ГОСТ 17041-77
Группа Т75
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИНЕЙКИ ЧЕРТЕЖНЫХ ПРИБОРОВ
Технические условия
Rulers for drawing instruments. Specifications
ОКП 42 6951
Срок действия с 01.01.78
до 01.01.95*
_________________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4, 1994 год). - .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством приборостроения, средств автоматизации и систем управления СССР
ИСПОЛНИТЕЛИ
К.П.Полянин, Б.Н.Нестеров, Н.В.Козлицкая
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 28.02.77 N 510
3. ВЗАМЕН ГОСТ 17041-71
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 9.032-74 | 2.21 |
ГОСТ 9.104-79 | 2.21 |
ГОСТ 15.001-73 | 3.6 |
ГОСТ 26.008-85 | 2.14 |
ГОСТ 26.020-80 | 2.14 |
ГОСТ 27.502-83 | 4.15 |
ГОСТ 166-80 | 4.8 |
ГОСТ 882-75 | 4.7 |
ГОСТ 2228-81 | 5.2 |
ГОСТ 2695-83 | 2.3 |
ГОСТ 2789-73 | 2.19 |
ГОСТ 2930-62 | 2.14 |
ГОСТ 2991-85 | 5.4 |
ГОСТ 4976-83 | 2.21 |
ГОСТ 5959-80 | 5.4 |
ГОСТ 7016-82 | 2.19 |
ГОСТ 8273-75 | 5.2 |
ГОСТ 9569-79 | 5.2 |
ГОСТ 10905-86 | 4.7 |
ГОСТ 12301-81 | 5.2 |
ГОСТ 14192-77 | 5.5 |
ГОСТ 14841-80 | 4.10 |
ГОСТ 15150-69 | 2.2, 4.1, 5.7 |
ГОСТ 16588-79 | 4.2 |
ГОСТ 17308-85 | 5.2 |
ГОСТ 18242-72 | 3.2 |
ГОСТ 18321-73 | 3.3 |
ГОСТ 20799-75 | 2.21 |
ГОСТ 21228-85 | 2.7 |
ГОСТ 22852-77 | 5.4 |
5. ПЕРЕИЗДАНИЕ (июнь 1988 г.) с Изменениями N 1, 2, 3, 4, утвержденными в декабре 1982 г., сентябре 1986 г., июле 1987 г., мае 1988 г. (ИУС N 4-83, 12-86, 9-87, 8-88).
6. Срок действия продлен до 01.01.95 (Постановление Госстандарта СССР от 11.05.88 N 1296)
Настоящий стандарт распространяется на линейки чертежных приборов (ЛЧП), изготовленные из древесины и пластических масс и предназначенные для выполнения чертежно-графических работ.
(Измененная редакция, Изм. N 1).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. В зависимости от масштаба длин отсчетных шкал и направления отсчета, линейки должны выпускаться следующих типов:
ЛЧП-1 - ЛЧП-12 - из древесины;
ЛЧП-1П - ЛЧП-12П - из пластических масс.
Основные параметры и размеры линеек должны соответствовать указанным в табл.1 и на чертежах 1-3.
Размеры, мм
Отсчетная шкала | |||||
Типы линеек | Длина линейки | Длина | Мас- | Число равных деле- | Числовые значения |
