ГОСТ 32484.3-2013
(EN 14399-3:2005)*
______________________
* Поправка (ИУС N 2-2015).
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТОКОМПЛЕКТЫ ВЫСОКОПРОЧНЫЕ ДЛЯ ПРЕДВАРИТЕЛЬНОГО НАТЯЖЕНИЯ КОНСТРУКЦИОННЫЕ
Система HR - комплекты шестигранных болтов и гаек
High-strength structural bolting assemblies for preloading
System HR - Hexagon bolt and nut assemblies
МКС 21.060.10, 21.060.20*
__________________
* Поправка (ИУС N 2-2015).
Дата введения 2015-07-01*
______________________
* Поправка (ИУС N 2-2015).
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Научно-производственный центр мостов" (ООО "НПЦ мостов")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 44-2013 от 14 ноября 2013 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Украина | UA | Госпотребстандарт Украины |
(Поправка. ИУС N 7-2022).
4. Приказом Федерального агентства по техническому регулированию и метрологии от 7 апреля 2014 г. N 316-ст межгосударственный стандарт ГОСТ 32484.3-2013 (EN 14399-3:2005) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 г.
(Поправка. ИУС N 2-2015).
5. Настоящий стандарт модифицирован по отношению к европейскому стандарту EN 14399-3:2005* High-strength structural bolting assemblies for preloading. Part 3: System HR - Hexagon bolt and nut assemblies (Болтокомплекты высокопрочные для предварительного натяжения конструкционные - Часть 3: Система HR - комплекты шестигранных болтов и гаек) путем внесения технических отклонений, объяснение которых приведено во введении к настоящему стандарту.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Европейский стандарт EN 14399-3:2005 разработан Техническим комитетом CEN/TC 185 "Резьбовые и нерезьбовые механические соединительные детали и вспомогательное оборудование".
Перевод с английского языка (en).
Степень соответствия - модифицированная (MOD).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
ВНЕСЕНЫ: поправка*, опубликованная в ИУС N 2, 2015 год; поправка, опубликованная в ИУС N 7, 2022 год
________________
* См. ярлык "Примечания".
Поправки внесены изготовителем базы данных
Введение
Настоящий стандарт распространяется на два технических решения комплектов из конструкционных болтов, гаек и шайб (болтокомплектов). Эти решения использованы в различных системах (HR и HV) болтокомплектов (см. таблицу 1). Обе системы апробированы, и выбор той или иной системы для применения осуществляет потребитель. Однако для рабочих характеристик болтокомплекта важно, чтобы не происходило смешивания болтов и гаек из разных систем. Поэтому болты и гайки для обеих систем стандартизированы в разных частях одного стандарта и имеют свою маркировку. Таблица 1 - Комплект болт/гайка/шайба | ||||
Болтокомплекты | Болтокомплекты | |||
Общие требования | ГОСТ 32484.1 | |||
Комплект болт/гайка | ГОСТ 32484.3 | ГОСТ 32484.4 | ||
Маркировка | HR | HV | ||
Класс прочности | 8.8/8 | 10.9/10 | 10.9/10 | |
Шайба | ГОСТ 32484.5 или ГОСТ 32484.6 | ГОСТ 32484.5 или ГОСТ 32484.6 | ||
Маркировка | Н | Н | ||
Стандарт на предварительное натяжение | ГОСТ 32484.2 | |||
