении точки измерения от оси к наружному диаметру), измеренная непосредственно перед началом увеличения или уменьшения твердости, указывающего на науглероживание или обезуглероживание соответственно.
3.2 науглероживание (carburization): Результат увеличения содержания углерода на поверхности по сравнению с содержанием углерода в основном металле.
3.3 обезуглероживание (decarburization): Уменьшение содержания углерода на поверхности стального крепежного изделия.
3.4 частичное обезуглероживание (partial decarburization): Обезуглероживание с достаточным уменьшением содержания углерода, чтобы вызвать посветление отпущенного мартенсита и существенное уменьшение твердости по сравнению с твердостью основного металла, но без обнаружения зерен феррита при металлографических исследованиях.
3.5 ферритное обезуглероживание (ferritic decarburization): Обезуглероживание с достаточным уменьшением содержания углерода, чтобы вызвать посветление отпущенного мартенсита и существенное уменьшение твердости по сравнению с твердостью основного металла, с присутствием зерен феррита или границ структурной сетки при металлографических исследованиях.
3.6 полное обезуглероживание (complete decarburization): Обезуглероживание с уменьшением содержания углерода, достаточным для обнаружения (только) четко выраженных зерен феррита при металлографических исследованиях.
3.7 характеристика твердости (performance hardness): Твердость, определенная на торцевой поверхности винта в точке расположенной как можно ближе к центру конца винта.
4 Обозначения и сокращения
При использовании настоящего стандарта следует применять обозначения и сокращения по ISO 225 и ISO 965-1, а также перечисленные ниже:
Единица измерения | |||
D | - | диаметр наконечника для определения твердости по Бринеллю; | мм |
d | - | номинальный диаметр резьбы; | мм |
Е | - | высота необезуглероженной зоны резьбы; | мм |
е | - | диаметр описанной окружности; | мм |
F | - | испытательная нагрузка для определения твердости по Бринеллю; | Н |
G | - | глубина полного обезуглероживания в резьбе; | мм |
Н | - | высота исходного треугольника резьбы; | мм |
H | - | высота наружной резьбы полного профиля; | мм |
Р | - | шаг резьбы; | мм |
s | - | размер под ключ; | мм |
t | - | глубина внутреннего привода; | мм |
min | - | индекс символа для обозначения минимальной величины. | - |
5 Система обозначений
Обозначения классов твердости установлены в таблице 1.
Числовая часть обозначения составляет 1/10 от значения минимальной твердости по Виккерсу.
Буква Н обозначает твердость.
Таблица 1 - Обозначение классов твердости относительно к твердости по Виккерсу
Обозначение класса твердости | 14Н | 22Н | 33Н | 45Н |
Твердость по Виккерсу HV мин. | 140 | 220 | 330 | 450 |
Система обозначений может быть использована для размеров, выходящих за пределы, установленные в данном разделе (например, d>30 мм), при условии выполнения всех механических и физических требований таблиц 2 и 3.
6 Материалы
В таблице 2 приведен химический состав сталей для крепежных изделий различных классов твердости. Химический состав сталей должен удовлетворять условиям соответствующих стандартов.
Примечание - Должны быть приняты во внимание национальные нормативные документы по ограничению или запрещению определенных химических элементов; они должны быть приняты в заинтересованных странах и регионах.
Таблица 2 - Технические требования для стали
Класс твердости | Материал | Термическая обработка | Ограничения на химический состав (анализ | |||
С | P, | S, | ||||
не более | не менее | не более | не более | |||
14Н | Сталь углеродистая | - | 0,50 | - | 0,11 | 0,15 |
22Н | Сталь углеродистая | Закалка и отпуск | 0,50 | 0,19 | 0,05 | 0,05 |
33Н | Сталь углеродистая | Закалка и отпуск | 0,50 | 0,19 | 0,05 | 0,05 |
45Н | Сталь углеродистая | Закалка и отпуск | 0,50 | 0,45 | 0,05 | 0,05 |
Сталь углеродистая с добавками | Закалка и отпуск | 0,50 | 0,28 | 0,05 | 0,05 | |
Сталь легированная | Закалка и отпуск | 0,50 | 0,30 | 0,05 | 0,05 | |
| ||||||
7 Механические и физические свойства
Крепежные изделия установленных классов твердости при температуре окружающей среды должны иметь механические и физические свойства согласно таблицам 3-5, независимо от вида испытаний - проводимых в процессе производственного или окончательного контроля.