ЛЧП-1 ЛЧП-1П | 514±1,4 | 500±0,485 | 1:1 | 500 | От 0 до 500 через 10 делений шкалы, кратность цифр - 10 |
1:2 | От 0 до 1000 через 10 делений шкалы, кратность цифр - 20 | ||||
ЛЧП-2 ЛЧП-2П | 1:2 | ||||
1:2,5 | 625 | От 0 до 1200 через 50 делений шкалы, кратность цифр - 100 | |||
ЛЧП-3 ЛЧП-3П | 1:4 | 500 | От 0 до 2000 через 10 делений шкалы, кратность цифр - 40 | ||
1:5 | От 0 до 2500 через 20 делений шкалы, кратность цифр - 100 | ||||
ЛЧП-4 ЛЧП-4П | 2:1 | От 0 до 250 через 10 делений шкалы, кратность цифр - 5 | |||
2,5:1 | 400 | От 0 до 200 через 25 делений шкалы, кратность цифр - 25 | |||
ЛЧП-5 | 4:1 | 625 | От 0 до 125 через 25 делений шкалы, кратность цифр - 5 | ||
5:1 | 500 | От 0 до 100 через 10 делений шкалы, кратность цифр - 2 | |||
ЛЧП-6 ЛЧП-6П | 314±1,4 | 300±0,26 | 1:1 | 300 | От 0 до 300 через 10 делений шкалы, кратность цифр - 10 |
1:2 | От 0 до 600 через 10 делений шкалы, кратность цифр - 20 | ||||
ЛЧП-7 ЛЧП-7П | 1:2 | От 0 до 600 через 10 делений шкалы, кратность цифр - 20 | |||
1:2,5 | 375 | От 0 до 700 через 50 делений шкалы, кратность цифр - 100 | |||
ЛЧП-8 ЛЧП-8П | 1:4 | 300 | От 0 до 1200 через 10 делений шкалы, кратность цифр - 40 | ||
1:5 | От 0 до 1500 через 20 делений шкалы, кратность цифр - 100 | ||||
ЛЧП-9 ЛЧП-9П | 2:1 | От 0 до 150 через 10 делений шкалы, кратность цифр - 5 | |||
2,5:1 | 240 | От 0 до 120 через 10 делений шкалы, кратность цифр - 5 | |||
ЛЧП-10 ЛЧП-10П | 4:1 | 375 | От 0 до 75 через 25 делений шкалы, кратность цифр - 5 | ||
5:1 | 300 | От 0 до 60 через 10 делений шкалы, кратность цифр - 2 | |||
ЛЧП-11 ЛЧП-11П | 1:2 | 300 | От 0 до 600 через 10 делений шкалы, кратность цифр - 20 | ||
1:1 | От 0 до 300 через 10 делений шкалы, кратность цифр - 10 | ||||
ЛЧП-12 ЛЧП-12П | 280±1,4 | 250±0,2 | 1:1 | 250 | От 0 до 250 через 10 делений шкалы, кратность цифр - 10 |
Примечание. Линейки типов ЛЧП-12, ЛЧП-12П допускается изготовлять без радиусов скругления.
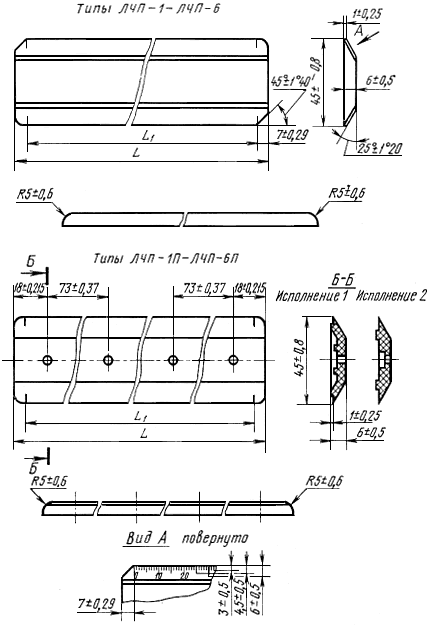
Черт.1
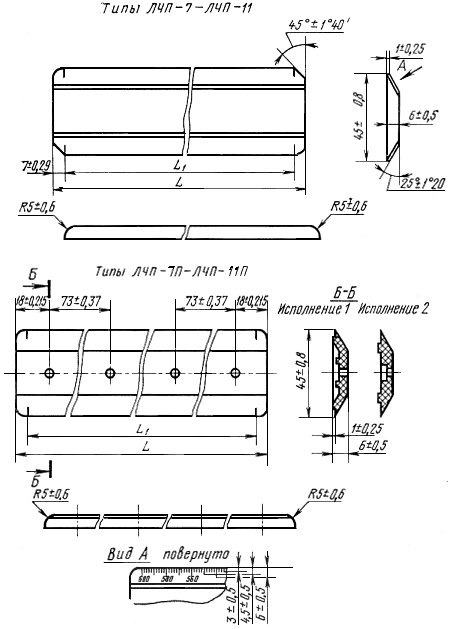
Черт.2
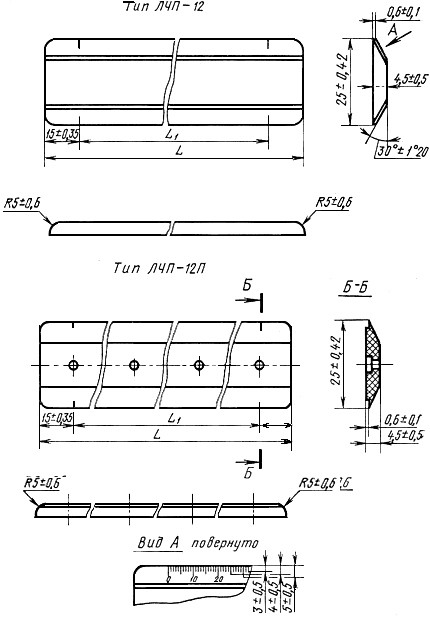
Черт.3
Примечание. Линейки типа ЛЧП-12 допускается изготовлять без радиусов скругления.
