ГОСТ 9000-81
Группа Г13
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
РЕЗЬБА МЕТРИЧЕСКАЯ ДЛЯ ДИАМЕТРОВ МЕНЕЕ 1 мм
Допуски
Basic norms of interchangeability.
Metric screw thread for diameters less than 1 mm.
Tolerances
Дата введения 1982-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 15 июня 1981 г. N 2945
ВЗАМЕН ГОСТ 9000-73 (в части разд. 2)
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на метрическую резьбу с профилем по ГОСТ 9150-81, диаметрами от 0,25 до 0,9 мм по ГОСТ 8724-81, основными размерами по ГОСТ 24705-81 и устанавливает допуски и предельные отклонения для посадок с зазором.
Стандарт полностью соответствует СТ СЭВ 837-78.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже:
- наружный диаметр наружной резьбы;
- внутренний диаметр наружной резьбы;
- средний диаметр наружной резьбы;
- наружный диаметр внутренней резьбы;
- внутренний диаметр внутренней резьбы;
- средний диаметр внутренней резьбы;
- шаг резьбы;
- высота исходного треугольника;
- наибольший радиус впадины наружной резьбы;
,
,
,
- допуски диаметров
,
,
,
;
- верхнее отклонение диаметров наружной резьбы;
- верхнее отклонение диаметров внутренней резьбы;
- нижнее отклонение диаметров наружной резьбы;
- нижнее отклонение диаметров внутренней резьбы;
![]() - наименьшая рабочая высота профиля;
- наименьшая рабочая высота профиля;
![]() - наибольшая рабоча
- наибольшая рабоча
я высота профиля.
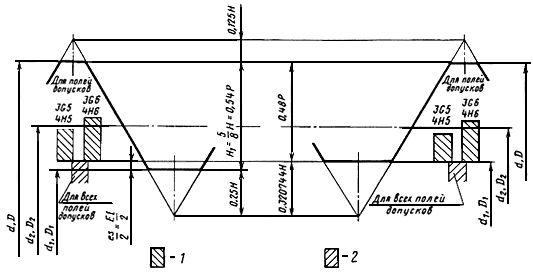
1.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт.1.
Положения полей допусков наружной резьбы
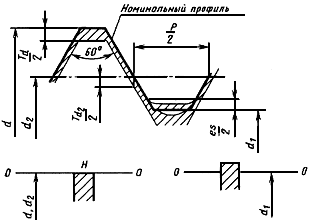
Положения полей допусков внутренней резьбы
С основным отклонением G | С основным отклонением Н | |||
| ||||
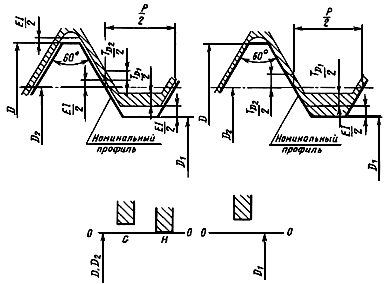
Черт.1
Отклонения отсчитываются от номинального профиля резьбы в направлении, перпендикулярном оси резьбы.
1.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл.1.
Таблица 1
Вид резьбы | Диаметр резьбы | Степень точности |
Наружная резьба | 3; 5 | |
5 | ||
Внутренняя резьба | 3; 4 | |
5; 6 |
Допуски среднего диаметра резьбы являются суммарными.
Допуски диаметров и
не устанавливаются.
1.4. Положения полей допусков диаметров резьбы, определяемые основными отклонениями, приведены на черт.1 и в табл.2.
Таблица 2
Вид резьбы | Диаметр резьбы | Степень точности |
Наружная резьба | h | |
h | ||
* | ||
Внутренняя резьба | G; H | |
G; H | ||
* |
_________________
* Буквенные обозначения не предусмотрены.
2. ОБОЗНАЧЕНИЯ
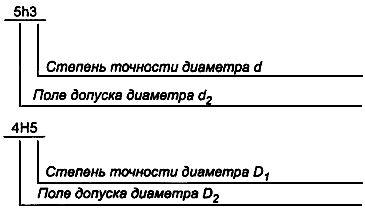
2.1. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра (степени точности и основного отклонения), помещаемого на первом месте, и степени точности диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра для внутренней резьбы).
Например:
2.2. В условном обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например: M0,5 - 5h3;
М0,5 - 4Н5.
2.3. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе - обозначение поля допуска наружной резьбы.
Например: M0,5 - 4H5/5h3.