Таблица 3 - Механические и физические свойства
N | Механическое и физическое свойство | Класс твердости | ||||||
14Н | 22Н | 33Н | 45Н | |||||
1 | Исполнение твердости (см. 9.1.2) | |||||||
1.1 | Твердость по Виккерсу HV 10 | не менее | 140 | 220 | 330 | 450 | ||
не более | 290 | 300 | 440 | 560 | ||||
1.2 | Твердость по Бринеллю HBW, F= 30 D | не менее | 133 | 209 | 314 | 428 | ||
не более | 276 | 285 | 418 | 532 | ||||
1.3 | Твердость по Роквеллу | HRB | не менее | 75 | 95 | - | - | |
не более | 105 | - | - | |||||
HRC | не менее | - | 33 | 45 | ||||
не более | - | 30 | 44 | 53 | ||||
2 | Сопротивление крутящему моменту | - | - | - | См. таблицу 5 | |||
3 | Высота необезуглероженной зоны резьбы E, мм | - | 1/2H | 2/3H | 3/4H | |||
4 | Глубина полного обезуглероживания в резьбе G, мм | - | 0,015 | 0,015 | ||||
5 | Твердость поверхности HV 0,3 (см. 9.1.3) | не более | - | 320 | 450 | 580 | ||
6 | Отсутствие науглероженности HV 0,3 | не более | ||||||
7 | Дефекты поверхности в соответствии с | ISO 6157-1 | ||||||
| ||||||||
8 Применимость методов испытаний
8.1 Производственный контроль
Крепежные изделия, изготовленные в соответствии с настоящим стандартом, должны удовлетворять всем требованиям, указанным в таблицах 3-5.
Настоящий стандарт не дает указаний, какие из испытаний изготовитель должен провести на каждой производственной партии. Ответственностью изготовителя является выбор подходящих методов, таких как производственный контроль или приемочный контроль, чтобы гарантировать соответствие производственной партии всем предъявляемым требованиям.
В спорных случаях применяют методы испытаний установленные в разделе 9.
8.2 Контроль со стороны поставщика
Поставщик испытывает крепежные изделия, используя по своему выбору подходящие методы испытаний (периодическая оценка производителя, проверка/верификация результатов испытаний производителя, испытания крепежных изделий и т.д.), которые соответствуют механическим и физическим свойствам, установленным в таблицах 3, 4 и 5.
В спорных случаях применяют методы испытаний установленные в разделе 9.
8.3 Контроль со стороны заказчика
Заказчик может испытывать поставленные крепежные изделия методами испытаний, представленными в разделе 9.
В спорных случаях применяют методы испытаний установленные в разделе 9, если иное не согласовано во время заказа.
9 Методы испытаний
9.1 Испытание на твердость
9.1.1 Общие понятия
Назначение испытания на твердость это:
a) определение характеристик твердости (см. таблицу 3, как предусмотрено в 1.1-1.3) используя метод испытания, представленный в 9.1.2;
b) определение твердости поверхности (см. таблицу 3, N 5), используя метод испытания представленный в 9.1.3.
9.1.2 Характеристики твердости
9.1.2.1 Применимость
Это испытание применяют для крепежных изделий всех размеров классов твердости от 14Н до 45Н.
9.1.2.2 Методы испытаний
Твердость может быть определена испытаниями на твердость по Виккерсу, Бринеллю или Роквеллу.
а) испытание на твердость по Виккерсу
Испытание на твердость по Виккерсу проводят по ISO 6507-1.
b) Испытание на твердость по Бринеллю
Испытание на твердость по Бринеллю проводят по ISO 6506-1.
c) Испытание на твердость по Роквеллу
Испытание на твердость по Роквеллу проводят по ISO 6508-1.