Болтокомплекты для предварительного натяжения очень чувствительны к качеству изготовления и применяемой смазке. Поэтому важно, чтобы болтокомплекты были изготовлены одним изготовителем, который является ответственным за собираемость болтокомплекта. По этой же причине важно, чтобы покрытие болтокомплекта производилось одним изготовителем. Помимо механических свойств болтокомплекта необходимо обеспечить технологические свойства, чтобы при использовании соответствующей технологии затяжки достигалось усилие предварительного натяжения. Для этого разработан метод оценки пригодности болтов, гаек и шайб для натяжения, который показывает, обеспечено ли данное технологическое свойство болтокомплекта. В настоящий стандарт включены следующие дополнительные по отношению к требованиям международного стандарта ЕН 14399-3:2005 требования, отражающие потребности национальных экономик стран-участников ЕАСС, и учтены особенности изложения межгосударственных стандартов (в соответствии с ГОСТ 1.5-2001), а именно приведены нормативные ссылки на межгосударственные стандарты и включены: - дополнительная ссылка на стандарт ГОСТ 15150-69, учитывающий особенности климатических условий стран-участниц соглашения; - дополнительная ссылка на стандарт ГОСТ ISO 2859-1-2009, так как изложенные в нем процедуры приемки более приемлемы для изготовителя; - дополнительная ссылка на стандарт ГОСТ 9.306-85, регламентирующий обозначение вида покрытий; - дополнительные требования на условия испытаний болтов исполнения ХЛ; - изменен класс точности болтов; - дополнительные виды покрытий; - требования по обезуглероживанию резьбы болтов; - дополнительные примеры обозначения и маркировки болтов исполнения ХЛ; - дополнительные требования по подготовке болтов, гаек и шайб к испытаниям на коэффициент закручивания; - значения нормативных усилий натяжения болтокомплектов при испытаниях для определения коэффициента закручивания. Указанные дополнительные требования включены в разделы 1, 2, 3, 5, 7 и приложение ДА настоящего стандарта, при этом модифицированные разделы выделены вертикальной полужирной линией, расположенной слева от измененного текста, а дополнительные абзацы заключены в рамку. | ||||
1 Область применения
Настоящий стандарт совместно с ГОСТ 32484.1 устанавливает требования для комплектов высокопрочных болтов и гаек системы HR для соединений с предварительным натяжением с увеличенным размером под ключ, с резьбой от М12 до М36 классов прочности 8.8/8 и 10.9/10, применяемых в болтовых соединениях металлических конструкций в строительстве и машиностроении, эксплуатируемых в различных макроклиматических районах по ГОСТ 15150. Болт и гайка в этом стандарте были разработаны так, чтобы достигать усилия предварительного натяжения не менее 0,7 Для этой цели компоненты болтокомплекта имеют следующие характеристики: - высота гайки соответствует, в среднем, 0,85 диаметра резьбы; - болт с нормальной длиной резьбы. Болт и гайка согласно этому документу применяют совместно с шайбами по ГОСТ 32484.6 или ГОСТ 32484.5 (только под гайку). Метод испытания на предварительное натяжение установлен в ГОСТ 32484.2. |