3. ДОПУСКИ
3.1. Числовые значения допусков диаметров наружной и внутренней резьбы должны соответствовать указанным в табл.3.
Таблица 3
Шаг | Наружная резьба | Внутренняя резьба | |||||
Степень точности | |||||||
3 | 5 | 5 | 3 | 4 | 5 | 6 | |
Допуск, мкм | |||||||
0,075 | 16 | - | 20 | 14 | 20 | 17 | - |
0,08 | 16 | - | 20 | 14 | 20 | 17 | - |
0,09 | 18 | - | 22 | 16 | 22 | 22 | - |
0,1 | 20 | - | 24 | 18 | 24 | 26 | 38 |
0,125 | 20 | 32 | 26 | 18 | 26 | 35 | 55 |
0,15 | 25 | 40 | 28 | 20 | 28 | 46 | 66 |
0,175 | 25 | 45 | 32 | 22 | 32 | 53 | 73 |
0,2 | 30 | 50 | 36 | 26 | 36 | 57 | 77 |
0,225 | 30 | 50 | 40 | 30 | 40 | 61 | 81 |
Примечание. Числовые значения допусков установлены эмпирически.
4. ОСНОВНЫЕ ОТКЛОНЕНИЯ
4.1. Числовые значения основных отклонений диаметров ,
,
и
должны соответствовать указанным в табл.4.
Таблица 4
Шаг | Наружная резьба | Внутренняя резьба | |
Диаметр резьбы | |||
|
|
| |
Основное отклонение, мкм | |||
h | G | H | |
0,075 | 0 | +6 | 0 |
0,08 | 0 | +6 | 0 |
0,09 | 0 | +6 | 0 |
0,1 | 0 | +6 | 0 |
0,125 | 0 | +8 | 0 |
0,15 | 0 | +8 | 0 |
0,175 | 0 | +10 | 0 |
0,2 | 0 | +10 | 0 |
0,225 | 0 | +10 | 0 |
Примечание. Числовые значения основного отклонения G установлены эмпирически.
4.2. Числовые значения основных отклонений диаметров и
должны соответствовать указанным в табл.5.
Таблица 5
Шаг | Наружная резьба | Внутренняя резьба |
Диаметр резьбы | ||
Основное отклонение, мкм | ||
0,075 | +9 | +9 |
0,08 | +10 | +10 |
0,09 | +11 | +11 |
0,1 | +12 | +12 |
0,125 | +15 | +15 |
0,15 | +18 | +18 |
0,175 | +21 | +21 |
0,2 | +25 | +25 |
0,225 | +28 | +28 |
Примечания:
1. Основные отклонения, указанные в табл.5, не зависят от основных отклонений среднего диаметра резьбы.
2. Основные отклонения, указанные в табл.5, определяют внутренний диаметр резьбы по линии плоского среза на расстоянии 0,320744 Н (см. приложение 2).
5. ФОРМА ВПАДИНЫ РЕЗЬБЫ
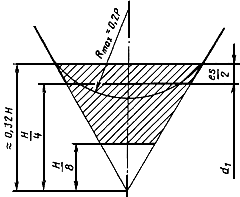
5.1. Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии 0,32 от вершины исходного треугольника.
Реальный профиль впадины наружной резьбы следует располагать в зоне между линиями плоского среза на расстоянии 0,32 и
от вершины исходного треугольника (черт.2).
Черт.2
5.2. При закругленной форме впадины резьбы радиус закругления не должен превышать ![]() (черт.2).
(черт.2).
Числовые значения наибольшего радиуса закругления впадины наружной резьбы () должны соответствовать указанным в табл.6.
Таблица 6
Шаг | |
0,075 | 0,015 |
0,08 | 0,016 |
0,09 | 0,018 |
0,1 | 0,020 |
0,125 | 0,025 |
0,15 | 0,030 |
0,175 | 0,035 |
0,2 | 0,040 |
0,225 | 0,045 |
5.3. Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии от вершины исходного треугольника (черт.3).
Черт.3
6 ПОЛЯ ДОПУСКОВ И ПОСАДКИ
6.1 Поля допусков наружной и внутренней резьбы и их сочетания в посадках должны соответствовать указанным в табл.7.
Таблица 7
Наружная резьба | Внутренняя резьба | Посадка |
Поле допуска | ||
5h3 | 3G5 | 3G5/5h3 |
3G6 | 3G6/5h3 | |
4Н5 | 4H5/5h3 | |
4Н6 | 4H6/5h3 | |
5h5 | 3G5 | 3G5/5h5 |
4Н5 | 4H5/5h5 | |
Примечания:
1. Предельные отклонения наружной и внутренней резьбы приведены в приложении 1.