Пример условного обозначения линейки типа ЛЧП-7, изготовленной из древесины:
Линейка ЛЧП-7 ГОСТ 17041-77
То же, линейки, изготовленной из пластической массы:
Линейка ЛЧП-7П ГОСТ 17041-77
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Линейки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам и образцам, утвержденным в установленном порядке.
2.2. Линейки должны изготовляться климатических исполнений УХЛ4 категории 4 по ГОСТ 15150-69.
(Измененная редакция, Изм. N 1).
2.3. Линейки должны изготовляться из пиломатериалов твердых лиственных пород (бука, груши, клена, ясеня) по ГОСТ 2695-83 и из пластических масс.
2.4. Влажность древесины линеек должна быть (7±2)%.
(Измененная редакция, Изм. N 1).
2.5. Древесина для изготовления линеек не должна иметь трещин, сколов, червоточин и гнили. Допускаются здоровые сросшиеся с древесиной сучки диаметром не более 2 мм и отстоящие от краев линейки на расстоянии не менее 3 мм.
На линейке не должно быть более трех сучков диаметром до 2 мм.
2.6. На корпусе линейки из древесины допускается синева и краснина не более 40% поверхности линейки.
2.7. Для изготовления шкал линеек из древесины должен применяться белый технический целлулоид по ГОСТ 21228-85 толщиной 0,60-0,80 мм или другие пластические массы, не уступающие ему по качеству.
2.8. Отсчетные шкалы должны быть приклеены к корпусу линейки прочно, без отслоений. Прочность соединения шкалы должна быть не менее 2,5 Н.
2.9. Допуск прямолинейности рабочих кромок на длине линейки не должен быть более:
0,16 мм - для линеек типов ЛЧП-1 - ЛЧП-5;
0,1 мм - для линеек типов ЛЧП-6 - ЛЧП-12.
2.10. Допуск параллельности рабочих кромок на длине линейки не должен быть более:
0,30 мм - для линеек типов ЛЧП-1 - ЛЧП-5;
0,20 мм - для линеек типов ЛЧП-6 - ЛЧП-12.
2.11. Допуск плоскостности линеек в продольном направлении на длине линейки не должен быть более:
для линеек типов ЛЧП-1 -ЛЧП-5 | ||
| - 1,5 мм; | |
ЛЧП-1П - ЛЧП-5П | ||
для линеек типов ЛЧП-6 - ЛЧП-12 | ||
| - 0,6 мм. | |
ЛЧП-6П - ЛЧП-12П | ||
2.12. Отметки шкал и числа отсчета должны быть нанесены способами, обеспечивающими свободное чтение их невооруженным глазом на расстоянии не менее 300 мм при освещенности не менее 90 лк.
2.13. Ширина отметок на отсчетных шкалах должна быть (0,1±0,02) мм.
2.9-2.13. (Измененная редакция, Изм. N 1).
2.14. Числа отсчета следует выполнять шрифтом 2,5-Пр3, обозначение масштаба - шрифтом 1,5-Пр3 по ГОСТ 26.020-80 и ГОСТ 26.008-85. Для изделий, разработанных до 01.07.87, числа отсчета - шрифтом Пт-2,5, обозначение масштаба - шрифтом Пт-1,5 по ГОСТ 2930-62.
(Измененная редакция, Изм. N 4).
2.15. Числа отсчета должны наноситься в миллиметрах, симметрично относительно отметок шкалы на расстоянии не более 1 мм от метки.
Допускается по заказу потребителя нанесение числовых значений в сантиметрах.
2.16. Штрихи и цифры на линейках должны быть без разрывов.
2.17. В пределах одной шкалы длины отметок первичных делений от вторичных и вторичных от третичных должны отличаться не менее чем на 1,5 мм для линеек типов ЛЧП-1 - ЛЧП-11, ЛЧП-1П - ЛЧП-11П и на 1,0 мм для линеек типов ЛЧП-12, ЛЧП-12П, а длины одноименных отметок - не более чем на 0,5 мм.
(Измененная редакция, Изм. N 1).
2.18. Предельные отклонения между двумя любыми отметками шкалы, отстоящими друг от друга на расстоянии 100 мм, должны быть не более ±0,2 мм.
2.19. Параметр шероховатости поверхности древесины должен быть по ГОСТ 7016-82.
