ГОСТ 10301-80
Группа Г34
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАКЛЕПКИ С ПОЛУПОТАЙНОЙ ГОЛОВКОЙ
КЛАССОВ ТОЧНОСТИ В и С
Технические условия
Round-top countersunk-head rivets classes В and С.
Specifications
МКС 21.060.40
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 06.05.80 N 2009
3. Стандарт полностью соответствует СТ СЭВ 1022-78
4. ВЗАМЕН ГОСТ 10301-68
5. CСЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 10304-80 | Вводная часть |
6. Проверен в 1985 г. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ИЗДАНИЕ (ноябрь 2004 г.) с Изменением N 1, утвержденным в июне 1990 г. (ИУС 10-90)
Настоящий стандарт распространяется на заклепки с полупотайной головкой общемашиностроительного применения с диаметром стержня от 2 до 36 мм классов точности В и С.
Стандарт полностью соответствует СТ СЭВ 1022-78.
Заклепки с полупотайной головкой должны удовлетворять всем требованиям ГОСТ 10304 и требованиям, изложенным в соответствующих разделах настоящего стандарта.
1. РАЗМЕРЫ
1.1. Размеры заклепок должны соответствовать указанным на чертеже и в табл.1 и 2.
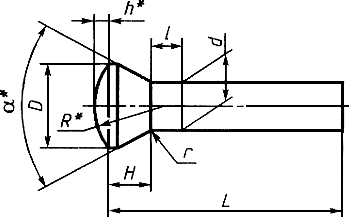
__________________
* Размеры для справок.
Таблица 1
мм
Диаметр стержня | 2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 36 |
Диаметр головки | 6 | 7 | 8 | 10,5 | 13 | 11 | 15 | 17 | 20 | 24 | 30 | 36 | 41 | 49 |
Высота головки | 1,2 | 1,4 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | 4,8 | 5,6 | 7,2 | 9 | 11 | 14 | 16 |
Высота сферы | 0,5 | 0,7 | 0,8 | 1,0 | 1,3 | 1,5 | 2,0 | 2,5 | 3 | 4 | 5 | 6 | 7 | 9 |
Угол | 120° | 90° | 75° | 60° | 45° | |||||||||
Радиус под головкой | 0,1 | 0,2 | 0,25 | 0,3 | 0,4 | 0,5 | 0,6 | 0,8 | ||||||
Радиус сферы головки | 9,3 | 9,1 | 10,4 | 14,3 | 16,9 | 10,8 | 15,1 | 15,7 | 18,2 | 20 | 25 | 30 | 33,5 | 37,9 |
Расстояние от основания головки до места измерения диаметра | 1,5 | 3 | 4 | 6 | 8 | 10 | ||||||||
Таблица 2
мм
Диаметр стержня | Длина |
2,0 | 3-16 |
2,5 | 3-18 |
3,0 | 4-26 |
4,0 | 5-36 |
5,0 | 8-48 |
6,0 | 10-50 |
8,0 | 14-50 |
10 | 16-75 |
12 | 18-100 |
16 | 26-100 |
20 | 30-150 |
24 | 45-210 |
30 | 48-180 |
36 | 58-180 |
1.2. Длина заклепок должна выбираться из следующего ряда: 3, 4, 5, 6, 7, 8, 9, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32, 34, 36, 38, 40, 42, 45, 48, 50, 52, 55, 58, 60, 65, 70, 75, 80, 85, 90, 95, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200, 210 мм.
Пример условного обозначения заклепки с полупотайной головкой класса точности В диаметром стержня мм, длиной
![]() мм, из материала группы 00, без покрытия:
мм, из материала группы 00, без покрытия:
Заклепка 8х20.00 ГОСТ 10301-80
(Измененная редакция, Изм. N 1).
1.3. Теоретическая масса заклепок указана в справочном приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Предельные отклонения высоты сферы размеров от 0,5 до 1 мм - по +
; свыше 1 мм - по ±
![]() .
.