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие нормативные документы: ГОСТ 9.306-85 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Обозначения. ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля. ГОСТ 8724-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги. ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды ГОСТ 32484.1-2013 (EN 14399-1:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Общие требования ГОСТ 32484.2-2013 (EN 14399-2:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Испытание на предварительное натяжение ГОСТ 32484.4-2013 (EN 14399-4:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Система HV - Комплекты шестигранных болтов и гаек ГОСТ 32484.5-2013 (EN 14399-5:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Плоские шайбы ГОСТ 32484.6-2013 (EN 14399-6:2005) Болтокомплекты высокопрочные для предварительного натяжения конструкционные. Плоские шайбы с фаской ГОСТ ISO 2859-1-2009 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества ISO 898-1:2013 _______________
ISO 898-2 _______________
ISO 965-2:1998 _______________
ISO 965-5:1998 _______________
ISO 3269:2000 _______________
ISO 4759-1:2000 _______________
ISO 6157-1:1998 _______________
ISO 6157-2:1995 _______________
ISO 10683:2000 _______________
EN 13811:2003 _______________
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку. |
3 Болты
3.1 Конструкция и размеры болтов
Конструкция и размеры болтов должны соответствовать указанным на рисунке 1 и в таблице 2.
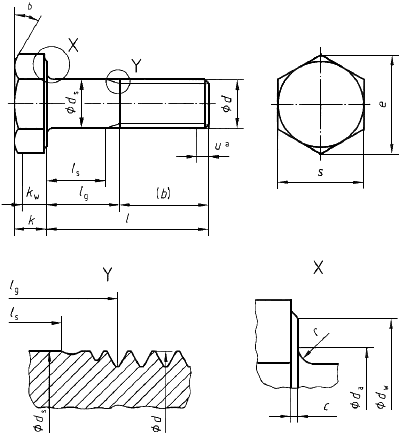
Неполная резьба
![]() ;
;
от 15° до 30°
Примечание - Разность между и
должна быть не менее чем 1,5 Р
Рисунок 1
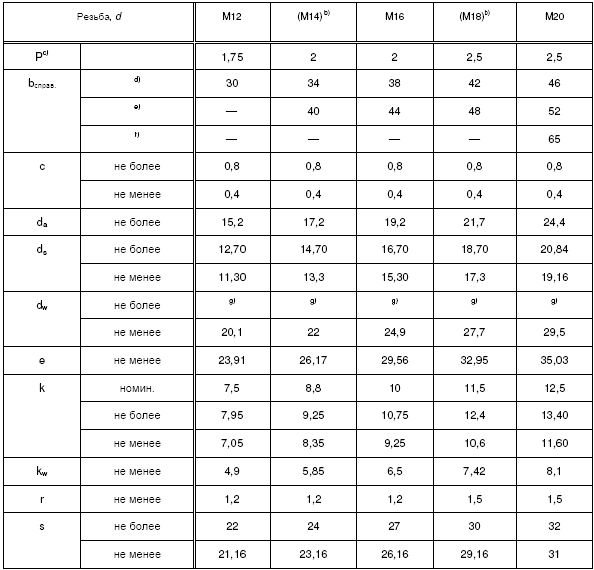
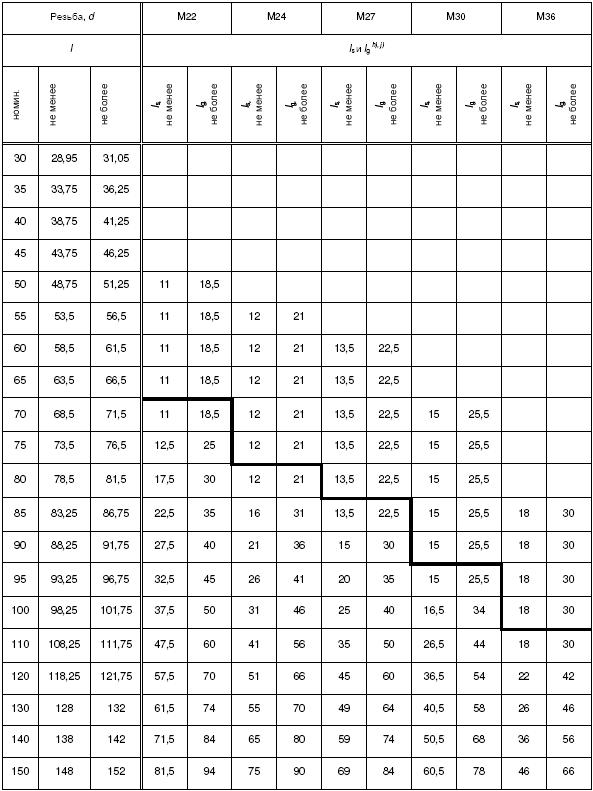
Таблица 2 - Размеры болтов
В миллиметрах
Продолжение таблицы 2
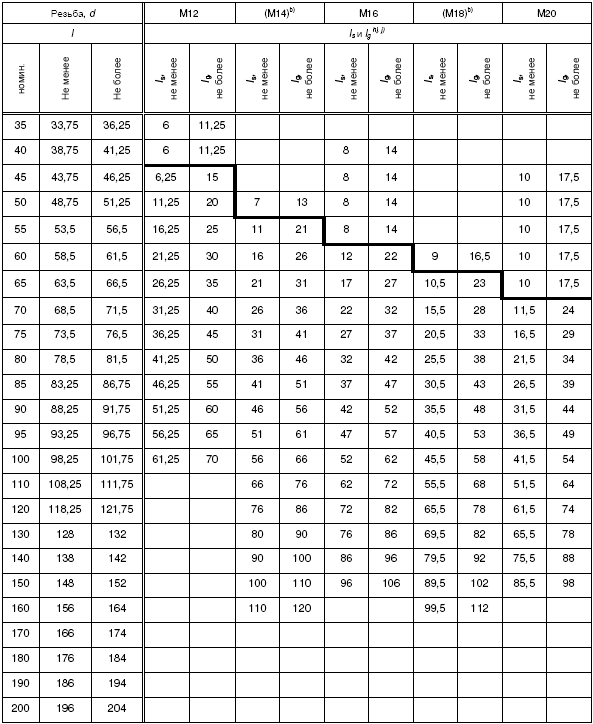
Продолжение таблицы 2
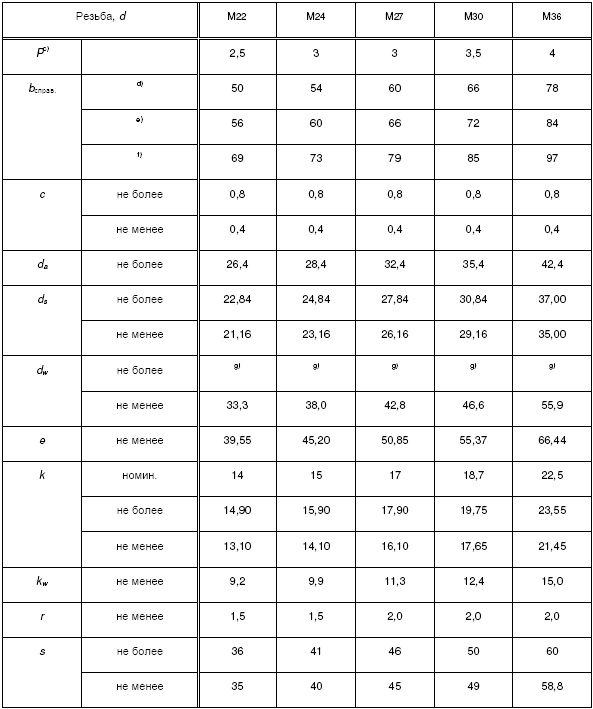
Продолжение таблицы 2
Окончание таблицы 2

3.2 Требования к болтам и ссылочные стандарты
Таблица 3 - Требования к болтам и ссылочные стандарты | |||
Материал | Сталь | ||
Общие требования | ГОСТ 32484.1 | ||
Резьба | Поле допуска | 6g | |
Обозначение стандарта | ГОСТ 8724, ISO 965-2 | ||
Механические свойства | Класс прочности | 8.8 или 10.9 | |
Обозначение стандарта | ISO 898-1 | ||
Ударная вязкость | Значение, не менее |
| |
Образцы | ГОСТ 9454 | ||
Испытания | ГОСТ 9454 | ||
Допуски | Класс точности | В | |
Обозначение стандарта | ГОСТ 1759.1 | ||
Покрытие | Нормальное | Тонкая оксидная пленка | |
Горячее цинкование | ГОСТ 9.307 | ||
Термодиффузионное | EN 13811 | ||
Ламельное | ISO 10683 | ||
Другое | По согласованию | ||
Дефекты поверхности | Допуски для дефектов поверхности по ISO 6157-1 | ||
Приемка | Приемочный контроль по ISO 3269, ГОСТ ISO 2859-1 | ||
| |||
Требование по величине обезуглероживания резьбы болтов и методика измерений приведены в ISO 898-1. |
3.4 Маркировка болтов
Высокопрочные конструкционные болты должны быть маркированы:
Класс прочности в соответствии с ISO 898-1 и буквами HR.