Параметр шероховатости поверхности пластмассы должен быть 40 мкм по ГОСТ 2789-73.
2.20. Поверхности пластмассовых линеек должны быть светлых тонов, без пятен, царапин и других дефектов, видимых без применения увеличительных приборов и ухудшающих внешний вид изделия.
Точечных включений диаметром до 1 мм не должно быть более трех на лицевой поверхности на площади не менее 1 дм.
Допускаются точки размером до 0,2 мм. Царапин шириной не более 0,1 мм и длиной не более 20 мм не должно быть более четырех на лицевой поверхности линейки. Допускаются царапины шириной до 0,05 мм.
2.21. Торцы и плоскости линеек из древесины должны покрываться лаком по ГОСТ 4976-83.
Все поверхности должны быть покрыты по категории эксплуатации 2, группа условий эксплуатации Л по ГОСТ 9.104-79, класс покрытий - III по ГОСТ 9.032-74.
Допускается покрытие торцов и плоскостей веретенным маслом по ГОСТ 20799-75*.
______________
* На территории Российской Федерации действует ГОСТ 20799-88. - .
(Измененная редакция, Изм. N 1).
2.22. Установленный срок службы линеек до предельного состояния не менее трех лет.
Критерием предельного состояния линеек является несоответствие линеек всем требованиям настоящего стандарта.
(Измененная редакция, Изм. N 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия готовых линеек требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания.
3.2. Контроль качества линеек проводят по плану одноступенчатого контроля в соответствии с требованиями ГОСТ 18242-72*.
______________
* На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007. - .
3.3. Линейки предъявляют для проверки партиями. Объем партии должен быть от 1201 до 3200 линеек. Объем выборки - 125 шт. Линейки в выборку отбирают по методу наибольшей объективности - по ГОСТ 18321-73.
3.4. При контроле внешнего вида, размера, отклонений формы и поверхностей следует различать значительные и малозначительные дефекты по ГОСТ 15467-79. Несоответствие качества линеек хотя бы одному из требований пп.1.1, 2.8-2.12 следует считать значительным дефектом; несоответствие хотя бы по одному из требований пп.2.2-2.6, 2.13-2.21 следует считать малозначительным дефектом. Приемочный уровень качества не должен превышать:
1,5% дефектных изделий по значительным дефектам;
4% дефектных изделий по малозначительным дефектам.
3.5. Приемо-сдаточные испытания линеек проводят на соответствие требованиям пп.1.1, 2.8-2.12, 2.19-2.21, 5.1-5.5.
3.6. Периодические испытания линеек, прошедших прием-сдаточные испытания, необходимо проводить не реже раза в три месяца на соответствие всем требованиям настоящего стандарта.
Контрольные испытания на надежность следует проводить не реже раза в три года. Результаты периодических испытаний должны быть оформлены в соответствии с требованиями ГОСТ 15.001-73*.
______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - .
3.2-3.6. (Измененная редакция, Изм. N 4).
3.7. (Исключен, Изм. N 4).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания линеек следует проводить при нормальных климатических условиях по ГОСТ 15150-69.
4.2. Влажность линеек из древесины (п.2.4) следует проверять по ГОСТ 16588-79*, разд.1.
______________
* На территории Российской Федерации действует ГОСТ 16588-91. - .
4.3. Качество древесины (пп.2.5, 2.6) следует проверять внешним осмотром и замером инструментом с погрешностью измерения 0,1 мм.
Процент содержания площади краснины и синевы определяют как отношение дефектной площади к общей площади поверхности линейки в процентах.
4.4. Толщину целлулоида, идущего на изготовление шкал (п.2.7) следует проверять измерительным инструментом с погрешностью измерения 0,01 мм. Проверку следует проводить до приклеивания пластин.
4.5. Прочность клеевого соединения шкалы (п.2.8) с корпусом линейки (древесиной) следует проверять методом постепенного отслаивания целлулоида.
При этом:
усилия отрыва должны быть направлены перпендикулярно к плоскости клеевого шва;
среднее значение прочности клеевого соединения характеризуется отношением разрушающей нагрузки к ширине клеевого шва;
скорость отслаивания должна быть не более 100 мм/мин;
величина усилия отслаивания должна контролироваться любым силоизмерительным прибором с погрешностью ±2%;
если в процессе испытаний вместо отслаивания происходит надрыв целлулоида или расщепление древесины, то испытания прекращают и производят замену образца;
для определения величины усилия, определяющего качество склеивания, измеряют ширину отрывной полосы. При этом искомая величина усилия определяется по формуле
![]() ,
,
где - ширина полосы целлулоида, мм;
- среднее значение усилия отрыва полосы шириной 10 мм, Н.