9.1.2.3 Процедура испытания
Измерения твердости следует проводить на торцевой поверхности винта в точке, расположенной как можно ближе к центру.
Если конец винта острый и обеспечивается воспроизводимость показаний, то для испытаний на твердость используются крепежные изделия без доработки.
Если на конце крепежного изделия плоская поверхность, то она должна быть подготовлена минимальной шлифовкой или полировкой, не влияющей на первоначальные свойства поверхности основного металла, чтобы обеспечивалась воспроизводимость показаний.
Испытание на твердость проводят при нагрузке, установленной в таблице 3.
В спорных случаях, испытание на твердость по Виккерсу является решающим.
9.1.2.4 Требования
Твердость должна быть в пределах диапазонов твердости, указанных в таблице 3.
Если максимальная твердость, указанная в таблице 3, превышена, то новое испытание следует проводить на поперечном сечении, расположенном на расстоянии 0,5 d от конца, в точке, расположенной между осью и половиной радиуса (см. рисунок 1). Твердость должна быть в пределах диапазонов твердости, указанных в таблице 3.
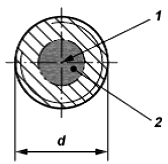
1 - ось крепежного изделия; 2 - область половины радиуса сечения (радиус 0,25d)
Рисунок 1 - Область половины радиуса сечения для определения твердости
9.1.3 Твердость поверхности
9.1.3.1 Применимость
Данный метод применяют для крепежных изделий с классом твердости от 22Н до 45Н.
9.1.3.2 Процедура испытания
Соответствующая плоская поверхность на конце крепежного изделия должна быть подготовлена легкой (минимальной) шлифовкой или полировкой, чтобы обеспечивалась воспроизводимость показаний и сохранялись первоначальные свойства поверхностного слоя материала.
Твердость поверхности определяется на подготовленной поверхности. Нагрузка при испытании должна быть 2,942 Н (испытание твердости по Виккерсу HV 0,3).
9.1.3.3 Требования
Полученное значение твердости поверхности не должно превышать максимальное значение, установленное в таблице 3.
9.2 Испытание на обезуглероживание
9.2.1 Общие положения
Назначение испытания на обезуглероживание состоит в выявлении наличия обезуглероживания на поверхности закаленных и отпущенных крепежных изделий, а также установления глубины полностью обезуглероженной зоны (см. рисунок 2).
Примечание - Снижение содержания углерода (обезуглероживание), превышающее пределы, указанные в таблице 3, может уменьшить прочность резьбы и стать причиной разрушения.
Обезуглероживание может быть определено следующими двумя методами:
- металлографическим методом;
- методом измерения твердости.
Металлографический метод используют для определения глубины полностью обезуглероженной зоны G и наличия ферритного обезуглероживания, если такое имеется, а также высоты основного металла (необезуглероженной зоны резьбы) Е (см. рисунок 2).
Метод измерения твердости используют для определения выполнения требования для минимальной высоты основного металла E и обнаружения обезуглероживания путем измерения микротвердости (см. рисунок 2).
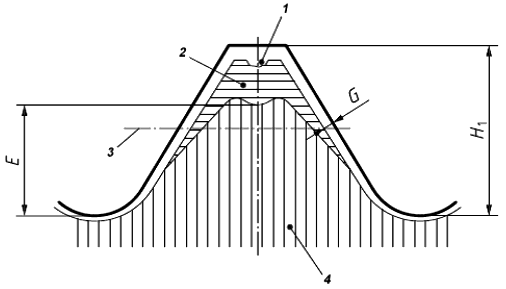
1 - зона полного обезуглероживания; 2 - зона частичного обезуглероживания или ферритного обезуглероживания; 3 - линия среднего диаметра резьбы; 4 - зона основного металла; E - высота необезуглероженной зоны резьбы; G - глубина полного обезуглероживания в резьбе; H - высота наружной резьбы полного профиля
Рисунок 2 - Зоны обезуглероживания
9.2.2 Металлографический метод
9.2.2.1 Применимость
Этот метод применяют для всех крепежных изделий, имеющих класс твердости от 22Н до 45Н.