Пример - 10.9 HR;
b)* Идентификационный знак изготовителя комплекта
_______________
* Нумерация соответствует оригиналу. - .
Маркировку выполняют выпуклой или вдавленной на верхней поверхности головки болта.
Пример маркировки болта -
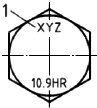
1 - идентификационный знак изготовителя болтокомплекта
Рисунок 2 - Маркировка болта
В маркировке дополнительно могут быть указаны: - условный номер плавки (по требованию); - буквы ХЛ для болтов климатического исполнения ХЛ. Пример - 10.9 HR ХЛ. |
4 Гайки
Конструкции и размеры гаек
Конструкции и размеры гаек должны соответствовать указанным на рисунке 3 и в таблице 4.
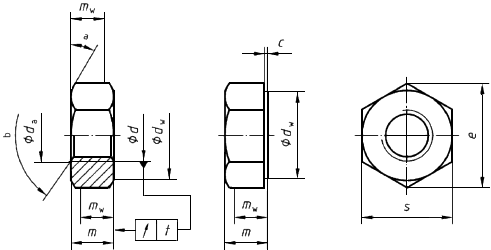
От 15° до 30°;
от 110° до 130°
Рисунок 3 - Размеры гаек
Таблица 4 - Размеры гаек
В миллиметрах
Резьба, | М12 | (М14) | М16 | (М18) | М20 | М22 | М24 | М27 | М30 | М36 | |
1,75 | 2 | 2 | 2,5 | 2,5 | 2,5 | 3 | 3 | 3,5 | 4 | ||
не более | 13 | 15,1 | 17,3 | 19,5 | 21,6 | 23,7 | 25,9 | 29,1 | 32,4 | 38,9 | |
не менее | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | |
не более | |||||||||||
не менее | 20,1 | 21,86 | 24,9 | 27,70 | 29,5 | 33,3 | 38,0 | 42,8 | 46,6 | 55,9 | |
не менее | 23,91 | 27,12 | 29,56 | 32,95 | 35,03 | 39,55 | 45,20 | 50,85 | 55,37 | 66,44 | |
не более | 10,8 | 12,8 | 14,8 | 15,8 | 18 | 19,4 | 21,5 | 23,8 | 25,6 | 31 | |
не менее | 10,37 | 12,1 | 14,1 | 15,1 | 16,9 | 18,1 | 20,2 | 22,5 | 24,3 | 29,4 | |
не менее | 8,3 | 9,7 | 11,3 | 12,1 | 13,5 | 14,5 | 16,2 | 18,1 | 19,5 | 22,4 | |
не более | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | 0,8 | |
не менее | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | 0,4 | |
не более | 22 | 24 | 27 | 30 | 32 | 36 | 41 | 46 | 50 | 60 | |
не менее | 21,16 | 23,16 | 26,16 | 29,16 | 31 | 35 | 40 | 45 | 49 | 58,8 | |
0,38 | 0,42 | 0,47 | 0,52 | 0,58 | 0,63 | 0,72 | 0,80 | 0,87 | 1,05 | ||
| |||||||||||
4.2 Требования к гайкам и ссылочные стандарты
Таблица 5 - Требования к гайкам и ссылочные стандарты
Материал | Сталь | |
Общие требования | ГОСТ 32484.1 | |
Резьба | Поле допуска | 6Н или 6AZ |
Обозначение стандарта | ГОСТ 8724, ISO 965-2, ISO 965-5 | |
Механические свойства | Класс прочности | 8 |
Обозначение стандарта | ISO 898-2 | |
Допуски | Класс точности | В |
Обозначение стандарта | ГОСТ 1759.1 | |
Покрытие | Нормальное | Тонкая оксидная пленка |
Горячее цинковое | ГОСТ 9.307 | |
Термодиффузионное | EN 13811 | |
Ламельное | ISO 10683 | |
Другое | По согласованию | |
Дефекты поверхности | Допустимые дефекты поверхности по ГОСТ 1759.2 | |
Приемка | Приемочный контроль по ГОСТ 17769, ГОСТ ISO 2859-1 | |
| ||
4.3. Пробная нагрузка для гаек
Таблица 6 - Значения пробной нагрузки для гаек
Резьба | Номинальная площадь сечения оправки для стандартных испытаний | Класс прочности | |
8 | 10 | ||
Поле допуска 6Н или 6AZ | Поле допуска 6Н или 6AZ | ||
мм | Пробная нагрузка ( | ||
Напряжение от пробной нагрузки, Н/мм | |||
1000 | 1160 | ||
М12 | 84,3 | 84300 | 97800 |
(М14) | 115 | 115000 | 133400 |
М16 | 157 | 157000 | 182100 |
(М18) | 192 | 192000 | 222700 |
М20 | 245 | 245000 | 284200 |
М22 | 303 | 303000 | 351200 |
М24 | 353 | 353000 | 409500 |
М27 | 459 | 459000 | 532400 |
М30 | 561 | 561000 | 650800 |
М36 | 817 | 817000 | 947700 |
Примечания | |||
Если гайки должны быть приняты на основе значений твердости, соответствующие значения даны в таблице 7.