2. Предельные значения рабочей высоты профиля приведены в приложении 3.
ПРИЛОЖЕНИЕ 1
Обязательное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РЕЗЬБЫ
Предельные отклонения диаметров наружной резьбы должны соответствовать указанным в табл.1, предельные отклонения диаметров внутренней резьбы - указанным в табл.2.
Таблица 1
Номи- нальный диаметр резьбы | Шаг | Поле допуска наружной резьбы | |||||||||
5h3 | 5h5 | ||||||||||
Диаметр резьбы | |||||||||||
Предельные отклонения, мкм | |||||||||||
0,25 | 0,075 | 0 | -16 | 0 | -20 | +9 | - | - | - | - | - |
0,3 | 0,08 | 0 | -16 | 0 | -20 | +10 | - | - | - | - | - |
0,35 | 0,09 | 0 | -18 | 0 | -22 | +11 | - | - | - | - | - |
0,4 | 0,1 | 0 | -20 | 0 | -24 | +12 | - | - | - | - | - |
0,45 | 0,1 | 0 | -20 | 0 | -24 | +12 | - | - | - | - | - |
0,5 | 0,125 | 0 | -20 | 0 | -26 | +15 | 0 | -32 | 0 | -26 | +15 |
0,55 | 0,125 | 0 | -20 | 0 | -26 | +15 | 0 | -32 | 0 | -26 | +15 |
0,6 | 0,15 | 0 | -25 | 0 | -28 | +18 | 0 | -40 | 0 | -28 | +18 |
0,7 | 0,175 | 0 | -25 | 0 | -32 | +21 | 0 | -45 | 0 | -32 | +21 |
0,8 | 0,2 | 0 | -30 | 0 | -36 | +25 | 0 | -50 | 0 | -36 | +25 |
0,9 | 0,225 | 0 | -30 | 0 | -40 | +28 | 0 | -50 | 0 | -40 | +28 |
Примечание. Нижнее отклонение диаметра не устанавливается, но косвенно ограничивается формой впадины наружной резьбы.
Таблица 2
Номи- нальный диаметр резьбы | Шаг | Поле допуска внутренней резьбы | |||||||||||||||||||
3G5 | 3G6 | 4Н5 | 4Н6 | ||||||||||||||||||
Диаметр резьбы | |||||||||||||||||||||
Предельные отклонения, мкм | |||||||||||||||||||||
0,25 | 0,075 | +6 | +20 | +6 | +26 | +9 | - | - | - | - | - | 0 | +20 | 0 | +26 | +9 | - | - | - | - | - |
0,3 | 0,08 | +6 | +20 | +6 | +27 | +10 | - | - | - | - | - | 0 | +20 | 0 | +27 | +10 | - | - | - | - | - |
0,35 | 0,09 | +6 | +22 | +6 | +33 | +11 | - | - | - | - | - | 0 | +22 | 0 | +33 | +11 | - | - | - | - | - |
0,4 | 0,1 | +6 | +24 | +6 | +38 | +12 | +6 | +24 | +6 | +50 | +12 | 0 | +24 | 0 | +38 | +12 | 0 | +24 | 0 | +50 | +12 |
0,45 | 0,1 | +6 | +24 | +6 | +38 | +12 | +6 | +24 | +6 | +50 | +12 | 0 | +24 | 0 | +38 | +12 | 0 | +24 | 0 | +50 | +12 |
0,5 | 0,125 | +8 | +26 | +8 | +50 | +15 | +8 | +26 | +8 | +70 | +15 | 0 | +26 | 0 | +50 | +15 | 0 | +26 | 0 | +70 | +15 |
0,55 | 0,125 | +8 | +26 | +8 | +50 | +15 | +8 | +26 | +8 | +70 | +15 | 0 | +26 | 0 | +50 | +15 | 0 | +26 | 0 | +70 | +15 |
0,6 | 0,15 | +8 | +28 | +8 | +64 | +18 | +8 | +28 | +8 | +84 | +18 | 0 | +28 | 0 | +64 | +18 | 0 | +28 | 0 | +84 | +18 |
0,7 | 0,175 | +10 | +32 | +10 | +74 | +21 | +10 | +32 | +10 | +94 | +21 | 0 | +32 | 0 | +74 | +21 | 0 | +32 | 0 | +94 | +21 |
0,8 | 0,2 | +10 | +36 | +10 | +82 | +25 | +10 | +36 | +10 | +102 | +25 | 0 | +36 | 0 | +82 | +25 | 0 | +36 | 0 | +102 | +25 |
0,9 | 0,225 | +10 | +40 | +10 | +89 | +28 | +10 | +40 | +10 | +109 | +28 | 0 | +40 | 0 | +89 | +28 | 0 | +40 | 0 | +109 | +28 |
Примечание. Верхнее отклонение диаметра не устанавливается.