9.2.2.2 Подготовка испытательного образца
Испытательные образцы должны быть изготовлены из крепежных изделий, прошедших термическую обработку, и после удаления покрытия, если оно было.
Испытательные образцы должны быть вырезаны в продольном направлении по оси резьбы приблизительно на расстоянии половины от значения номинального диаметра (0,5d) от конца резьбы. Испытательные образцы должны быть залиты пластмассой или установлены в зажимном приспособлении. После установки поверхность должна быть отшлифована и отполирована в соответствии с требованиями металлографических исследований.
Примечание - Для выявления изменений в микроструктуре, вследствие обезуглероживания обычно применяют травление в 3%-ном растворе ниталя (концентрированная азотная кислота в этаноле).
9.2.2.3 Процедура испытания
Испытательный образец должен быть помещен под микроскоп. Если иное не оговорено, для исследования микроструктуры используют стократное увеличение.
Если используемый тип микроскопа имеет экран с матовым стеклом, то глубину обезуглероживания можно измерять непосредственно по шкале. Если для измерения используют окуляр, то он должен быть соответствующего типа, снабженный визиром или шкалой.
9.2.2.4 Требования
Максимальная глубина полного обезуглероживания G (если она есть) должна удовлетворять требованиям, указанным в таблице 3. Высота необезуглероженной зоны резьбы E должна удовлетворять требованиям, указанным в таблице 4.
Таблица 4 - Значения для H и E
В миллиметрах | ||||||||||||||
Шаг резьбы Р, мм | 0,5 | 0,6 | 0,7 | 0,8 | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | ||
H | 0,307 | 0,368 | 0,429 | 0,491 | 0,631 | 0,767 | 0,920 | 1,074 | 1,227 | 1,534 | 1,840 | 2,147 | ||
Класс твер- | 22Н | E | 0,154 | 0,184 | 0,215 | 0,245 | 0,307 | 0,384 | 0,460 | 0,537 | 0,614 | 0,767 | 0,920 | 1,074 |
33Н | 0,205 | 0,245 | 0,286 | 0,327 | 0,409 | 0,511 | 0,613 | 0,716 | 0,818 | 1,023 | 1,227 | 1,431 | ||
45Н | 0,230 | 0,276 | 0,322 | 0,368 | 0,460 | 0,575 | 0,690 | 0,806 | 0,920 | 1,51 | 1,380 | 1,610 | ||
9.2.3 Метод измерения твердости (справочный метод для частичного обезуглероживания)
9.2.3.1 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- шаг резьбы Р1,25 мм и класс твердости 22Н или 33Н;
- все размеры класса твердости 45Н.
9.2.3.2 Подготовка испытательного образца
Испытательный образец должен быть подготовлен в соответствии с 9.2.2.2, однако травление и удаление поверхностного покрытия необязательно.
9.2.3.3 Процедура испытания
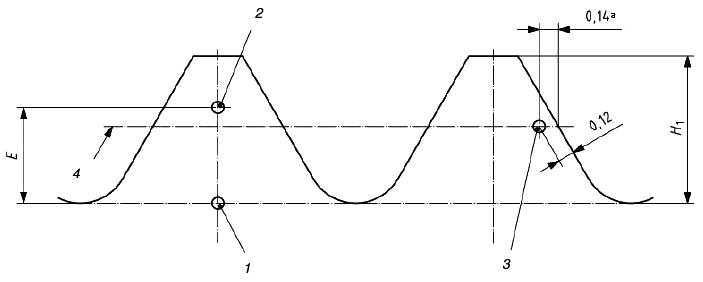
Значения твердости по Виккерсу необходимо определять в точках 1 и 2, в соответствии с рисунком 3. Испытательная нагрузка должна быть равной 2,942 Н (испытание на твердость по Виккерсу HV 0,3).
9.2.3.4 Требования
Значение твердости по Виккерсу в точке 2 HV должно быть больше или равно соответствующему значению в точке 1 HV
минус 30 единиц по Виккерсу. Высота необезуглероженной зоны резьбы E должна соответствовать требованиям, установленным в таблице 4.