Таблица 7 - Значения твердости
Гайки | Пределы твердости |
Класс прочности 8, поле допуска 6Н | Как установлено в ISO 898-2 для класса прочности 8 |
Класс прочности 10, поле допуска 6Н или 6AZ | Как установлено в ISO 898-2 для класса прочности 10 |
Класс прочности 8, поле допуска 6AZ, горячее цинковое покрытие | от 260 HV до 353 HV (от 24 HRC до 36 HRC) |
4.4 Обезуглероживание резьбы гайки Требование по величине обезуглероживания резьбы гайки и методике измерений принимают по аналогии с наружной резьбой по ГОСТ ISO 898-1. |
4.5 Маркировка гаек
Гайки должны быть маркированы:
a) Класс прочности по ISO 898-2 и буквы HR.
Пример 1 - 10 HR.
b) Идентификационный знак изготовителя комплекта.
Маркировку выполняют выпуклой или вдавленной на опорной поверхности гайки, не прилегающей к опорной поверхности шайбы.
Пример 2 - маркировка гайки:

1 - маркировка товарного знака изготовителя болтокомплекта
Рисунок 4 - Маркировка гаек
5 Обозначение болтокомплекта
Пример 1 - Болтокомплект для соединений на высокопрочных болтах, системы HR, состоящий из болта с шестигранной головкой с увеличенным размером под ключ, с резьбой М16, номинальной длины 80 мм, классом прочности 10.9, и шестигранной гайки с увеличенным размером под ключ, с резьбой М16, класса прочности 10:
Болтокомплект ГОСТ 32484.3 - М16х80 - 10.9/10 - HR.
Если поверхностная обработка иная, чем тонкая оксидная пленка, то в обозначении должен быть указан вид покрытия на поверхности в соответствии со стандартом на покрытие. Например, для горячего цинкования с толщиной покрытия 40 мкм, обозначаемого по ГОСТ 9.306:
Болтокомплект ГОСТ 32484.3 - М16х80 - 10.9/10 - HR - Гор.Ц40.
Если климатическое исполнение иное, чем исполнение "У", то в обозначении должен быть указан вид климатического исполнения. Например, для болтокомплектов, предназначенных для эксплуатации в районах с холодным климатом, обозначаемых по ГОСТ 15150:
|
Если болты с шестигранной головкой, соответствующие этому стандарту, необходимы для других целей, например, для использования в глухих отверстиях с резьбой, они могут быть заказаны отдельно, и в таком случае обозначаются следующим образом:
Пример 2 - Болт с шестигранной головкой, с увеличенным размером под ключ, для соединений конструкций на высокопрочных болтах, системы HR, с резьбой М16 номинальной длины 80 мм, класса прочности 10.9:
Болт ГОСТ 32484.3 - М16х80 - 10.9 - HR.
Если шестигранные гайки, соответствующие этой части стандарта, необходимы для других целей, например для использования со шпильками, они могут быть заказаны отдельно, и в таком случае обозначаются следующим образом:
Пример 3 - Шестигранная гайка с увеличенным размером под ключ, для соединений конструкций на высокопрочных болтах, системы HR, с резьбой М16, класса прочности 10:
Гайка ГОСТ 32484.3 - М16 - 10 - HR.
6 Комплектуемые шайбы
Болты и гайки согласно настоящему стандарту применяются совместно с шайбами по ГОСТ 32484.6 или ГОСТ 32484.5 (только под гайку).