ПРИЛОЖЕНИЕ 2
Справочное
ВЗАИМОЗАМЕНЯЕМОСТИ РЕЗЬБЫ ПО ГОСТ 9000-81 С МИНИАТЮРНОЙ РЕЗЬБОЙ ПО ИСО/Р 1501-70
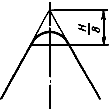
В рекомендации ИСО/Р 1501-70 для миниатюрных резьб (с диаметрами от 0,25 до 1,4 мм) предусмотрен специальный номинальный профиль резьбы (см. чертеж), отличающийся от номинального профиля метрической резьбы увеличенным срезом по внутреннему диаметру (0,320744 вместо 0,25
). В связи с этим миниатюрные резьбы по ИСО/Р 1501-70 обозначаются буквой
, например:
0,5. Номинальному профилю соответствует увеличенный номинальный внутренний диаметр резьбы (
![]() вместо
вместо ![]() ) и больший радиус закругления впадины наружной резьбы (
) и больший радиус закругления впадины наружной резьбы (![]() вместо
вместо ![]() ).
).
Номинальный профиль по ГОСТ 9150-81 (профиль | Номинальный профиль по ИСО/Р 1501-70 (профиль | |||
| ||||
1 - поле допуска внутреннего диаметра внутренней резьбы;
2 - поле допуска внутреннего диаметра наружной резьбы
В ГОСТ 9150-81 для резьб с диаметрами от 0,25 до 0,9 мм принят тот же номинальный профиль и обозначение буквой М, что и для метрических резьб с диаметром от 1 до 600 мм. Это обеспечивает единство номинального профиля и обозначений для всех метрических резьб.
Несмотря на различие номинальных профилей, между миниатюрными резьбами по ИСО/Р 1501-70 и метрическими резьбами по государственным стандартам в диапазоне диаметров от 0,25 до 0,9 мм обеспечивается полная взаимозаменяемость за счет того, что:
1. Диаметры и шаги резьб полностью совпадают.
2. Различие в высоте номинальных профилей и
b ГОСТ 9000-81 компенсируется смещением положения полей допусков по внутреннему диаметру
и
, (см. черт.1) на величину отклонения
![]() . (1)
. (1)
За счет этого допускается увеличение радиуса впадины наружной резьбы до ![]() .
.
3. Допуски по всем диаметрам резьбы, основные отклонения по диаметрам и
![]() и обозначения полей допусков приняты в соответствии с ИСО/Р 1501-70.
и обозначения полей допусков приняты в соответствии с ИСО/Р 1501-70.
Таким образом, резьбы по ИСО/Р 1501-70, обозначаемые буквой , и резьбы по ГОСТ 9000-81, обозначаемые буквой
, при одном и том же диаметре, шаге и поле допуска имеют одни и те же предельные диаметры и, следовательно, полностью взаимозаменяемы.
ПРИЛОЖЕНИЕ 3
Справочное
ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ РАБОЧЕЙ ВЫСОТЫ ПРОФИЛЯ
Предельные значения рабочей высоты профиля , соответствующие посадкам, установленным в настоящем стандарте, приведены на чертеже и в таблице.
Посадки | 3G5 . 4Н5 | 3G6. 4H6 | 3G5. 4H5 | |||
Шаг | Рабочая высота профиля, мкм | |||||
|
|
|
|
|
| |
0,075 | 19,5 | 36 | - | - | - - | - |
0,08 | 22 | 38,5 | - | - | - | - |
0,09 | 23 | 43 | - | - | - | - |
0,1 | 25 | 48 | 19 | 48 | - | - |
0,125 | 32,5 | 60 | 22,5 | 60 | 26,5 | 60 |
0,15 | 36,5 | 72 | 26,5 | 72 | 29 | 72 |
0,175 | 45 | 84 | 35 | 84 | 35 | 84 |
0,2 | 52,5 | 96 | 42,5 | 96 | 42,5 | 96 |
0,225 | 62,5 | 108 | 52,5 | 108 | 52,5 | 108 |
Текст документа сверен по:
Метрические резьбы: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2002
{kind=link}