Примечание - Полное обезуглероживание до максимального значения, установленного в таблице 3, не может быть обнаружено методом измерения твердости.
В миллиметрах
Нет обезуглероживания если Н\/HV
-30
Нет науглероживания если HVHV
+30
E - высота необезуглероженной зоны резьбы, мм; Н - высота наружной резьбы полного профиля, мм; 1, 2, 3 - точки измерений (1 - контрольная точка); 4 - линия среднего диаметра резьбы
_______________
Значение 0,14 мм задано как вспомогательное для определения месторасположения точки на линии среднего диаметра.
Рисунок 3 - Измерение твердости при испытаниях на обезуглероживание и науглероживание
9.3 Испытание на науглероживание
9.3.1 Общие положения
Назначение этого испытания состоит в определении науглероживания поверхности закаленных и отпущенных крепежных изделий, образовавшегося в процессе термообработки. Разность между твердостью основного металла и твердостью поверхности является решающей для оценки степени науглероживания в поверхностном слое.
Примечание - Науглероживание нежелательно, поскольку увеличение твердости поверхности может стать причиной охрупчивания или снижения усталостной прочности. Необходимо строго различать увеличение твердости, вызванное науглероживанием, и увеличение твердости из-за термообработки или холодной обработки поверхности, такой как накатывание резьбы после термообработки.
Науглероживание можно определить одним из следующих методов:
- испытание на твердость на продольном срезе;
- испытание на твердость поверхности.
В спорном случае испытание на твердость на продольном срезе должно быть арбитражным методом испытания.
9.3.2 Испытание на твердость на продольном срезе
9.3.2.1 Применимость
Этот метод применяют для крепежных изделий, имеющих следующие характеристики:
- шаг резьбы Р1,25 мм и класс твердости 22Н или 33Н;
- все размеры класса твердости 45Н.
9.3.2.2 Подготовка испытательного образца
Испытательный образец следует подготовить в соответствии с пунктом 9.2.2.2, однако травление и удаление покрытия необязательно.
9.3.2.3 Процедура испытания
Значения твердости по Виккерсу необходимо определять в точках 1 и 3, в соответствии с рисунком 3. Испытательная нагрузка должна быть равной 2,942 Н (испытание на твердость по Виккерсу HV 0,3).
Если испытательный образец используют для испытаний в соответствии с 9.2.3.3, определение твердости в точке 3 следует проводить на линии среднего диаметра резьбы витка, соседнего с витком, на котором проводили измерения в точках 1 и 2.
9.3.2.4 Требования
Значение твердости по Виккерсу в точке 3 (HV) должно быть меньше или равно соответствующему значению в точке 1 (HV
), плюс 30 единиц по Виккерсу.
Увеличение более чем на 30 единиц по Виккерсу свидетельствует о науглероживании.
9.3.3 Метод испытания твердости поверхности
9.3.3.1 Применимость
Этот метод применяют для всех крепежных изделий, имеющих класс твердости от 22Н до 45Н.
9.3.3.2 Подготовка испытательного образца
a) Подходящая плоская поверхность головки или конца крепежного изделия должна быть подготовлена тонким шлифованием или полированием, чтобы гарантировать воспроизводимость замеров и сохранить исходные свойства поверхностного слоя материала.
b) Поперечный срез должен быть на расстоянии 0,5d от конца резьбы, поверхность должна быть также соответственно подготовлена.
9.3.3.3 Процедура испытания
a) Твердость поверхности определяют на подготовленной поверхности в соответствии с 9.3.3.2 а).
b) Твердость основного металла определяют на поперечном срезе в соответствии с 9.3.3.2 b).
Испытательная нагрузка должна быть равной 2,942 Н (испытание на твердость по Виккерсу HV 0,3) для обоих измерений.
9.3.3.4 Требования
Значение твердости по Виккерсу, определенное на поверхности, должно быть меньше или равно значению твердости основного металла плюс 30 единиц по Виккерсу.