7 Технологические характеристики болтокомплекта
7.1 Общие положения
Технологические характеристики болтокомплекта, соответствующие пп.7.2-7.5, должны быть подтверждены при проведении испытаний по ГОСТ 32484.2.
Четыре полные витка резьбы (в дополнение к сбегу резьбы) должны остаться свободными между опорной поверхностью гайки и гладкой частью стержня болта.
Примечание - Дополнительная справочная информация по технологическим характеристикам указана в ГОСТ 32484.2.
На гайках или на болтах и шайбах должно быть достаточно необходимой смазки как обязательного условия для того, чтобы в натягиваемом болтокомплекте не возникло задира и было достигнуто требуемое усилие натяжения.
При подготовке болтов, гаек и шайб к испытаниям не допускается удалять загрязнения с поверхностей трения (резьбы и опорных поверхностей гаек и шайб) способами, изменяющими профиль резьбы или шероховатость поверхности, например абразивоструйной обработкой, прогонкой резьбы и пр. На крепежные изделия с нормальным покрытием перед испытанием наносят смазку на все поверхности трения - на резьбу болта и гайки и на опорные поверхности гайки и шайбы. Болты, гайки и шайбы очищают от технологической смазки и загрязнений окунанием в щелочной раствор при температуре не менее 90 °С, после чего смывают остатки щелочного раствора водой, сушат и смазывают окунанием в емкость со смазочным составом (80% неэтилированного бензина и 20% минерального масла при температуре состава 20 °С и времени выдержки 1-2 мин). Болтокомплекты испытывают после сушки в течение не менее 2 ч при температуре не ниже 20 °С. |
7.2 Максимальное усилие в болте во время испытания на коэффициент закручивания (![]() )
)
Усилие в болтах при испытаниях должно быть не ниже величины (формула 1):
![]() , (1)
, (1)
где: - номинальная прочность на разрыв (
);
- номинальная расчетная площадь сечения болта.
При этом в результатах испытаний фиксируется коэффициент закручивания, соответствующий заданному значению предварительного натяжения (0,7 Рекомендуемые усилия натяжения болтокомплектов при испытаниях приведены в Приложении А. |
7.3. Угол, на который поворачивают гайки (или болт) начиная от предварительного натяжения 0,7![]() до достижения
до достижения ![]() (
()
Значения, указанные в таблице 8, приведены только для информации.
Таблица 8 - Значения
Длина обжатия, |
|
| 90° |
| 120° |
| 150° |
| |
7.4. Угол, на который поворачивают гайки (или болт) начиная от предварительного натяжения 0,7![]() до тех пор, пока
до тех пор, пока снова снизится до 0,7
![]() (
()
Применяемые значения для указаны в таблице 9.
Таблица 9 - Значения
Длина обжатия, |
|
| 210° |
| 240° |
| 270° |
| |
7.5. Индивидуальные значения, среднее значение и коэффициент вариации коэффициента закручивания (-фактор)
7.5.1. Индивидуальные значения () и коэффициент вариации (
) коэффициента закручивания (
-фактор) для
-класса К1
Если нормируются -значения, то для любых покрытий они должны быть в пределах:
0,11![]() 0,20
0,20
Коэффициент вариации должен быть 0,10.
7.5.2 Среднее значение () и коэффициент вариации (
) коэффициента закручивания для
-класса К2
Среднее значение коэффициента закручивания (-фактор) рассчитывают по формулам 2 и 3:
 (2)
(2)
![]() (3)
(3)
где: - индивидуальное значение крутящего момента;
- заданное усилие натяжения;
- номинальный диаметр болта.
Для расчета коэффициента вариации коэффициента закручивания применяют формулу 4:
![]() (4)
(4)
где - стандартное отклонение (формула 5):
 (5)
(5)
Если нормируются и
, их значения должны быть в пределах, указанных в таблице 10:
Таблица 10 - Среднее значение и коэффициент вариации коэффициента закручивания
Вид покрытия | Среднее значение коэффициента закручивания | Коэффициент вариации |
Горячий цинк | 0,11 | 0,10 |
Любое | 0,11 |
Приложение ДА
(рекомендуемое)
Рекомендуемые усилия натяжения болтокомплектов для определения коэффициента закручивания
Рекомендуемые усилия натяжения болтокомплектов для определения коэффициента закручивания приведены в таблице А.1
Таблица А.1
Наружный диаметр резьбы, мм | Номинальная площадь расчетного сечения болта | Класс прочности болтов и напряжения от нормативного усилия Н/мм | |
8.8 | 10.9 | ||
560 | 700 | ||
Нормативное усилие натяжения, Н | |||
12 | 84,3 | 47200 | 59000 |
14 | 115 | 64400 | 80500 |
16 | 157 | 87900 | 110000 |
18 | 192 | 108000 | 135000 |
20 | 245 | 137000 | 172000 |
22 | 303 | 170000 | 212000 |
24 | 353 | 198000 | 247000 |
27 | 459 | 257000 | 321000 |
30 | 561 | 314000 | 393000 |
36 | 817 | 458000 | 572000 |
Приложение ДБ
(справочное)
Разделы международного стандарта EN 14399-3:2005, которые применены в настоящем стандарте с модификацией их содержания для учета особенностей межгосударственной стандартизации
Введение
Этот документ о конструкционных болтах отражает ситуацию в Европе, где существуют два вида технического решения для достижения необходимой гибкости при выборе комплекта из болта, гайки и шайбы. Эти решения используют различные системы (HR и HV) комплектов болта, гайки и шайбы, показанные в таблице 1. Обе системы апробированы, и специалисты в области болтовых соединений могут использовать одну или другую систему.