ПРИЛОЖЕНИЕ
Справочное
Масса стальных заклепок
Длина | Теоретическая масса 1000 шт. заклепок, кг, при номинальном диаметре стержня | |||||||||||||
2 | 2,5 | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 30 | 36 | |
3 | 0,226 | 0,372 | ||||||||||||
4 | 0,251 | 0,411 | 0,602 | |||||||||||
5 | 0,276 | 0,449 | 0,657 | 1,324 | ||||||||||
6 | 0,300 | 0,488 | 0,713 | 1,423 | ||||||||||
7 | 0,325 | 0,526 | 0,768 | 1,522 | ||||||||||
8 | 0,350 | 0,565 | 0,824 | 1,620 | 2,845 | |||||||||
9 | 0,374 | 0,603 | 0,879 | 1,719 | 2,999 | |||||||||
10 | 0,399 | 0,642 | 0,935 | 1,817 | 3,153 | 3,489 | ||||||||
12 | 0,449 | 0,719 | 1,046 | 2,015 | 3,461 | 3,932 | ||||||||
14 | 0,492 | 0,796 | 1,157 | 2,212 | 3,769 | 4,376 | 8,70 | |||||||
16 | 0,547 | 0,873 | 1,268 | 2,409 | 4,078 | 4,820 | 9,49 | 13,65 | ||||||
18 | 0,950 | 1,379 | 2,606 | 4,386 | 5,264 | 10,27 | 14,88 | 23,72 | ||||||
20 | 1,490 | 2,804 | 4,694 | 5,708 | 11,06 | 16,12 | 25,49 | |||||||
22 | 1,601 | 3,001 | 5,002 | 6,152 | 11,85 | 17,35 | 27,27 | |||||||
24 | 1,712 | 3,198 | 5,312 | 6,596 | 12,64 | 18,58 | 29,04 | |||||||
26 | 1,823 | 3,396 | 5,619 | 7,040 | 13,43 | 19,81 | 30,82 | 54,84 | ||||||
28 | 3,593 | 5,927 | 7,484 | 14,21 | 21,05 | 32,60 | 57,99 | |||||||
30 | 3,790 | 6,236 | 7,928 | 15,61 | 22,28 | 34,37 | 61,15 | 100,9 | ||||||
32 | 3,988 | 6,544 | 8,372 | 15,80 | 23,51 | 36,15 | 63,31 | 105,9 | ||||||
34 | 4,185 | 6,852 | 8,815 | 16,59 | 24,75 | 37,92 | 67,47 | 110,8 | ||||||
36 | 4,382 | 7,162 | 9,259 | 17,38 | 25,98 | 39,70 | 70,62 | 115,8 | ||||||
38 | 7,469 | 9,703 | 18,17 | 27,21 | 41,47 | 73,78 | 120,7 | |||||||
40 | 7,777 | 10,150 | 18,95 | 28,45 | 43,25 | 76,94 | 125,6 | |||||||
42 | 8,085 | 10,591 | 19,74 | 29,68 | 45,02 | 80,09 | 130,6 | |||||||
45 | 8,547 | 11,267 | 20,93 | 31,53 | 47,69 | 84,83 | 137,9 | 206,9 | ||||||
48 | 9,010 | 11,923 | 22,21 | 33,38 | 50,35 | 89,56 | 145,4 | 217,5 | 335,0 | |||||
50 | 12,370 | 22,90 | 34,61 | 52,13 | 92,72 | 150,3 | 224,6 | 346,1 | ||||||
52 | 35,84 | 53,90 | 95,88 | 155,2 | 231,7 | 357,2 | ||||||||
55 | 37,69 | 56,57 | 100,61 | 162,6 | 242,4 | 373,8 | ||||||||
58 | 39,54 | 59,23 | 105,35 | 170,0 | 253,0 | 390,5 | 583,1 | |||||||
60 | 40,78 | 61,01 | 108,50 | 175,0 | 260,1 | 401,6 | 599,0 | |||||||
65 | 43,86 | 65,44 | 116,39 | 187,3 | 277,9 | 429,3 | 639,0 | |||||||
70 | 46,94 | 69,88 | 124,29 | 199,6 | 295,6 | 457,1 | 678,9 | |||||||
75 | 50,03 | 74,32 | 132,18 | 211,9 | 313,4 | 484,8 | 718,9 | |||||||
80 | 78,76 | 140,07 | 224,3 | 331,2 | 512,5 | 758,8 | ||||||||
85 | 83,20 | 147,93 | 236,6 | 348,9 | 540,3 | 798,8 | ||||||||
90 | 87,64 | 155,85 | 248,9 | 366,7 | 568,0 | 838,7 | ||||||||
95 | 92,08 | 163,74 | 261,3 | 384,4 | 595,8 | 878,7 | ||||||||
100 | 96,52 | 171,64 | 273,6 | 402,2 | 623,5 | 918,7 | ||||||||
110 | 298,3 | 437,7 | 679,0 | 998,6 | ||||||||||
120 | 322,9 | 473,2 | 734,5 | 1078,5 | ||||||||||
130 | 347,6 | 508,7 | 790,0 | 1158,4 | ||||||||||
140 | 372,2 | 544,2 | 845,5 | 1238,3 | ||||||||||
150 | 396,9 | 579,7 | 901,0 | 1318,2 | ||||||||||
160 | 615,3 | 956,5 | 1398,1 | |||||||||||
170 | 650,8 | 1011,9 | 1478,0 | |||||||||||
180 | 686,3 | 1067,4 | 1557,9 | |||||||||||
190 | 721,8 | |||||||||||||
200 | 757,3 | |||||||||||||
210 | 792,8 | |||||||||||||
Примечание. Для определения массы заклепок, изготовляемых из других материалов, значения массы, указанные в таблице, должны быть умножены на коэффициенты: 0,356 - для алюминиевого сплава, 1,08 - для латуни, 1,134 - для меди.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
М.: ИПК Издатальство стандартов, 2004
{kind=link}