Увеличение более чем на 30 единиц по Виккерсу свидетельствует о науглероживании.
9.4 Испытание на кручение для установочных винтов с шестигранным углублением и установочных винтов со звездообразным углублением класса твердости 45Н
9.4.1 Применимость
Данное испытание применяют для установочных винтов с шестигранными и звездообразным углублением со следующими техническими требованиями:
a) класс твердости 45Н;
b) крупный шаг резьбы от М3 до М30 или мелкий шаг резьбы от М8х1 до М30х2
9.4.2 Процедура испытания
Установочные винты ввинчиваются в контрольную плиту, как показано на рисунке 4, до тех пор, пока верхняя поверхность винта не будет утоплена в контрольной плите, а конец винта не упрется в устойчивую основу, например винт поддержки, установленной с другой стороны.
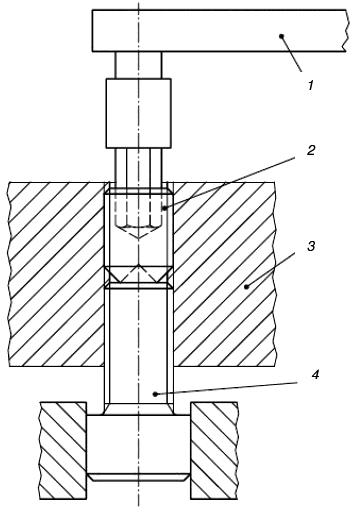
1 - ключ с регулируемым крутящим моментом; 2 - установочный винт для испытаний; 3 - контрольная плита: твердость не менее 50 HRC, допуск резьбы отверстия 5Н (см. ISO 965-3); 4 - винт поддержки: твердость от 450 HV до 570 HV
Рисунок 4 - Пример устройства для испытаний на кручение
Для испытаний используют шестигранную вставку, имеющую допуск на размер под ключ S h9, с диаметром описанной окружности не менее 1,13 S и твердостью от 55 до 60 HRC, которая должна входить в шестигранное углубление установочного винта на полную его глубину. Винт должен выдерживать без разрушений нагружение пробным крутящим моментом, значения которого приведены в таблице 5.
Для данного испытания следует использовать калиброванный измерительный прибор для определения крутящего момента.
9.4.3 Требования
Установочные винты должны выдерживать пробный крутящий момент, значения которого приведены в таблице 5.
При проведении испытаний на кручение видимые отпечатки в углублении не должны быть причиной браковки.
Таблица 5 - Требования к крутящему моменту
Номинальный диаметр резьбы (крупный и мелкий шаг) | Минимальная длина установочного винта с шестигранным углублением для испытаний | Пробный крутящий момент | |||
С плоским концом | С коническим концом | С цилиндрическим концом | С закругленным концом | ||
3 | 4 | 5 | 6 | 5 | 0,9 |
4 | 5 | 6 | 8 | 6 | 2,5 |
5 | 6 | 8 | 8 | 6 | 5 |
6 | 8 | 8 | 10 | 8 | 8,5 |
8 | 10 | 10 | 12 | 10 | 20 |
10 | 12 | 12 | 16 | 12 | 40 |
12 | 16 | 16 | 20 | 16 | 65 |
16 | 20 | 20 | 25 | 20 | 160 |
20 | 25 | 25 | 30 | 25 | 310 |
24 | 30 | 30 | 35 | 30 | 520 |
30 | 36 | 36 | 45 | 36 | 860 |
| |||||
10 Маркировка
10.1 Общие положения
Крепежные изделия, которые отвечают соответствующим требованиям настоящего стандарта, должны обозначаться в соответствии с системой обозначений, установленной в разделе 5, и маркироваться в соответствии с 10.3 или 10.4.
10.2 Маркировка товарного знака изготовителя
Маркировка товарного знака изготовителя не требуется.
10.3 Маркировка классов твердости на установочных винтах
Маркировка установочных винтов классов твердости, указанных в разделе 5, не требуется. В случае, если наличие маркировки оговорено между заинтересованными сторонами, обозначения класса твердости используют в качестве символов маркировки.