Однако важно при сборке избежать смешивания компонентов из разных систем. Поэтому, болты и гайки обеих систем стандартизированы каждая в отдельной части Европейского стандарта и маркировка компонентов одной и той же системы одинакова.
Таблица 1 - Система комплекта болт/гайка/шайба
Болтокомплект | Болтокомплект | ||
Общие требования | EN 14399-1 | ||
Узел: болт/гайка | EN 14399-3 | EN 14399-4 | |
Маркировка | HR | HV | |
Класс прочности | 8.8/8 | 10.9/10 | 10.9/10 |
Шайба | EN 14399-5 или EN 14399-6 | EN 14399-5 или EN 14399-6 | |
Маркировка | Н | Н | |
Стандарт на предварительное натяжение | EN 14399-2 | ||
Высокопрочные болты для предварительного натяжения очень чувствительны к различиям при изготовлении и смазке. Поэтому важно, чтобы комплект был произведен одним изготовителем, который всегда несет ответственность за технологические характеристики комплекта.
По этой же причине важно, чтобы покрытие болтокомплекта производилось одним изготовителем.
Помимо механических свойств компонентов комплекта, функциональное назначение комплекта требует, чтобы было достигнуто точно установленное усилие предварительного натяжения при затяжке комплекта в соответствии с технологией. С этой целью создан метод испытания на пригодность компонентов болтокомплекта, который показывает, выполняется ли функция собираемости комплекта.
Следует обратить внимание, что в соответствии с ISO 272 размер под ключ у болтов М12 и М22 изменен на 22 мм и 32 мм соответственно. Эти замены оправданы по следующим причинам:
В соответствии с конкретными условиями работы конструкционных болтов, сжимающие напряжения под головкой болта или под гайкой М12 при размере под ключ 21 мм могут стать слишком большими, особенно если шайба будет расположена с эксцентриситетом относительно оси болта.
Для болтов М20 размер под ключ 34 очень труден для производства и его замена на размер 32 определен, прежде всего, экономическими соображениями. Также должно быть указано, что применение размера под ключ 32 мм уже является общей практикой в Европе.
В настоящее время стандарты EN 14399-3 по EN 14399-6 единственные Европейские стандарты, которые имеют отношение к общим требованиям EN 14399-1. Однако в стадии подготовки находятся стандарты на:
- призонные болты
- болты с потайной головкой
- болты с шайбами, контролирующими предельное натяжение болта, для использования в качестве высокопрочных конструкционных болтов для предварительного натяжения.
(Введение MOD Введение)
1 Область применения
Этот документ вместе с EN 14399-1 устанавливает требования для комплектов высокопрочных болтов и гаек системы HR для соединений с предварительным натяжением с увеличенным размером под ключ, с резьбой от М12 до М36 и групп прочности 10.9/10.
Болт и гайка в этом стандарте были разработаны так, чтобы достигать усилия предварительного натяжения не менее 0,7![]()
в соответствие с ENV 1993-1-1 (Еврокоды 3) получить податливость за счет преимущественной пластической деформации стержня болта.
_______________
номинальный предел прочности (
) и
площадь сечения, болта.
Для этой цели компоненты болтокомплекта имеют следующие характеристики:
- высота гайки согласно типу 1 (см. EN ISO 4032)
- длина резьбы болта согласно ISO 888
Болт и гайка согласно этому документу включают шайбы по EN 14399-4 или EN 14399-5 (только под гайку)
Примечание - Для обеспечения удовлетворительного результата следует обратить внимание на важность правильного использования болтов. Для этого ENV 1090-1 содержит необходимые рекомендации.
Метод испытания на предварительное натяжение установлен в EN 14399-2.
(п.1 MOD п.1)
2 Нормативные ссылки
В документе использованы ссылки на следующие стандарты. При ссылке на стандарты с указанием года его принятия используют только указанное издание. При ссылке на стандарт без указания года его принятия используют последнее издание этого документа (со всеми поправками).
EN 493 Соединительные детали - Поверхностные дефекты - Гайки.
EN 10045-1 Металлические материалы - ударное испытание "Шарпи" - Часть 1: Испытательный метод.