4.6. Линейные размеры линеек (п.1.1) следует проверять измерительным инструментом с погрешностью измерения 0,1 мм, цену деления (п.1.1) - измерительным инструментом с погрешностью измерения 0,01 мм.
4.7. Непрямолинейность рабочих кромок (п.2.9), коробление линеек (п.2.11) следует проверять при помощи поверочной плиты по ГОСТ 10905-86 и щупов по ГОСТ 882-75, набор N 2.
4.8. Непараллельность рабочих кромок (п.2.10) следует измерять штангенциркулем ШЦ-2 по ГОСТ 166-80*. Непараллельность определяют как разность измерений противоположных концов.
______________
* На территории Российской Федерации действует ГОСТ 166-89. - .
4.9. Четкость нанесения отметок шкал (п.2.12), маркировку (п.5.1), упаковку (п.5.2-5.5; 5.8) следует проверять визуально.
4.10. Освещенность в зоне контроля (п.2.12) следует определять люксметром по ГОСТ 14841-80.
4.11. Ширину отметок (п.2.13), разность длин отметок шкал (п.2.17) следует проверять измерительным инструментом с погрешностью измерения 0,01 мм.
4.12. Соответствие шрифта (п.2.14), точность нанесения чисел отсчета относительно отметок (п.2.15) следует проверять измерительным инструментом с погрешностью измерения 0,1 мм.
4.13. Качество отметок (п.2.16), предельные отклонения между любыми отметками (п.2.18) следует проверять измерительным инструментом с погрешностью измерения 0,05 мм.
4.14. Шероховатость поверхности линейки (п.2.19), качество покрытий (п.2.21), внешний вид поверхности линеек (п.2.20) следует проверять внешним осмотром и сравнением с образцами.
4.15. Установленный срок службы изделия подтверждают результатами анализа подконтрольной эксплуатации не менее 14 изделий по ГОСТ 27.502-83.
(Измененная редакция, Изм. N 3).
4.16. Массу брутто (п.5.6) следует проверять на весах с ценой деления 1 кг.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На линейке должны быть нанесены:
товарный знак предприятия-изготовителя;
розничная цена линейки;
тип линейки;
обозначение настоящего стандарта.
5.2. Линейки одного типа должны быть завернуты по 10 шт. в парафинированную бумагу по ГОСТ 9569-79*, а затем в пачки по 50-100 шт. в упаковочную бумагу по ГОСТ 8273-75 или ГОСТ 2228-81 и перевязаны шпагатом по ГОСТ 17308-85** или уложены в картонные коробки по ГОСТ 12301-81**.
______________
* На территории Российской Федерации действует ГОСТ 9569-2006;
** На территории Российской Федерации действует ГОСТ 17308-88;
*** На территории Российской Федерации действует ГОСТ 12301-2006. - .
5.3. На каждую пачку или коробку должна быть наклеена этикетка с указанием: товарного знака предприятия-изготовителя, розничной цены линейки, условного обозначения линейки, количества линеек, даты упаковки и штампа упаковщика.
5.4. При междугородных перевозках пачки или коробки с линейками должны быть уложены в ящики по ГОСТ 2991-85 или ГОСТ 5959-80.
Линейки должны быть уложены плотно, чтобы исключить возможность деформации при транспортировании и хранении.
Допускается перевозить пачки или коробки с линейками в ящиках из гофрированного картона по ГОСТ 22852-77 или контейнерах, обеспечивающих сохранность линеек при транспортировании.
5.5. Маркировка транспортной тары - по ГОСТ 14192-77* с изображением манипуляционных знаков N 2 и 3.
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
(Измененная редакция, Изм. N 1).
5.6. Масса брутто должна быть не более 50 кг.
5.7. Транспортирование линеек - по группе условий хранения - (Ж2) ГОСТ 15150-69.
5.8. Линейки транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
5.7; 5.8. (Измененная редакция, Изм. N 1).
5.9. Хранение упакованных линеек должно осуществляться в помещениях с температурой от 1 до 40 °С при относительной влажности до 80% на расстоянии не менее 1,5 м от источника тепла.
В воздухе не должно быть примесей агрессивных газов и паров.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие линеек чертежных приборов требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения, установленных настоящим стандартом.
Гарантийный срок эксплуатации линеек - 36 мес со дня ввода изделий в эксплуатацию.
(Измененная редакция, Изм. N 1, 4).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
{kind=link}