10.4 Маркировка упаковок
Все упаковки для всех типов крепежных изделий всех размеров должны иметь маркировку (например, с помощью ярлыка). Маркировка должна включать товарный знак изготовителя и/или товарный знак продавца и символ маркировки класса твердости согласно таблице 1, а также номер производственной партии как предусмотрено в ISO 16426.
Приложение А
(справочное)
Снятие водородного охрупчивания после электролитического покрытия установочных винтов
Снятие водородного охрупчивания после электролитического покрытия, как требуется в ISO 4042, не является обязательным для установочных винтов с углублением под сжимающим напряжением.
Не рекомендуется использовать установочные винты класса твердости 33Н и 45Н под растягивающим напряжением.
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДА.1 - Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам другого года издания
Обозначение ссылочного международного стандарта | Обозначение и наименование международного стандарта другого года издания | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 225:2010 Изделия крепежные. Болты, винты, шпильки и гайки. Символы и обозначения размеров | - | - | * |
ISO 965-1:2013 Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные данные | ISO 965-1:1998 Резьбы метрические ISO общего назначения. Часть 1. Принципы и основные данные | MOD | ГОСТ 16093-2004 (ISO 965-1:1998, ISO 965-3:1998)** Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором (ISO 965-1:1998, MOD) |
ISO 965-3:1998 Резьбы ИСО метрические общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб | - | MOD | ГОСТ 16093-2004 (ISO 965-1:1998, ISO 965-3:1998)** Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором (ISO 965-1:1998, MOD) |
ISO 6157-1:1988 Изделия крепежные. Дефекты поверхности. Часть 1. Болты, винты и шпильки общего назначения | - | IDT | ГОСТ ISO 6157-1 |
ISO 6506-1:2005 Материалы металлические - Определение твердости по Бринеллю - Часть 1: Метод испытания | - | NEQ | ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю |
ISO 6507-1:2005 Материалы металлические - Определение твердости по Виккерсу - Часть 1: Метод испытания | - | NEQ | ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу |
ISO 6508-1:2005 Материалы металлические - Определение твердости по Роквеллу - Часть 1: Метод испытания (шкалы А, В, С, D, Е, F, G, Н, K, N, Т) | - | NEQ | ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу |
ISO 16426:2002 Изделия крепежные. Система обеспечения качества | - | IDT | ГОСТ ISO 16426 |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта или гармонизированный с ним национальный стандарт (государственный) стандарт страны, на территории которой применяется настоящий стандарт. Информация о наличии перевода данного международного стандарта в национальном фонде стандартов или в ином месте, а также информация о действии на территории страны соответствующего национального (государственного) стандарта может быть приведена в национальных информационных данных, дополняющих настоящий стандарт. ** Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | |||
Международный стандарт на трех официальных языках ИСО: английский, французский, русский.
Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 6157-1-2009 (ISO 6157-1:1988, IDT)
На территории Российской Федерации действует ГОСТ Р ИСО 6507-1-2007 (ISO 6507-2:2005, IDT)
Межгосударственный стандарт в процессе разработки. На территории Российской Федерации действует ГОСТ Р ИСО 16426-2009 (ISO 16426:2002, IDT)
Библиография
[1] | ISO 68-1 | ISO general purpose screw threads - Basic profile - Part 1: Metric screw threads |
[2] | ISO 261 | ISO general purpose metric screw threads - General plan |
[3] | ISO 262 | ISO general purpose metric screw threads - Selected sizes for screws, bolts and nuts |
[4] | ISO 898-1 | Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread |
[5] | ISO 965-2 | ISO general purpose metric screw threads - Tolerances - Part 2: Limits of sizes for general purpose external and internal screw threads - Medium quality |
[6] | ISO 4042 | Fasteners - Electroplated coatings |
УДК 621.882.6:006.354 | MКC 21.060.10 | Г39 | ОКП 160000 | IDT |
Ключевые слова: установочные винты, механические свойства, методы испытаний, система обозначений, маркировка | ||||
Электронный текст документа
и сверен по:
, 2016
{kind=link}