EN 14399-1 Высокопрочные болтовые соединения, собираемые с предварительным натягом - Часть 1: Изготовление, требования.
EN 14399-2 Высокопрочные болтовые соединения, собираемые с предварительным натягом - Часть 2: Критерии (испытания) Пригодность для создания предварительного натяга.
EN 14399-5 Высокопрочные болтовые соединения, собираемые с предварительным натягом - Часть 5: Шайбы.
EN 14399-6 Высокопрочные болтовые соединения, собираемые с предварительным натягом - Часть 6: Шайбы с фаской.
EN 20898-2 Механические свойства крепежа - Часть 2. Гайки с точно установленными значениями максимально допустимой нагрузки - Крупная резьба (ISO 898-2:1992).
EN 26157-1 Крепеж - Дефекты поверхности - Часть 1: Винты, болты и штифты для общих требований (ISO 6157-1:1988).
EN ISO 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей - Часть 1: Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы (ISO 898-1)
EN ISO 3269 Изделия крепежные. Приемочный контроль (ISO 3269 2000).
EN ISO 4759-1 Допуски для крепежных изделий - Часть 1: Болты, винты, штифты и гайки. Классы точности А, В и С (ISO 4759-1:2000).
EN ISO 10684 Изделия крепежные. Покрытия, нанесенные методом горячего цинкования (ISO 10684:2004).
ISO 148 Сталь. Испытание на ударный изгиб "Шарпи" (V-надрез).
ISO 261 Резьбы метрические ИСО общего назначения. Общий вид
ISO 965-2 Резьбы метрические ISO общего назначения. Допуски - Часть 2: Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности.
ISO 965-5 ISO Резьбы метрические ISO общего назначения. Допуски - Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска до гальванизации
(п.2 MOD п.2)
3.2 Требования к болтам и ссылочные стандарты
Таблица 3 - Требования к болтам и ссылочные стандарты
Материал | Сталь | |
Общие требования | EN 14399-1 | |
Резьба | Поле допуска | 6g |
Обозначение стандарта | ISO 261, ISO 965-2 | |
Механические свойства | Класс прочности | 8.8 или 10.9 |
Обозначение стандарта | ISO 898-1 | |
Ударная вязкость | Значение, не менее |
|
Образцы | ISO 148 | |
Испытания | EN 10045-1 | |
Допуски | Класс точности | С, кроме |
Обозначение стандарта | ISO 4759-1 | |
Покрытие | Нормальное | Как изготовлено |
Горячее цинкование | EN ISO 10684 | |
Другое | По согласованию | |
Дефекты поверхности | Допустимые дефекты поверхности по EN 26157-1 | |
Приемка | Приемочный контроль по EN ISO 3269 | |
| ||
(п.3.2 MOD п.3.2)
4.2 Требования к гайкам и ссылочные стандарты
Таблица 5 - Требования к гайкам и ссылочные стандарты
Материал | Сталь | |
Общие требования | EN 1499-1 | |
Резьба | Поле допуска | 6Н или 6AZ |
Обозначение стандарта | ISO 261, ISO 965-2, ISO 965-5 | |
Механические свойства | Класс прочности | 8 |
Обозначение стандарта | ISO 898-2 | |
Допуски | Класс точности | В, кроме размеров |
Обозначение стандарта | ISO 4759-1 | |
Покрытие | Нормальное | Как изготовлено |
Горячее цинкование | EN ISO 10684 | |
Другое | По согласованию | |
Дефекты поверхности | Допустимые дефекты поверхности по ISO 6157-2 | |
Приемка | Приемочный контроль по ISO 3269 | |
| ||
(п.4.2 MOD п.4.2)
4.4. Обезуглероживание резьбы гайки
Обезуглероживание резьбы гайки, измеряемое по аналогии с наружной резьбой, по ISO 898-1, должно быть не более 0,015 mm.
(п.4.4 MOD п.4.4)
7.5.2 Среднее значение () и коэффициент вариации (
) коэффициента закручивания для
-класса К2
Среднее значение коэффициента закручивания (-фактор) рассчитывают по формуле:
 (2)
(2)
совместно с:
![]() , (3)
, (3)
где:
- индивидуальное значение крутящего момента
- заданное усилие натяжения
- номинальный диаметр болта.
Для коэффициента вариации коэффициента закручивания применяют следующую формулу:
![]()
где - стандартное отклонение
Когда нормируются и
, их значения должны быть:
0,10![]() 0,23
0,23
0,10
(п.7.5.2 MOD п.7.5.2)
__________________________________________________________________________
УДК 621.882.6:006.354 МКС 21.060.10; 21.060.20
Ключевые слова: болтокомплекты, болтокомплекты высокопрочные конструкционные, болты, гайки и шайбы высокопрочные, система HR
__________________________________________________________________________
(Поправка. ИУС N 2-2015).
Редакция документа с учетом
изменений и дополнений подготовлена
{kind=link}